Как происходит разборка автомобилей: алгоритм действий
Разобрать автомобиль может потребоваться в двух случаях: при его капитальном ремонте и с целью разборки на запчасти. Наша компания специализируется на продаже автозапчастей, мы принимаем автомашины различных марок и аккуратно разбираем их на узлы, компоненты, детали. В результате, получаем ассортимент готовых к использованию запчастей, которые обязательно проходят проверку на наличие повреждений или отсутствие таковых.
Рассмотрим процесс автомобильной разборки более подробно.

Этап 1. Подготовка
Прежде чем разобрать машину, нужно подготовить место для работы, а также саму ее — а именно, тщательно вымыть кузов. После того как рабочие вымыли автомобиль, он доставляется на площадку разбора, соответствующим образом оборудованную. Здесь обязательно должно иметься надежное приспособление для подъема многокилограммовой конструкции. Также на рабочей площадке есть прямой доступ к электросети, а сама она хорошо освещается.
Этап 2. Демонтаж электрооборудования
Когда все готово к разбору, мастера начинают с демонтажа электрооборудования. Как правило, именно оно в первую очередь снимается с машины, поскольку при дальнейших разборочных мероприятиях его можно повредить. Снятое электрооборудование продувается, протирается и аккуратно выкладывается в специально отведенную зону на стеллаже.
Этап 3. Демонтаж кузова
Вот и пришло время снимать кузовные запчасти. С автомобиля последовательно снимаются бамперы, капот, двери, крышка багажника и так далее, включая автомобильные стекла. Кроме того, значимые детали салона также демонтируются и сортируются (например, сидения). Все полученные при разборе автозапчасти маркируются и укладываются на стеллаж.

Этап 4. Слив технических жидкостей
Отработанные жидкости сливаются в подготовленную тару. Рабочие выводят масло из двигателя, коробки передач, редукторов. Из бензобака сливают топливо.
Этап 5. Демонтаж оборудования
Когда все жидкости успешно удалены, мастера отсоединяют коробку передач от моста, отключают радиаторы отопления и охлаждения, снимают топливный и выхлопной трубопроводы, а также извлекают всевозможные рычаги и тросы.
Этап 6. Снятие силового агрегата
Автомобильный двигатель отсоединяется от рамы (кузова) и посредством подъемника аккуратно извлекается наружу. Его обычно укладывают сразу в техническую емкость, где он моется, а затем разбирается на детали.

Этап 7. Демонтаж мостов
Рабочие снимают элементы креплений амортизаторов и подвески, после чего от рамы (кузова) отсоединяются мосты. На этом автомобильная разборка завершена.
Этап 8. Проверка и оценка запчастей
По окончании разбора мастера проверяют каждую деталь на наличие повреждений. Если обнаруживается дефект, он описывается и затем вводится в электронный каталог, где представлены все автозапчасти с разборки Zapcar. Далее детали оцениваются специалистами, в соответствии с состоянием, а при наличии большого износа — отбраковываются.
Это лишь схематичное описание процесса автомобильной разборки. На практике, демонтажные мероприятия могут отличаться теми или иными нюансами. Однако неизменным остается: внимательная проверка и точная оценка запчастей.
Источник
Разборка автомобиля и агрегатов
Разборочные работы являются одними из основных на авторемонтном предприятии, так как они определяют количество повторно используемых деталей при ремонте автомобилей и агрегатов. Сохранность и качество деталей, снимаемых с автомобилей и агрегатов, а также трудоёмкость необходимого восстановления деталей зависит от организации технологического процесса разборки автомобиля и его оснащения требуемыми приспособлениями и инструментом.
Обломы ушков, срывы резьбы, погнутость и другие дефекты в деталях (появление новых трещин, забоин, вмятин и пр.) часто появляются в результате нарушений технологических приемов разборки.
Для разборки автомобиля ГАЗ-24 (снятия заднего моста, передней подвески, отсоединения узлов и деталей тормозной системы, трубок системы питания, карданного вала и пр.) его необходимо повернуть на 90° (набок). Для этих целей пост разборки должен быть оснащен специальным подъемником-кантователем. На некоторых же предприятиях оснастка для поворота автомобиля отсутствует, и его кладут набок при помощи электротельфера. В результате этого часто на кузове появляются вмятины. Для восстановления такого кузова приходится затрачивать дополнительный труд.
Некоторые гайки и болты в процессе эксплуатации автомобиля настолько «прилипают» к деталям, что разобрать их становится затруднительно, В таких случаях срезают гайку или головку болта при помощи гидравлических кусачек, газового резака или другим способом. Но иногда для разборки соединения пользуются зубилом и кувалдой. При таком способе разборки приходят в негодность не только болт и гайка, но повреждаются и другие детали. Для разборки резьбовых соединений целесообразно применять механизированный инструмент, обеспечивающий высокую производительность и качество разборки.
Строгая последовательность и поточность на разборочных линиях и постах, максимально возможное использование механизмов и технологической оснастки, чистота на рабочих местах и своевременная отгрузка деталей с них, необходимое количество оборотной тары, использование наиболее рациональных приемов при разборке — все эти условия способствуют повышению производительности труда и сохранности деталей. В общем — как разберешь, так и отремонтируешь.
Перед разборкой автомобиля из всех его агрегатов необходимо удалить масло, топливо, затем тщательно промыть все наружные поверхности. Для удаления из агрегатов масла моечные камеры оборудуются специальными воронками и шлангами для подвода к агрегатам пара.
Для предварительной наружной очистки автомобиля от различных загрязнений на авторемонтных предприятиях в последнее время начали внедрять гидромониторные установки. Сущность метода гидродинамической очистки заключается в подаче на очищаемую поверхность водяной струи с температурой 20-80°С под давлением 3-5 МПа. Комплексное воздействие динамического напора струи и высокой температуры моющих средств обеспечивает эффективное удаление с поверхностей всех загрязнений.
Особенностью передвижных моечных машин является использование специальных насадок, обеспечивающих наиболее эффективную гидродинамическую очистку поверхностей.
В нашей стране выпускаются мониторные передвижные моечные машины ОМ-5285, ОМ-5359, ОМ-5360 и ОМ-5361, а также стационарные ОМ-5179, ОМ-5181, ОМ-8036.
Технология очистки автомобиля от загрязнений в мониторной камере довольно проста. Автомобиль устанавливают на раму, расположенную на тележке, и затягивают в моечную камеру лебедкой. В средней части камеры тележка фиксируется на поворотном столе, оборудованном механизмом гидропривода для подъема и поворота тележки с автомобилем. Очистка вращающегося автомобиля производится из гидромонитора с насадкой диаметром 20 мм, пропускающим до 80 м 3 /ч воды. Управляет гидромонитором оператор-мойщик, находящийся снаружи камеры.
Разборку очищенного от загрязнений автомобиля производят либо поточным, либо тупиковым способом. Все зависит от программы предприятия и его оснащенности необходимым оборудованием. Наиболее эффективным является поточный способ, при котором за счет рациональной организации рабочих постов и возможности применения специализированного оборудования и инструмента повышается производительность труда и улучшается качество разборочных работ.
Для перемещения автомобиля по поточной линии целесообразно использовать грузонесущий конвейер.
Порядок разборки автомобиля устанавливается технологическим процессом. Первоначально ведется разборка автомобиля на агрегаты. С автомобиля снимается платформа, кабина, крылья, подножки, арматура двигателя, рулевое управление, силовой агрегат (двигатель со сцеплением и коробкой передач), детали и узлы тормозной системы, задний и передний мосты (при разборке легковых автомобилей схема разборки несколько иная). Снятие агрегатов с рамы и подача их к линиям или постам разборки осуществляется при помощи различных подъемно-транспортных устройств: однорельсового подвесного пути (монорельса) с электрическим тельфером, кран-балки или мостового крана. Снятые агрегаты шасси подаются в агрегатно-разборочное отделение для дальнейшей разборки их на детали, а другие агрегаты и узлы — в соответствующие цехи.
Весьма прогрессивной является технология разборки агрегатов на узлы и детали на подвесных конвейерах, сочетающаяся с одновременной промывкой деталей и узлов в установленных на пути трассы конвейера моечных машинах. При такой технологии значительно повышается культура производства, так как снятые узлы перед их разборкой промываются.
Ниже приводится описание одной из схем разборки рядных двигателей Горьковского автозавода на подвесном конвейере, трасса которого проходит через две моечные машины АКТБ-196.
Поступившие в цех двигатели при помощи электротельфера и специального захвата снимают с электрокара и устанавливают на эстакаду с катящимися по ней тележками.
На первом посту из двигателя выпаривают остатки масла. Для этого выворачивают сливную пробку масляного картера, в маслозаливную горловину двигателя вставляют наконечник пароподводящего шланга и пускают перегретый пар. Быстро разжижаясь, масло из двигателя стекает в наклонный желоб эстакады, откуда попадает в резервуар-сборник.
После этого двигатель перекатывается на следующий пост для частичной подразборки и снятия с него навесного оборудования. С двигателя снимают: стартер, генератор, прерыватель-распределитель и другие детали электрооборудования, воздушный фильтр, карбюратор, бензонасос и бензопроводы, масляный фильтр и другие детали системы смазки.
Для снятия всех этих узлов и деталей созданы различные приспособления, облегчающие труд и обеспечивающие сохранность деталей. Так, тележка, на которой установлен двигатель, поворачивается вокруг своей вертикальной оси на 360° и фиксируется в четырех положениях. Это позволяет без лишних перемещений рабочего снять узлы и детали со всех сторон двигателя. Разборка производится при помощи достаточно мощных гайковертов, подвешенных над эстакадой. Удобство и легкость их перемещения обеспечивается балансирными подвесками. Снятые узлы и детали электрооборудования и системы питания укладывают в предназначенные для их транспортировки контейнеры, установленные на тележках напольного конвейера. Для предотвращения поломок во время транспортировки контейнеры снабжены гнездами для укладки определенных узлов. Другие снятые с двигателя узлы и детали укладываются в предназначенные для них сетчатые корзины, которые по мере их наполнения устанавливаются на грузовые подвески разборочного конвейера, трасса которого проходит параллельно эстакаде для подразборки двигателей.
После того как с двигателя снято навесное оборудование, его при помощи электротельфера и захвата снимают с эстакады и устанавливают на подвесной конвейер для окончательной разборки. Этот конвейер отличается простотой конструкции, надежностью, удобством работы на нем. Основными частями конвейера являются тяговая цепь, приводная и натяжная станции, подвески для закрепления разбираемого двигателя и грузовые подвески для укладки снятых узлов и деталей. Конструкция подвески для разборки двигателя обеспечивает возможность его поворота на 360° как вокруг горизонтальной (продольной), так и вертикальной осей. При этом двигатель может быть установлен в любом положении, удобном для разборки.
Снятые с двигателя детали и узлы укладываются (или подвешиваются) на полки грузовой подвески. Мелкие детали укладываются в сетчатые корзины, установленные в гнездах грузовой подвески. Таким образом, полностью исключаются операции по перемещению деталей, свойственные другим методам разборки двигателей.
После того как с двигателя сняты головка блока, коллектор, масляный картер, крышка распределительных шестерен и крышки клапанной коробки, подвески конвейера попадают в моечную машину. Таким образом, окончательная разборка двигателя, а также разборка узлов на детали происходят после их промывки, что обеспечивает чистоту на рабочих местах и, следовательно, культуру производства.
По выходе из моечной машины с грузовых подвесок снимают промытые узлы и разбирают их на детали на специализированных стендах. Детали некоторых сопряжений, которые при изготовлении обрабатываются совместно, в процессе разборки не обезличивают, т. е. после разборки их снова соединяют болтами. К таким деталям относятся: картер сцепления и блок цилиндров, крышки коренных подшипников и блок цилиндров, крышки шатунов и шатуны и др. Все другие соединения разбирают полностью, что необходимо для качественной очистки деталей и последующей дефектации.
Источник
Технологический процесс разборки
ТЕМА 9. РАЗБОРКА АВТОМОБИЛЕЙ И АГРЕГАТОВ
Общие сведения
Разборка– это один из ответственных технологических процессов ремонта автомобилей. От качества работ по разборке автомобилей и их агрегатов зависит количество деталей, используемых повторно. Разборочный процесс дает АРП около 70% деталей для повторного их использования при КР автомобилей без их ремонта или после восстановления. Количество годных и трудоемкость восстановления изношенных деталей во многом зависит от организации и технологии разборочных работ. Трещины, пробоины, погнутость, обломы, срыв резьбы и другие дефекты в деталях появляются часто в результате плохой технологии разборки или нарушений технологических приемов разборки.
Годные детали обходятся авторемонтному производству в 6…10% от номинальной цены, отремонтированные – в 30…40%, а замена деталей новыми – в 110…150%.
Разборка– это процесс разъединения агрегатов и автомобилей на детали. Разборочный процесс представляет собой совокупность различных операций по разъединению всех объектов ремонта до деталей в определенной последовательности.
Разборочный процесс включает в себя следующие виды работ:
— подъемно-транспортные по перемещению объектов ремонта;
От общей трудоемкости этих работ на долю собственно разборочных работ приходится 60…65%.
Разборка автомобиля приКР производится по следующей схеме:
— общая разборка на агрегаты, узлы и детали;
— разборка агрегатов на узлы и детали;
— разборка узлов и сборочных единиц на детали.
Стратегия разборки зависит от конструкции автомобиля и его составных частей, а также от степени и глубины ремонтного воздействия. Последовательность разъединения разборочных единиц может быть одновариантной для простых единиц (снятие подшипника, откручивание болта и др.) и многовариантной для сложных. Поэтому возникает задача выбора оптимального варианта технологического процесса разборки, обеспечивающего высокое качество (сохранность деталей) работ при минимальных затратах труда и средств.
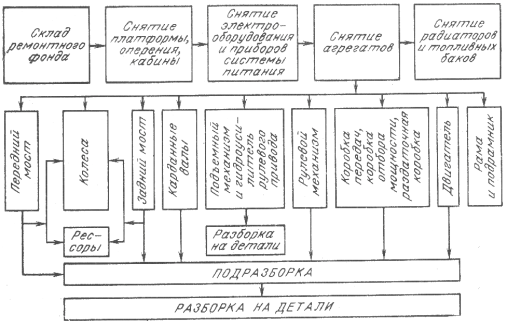 |
Разборка автомобилей начинается со снятия капота, кузова, оперения, топливных баков, радиаторов, приборов, электрооборудования и топливной аппаратуры. Затем отсоединяются механизмы управления и пуска двигателя, сцепления, рулевого управления, управления тормозами и др. После этого с рамы снимают двигатель, коробку передач и т.д. В последнюю очередь отсоединяют ходовую часть автомобиля и на месте разборки остается одна рама. На рис. 9.1. представлена схема процесса разборки автомобиля.
Рис. 9.1. Схема разборки автомобиля.
Виды разборки
На разборочный процесс существеннее влияние оказывает его организация. Разборка в зависимости от объема производства может быть организована на стационарных постах илина поточных линиях.
На рис. 9.2. представлены схематично основные организационные формы разборки.
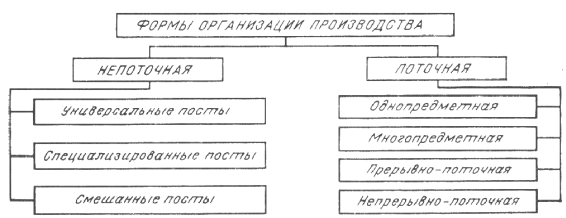 |
Рис. 9.2. Формы организации разборочного процесса.
Стационарный пост — это часть производственной площади, предназначенной для выполнения определенных операций технологического процесса, на которой имеется необходимое оборудование, приспособления и инструмент. На посту может быть одно или несколько рабочих мест. Рабочим местом называется зона трудовой деятельности одного или нескольких рабочих. Отдельная единица оборудования, обслуживаемая одним или несколькими рабочими, считается одним рабочим местом (например: стенд для разборки двигателя).
При разборке на поточных линиях рабочим местом считается каждая позиция конвейера независимо от числа рабочих на этой позиции.
При непоточной организации разборка может быть организована на универсальных, специализированных или смешанных постах.
При организации разборочного процесса на потоке объекты ремонта могут быть неподвижны либо перемещаться на конвейере. Поточные линии могут быть: одно- и многопредметными; прерывно-поточными; непрерывно-поточными.
При поточном способе оборудование и рабочие посты располагаются последовательно друг за другом в порядке выполнения операций технологического процесса. Причем последовательность и объем операций, количество рабочих на постах, такие, что за определенный промежуток времени, равный такту поточной линии, разбирается одно изделие.
Поточный способ разборки автомобилей на агрегаты осуществляется на конвейерах, а разборку агрегатов на узлы и детали проводят на стендах, эстакадах или конвейерах.
Поточная форма организации разборки является наиболее прогрессивной. Она позволяет:
— увеличить производительность труда разборщиков до 20%;
— увеличить интенсивность использования технологической оснастки до 50%;
— улучшить качество разборки и снизить себестоимость разборочных работ;
— сосредоточить одноименные операции разборки на специализированных постах;
— сократить количество одноименных инструментов до 30%.
На предприятиях с разномарочной небольшой программой по капремонту целесообразно применять многопредметные поточные линии, которые подразделяются на переменно-поточные и групповые. Однако переменно-поточные организации разборки более сложная, т.к. необходим ступенчатый выход специализированных рабочих, большой запас агрегатов и т.д.
Групповая поточная линия приспособлена для одновременного выполнения работ по разборке агрегатов разных наименований с последовательным чередованием их в зависимости от наличия ремонтного фонда и потребности в объектах для сборки.
Одной из разновидностей поточной формы организации разборочного процесса является применение многопредметной поточной линии. Они приспособлены для разборки одинаковых агрегатов и узлов автомобилей, разных марок, имеющих общность по технологическим условиям разборки. Такие линии целесообразно применять на АРП с небольшой разномарочной программой по капремонту,
На крупных специализированных АРП разборочный процесс целесообразно организовывать на однопредметных поточных линиях.
Основным условием улучшения технико-экономических показателей разборочного процесса, повышения его эффективности и качества труда разборщиков является механизация и автоматизация операций разборки.
На тех участках разборки, где уровень механизации невысок, эффективен путь широкого внедрения на всех этапах разборки таких механизированных средств , как электро- и пневмоинструмент, пневмосъемники, внедрение их в производство осуществляется практически без перестройки технологического процесса иможет осуществляться за короткий промежуток времени.
Однако механизация только отдельных операций повышает производительность труда в среднем на 5-6% в год, в то время как комплексная механизация обеспечивает рост производительности труда в 2-2,5 раза.
Дальнейшее направление повышения эффективности разборочных работ это совершенствование методов разборочных работ при КР автомашин на основе автоматизации с применением роботов.
Средства разборки
Средства технологического оснащения разборки включают в себя технологическое оборудование, оснастку, приспособления и инструмент.
Технологическое оборудование — это средства технологического оснащения, в которых для выполнения определенного технологического процесса размещается ремфонд, средства воздействия на него и технологической оснастки.
Технологическая оснастка — это средства, дополняющие технологическое оборудование для выполнения определенной части техпроцесса разборки.
Приспособленияпредназначены для установки или направления предмета труда или инструмента при выполнении определенной операции разборки.
Инструмент предназначен для воздействия на предмет труда с целью изменения его состояния.
Разборочные работы являются очень трудоемкими, поэтому важной задачей ремонтного производства является максимально возможная механизация, применение подъемно-транспортных средств, разборочных стендов, прессов, съемников и др. приспособлений, повышающих производительность, обеспечивающих сохранность деталей и повышающих чистоту и общую культуру производства.
На современных ремонтных предприятиях применяются следующие средства технологического оснащения:
1. Универсальный инструмент (ключи гаечные и для шпилек, отвертки, пассатижи, бородки, зубила, съемники и др.).
2. Ручные машины (гайко-, шпилько- и шуруповерты электрические или пневматические).
3. Подъемно-транспортные механизмы и машины (лебедки, тали, домкраты, подъемники, краны, конвейеры, чалки, стропы).
4. Специализированный инструмент.
Домкраты представляют собой простейшие грузоподъемные механизмы и предназначены для подъема ремонтируемых изделий на высоту 200. 400 мм. Они бывают реечные , винтовые и гидравлические.
Подъемники — грузоподъемные машины прерывного действия для подъема ремонтируемых машин и агрегатов на грузонесущих устройствах перемещающихся по жестким вертикальным направляющим. Они бывают гидравлические и пневматические.
Краныразделяются на мостовые, козловые, поворотные, консольные и штабелеры.
Ручные машины при разборке используют с электрическим, пневматическим или гидравлическим приводом. Они применяются для отвинчивания в большом объеме болтов, гаек, шпилек и других резьбовых соединений.
Пневмоинструмент имеет некоторые преимущества по сравнению с электроинструментами:
— большая мощность на 1 кг массы;
— удобство и безопасность в применении;
— бесступенчатое изменение частоты вращения;
— меньшая стоимость и затраты на обслуживание.
Однако эл. инструменты имеют более высокий КПД, создают меньший шум в работе, легко присоединяются к источнику питания, более транспортабельны.
Большим недостатком механизированного инструмента является его вибрация, поэтому он должен испытываться на вибрацию. В зависимости от частоты вращения инструмента и частоты вибрации установлены предельно допустимая амплитуда вибрации (см. табл. 9.1.).
Допустимая амплитуда вибрации механизированного инструмента
| Частота вращения, об/мин | Частота вибрации, Гц | Предельно допустимая амплитуда вибрации, мм |
| 1,15 | ||
| 1,10 | ||
| 0,15 | ||
| 0,005 |
При разборке групповых резьбовых соединений могут применяться многошпиндельные гайковерты. Ручные машины массой более 3 кг для улучшения условий труда укрепляют над постом разборки на эластичной или жесткой подвеске.
Соединение двух деталей при помощи посадок с натягом в автомобиле составляют около 20%.
Для разборки деталей, собранных с натягом применяют прессыи съемники. В зависимости от расположения штока и направления действия создаваемого усилия, различают вертикальные и горизонтальные прессы, а по характеру их использования — стационарные и переносные. Они могут иметь ручной (винтовой, рычажно-реечный), гидравлический, пневматический или пневмогидравлический привод.
Съемники могут быть специальные (для снятия определенной детали) и универсальные. Они имеют винтовой , гидравлический или пневматический привод.
Ручные машины и оснастка для разборочных работ должны удовлетворять следующим требованиям:
— обеспечение максимальной производительности и качества разборочных работ;
— удобство в эксплуатации и максимальное облегчение труда разборщика;
— универсальность и безопасность эксплуатации;
— соответствие нормам промсанитарии по вибрации и шуму;
— экономическая целесообразность применения.
Поточную разборку автомобилей ведут на конвейерах или эстакадах.
Для установки и закрепления разбираемых агрегатов и узлов применяют специальные стенды, установки, эстакады, конвейеры. Они квалифицируются по следующим признакам:
1. По числу устанавливаемых агрегатов (одноместные и многоместные).
2. По назначению — (универсальные и специализированные). Универсальные предназначены для установки однотипных агрегатов разных моделей автомобилей, а специализированные — одной модели.
Разборка резьбовых соединений по трудоемкости составляет около 40% от общей трудоемкости разборочных работ. Из ручных немеханических инструментов более эффективным являются коловоротные и трещеточные ключи. Установлено, что замена рожковых ключей на трещеточные для болтов и гаек М16 производительность повышается соответственно на 25 и 66%. Применение механизированных гайковертов повышает производительность труда в 1,5…5 раза и на 15…20% сокращает трудоемкость всего разборочного процесса, Механизированный инструмент по виду используемой энергии может быть пневматическим, электрическим и гидравлическим.
Величина усилия отвинчивания при разборке обычно выше, чем при завинчивании, что объясняется явлениями схватывания металлов сопрягаемых деталей и образованием вних коррозии. Для облегчения разборки резьбовых соединений рекомендуется перед разборкой вводить вещества, которые снижают схватывание металлов (керосин, масло, олеиновая кислота, тормозная жидкость).
Заклепочные соединения (рамы, ступицы ведомых дисков сцепления, накладки тормозных колодок и ведомых дисков сцепления и др.) разбирают после срезания или высверливания головок заклепок и последующего их выдавливания.
На производительность разборочных работ, сохранность деталей при транспортировке и повышения качества КР автомобилей в целом большое влияние оказывают организация и средства осуществления подъемно-транспортных работ на всех этапах разборки. Поэтому при выборе подъемно-транспортных средств необходимо использовать такие, которые сокращают время операции и обеспечивают сохранность деталей от повреждения. Так для транспортировки агрегатов, узлов и деталей по постам целесообразно применять контейнеры.
Дальнейшее направление повышения эффективности разборочных работ заключается в совершенствовании методов выполнения разборочных операций и всего технологического процесса разборки на основе автоматизации с применением роботов.
Технологический процесс разборки
Разборка автомобилей на агрегаты, узлы и детали производится в строгой
последовательности, предусмотренной технологическим процессом с применением необходимого оборудования, приспособлений и инструмента. Проектирование технологического процесса разборки включает в себя следующие работы:
1. Изучение конструкции разбираемого изделия;
2. Выбор наиболее оптимального метода рациональной организации разборки;
3. Разбивку изделия на разборочные группы и подгруппы;
4. Определение разборочных операций и установление режимов разборки и норм времени на выполнение разборочных операций;
5. Разработку задания на конструирование и изготовление необходимого инструмента, оборудования и приспособлений;
6. Определение и назначение технических условий на разборку изделий, узлов и сопряжений;
7. Определение рациональных способов транспортировки изделий с одной операции разборки на другую;
8. Разработку технологической планировки разборочного цеха или участка;
9. Разработку и оформление технической документации на разборку.
По конструкции и условиям эксплуатации соединения деталей разделяют на подвижные и неподвижные.
Детали подвижных соединений имеют возможность перемещаться одна относительно другой, а детали неподвижных соединений — не могут.
В зависимости от возможности демонтажа все соединения подразделяются на разборные и неразборные.
Разборные соединения могут быть разобраны без повреждения сопряженных деталей. Они составляют в современных автомобилях до 85% всех соединений. Все остальные соединения относятся к группе неразборных, хотя в условиях ремонта автомобилей часть этих соединений подвергается разборке.
Неподвижные неразборные соединения деталей с плоскими поверхностями выполненыв автомобиле при помощи сварки, пайки и клепки, а деталей с гладкими цилиндрическими поверхностями — при помощи сварки, пайки, склеивания, развальцовкии горячих прессовых посадок.
Неподвижные разборные соединения выполнены при помощи болтов , шпилек, шлицев, резьбы, шпонок, штифтов и клиньев.
Подвижные разборные соединения применяются для деталей с цилиндрической гладкой или шлицевой поверхностью.
Источник
