Разборка и сборка электродвигателей при ремонте
 Порядок разборки электродвигателей
Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
 Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
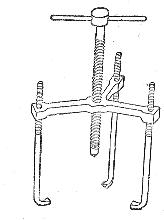
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
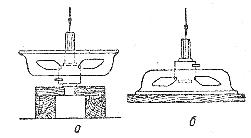
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.

Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Разборка, дефектация и подготовка электрических машин к ремонту.
Схема технологического процесса ремонта электрических машин.
Производственный процесс ремонта начинается с момента доставки электрических машин в здание электроремонтного предприятия или цеха и осуществляется в следующем порядке: разборка, дефектация и определение объема ремонта; ремонт, изготовление и замена частей деталей; сборка, испытания и окраска машины.
В цеху на комплектовочном участке производят приемку машин в ремонт. Там же передают их в дефектационно-подготовительное отделение, после разборки части машин сдают в ремонт другим отделениям.
На участке разборки машины очищают, осматривают и проводят предремонтные испытания для выявления дефекта. Затем машины разбирают.
В слесарно-механическом отделении ремонтируют и изготовляют коллекторы, контактные кольца, валы, подшипники скольжения, подшипниковые щиты и крышки, вентиляторы и другие части.
В обмоточном отделении выполняют работы по ремонту, изготовлению и замене обмоток. Здесь же проводится ревизия обмоток и определяется характер их ремонта или вид профилактической обработки (пропитка, лакировка, сушка). На пропиточно-сушильном участке производят пропитку лаками, покрытие эмалью и сушку обмоток, компаундирование катушек, чистку, промывку обмоток и удаление старого лакового покрытия.
Отремонтированные сборочные единицы и детали поступают на сборку. Собранные машины передают на испытательную

Типовая структурно-технологическая схема ремонта электрических машин.
станцию и после испытаний возвращают на сборочный участок для окончательной отделки, установки крышек. Отремонтированные машины окрашивают и отправляют на склад.
Прием электродвигателей в ремонт
При сдаче в ремонт электродвигателя:
1. Машины должны быть очищены от масла, пыли и загрязнений
2. Они должны быть собраны и полностью укомплектованы (допускается прием в ремонт при частичном отсутствии мелких крепежных деталей и гаек)
3. У электрических машин не должно быть отступлений от конструкции завода изготовителя
4. С валов электрических машин должны быть сняты шкивы, полумуфты, шестерни, звездочки
Не принимаются в ремонт
Машины у которых разбит корпус, отбито более двух лап, значительно повреждена активная сталь, а также электрооборудование, ранее отремонтированное способами, исключающими последующее восстановление машин при ремонте.
Электрические машины, выпускаемые из ремонта, должны быть укомплектованы всеми сборочными единицами и деталями. После ремонта их подвергают приемосдаточным испытаниям.
Разборка, дефектация и подготовка электрических машин к ремонту.
Перед разборкой надо проверить состояние корпуса, крепящих деталей, фланцев, колодок выводов, выводных концов, осмотреть подшипниковые щиты.
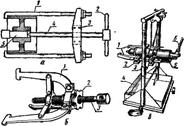
Конструкция съемников для съема шкивов и муфт с валов электродвигателей:
а — двухлапчагый съемник: / — захват; 2—рукоятка; 3—поперечина- 4— ходовой винт; 5—вал электродвигателя; б — трехлапчатый съемник; / — захват; 2-фасонная гайка; 3-ходовой винт; в — гидравлический съемник; 1- захваты; 2 — траверса. 3— стойка; 4 -площадка; 5 — гидравлический цилиндр; 6 –рукоятка.

Приспособление для ввода и вывода ротора из расточки статора:
а — с помощью подъемных средств; б — без подъемных средств.
Разборку производят осторожно, избегая больших усилий, в следующей последовательности:
Отвинчивают и вынимают болты переднего и заднего подшипниковых щитов и фланцев переднего и заднего подшипников;
Снимают задний подшипниковый щит специальными съемниками или выколотками из цветного металла, а затем сдвигают с заточки передний подшипниковый щит. Чтобы не повредить железо и изоляцию обмоток при снятии щитов, предварительно в воздушный зазор между ротором и статором вкладывают лист плотного картона; вынимают из статора ротор вместе с передним щитом. На небольших электродвигателях операцию проводят вручную, а на средних и крупных – с помощью с помощью специального приспособления и грузоподъемного механизма;
Снимают с подшипника передний щит с помощью специального приспособления;
Вывешивают металлические бирки на основании детали.
Все детали тщательно очищают в моечной машине. Затем ротор электродвигателя с подшипниковыми щитами, подшипниками, фланцами и деталями крепежа отправляют на ремонтно-механический участок.
При дефектации выполняют тщательный осмотр всех узлов и деталей разобранной машины. При оценке состояния подшипниковых щитов легкими ударами молотка простукивают поверхность щитов, выявляя, нет ли в них трещин. Места, вызывающие сомнения, осматривают через лупу для обнаружения волосяных трещин. Границы трещин отмечают мелом.
В шарико– и роликоподшипниках не должно быть шелушения шариков или беговых дорожек, недопустимо также увеличение радиального и осевого зазоров. Величину зазора (люфта) у роликовых и шариковых подшипников определяют с помощью индикатора – прибора КИ– 1223, или на специальных стендах. Допустимые зазоры в подшипниках качения приведены в справочной литературе.

Приспособление для измерения радиального зазора в подшипниках электрических машин без съема с вала
а – конструкция приспособления; 1 – захват; 2 – основание; 3 – вертикальная стойка; 4 – ползун; 5 – горизонтальная стойка; 6 – индикатор; 7 – призма; 8 – регулируемый зажим; 9 – 9 – винт крепления; б – крепление приспособления на роторе кз электродвигателя: 1 – ротор; 2 – ползун; 3 – стойка индикатора; 4 – контролируемый подшипник.
Далее осматривают и тщательно проверяют щеткоподъемный механизм, щеткодержатели, пальцы, изоляторы, траверсы, крепеж. Обращают особое внимание на отсутствие пятен на статоре, характеризующих местные перегревы стали сердечника, и на места паек (сварки) стержней и торцевых колец короткозамкнутого ротора. На поверхности контактных колец не должно быть больших следов выработки, подгаров; на валу трещин; на шейках вала – раковин, шереховатостей, задиров, царапин.

При дефектации электрических машин проверяют диаметры посадочных мест, их овальность и конусность, состояние вентилятора и его крепление, сохранность паек петушков, коллектора, плотность прессовки коллекторных пластин и отсутствие на них подгаров, выбоин, дорожек и выступающей слюды. Измеряют величину сопротивления изоляции между коллектором и валом, обмоткой и контактными кольцами. Проверяют прочность бандажей и плотность бандажей, плотность посадки клиньев.
Увеличение воздушного зазора асинхронных двигателей влечет за собой повышение тока холостого хода и уменьшение КПД.
При дефектации особое внимание обращают на электрическую часть машины. Чаще всего встречаются три неисправности: обрыв обмотки, замыкание между фазными обмотками или обмотками и корпусом, межвитковое замыкание.
Обрыв обмотки можно определить при помощи прозвонки, омметр (мегаомметр) при обрыве покажет бесконечность.
Замыкание между фазными обмотками или обмоткой и корпусом определяют путем измерения сопротивления изоляции мегаоометром. При замыкании прибор покажет ноль.
Межвитковые замыкания можно определить:
1.Методом индуктированных напряжений.
Обмотки фаз разъединить и к одной из обмоток подвести напряжение, равное 36 В, а в других фазах вольтметром измерить индуктированные напряжения. Затем поочередно подать напряжение на две другие обмотки, а вольтметром измерить напряжение на свободных выводных обмоток.
В обмотках с межвитковым замыканием в замкнутом контуре возникает противо – ЭДС и индуктированное на пряжение уменьшится.
 |
2. Методом измерения токов.
При соединении обмоток статора в звезду с тремя выводными концами невозможно определить витковые замыкания методом индуктированных напряжений. В этом случае используют «метод токов». В каждую фазу включают амперметр и производят замер тока на работающем двигателе. Наибольший ток покажет амперметр, включенный в фазу с поврежденными витками. При соединении обмоток в треугольник наибольший ток покажут два амперметра обмотки с короткозамкнутыми витками.
 |
3.В разобранной машине витковые замыкания в цепи статора или якоря можно определить используя для этого электромагнит. В этом случае электромагнит помещают в расточку статора и передвигают по ней. Стальная пластинка, прикладываемая к пазам, начинает вибрировать, как только попадает на паз, в котором помещается поврежденная катушка обмотки.

. Определение витковых замыканий в обмотках статоров при помощи электромагнита:
1—башмак; 2—магнитный поток
Обрыв в короткозамкнутом роторе находят методом симметрии токов в режиме короткого замыкания двигателя. Ротор затормаживают и к статору подводят напряжение в 5-6 раз ниже номинального. В каждую фазу включают амперметр. Если обмотки статора и ротора исправны, показания всех трех амперметров одинаковые и не зависят от положения ротора. При обрыве стержней показания приборов различны и изменяются, когда ротор поворачивают.
Различные показания приборов, не зависящие от положения ротора, указывают на неисправность статора (межвитковые замыкания, неправильное соединение катушек в обмотке статора и т.п.)
Также можно проверить исправность кз ротора можно по следующей схеме:
 |
Отсутствие резких скачков тока при вращении ротора вручную указывает на исправность ротора.
В разобранной машине определяют обрыв в цепи короткозамкнутого ротора используя электромагнит. Ротор помещают на электромагнит и поворачивают вручную.
Стальная пластинка, прикладываемая к пазам ротора, вибрирует на неисправных пазах и не вибрирует на пазах, где размещены оборванные стержни.
Способы удаления поврежденных обмоток и намотка новой обмотки,
Применяемые материалы.
Поврежденную обмотку можно удалять механическим способом. Для этого корпус электродвигателя с пакетом статора и обмоткой устанавливают на токарный или фрезерный станок и резцом или фрезой обрезают одну из лобовых частей обмотки. Затем при помощи электро- или гидропривода удаляют (вытягивают) из пазов оставшуюся часть обмотки (крюком за оставшуюся лобовую часть обмотки). Однако при этом в пазах остаются частицы изоляции и необходима работа по их удалению. Иногда статор после обрезки лобовой часта обмотки подвергают обжигу в печи при температуре 300. 350 °С в течение нескольких часов. После такой дополнительной операции оставшаяся часть обмотки легко удаляется из пазов, а пазы остаются практически чистыми и не имеют остатков изоляции. Такой способ удаления повреждений обмотки называется термомеханическим.
На ряде ремонтных предприятий лобовые части поврежденных обмоток не обрезают, а обмотки только обжигают — термический способ удаления обмотки. Но при этом обмотку из пазов удаляют после обжига только вручную.
Равномерное тепловое поле получить в обжиговой печи очень трудно. Нередко в печи происходит возгорание изоляции обмотки, приводящее к местным перегревам. Последнее, в свою очередь, может привести к ухудшению структуры обмоточной меди и невозможности в дальнейшем восстановить обмоточный провод, а также к короблению алюминиевых корпусов электродвигателей. Поэтому для электродвигателей с алюминиевыми корпусами такой способ удаления обмотки практически неприменим.
При обжиге выгорают лаковые пленки между пакетом стали и корпусом двигателя, а также между отдельными листами пакета статора, что может привести к нарушению тугой посадки пакета стали в корпусе двигателя. Обычно после 2. 3 обжигов пакет начинает проворачиваться в корпусе, уменьшается и прессовка пакета, что недопустимо.
Более прогрессивен обжиг изоляции обмоток в расплавах солей (каустика или щелочи) при температуре 300°С, если корпус алюминиевый, и 480°С, если чугунный. При термохимическом методе разрушения изоляции обмотки ее опускают в раствор каустической соды или щелочи и выдерживают 8. 10 ч при температуре раствора 80. 100°С. После этого обмотка легко удаляется из пазов машины. Способ особенно оправдывает себя при масляно-битумной изоляции.
Изоляция поврежденной обмотки может быть удалена (разрушена) химическим методом при помощи моющей жидкости типа МЖ-70. Технология при этом такова: загрузка ремонтируемых машин с поврежденными обмотками в емкость, герметизация емкости, заполнение ее моющей жидкостью МЖ-70, процесс реакции (обычно в ночное нерабочее время), удаление жидкости, продувка емкости чистым воздухом, разгерметизация и открытие емкости, выемка машин и удаление обмотки из пазов. Необходимо соблюдать правила техники безопасности, так как жидкость летучая и токсичная.
Изоляцию поврежденной обмотки можно обжечь и индукционным способом, помещая статор с поврежденной обмоткой в нагреватель (на стержень однофазного трансформатора с подъемным верхним ярмом), в котором он является практически вторичным замкнутым накоротко контуром — витком трансформатора (рис. 1). Протекающий по активной стали и корпусу статора ток нагревает их, выжигая при этом пазовую и витковую изоляцию.

Индукцнонный нагрев изоляции обмоток статоров:
1 – откидное ярмо; 2 — сменный стержень, 3 —изоляционный цилиндр; 4 —обмотка 5 — неподвижное Г — образное ярмо; 6 — статор; 7 — подставки корпуса двигателя 8 — выводы обмотки; 9 — корпус двигателя.
Эта установка работает следующим образом. По внутреннему диаметру статора подбирают сменный стержень с таким расчетом, чтобы между внутренним диаметром статора и стержнем был минимальный зазор.
Для увеличения коэффициента мощности и КПД желательно иметь одинаковые длины обмоток стержня, нагревателя и корпуса двигателя. В некоторых случаях для этой цели на стержень надевают два или несколько одинаковых корпусов. Подобрав сменный стержень, его устанавливают на неподвижное ярмо так, чтобы размеры магнитной цепи были минимальными (стержень двигают по неподвижному ярму, сокращая размеры магнитной цепи, и фиксируют в нужном положении). Затем на сменный стержень надевают один или несколько одинаковых статоров двигателей, и откидное ярмо закрывают, образуя замкнутую магнитную цепь. На обмотку нагревателя подают напряжение, процесс выжига длится от 60 до 120 мин. Температура выжига при индукционном способе достигает 500 °С. Этот способ безопасно применять и для двигателей с алюминиевым корпусом, так как самовоспламенений изоляции не наблюдается.
После обжига изоляции статор промывают в моечной машине. Для замены обмотки из пазов статора извлекают старую обмотку и продувают пазы сухим сжатым воздухом при помощи шланга со специальной насадкой.
Намотка и укладка новой обмотки. .После извлечения старой обмотки из пазов и их обработки (продувка сжатым воздухом), в пазы укладывают заранее подготовленную главную изоляцию (гильзование пазов) и обмотку, одновременно междуфазную изоляцию и фазовые клинья. Затем соединяют обмотку статора в соответствии со схемой, сваривают с помощью графитового электрода и трансформатора.
Обмотки статора асинхронных электродвигателей, состоящие из катушек, укладывают («всыпают») в полузакрытые пазы в один или два слоя. Катушки из мягкой проволоки наматывают на универсальные шаблоны, а затем укладывают в пазы, формируют лобовые части бандажи вручную.
Чтобы не повредить изоляцию катушек при их укладке, необходим специальный инструмент: деревянные молотки, фибровые или текстолитовые доски и клинья.
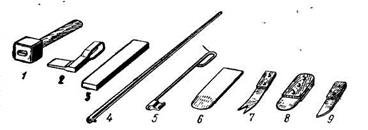
Инструмент для обмотчика:
1 — молоточек; 2,4 и 5 —сапожки; 3 и 6 — оправки; 7— специальный нож для обрезки изоляции в пазах машины; 8 и 9 — монтерские ножи..
В асинхронных двигателях с фазным ротором применяют катушечные обмотки («всыпные и с укладкой в протяжку») и стержневые. В машинах небольшой мощности используют «всыпные» обмотки; технология их изготовления такая же, как статорных.
Перед двух, трехкратной пропиткой изоляцию обмоток испытывают повышенным напряжением относительно корпуса и между фазами, проверяют, нет ли межвитковых замыканий и правильно ли собрана схема.
Обмотку сушат в электропечи с автоматическим регулированием температуры.
Температура и продолжительность сушки зависит от марки применяемых лаков и класса нагревостойкости изоляции двигателя. Для ускорения сушки в печи должна быть циркуляция воздуха.
После укладки, соединения, пропитки и сушки проводят межоперационный контроль обмоток.
В качестве главной межфазной изоляции в настоящее время применяется пленкоэлектрокартон, пленкоасбокартон, стекломеканит или синтетические пленки (трацетные или полиэтилентермоталатные) типа ПЭТФ толщиной 0,2-0,35 мм с высокими диэлектрическими и механическими характеристиками.
Обмотки выполняют проводами ПЭВ2, ПЭМ2, ПЭТВ и ПЭТ 11 с высокопрочной изоляцией. У них высокая электрическая прочность при очень малой толщине изоляции (максимальная до 0,09мм, у провода ПБД 0,17-0,44мм).
В машинах небольшой мощности пленочную изоляцию применяют даже вместо пазового клина (в электродвигателях с изоляцией класса нагревостойкости Е — буковый пазовый клин, классов В, F — стеклотекстолитовый).
Обмотки бандажируют электроизоляционными чулками типа АСЭЧ. Для выводных концов используют высококачественные установочные провода марок ПТЛ200, РКГМ и др.; для изоляции выводов катушек, соединений внутри машин и мест паек — электроизоляционные трубки ТЭЧ и ТКС.
Для пропитки обмоток применяют высококачественные лаки МЛ-92, ПЭ-933, а электроизоляционные эмали ГФ-92ГС, ЭП91 используют в качестве защитного покрытия. Это повышает электрическую и механическую прочность, влаго-, химо- и теплостойкость и теплопроводность обмоток.
Источник
