- РЕМОНТ БУРОВЫХ НАСОСОВ
- Обслуживание и ремонт насоса УНБ-600
- Назначение насоса УНБ-600 и его технические характеристики. Конструкция бурового насоса. Расчет на прочность гидравлической части. Организация оперативно-технического учета и отчетности. Структура и длительность ремонтных циклов и межремонтных периодов.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
РЕМОНТ БУРОВЫХ НАСОСОВ




![]()
![]()
Высокое давление нагнетания и наличие абразивных частиц в буровом растворе вызывают интенсивный износ гидравлической части бурового поршневого насоса; приводная часть насоса изнашивается вследствие больших динамических нагрузок.
На рис. 23 показан двухцилиндровый буровой насос. Для удобства транспортировки рама насоса выполнена в виде салазок.
Техническое обслуживание производит буровая бригада в период, когда насос не участвует в процессе бурения; в основном предусматривается устранение неисправностей в работе гидравлической части насоса, основные из которых приведены ниже. При текущем ремонте проводятся следующие работы:
1. Проверка и подтяжка всех болтовых соединений.
2. Замена быстроизнашивающихся деталей: цилиндровых втулок, поршней, штоков, клапанов, седел и клапанных пружин. С этой целью снимают крышки гидравлической коробки, вынимают клапаны, вывинчивают шток с поршнем, выпрессовывают специальным приспособлением втулку. Седла клапанов выпрессовывают с помощью съемников.
3. Замена уплотнительных манжет цилиндровых крышек, крышек клапанов, уплотнений штоков, уплотнений цилиндровых втулок и надставок штоков.
4. Проверка состояния и регулировка направляющих и накладок крейцкопфа.
5. Проверка состояния надставок штока и их крепления со штоком.
6. Проверка приводного шкива и регулировка натяжения ремней.
7. Замена баллонов и промывка фильтров воздушных колпаков.
8. Смазка всех подшипников не реже одного раза в неделю. Проверка щупом уровня смазки в картере и доливка масла. Смена масла производится не реже одного раза в 3 мес., а также после окончания бурения скважины. В среднем ремонтный цикл для насосов составляет 6000 ч, межремонтный период—600 ч работы.
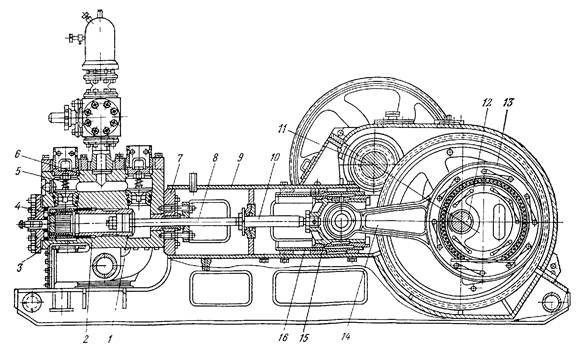
1—поршень; 2— цилиндровая втулка; 3— крышка цилиндра; 4— опорный стакан; 5—нагнетательный клапан; 6—корпус клапанной коробки; 7— сальниковое уплотнение; 8— шток; 9— корпус насоса; 10—надставка штока; 11—трансмиссионный вал; 12— коренной вал; 13—большая головка шатуна; 14—шатун; 15—крейцкопф; 16—направляющая крейцкопфа
При текущем ремонте в дополнение к перечисленным работам проверяют и регулируют подшипники кривошипного и трансмиссионного валов, заменяют изношенные корпуса сальников, пальцы, втулки, направляющие и накладки крейцкопфа, а также надставки штока.
Разборку насоса при капитальном ремонте начинают с гидравлической части и проводят в следующем порядке: отвинчивают гайки и снимают крышки цилиндров, вынимают нажимные коронки цилиндровых втулок, вывинчивают коронки крышек клапанов, вынимают крышки клапана, пружины клапанов и клапаны, затем ослабляют сальники штоков, отсоединяют штоки от надставок, вынимают штоки с поршнями из цилиндров, снимают грундбуксы, вынимают уплотнения сальников штоков и специальным съемником—цилиндровые втулки из клапанных коробок. Далее отвинчивают гайки и снимают нагнетательный коллектор в сборе с воздушным компенсатором, отсоединяют гидравлическую коробку от приемного тройника и корпуса насоса и снимают ее. Затем из гидравлической коробки при помощи съемника выпрессовывают седла клапанов.
Гидравлический съемник седел клапанов буровых насосов (рис 24) состоит из трех основных частей: захватывающего устройства, гидравлического цилиндра и ручного винтового насоса
После установки штока 7 с захватывающим устройством 6 в клапанной коробке на него надевают гидравлический цилиндр 1 в сборе с поршнем 4. Шток подтягивают кверху и крепят к поршню гайкой 3. При помощи винтового насоса 2, расположенного на корпусе поршня, в гидравлическом цилиндре создается необходимое давление для выпрессовки седла 5 клапана из гнезда клапанной коробки.
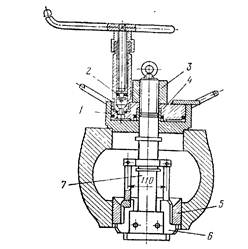
Рис. 24. Гидравлический съемник седел клапанов буровых насосов
После этого приступают к разборке воздушных компенсаторов. Сначала спускают воздух из колпаков, для чего открывают игольчатые вентили и вывинчивают контрольные пробки. До этого разбирать компенсаторы запрещается, так как сжатый воздух может сбросить колпак и травмировать рабочих. Затем отвинчивают гайки крепления фланцев колпаков к тройнику и снимают колпаки, резиновые баллоны и перфорированные трубы.

После окончания разборки гидравлической части приступают к демонтажу приводной части насоса. Вначале снимают шкив клиноременной передачи, для чего вывинчивают болты контршайбы и снимают ее. Затем отвинчивают болты и снимают боковые и основную крышки картера. Далее следует отвинтить болты, снять четыре боковые крышки подшипников, отвинтить гайки, снять верхние крышки подшипников и трансмиссионный вал с подшипниками и шестерней. После этого вывинчивают надставки штока из крейцкопфа, снимают стопорные планки пальцев крейцкопфа, специальным съемником выпрессовывают пальцы крейцкопфа, снимают сначала крышки коренных подшипников кривошипного вала, а затем—вал в сборе, с шатунами. Далее вынимают крейцкопфы, снимают направляющие крейцкопфов и масляные уплотнения надставок штока.
После этого приступают к разборке узлов приводной части насоса.
Кривошипный вал разбирают в следующем порядке: снимают крышки шатунных подшипников и шатуны. Выпрессовывают с помощью винтовых съемников роликовые подшипники с шатунных шеек вала. Затем вал устанавливают на гидравлический пресс, снимают крышки коренных подшипников, торцевые крышки и корпуса подшипников, выпрессовывают при помощи пресса коренные подшипники и зубчатое колесо. Затем из малой головки шатунов с помощью специального съемника или выколоток выпрессовывают бронзовые втулки.
С трансмиссионного вала с помощью винтового съемника выпрессовывают роликовые подшипники. С крейцкопфа снимают накладки. После промывки узлов и деталей их разбраковывают и составляют дефектную ведомость.
Замене подлежат все подшипники и стаканы, шестерни и зубчатое колесо редуктора, а также все уплотнения. Гидравлическую коробку либо заменяют, либо восстанавливают. Основными дефектами гидравлических коробок являются нарушение уплотнительных поверхностей в местах уплотнений цилиндровых сменных втулок и седел клапанов, трещины в корпусе цилиндра, а также слом шпилек для крепления крышек. Поломанные шпильки извлекают описанными выше способами. Стальные гидравлические коробки с промоинами могут быть восстановлены электродуговой наплавкой с последующей механической обработкой для получения необходимых размеров. Чугунные гидравлические и стальные коробки восстанавливают расточкой промытых гнезд клапанных седел и запрессовкой втулок с внутренней конической поверхностью для посадки седел. Для восстановления промытых посадочных поверхностей для цилиндровых втулок применяют также расточку и запрессовку втулки, которую затем растачивают для получения первоначальных размеров внутренней поверхности гидравлической коробки. Посадочные поверхности валов восстанавливают методами, рассмотренными выше.
При износе поверхности корпуса крейцкопфа под палец его обычно восстанавливают следующим образом. Выступ в корпусе крейцкопфа в месте посадки пальца с четырех сторон прострагивают с таким расчетом, чтобы можно было установить и закрепить его в токарном станке, а затем сработанную поверхность наплавляют стальным электродом и обрабатывают на токарном станке до номинального размера. Иногда отверстие под палец протачивают, а затем устанавливают втулку, у которой внутренний диаметр расточен под номинальный размер пальца. При срыве резьбы под надставку штока на токарном станке производят расточку на больший диаметр под втулку, которая имеет по внутреннему диаметру резьбу пол надставку штока. На наружном диаметре втулка должна иметь бурт для упора в тело крейцкопфа. После установки втулку приваривают к корпусу крейцкопфа со стороны, противоположной бурту.
После ремонта гидравлическая коробка и корпуса, находящиеся под давлением, должны быть спрессованы на полуторакратное максимальное рабочее давление.
Сборку насоса производят в последовательности, обратной разборке. Вначале выполняют сборку узлов. Изношенные подшипники заменяют новыми. Важной операцией является регулировка осевого люфта в конических роликовых подшипниках трансмиссионного вала. Регулировку производят следующим образом. Затягивают равномерно болтами крышку установочного стакана до полного выбора люфта, что характеризуется затрудненным вращением вала. Затем замеряют зазор между торцом корпуса стакана и фланцем крышки. Сняв крышку, под нее устанавливают набор прокладок, толщина которых на 0,2— 0,3 мм больше замеренного зазора. Собранный трансмиссионный вал должен легко проворачиваться за шкив. Причиной перегрева и износа подшипников может быть непараллельность между валами или несоосность подшипников, что устраняется прокладками под установочные стаканы.
Регулировку подшипников коренного вала выполняют в следующем порядке. До посадки подшипников измеряют наружный и внутренний диаметры стаканов и посадочных шеек кривошипного вала. При этом зазор между внутренней стенкой стакана и наружным диаметром колец подшипников должен быть равен 0,05—0,1 мм. После этого на вал надевают до упора в колесо распорные втулки, а затем устанавливают стаканы, в дно которых предварительно вставлено до упора наружное кольцо внутреннего подшипника. На кривошипный вал насаживают внутренние кольца, предварительно нагретые в масле до 80—90 °С, до упора в распорную втулку. Далее устанавливают в стакан наружное кольцо наружного подшипника и надевают торцовую крышку стакана. После установки стакана регулируют подшипники.
При регулировке подшипников болты наружных крышек затягивают и подшипники зажимают в стаканах до полного выбора максимальных зазоров. Болты затягивают усилием одного рабочего гаечным ключом с рукояткой длиной не более 210 мм. При этом одновременно постукивают молотком по дну крышки стакана, чтобы выбор зазора был более надежным.
После этого болты освобождают и устанавливают между крышкой и корпусом три свинцовых кубика, располагая их под углом 120° друг от друга. Затем болты затягивают до защемления подшипников. При этом следят, чтобы разница зазора между крышкой и торцом корпуса по окружности была не более 0,05 мм. Далее болты вывинчивают, замеряют толщину свинцовых кубиков и подбирают пакеты прокладок с общей толщиной, на 0,3—0,4 мм превышающей толщину кубиков. Устанавливают пакеты прокладок между крышкой и корпусом подшипников и затягивают болты до отказа.
После затяжки болтов стакан должен проворачиваться усилием одного рабочего на рычаг длиной 1 м. Перед регулировкой подшипники смазывают машинным маслом марки инду-стриальное-50. Окончательно отрегулированные подшипники заправляют густой смазкой.
Осевой люфт подшипников на пальце кривошипа регулируют набором прокладок между торцом пальца и упорной шайбой. При этом толщина набора прокладок подбирается на 0,15—0,25 мм больше замеренного зазора при отсутствии осевого люфта у подшипников. Увеличенный зазор между крейцкопфом и направляющим устраняют установкой прокладок между корпусом крейцкопфа и накладками либо заменяют накладки. Собранный крейцкопф должен свободно перемещаться в направляющих без заеданий и ударов. Изношенные бронзовые втулки шатунов выпрессовывают и устанавливают новые, которые должны быть пришабрены по пальцу крейцкопфа.
При сборке гидравлической части насоса необходимо обращать особое внимание на частоту сопрягаемых поверхностей и плотность их прилегания. Недопустимы местные зазоры любой величины, через которые может проникнуть жидкость, так как они являются основной причиной абразивного размыва деталей.
Прилегание конической поверхности седла клапана к сопрягаемой поверхности гнезда клапанной коробки проверяют на краску; оно должно представлять собой сплошное кольцо шириной не менее 15 мм. Прилегание конических поверхностей штока и поршня должно быть сплошным по кольцу и занимать не менее 60 % поверхности конуса.
После сборки насос прокручивают вручную за шкив на один ход поршня для того, чтобы убедиться, что кривошипно-шатунный механизм свободно вращается без заеданий и скрежета.
Обкатку производят на воде на испытательном стенде, причем насос должен быть снабжен втулкой наименьшего диаметра. Сначала в течение 20—30 мин насос работает без давления, затем 20—30 мин при давлении, равном половине от номинального для данной втулки, и наконец—при номинальном давлении в течение 1 ч.
При испытании измеряют число двойных ходов, действительную подачу насоса, давление всасывания и нагнетания, подводимую мощность, а также снимают индикаторную диаграмму. По полученным данным подсчитывают полезный напор насоса, гидравлическую и индикаторную мощности. Все это позволяет определить коэффициент подачи, механический и индикаторный к. п. д. насоса, а по ним судить о качестве проведенного ремонта.
Источник
Обслуживание и ремонт насоса УНБ-600
Назначение насоса УНБ-600 и его технические характеристики. Конструкция бурового насоса. Расчет на прочность гидравлической части. Организация оперативно-технического учета и отчетности. Структура и длительность ремонтных циклов и межремонтных периодов.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 15.09.2012 |
| Размер файла | 35,9 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Насос буровой двухпоршневой УНБ-600 двойного действия, предназначен для подачи промывочной жидкости в скважину при геологоразведочном и эксплуатационном бурении в процессе бурения скважин глубиной до 5000 метров, а также для перекачки бурового и других растворов для хозяйственных и других целей (например, перекачка раствора цементировочным агрегатом при цементации).
Насос производит подачу промывочной жидкости через колонну бурильных труб на забой скважины для придания вращения турбобуру с долотом и его охлаждения, а также выноса разрушенной породы с промывочной жидкостью.
В качестве промывочной жидкости могут быть применены вода или глинистый раствор с наличием нефти, щелочи, соды и других компонентов.
Оптимальные режимы бурения обеспечиваются установкой цилиндровых втулок и поршней одного из типоразмеров и регулированием числа ходов бурового насоса.
При бурении для обеспечения надежной и долговечной работы узлов и деталей насоса необходимо обеспечить высокую степень очистки промывочной жидкости от разрушенной породы.
1. Мощность, кВт — 600
2. Полезная мощность, кВт 475
3. Длина хода поршня, мм — 400
4. Диаметр штока поршня, мм — 70
5. Максимальное число двойных ходов поршня (ходов/мин) — 65
6. Максимальная частота вращения трансмиссионного вала (об/мин) — 320
Рабочая часть характеристики насоса соответствует величинам, приведенным в таблице 1.
Диаметр цилиндровой втулки мм
Наибольшая объемная подача М 3 /ч
Наибольшее давление на выходе МПа
Диаметр отверстия кольца предохранительного клапана мм
7. Давление на входе при работе насоса, МПа (кгс/см 2 )
для бурового раствора (манометрическое), не менее — 0,02
для воды (вакуумметрическое), не более — 0,015
8. Тип передачи цилиндрическая косозубая
9. Передаточное число (123/25) — 4,92
10. Тип клапана тарельчатый
11. Размеры посадочного конуса гидрокоробки:
12. Размеры посадочного конца трансмиссионного вала, мм:
13. Число клиновых ремней: — тип Д — 14 шт.
14. Предохранительный клапан: — мембранный
15. Пневмокомпенсатор ПК-70-250 с разделительной диафрагмой,
объем газовой камеры, дм 3 -70
наибольшее допустимое начальное давление воздуха, МПа — 9,0
максимальное рабочее давление жидкости МПа — — 25,0
16. Масса не более, кг — 25450
17. Перекачиваемая жидкость — вода, глинистый раствор
с наличием песка не более — 0,5
18. Температура перекачиваемой жидкости, С 0 не более — +60 о С
1.3 Конструкция бурового насоса
Насос состоит из следующих узлов:
— система смазки штоков;
Гидравлическая часть состоит из двух литых гидравлических коробок, соединенных между собой снизу приемной коробкой, а сверху — корпусом, на котором устанавливается предохранительный клапан со сбросом в приемную коробку.
При движении поршней в цилиндровых втулках происходит одновременно нагнетание и всасывание жидкости. За двойной ход поршня (вперед и назад) в каждом цилиндре происходит два такта всасывания и нагнетания.
Гидравлические коробки гайками и шпильками крепятся к станине и представляют собой полые отливки из легированной стали.
В гидравлические коробки устанавливаются корпуса уплотнений штока, которые одновременно являются упорами для цилиндровых втулок.
Цилиндровая втулка уплотняется по наружному диаметру уплотнениями поджимного типа, состоящими из резиновых колец и колец из полиамидной смолы. В гидравлической коробке имеется сквозное отверстие А, расположенное напротив канавок распорного кольца. При нарушении уплотнения цилиндровой втулки промывочная жидкость попадает в канавки и входит через отверстие А в гидрокоробке, сигнализируя о необходимости замены или подтяжки уплотнения цилиндровой втулки.
Внутри цилиндровой втулки перемещается поршень самоуплотняющегося типа. Поршень состоит из металлического сердечника, на котором с обеих сторон привулканизированы резиновые манжеты.
Поршень напрессовывается на конический хвостовик поршневого штока. Поршневой шток уплотняется комплектом уплотнений штока.
В каждой гидравлической коробке выполнены по четыре конических отверстия, в которые устанавливаются клапаны тарельчатого типа, предназначенные для разделения полостей высокого и низкого давления. В конусную расточку запрессовывается седло.
Цилиндровые втулки, клапаны, седло клапана и шток — быстроизнашивающиеся сменные детали насоса, стойкость которых в конечном счете определяет работоспособность насоса и, как следствие, высокопроизводительное бурение скважин.
Приводная часть размещена в литом корпусе, где смонтированы коренной вал в сборе с зубчатым колесом, узел трансмиссионного вала с шестерней и приводным шкивом, детали шатунно-кривошипного механизма (шатуны, направляющие ползуна, ползун в сборе, подставка штока).
Стальной литой коренной вал имеет два эксцентрика и барабан, на который напрессован кованый бандаж из легированной стали для нарезки зубьев зубчатого зацепления. Стальная отливка напрессована на вал, который опирается на конические роликоподшипники, помещенные в стаканах, установленных в расточки станины.
Трансмиссионный вал представляет собой косозубую шестерню, выполненную за одно целое с валом, и опирается на два двухрядных сферических роликовых подшипника, помещенных в стаканы, которые устанавливаются в расточки станины. На цилиндрической консоли вала посажен шкив клиноременной передачи. Конструкция станины и трансмиссионного вала позволяет устанавливать его с правым и левым расположением шкива. Шатуны установлены на подшипниках качания на эксцентрики коренного вала.
Для подогрева масла в зимнее время в ванну станины может быть вмонтирован подогреватель. Станина насоса крепится к его раме восемью болтами. Для удобства транспортировки рама насоса выполнена в виде салазок.
Пневмокомпенсатор предназначен для уменьшения колебания давления, вызываемого неравномерностью подачи перекачиваемой жидкости.
Компенсатор состоит из стального сферического корпуса. В корпусе имеются две горловины. Верхняя горловина закрывается крышкой и крепится к корпусу при помощи шпилек. В расточку нижней горловины вставляется седло с фланцем. Корпус компенсатора при помощи шпилек соединен с фланцем нагнетательного блока, который крепится к гидравлической коробке насоса.
Внутри компенсатора помещается диафрагма из прорезиненной ткани, имеющая в центральной части конусное утолщение с металлической армировкой, к которой при помощи болта крепится горизонтальный диск. В верхней части диафрагма зажимается крышкой и тем самым герметизируется внутренняя её полость, которая заполняется предварительно сжатым или нейтральным газом до давления, определяемого по рабочему давлению жидкости в нагнетательной линии по графику на табличке, прикрепленной к корпусу пневмокомпенсатора. е компенсатора газом производится через вентиль на крышке. Манометр предназначен для проверки величины начального давления газа в пневмокомпенсаторе, должен иметь предел измерения не ниже 40 МПа (400 кгс/см 2 ).
При работе насоса перекачиваемая жидкость под давлением большим, чем начальное давление газа в пневмокомпенсаторе, отжимает резиновую диафрагму от седла и попадает в нижнюю часть корпуса, сжимая газ до величины рабочего давления. В течение периода нагнетания, когда мгновенная подача насоса становится меньше средней подачи, перекачиваемая жидкость в нижней части корпуса под диафрагмой, подается в нагнетательный трубопровод за счет расширения газа, а при увеличении подачи больше средней происходит, наоборот, поглощение жидкости из нагнетательного трубопровода за счет сжатия газа внутри диафрагмы. Таким образом, происходит выравнивание неравномерности подачи бурового насоса.
Полезная мощность Nп насоса — функция подачи Q (в м 3 /сек) и давления Р (в Мпа)
где Q=0,051 м 3 /сек.
Получаем Nн = 0, 051·10·10 6 = 510·10 3 Вт = 510 кВт
Мощность приводного двигателя насоса (в кВт)
где зна — общий к.п.д. насосного
агрегата от двигателя до нагнетательной линии насоса
зг — гидравлический к.п.д.;
зм — механический к.п.д.
Коэффициент объемной подачи для исправного насоса зо=0,98ч0,96;
гидравлический к.п.д. оценивает потери мощности в каналах входного и выходного коллекторов, гидравлической коробке, клапанах зг=0,97ч0,98;
механический к.п.д. насосного агрегата может быть представлен в виде произведения коэффициентов зма=змтзмн, где змт — к.п.д. трансмиссии от двигателя до трансмиссионного вала насоса змт=змт1змт2змт3;
змт1 = 0,99 3 — к.п.д. вала на опорах качения;
змт2 = 0,99 — к.п.д. фрикционной муфты;
змт3 = 0,99 5 ч 0,99 8 — к.п.д. клиноременной передачи.
Механический к.п.д. насоса змн вычисляется по формуле:
где з1м = 0,99ч0,99 2 — к.п.д. трансмиссионного вала на опорах качения;
з2м = 0,99 2 — к.п.д. закрытой зубчатой передачи;
з3м = 0,99 2 ч0,99 3 — к.п.д. коренного вала на опорах качения;
з4м = 0,99 4 ч0,99 6 — к.п.д. ползуна и кривошипно — шатунного механизма;
з5м = 0,99 2 ч0,99 4 — к.п.д. уплотнения штока и поршня.
Подставляя принятые значения коэффициентов в формулу получаем значение величины механического к.п.д. насоса:
мн = 0,99?0,99 2 •0,99 2 •0,99 5 •0,99 2 = 0,886
Коэффициент полезного действия трансмиссии равен
змт = 0,99 3 •0,99 2 •0,99 6 = 0,895.
К.п.д. насосного агрегата составляет:
Общий к.п.д. насосного агрегата равен:
Мощность приводного двигателя насоса составляет:
2.2 Расчет на прочность гидравлической части насоса
При расчете штока поршня влиянием сальника пренебрегаем и считаем, что оба его конца защемлены. Шток рассчитывается на сжатие-растяжение. При определении нагрузки в качестве расчетного выбирают наиболее ослабленное (в резьбовой части штока со стороны, противоположной поршню).
где 1,3 — коэффициент, учитывающий влияние предварительной затяжки гайки; Рсж — усилие, действующее на поршень; f сж — площадь ослабленного сечения.
где рmax = 10·10 6 Па — максимальное давление.
F = р D 2 /4 — площадь поршня, м 2 .
Диаметр поршня D = 0,2 м.
F = 3,14• 0,2 2 /4 = 0,0314 м 2 , тогда получаем
Рсж = 10•10 6 •0,0314 = 0,314•10 6 Н = 0,314 МН.
Внутренний диаметр резьбы штока М68х4 равен 63,1 мм.
Fсж = рd 2 /4 = 3,14•0,063 2 / 4 = 3,14•0,004 /4 = 0,314•10 -2 м 2
у1 = 1,3•0,314/0,314•10 -2 = 130 МПа.
Для стали 40Х после термообработки НВ 197…235 ут = 650 МПа.
Коэффициент запаса прочности составляет:
При расчете штока на растяжение в ослабленном сечении (это сечение в резьбовой части М64х3, где он соединяется с поршнем) усилие растяжения будет меньше усилия сжатия при том же давлении, так как
где рmax — максимальное давление в нагнетательной линии насоса, Па;
F — площадь поршня, м 2 .
Усилие растяжения (в Н) Рр = рmax(F — f)
(f — площадь рабочего сечения штока, м 2 ).
f = 3,14d 2 /4, где d = 0,07 м
f = 3,14•0,07 2 /4 = 0,0038 м 2
Рр = рmax (F — f) = 10•(0,0314 — 0,0038) =0,276 МН
Напряжение растяжения штока в ослабленном сечении:
Внутренний диаметр резьбы М64х3 со стороны поршня равен 60,3 мм. Подставим эту величину в формулу, получим:
f = 3,14•0,063 2 /4 = 0,0031 м 2
у2 = 0,276/ 0,0031 = 89 МПа
Коэффициент запаса прочности на растяжение равен:
Коэффициент запаса прочности как в случае расчета на сжатие, так и в случае расчета на растяжение должен быть n? 5.
Необходимо проверить шток на продольный прогиб. Для этого определяем гибкость штока: л = l / i
Здесь l = 1,34 м — длина штока; i — радиус инерции сечения штока
i = d /4 (d = 0,07 м — диаметр штока).
л = 1,34 • 4/ 0,07 = 76,6
Если л 2 , з5м = 0,96ч0,98 — к.п.д. уплотнения штока и цилиндра.
Рс = 1,15•10•0,0038/0,96 = 0,376 МПа,
тогда n = 275,6•0,0038/0,376 = 2,8
n = 2,8, что >2, следовательно допустимо.
Детали приводной части насоса рассчитывают по наибольшему крутящему моменту.
Усилие сжатия Тс, действующее вдоль оси шатуна раскладывается на усилие Рс по оси штока и Nс, перпендикулярное к ней.
Величина усилия сжатия, действующего вдоль оси шатуна.
Силы, действующие на параллели ползуна.
где Nc — составляющая силы, действующей вдоль шатуна, Н
G — вес ползуна (половина веса шатуна и штока) в Н, знак плюс берется, когда Nс действует вниз, знак минус — когда эта сила действует вверх;
sinвmax = R / L R = 0,2 м — длина кривошипа
L = 1,19 м — длина шатуна
sinвmax = 0,2: 1,19 = 0,1681 вmax = 9 0 40 1
Определим усилие, действующее вдоль оси штока,
Усилие вдоль оси шатуна Тс.max = Pc / cos вmax = 0,396 / 0,9858 = 0,402 МН
Максимальная составляющая силы, действующей на ползун,
Вес ползуна равен половине веса шатуна и штока
Вес шатуна равен 6,46 кН
Вес штока составляет 0,4 кН,
Тогда вес ползуна равен 6,86 / 2 = 3,43 кН. G = 3,43 кН
Удельная нагрузка на параллели (в Па)
где b = 0,245 м — ширина накладки, и l = 0,44 м — длина накладки.
Удельная нагрузка на параллели равна
рн = (Nc + G) / bl = (68 + 3,43) / 2•0,245•0,44 = 0,33 МПа
рн 0,5 МПа, что соответствует требованиям к прочности ползунов буровых насосов.
В процессе эксплуатации оборудования происходит качественное изменение состояния деталей и узлов, вызванное износом взаимосвязанных рабочих поверхностей. Полностью избежать изнашивания оборудования невозможно. В процессе эксплуатации оборудования происходит качественное изменение состояния деталей и узлов, вызванное износом взаимосвязанных рабочих поверхностей. Полностью избежать изнашивания оборудования невозможно. Однако правильная эксплуатации бурового оборудования, применение высококачественных смазочных материалов и системы технического обслуживания способствуют продлению межремонтного периода работы оборудования
Система технического обслуживания и планового ремонта бурового оборудования предусматривает проведение ряда регламентированных операций, содержащихся в ГОСТ 18322-78.
Техническое обслуживание-комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировке. Оно содержит регламентированные в конструкторской документации операции для поддержания работоспособности или исправности изделия в течение срока его службы. В техническое обслуживание могут входить мойка изделия, контроль его технического состояния, очистка, смазывание, крепление болтовых соединений, замена некоторых составных частей, регулировка.
Ремонт-комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей. В ремонт могут входить разработка, контроль технического состояния изделия, восстановление деталей, сборка и т.д. Содержание части операции ремонта может совпадать с содержанием некоторых операций технического обслуживания. Ремонт изделий может сопровождаться заменой или восстановлением отдельных деталей и сборочных единиц. Ремонт любого вида, как правило, должен сопровождаться выдачей определенных гарантий на последующий срок эксплуатации или наработку изделия.
Основой проведения качественного и своевременного ремонта является система ТО и ПР (техническое обслуживание и плановый ремонт). Эта система состоит из следующих основных разделов: система технического обслуживания и планового ремонта. структура и длительность ремонтных циклов и межремонтного периода, организация оперативно-технического учета и отчетности.
Техническое обслуживание и плановый ремонт оборудования проводятся после определенного периода его эксплуатации. Чередование и периодичность ТО и ПР определяются длительностью межремонтного периода каждого агрегата, входящего в комплекс буровой установки.
Система ТО и ПР устанавливает принципиальные основы организации технического обслуживания и планового ремонта, что создает необходимые предпосылки для более эффективного использования оборудования, увеличения межремонтного периода, уменьшения интенсивности износа сопряженных деталей, обеспечивает возможность более тщательной подготовки ремонтных работ, приведения их в кратчайшие сроки и на высоком техническом уровне.
Планирование, подготовка и организация технического обслуживания и планового ремонта оборудования направлены на проведение работ в кратчайшие сроки н с минимальными затратами. Технологическая подготовка заключается в разработке технических условий на капитальный ремонт, технологических процессов разработки, сборки, восстановления и составления дефектных ведомостей.
Организация ремонтных работ включает планирование работ по ремонту, техническую подготовку производства, применение прогрессивной технологии ремонта, механизацию слесарно-сборочных работ, развитие специализации ремонта по видам оборудования, расширение области применения агрегатного или поточного метода ремонта, обеспечение ремонтной документацией.
Системой ТО и ПР бурового насоса, действующей в нефтяной промышленности, предусмотрены техническое обслуживание (ТО), текущий ремонт (ТР) и капитальный ремонт (КР). Производство среднего ремонта, регламентированного ГОСТ 18322-78 «Система технического обслуживания и ремонта техники. Термины и определения», в системе ТО и ПР, действующей в нефтяной промышленности, не предусмотрено.
Остановимся на регламентных работах, предусмотренных ТО, ТР и КР.
Техническое обслуживание (ТО) подразделяется на два вида-периодическое и сезонное.
Периодическое ТО выполняется через установленные в эксплуатационной документации значения наработки или интервалы времени (например, TO 1; TO 2; ТО 3 и т.д.).
Сезонное ТО включает в себя операции по замене сезонных сортов масел, установке или снятию утеплений, агрегатов предпускового подогрева и т.д. ТО оборудования проводится силами эксплуатационного персонала буровой или силами разъездной ремонтной бригады БГЮ. Результаты ТО фиксируются в журнале, который хранится на буровой. Комплекс ТО регламентируется инструкциями заводов-изготовителей бурового оборудования.
Текущий ремонт ТР осуществляется в процессе эксплуатации в целях гарантированного обеспечения работоспособности оборудования. При ТР проводится частичная разборка оборудования, ремонт отдельных узлов или замена изношенных детален, регулировка и испытание согласно инструкции по эксплуатации. Снятые неисправные узлы и агрегаты ремонтируются в БПО или на специализированных заводах. ТР проводится силами разъездных ремонтных бригад с привлечением обслуживающего персонала в соответствии с разработанными планами.
Капитальный ремонт (КР) проводится в целях восстановления работоспособности и ресурса оборудования. При КР осуществляется полная разборка оборудования, мойка и дефектация деталей, ремонт, регулировка, сборка, испытание под нагрузкой и окраской. КР проводится в соответствии с планом-графиком ремонта на специализированных ремонтно-механических заводах (РМЗ) или на центральных базах производственного обслуживания (ЦБПО), оснащенных соответствующим технологическим оборудованием. Порядок сдачи в ремонт, испытание и приемка после ремонта определяются техническими условиями на капитальный ремонт оборудования.
Организация ТО и ПР осуществляется под методическим и техническим руководством службы главного механика производственного объединения и управления буровых работ. Практическое проведение ТО и ПР возлагается на базы производственного обслуживания. Ответственность за эксплуатацию бурового оборудования в соответствии с техническим паспортом и инструкцией на данное оборудование возлагается на руководство и механика цеха (буровой), на балансе которого находится оборудование.
Таким образом, действующая в отрасли система технического обслуживания и планового ремонта бурового оборудования предусматривает проведение комплекса мероприятий предупредительного характера, направленных на поддержание оборудования в постоянной эксплуатационной готовности и обеспечивающих наибольшую производительность и высокое качество буровых работ, увеличение межремонтных сроков службы, снижение затрат на ремонт и эксплуатацию оборудования, повышение качества ремонтных работ.
Структура и длительность ремонтных циклов и межремонтных периодов.
Основой ПР являются структура ремонтных циклов и план-график ремонта оборудования.
Под структурой ремонтного цикла понимается последовательность проведения установленных видов ремонта в ремонтном цикле.
Ремонтным циклом называют наименьшие повторяющиеся интервалы времени или наработка изделия, в течение которых выполняются в определенной последовательности в соответствии с требованиями нормативно-технической документации все установленные виды ремонта, например для бурового насоса структуpa ремонтного цикла К-9Т — К.
Межремонтным периодом называется время между последовательно проведенными ремонтами оборудования.
Ремонтный цикл и межремонтный период изменяются в зависимости от условии эксплуатации, совершенства конструкции, технического обслуживания и качества ремонта оборудования.
Работа оборудования учитывается в часах отработанного времени. Если учесть время работы оборудования в часах невозможно, то учет ведется по календарному времени эксплуатации с обязательным учетом коэффициента использования оборудования по машинному и календарному времени.
Под машинным временем для бурового оборудования понимается время непосредственной работы оборудования на скважине. Коэффициент использования оборудования по машинному времени определяется как отношение машинного времени ко времени нахождения оборудования в работе.
3.1 Организация оперативно-технического учета и отчетности
Грамотная организация оперативно-технического учета и отчетности — необходимое условие своевременного и рационального ремонта бурового оборудования.
Планирование ремонта начинается с составления плана-графика ПР. В плане-графике учитывается время, отработанное с начала эксплуатации и после последнего капитального ремонта, загрузка ремонтных бригад. При составлении планов-графиков ПР учитываются сроки технологических остановок бурения и по возможности его ремонт приурочивается к этим срокам.
План-график ПР составляется на комплексную буровую установку на основании установленных межремонтных периодов и ремонтных циклов по отработанному времени.
В плане-графике ПР указываются наименование и тип оборудования, место установки, год выпуска и ввода в эксплуатацию, заводской и инвентарный номера, количество отработанных часов с начала эксплуатации и после капитального ремонта, время проведения ремонта.
3.2 Структура и длительность ремонтных циклов и межремонтных периодов
насос буровой ремонтный прочность
Основой ПР являются структура ремонтных циклов и план-график ремонта оборудования. Под структурой ремонтного цикла понимается последовательность проведения установленных видов ремонта в ремонтном цикле.
Ремонтным циклом называют наименьшие повторяющиеся интервалы времени или наработка изделия, в течение которых выполняются в определенной последовательности в соответствии с требованиями нормативно-технической документации все установленные виды ремонта, например для бурового насоса — структуpa ремонтного цикла К-9Т — К
Межремонтным периодом называется время между последовательно проведенными ремонтами оборудования.
Ремонтный цикл и межремонтный период изменяются в зависимости от условии эксплуатации, совершенства конструкции, технического обслуживания и качества ремонта оборудования.
Работа оборудования учитывается в часах отработанного времени. Если учесть время работы оборудования в часах невозможно, то учет ведется по календарному времени эксплуатации с обязательным учетом коэффициента использования оборудования по машинному и календарному времени.
Под машинным временем для бурового оборудования понимается время непосредственной работы оборудования на скважине. Коэффициент использования оборудования по машинному времени определяется как отношение машинного времени ко времени нахождения оборудования в работе.
3.3 Организация оперативно-технического учета и отчетности
Грамотная организация оперативно-технического учета и отчетности это необходимое условие своевременного и рационального ремонта бурового оборудования.
Планирование ремонта начинается с составления плана-графика ПР. В плане-графике учитывается время, отработанное с начала эксплуатации и после последнего капитального ремонта, загрузка ремонтных бригад. При составлении планов-графиков ПР учитываются сроки технологических остановок бурения и по возможности его ремонт приурочивается к этим срокам.
План-график ПР составляется на комплексную буровую установку на основании установленных межремонтных периодов и ремонтных циклов по отработанному времени. В плане-графике ПР указываются наименование и тип оборудования, место установки, год выпуска и ввода в эксплуатацию, заводской и инвентарный номера, количество отработанных часов с начала эксплуатации и после капитального ремонта, время проведения ремонта.
3.4 Технологическая карта технического обслуживания насоса
Техническое обслуживание (ТО) — комплекс операций или операция по поддержанию работоспособности или исправности изделия при использованию по назначению, при ожидании, хранении и транспортировании.
Техническое обслуживание гидравлического блока требует особого внимания и высокой квалификации персонала, а так как дополнительно и высоким рабочим давлениями и нагрузкам насос работает в абразивной и коррозийной среде.
При значительном повреждении цилиндровой втулки: царапин, износ по внутреннему диаметру более 1 мм, необходимо ее заменить.
Промыть, тщательно протереть и смазать консистентной смазкой посадочные места гидравлической коробки перед установкой цилиндрической втулки. Очистить цилиндрическую втулку от песка, грязи и консервирующей смазки, осмотреть наружные и внутренние поверхности, вмятины и забоины на втулках не допускаются. Произвести зачистку забоин слесарным путем. Запустить насос после замены втулки и по сигнальному отверстию, и проверить надежность затяжки комплекта уплотнений цилиндровой втулки.
Во время работы насоса цилиндровая втулка должна находиться в расточке гидрокоробки без движения. Категорически запрещается работа насоса при перемещении цилиндровой втулки в гидрокоробке, так как это приведет к повреждению опорных поверхностей.
Долговечность цилиндровой втулки в первую очередь зависит от своевременной замены изношенных или поврежденных поршней, даже незначительно пропускающих перекачиваемую жидкость. Перекачиваемая жидкость, проходя между цилиндровой втулкой и поршнем под высоким давлением, вызывает размыв цилиндровой втулки и поршня за несколько ходов.
При замене поршней особое внимание уделять состоянию уплотняющих кромок и чистоте конусных поверхностей контакта поршня и штока. Прилегание конической поверхности штока с сопрягающимся конусом поршня должно быть сплошным по кольцу не менее 60% поверхности конуса. Очистить от грязи и обезжирить конусные поверхности поршня и штока; установить поршень на шток и запрессовать на конус при помощи приспособления для напрессовки поршней. Шток и поршень установить в цилиндровую втулку, предварительно обильно смазав консистентной смазкой. Рекомендуется в новые цилиндровые втулки устанавливать новые поршни, так как пара втулка-поршень обладает способностью прирабатываться.
Смазать обильно смазкой комплект уплотнений штока и установить его в корпус, самоуплотняющиеся кромки манжет должны быть всегда обращены в сторону давления промывочной жидкости. При протаскивании штока через уплотнения на резьбовой конец рекомендуется надевать монтажный колпачок, предохраняющий уплотнительные кромки манжет от повреждений.
Затягивать уплотнение штока через втулку осторожно до устранения просачивания жидкости по штоку во время его движения. Перетяжка вызывает повышенное давление на шток со стороны уплотнения, в результате чего будет нарушаться смазка, наступит перегрев и быстрый износ штока и уплотнений. Слабая затяжка дает возможность уплотнению перемещаться в корпусе при перемене хода поршня, а это вызывает повышенный износ отверстия корпуса и преждевременные промывы по наружному диаметру уплотнений штока. Кроме этого, будет повышенный расход масла в системе смазки и охлаждения штоков.
Работоспособность клапанного узла нарушается в тот момент, когда уплотнение на седле теряет способность герметизировать зазор между тарелкой клапана и седлом. После этого тарелка и седло могут быть быстро разрушены.
Изношенные седла извлекаются при помощи приспособления. Удалить перед установкой нового седла с конических поверхностей гидравлической коробки и седла грязь и смазку, протерев их насухо чистым полотном, проверить правильность изготовления конусных поверхностей. Запрессовать новое седло приспособлением для запрессовки только при наличии чистых, обезжиренных конических поверхностей.
Следит постоянно за неподвижностью гидравлических коробок, а при обнаружении перемещений при остановки насоса производить подтяжку гаек, крепящих гидрокоробки к станине.
Прогреть в зимнее время при минусовых температурах все резиновые и капролитовые детали перед установкой в насос до температуры плюс 10-15 0 С, для чего детали поместить в горячую воду или в промывочную жидкость на 30-40 минут. Допускается подогрев деталей паром в течение 10-15 минут.
Регулярно проверять в пневмокомпенсаторе давление начального сжатия газа, которое должно строго соответствовать определенному в зависимости от рабочего давления, так как правильно установленное давление газа определяет рабочее положение диафрагмы и тем самым её долговечность, а также допустимую степень неравномерности подачи и давления, т.е. не более 12%.
При заполнении пневмокомпенсатора нейтральным газом или воздухом примите меры, исключающие возможность попадания в газовую полость масел и других горючих веществ. Перед разборкой пневмокомпенсатора из него полностью выпустить заполняющий его газ, понизить давление до атмосферного.
Производить проверку давления газа в пневмокомпенсаторе при остановленном насосе.
Не допускается работа насоса на давлениях жидкости, равных или близких к начальному давлению газа в пневмокомпенсаторе, так как это приводит к очень быстрому износу резиновых диафрагм.
Понизить давление газа в пневмокомпенсаторе до 0 в целях сохранения работоспособности резиновой диафрагмы при длительных остановках, т.е. более 8 часов. Выпустить газ через вентиль.
Проверить при выходе из строя резиновой диафрагмы через вентиль и по манометру отсутствия сжатого газа в корпусе и только после этого начинать разборку.
В случаи затруднения при извлечении изношенной диафрагмы разрезать ее и извлечь по частям. Осмотреть диафрагму перед установкой на отсутствие дефектов, например, таких как трещины и зарезы. Не допускать применение диафрагм с дефектами.
Свернуть диафрагму перед установкой в корпус так, чтобы ее горловина была ввернута внутрь диафрагмы, а затем сложите пополам и завести в отверстие корпуса. Расправить и установить внутри корпуса диафрагму. Пересыпать внутреннюю полость диафрагмы молотым тальком. Установить крышку.
Прогреть диафрагму в зимнее время до температуры плюс 15-20 0 С, прежде чем начать ее сворачивать, так как при минусовых температурах резина становиться хрупкой и может треснуть во время сворачивания и установки.
Обслуживание приводной части насоса требует постоянного ухода и регулярной смены масла.
При кратковременных остановках насоса проверить: внешний осмотр состояния рамы, чугунного корпуса станины, проверку уровня масла и его загрязненность в ваннах, баке и затяжку крепежа.
Проверить при длительных остановках проверку износа бронзовой втулки, накладок и направляющих ползунов, а также уплотнения и подтяжку болтов, крепящих конусный палец, зубчатого зацепления.
Износ накладок и направляющих приводят к преждевременному выходу из строя поршней, уплотнений штоков. Допустимый износ определяется по зазору между верхней направляющей и верхней накладкой, который должен быть не более 1 мм.
Производить регулировку положения ползуна за счет установки дополнительных регулировочных прокладок под: нижние накладки или направляющие. Зазор после регулировки должен быть в пределах 0,2 — 0,5 мм.
Чрезмерный износ бронзовой втулки приводит к появлению ударных нагрузок. Износ бронзовой втулки допустим до образования зазора не более 0,3 мм между втулкой и пальцем ползуна.
Проверить температуру нагрева подшипников, пальца, ползуна и накладок. Температура нагрева допускается не более плюс 70 0 С. Остановить насос, выяснить и установить причину нагрева подшипников более плюс 70 0 С.
На заводе все подшипники, состоящие из спаренных конических роликоподшипников, тщательно отрегулированы. Нормальный осевой зазор должен составлять для спаренных конических роликоподшипников 0,1 -, 02 мм. При нарушении нормальных зазоров в подшипниковых узлах появляется глухой стук и дребезжание сепараторов. Произвести регулировку за счет уменьшения толщины регулировочных прокладок.
Производить регулировку подшипников шатунно-кривошипного механизма: под наблюдением инженерно-технического персонала.
Для обеспечения бесперебойной работы системы охлаждения и смазки штоков необходимо следить за чистотой бака.
Производить периодическую очистку бака через специальные съемные крышки, так как в процессе работы насоса через уплотнения штока происходят незначительные утечки перекачиваемой жидкости.
Система смазки насоса комбинированная. Система смазки зубчатой пары и подшипников больших головок шатунов осуществляется жидким маслом и путём окунания зубьев колеса и подшипников в масляную ванну.
Детали ползуна смазываются маслом, забрасываемым зубчатым колесом из ванны в верхнюю камеру. Из верхней камеры масло самотеком поступает к направляющим и к бронзовой втулке.
Роликоподшипники смазывать консистентной смазкой через тавотницы.
Штоки поршня охлаждаются и смазываются жидким маслом из бака при помощи электронасоса.
Ремонт (ПР) — комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей.
Системой ТО и ПР предусмотрено:
техническое обслуживание оборудование (ТО);
текущий ремонт (ТР);
капитальный ремонт (КР)
1. Основами ПР являются структура ремонтных циклов и план — график ремонта оборудования.
2. Структура ремонтного цикла — последовательность проведения установленных видов ремонта в ремонтном цикле.
3. Периодичность ПР характеризуется показателями «ремонтный цикл», «межремонтный период». Структура и длительность ремонтных циклов и межремонтных периодов.
4. Ремонтным циклом называются наименьшие повторяющиеся интервалы времени или наработка изделия, в течение которых выполняются в определенной последовательности в соответствии с требованиями нормативно-технической документации все установленные виды ремонта.
5. Межремонтным периодом называется время между последовательно проведенными ремонтами изделия.
6. Продолжительность ремонтных циклов и межремонтных периодов оборудования зависит от его конструкции, условий работы узлов и деталей, от характера воспринимаемой нагрузки и т.д.
7. За ремонтный цикл проводится несколько ТР. Их количество зависит от конструкции и условия работы оборудования.
8. Учет работы оборудования осуществляется в часах отработанного времени.
Длительность ремонтного цикла бурового насоса УНБ-600 — 6000 часов.
Длительность межремонтного периода — 600 часов.
Размещено на Allbest.ru
Подобные документы
Назначение, технические данные, конструкция и принцип работы насоса НЦВ 40/40. Гидравлический расчет проточной части. Профилирование меридионального сечения рабочего колеса. Расчет спиральной камеры круглого сечения. Расчет на прочность вала насоса.
курсовая работа [917,5 K], добавлен 14.04.2015
Конструкция и принцип работы насоса, описание его технических характеристик. Гидравлический расчет проточной части, деталей центробежного насоса на прочность. Эксплуатация и обслуживание оборудования. Назначение и принцип действия балластной системы.
курсовая работа [172,0 K], добавлен 04.06.2009
Назначение, основные данные, требования и характеристика бурового насоса. Устройство и принцип действия установки, правила монтажа и эксплуатации. Расчет буровых насосов и их элементов. Определение запаса прочности гидравлической части установки.
курсовая работа [6,7 M], добавлен 26.01.2013
Виды и периодичность технического обслуживания и ремонта оборудования. Расчет нужного количества смазочных материалов на год. Описание возможных дефектов. Выбор рациональной технологии восстановления трансмиссионного вала бурового насоса УНБ–600.
курсовая работа [580,1 K], добавлен 15.01.2015
Конструкция разрабатываемого центробежного насоса ВШН-150 и его техническая характеристика. Конструкционные, прокладочные и набавочные материалы, защита насоса от коррозии. Техническая эксплуатация, обслуживание, ремонт узлов и деталей, монтаж насоса.
курсовая работа [3,0 M], добавлен 26.04.2014
Преимущества насосов с однозаходным ротором круглого сечения. Назначение, техническая характеристика, конструкция и принцип действия винтового насоса. Монтаж, эксплуатация и ремонт. Влияние зазора и натяга в рабочих органах на характеристики насоса.
курсовая работа [1,3 M], добавлен 14.01.2011
Анализ конструктивного исполнения буровых насосов. Монтажная технологичность оборудования. Меры безопасности при техническом обслуживании. Производственно-технологическая подготовка монтажных работ. Техническое обслуживание и ремонт бурового насоса.
курсовая работа [516,7 K], добавлен 13.12.2013
Источник