Разборка оборудования




![]()
![]()
Очищенное оборудование поступает на разборку. От качества разборки и сохранения деталей от повреждения существенно зависят сроки, стоимость и качество ремонта.
Технологический процесс разборки специфичен только для ремонтного производства. Несмотря на общее сходство с процессом сборки, разборка имеет существенные технологические особенности, выделяющие ее в независимый, технологически ответственный и весьма трудоемкий производственный процесс при любом виде ремонта. Технологический процесс разборки представляет собой совокупность различных операций по разъединению объекта ремонта на составные части – сборочные единицы и детали – в определенной последовательности и заданном объеме, обусловленных особенностями конструкции и видом ремонта изделия.
На долю разборочных работ при ремонте нефтепромысловых машин и оборудования приходится до 10–15 % (в некоторых случаях до 20%) общей трудоемкости при капитальных и средних ремонтах и до 50% при текущем ремонте.
Характерная особенность, присущая разборке вообще, а именно при ремонте бурового и нефтегазопромыслового оборудования в особенности, это ее технологическая непредсказуемость, выражающаяся в том, что для значительного числа сопряжений, подлежащих разборке, не может быть обеспечена гарантия их разбираемости, возможны различного рода непредвиденные обстоятельства, которые не позволяют спроектировать до конца технологический процесс разборки и определить рациональные методы разборки и средства ее оснащения. При разборке и демонтаже сборочных единиц и деталей недопустимо необоснованное применение чрезмерных усилий, освобождение деталей ударами кувалды и т.д. А выбор того или иного приема разъединения должен быть обоснован после установления и устранения причины неразъемности соединений.
Оборудование разбирают по схеме, которая определяет вначале последовательность разборки оборудования на агрегаты и сборочные единицы, а затем разборку каждой сборочной единицы на детали. В схеме разборки рекомендуется указывать длительность выполнения и разряд работы. Порядок выполнения отдельных операций, требования к сохранению комплектности деталей соответствующих сопряжений, даются в виде пояснений и дополнительных указаний.
Разборку выполняют на одном рабочем месте силами одной бригады или на нескольких рабочих местах разборочной линии. На ремонтных предприятиях нефтегазовой отрасли основным методом является первый; иногда при значительном объеме ремонта разборкой занимаются две бригады, одна выполняет общую разборку оборудования, а вторая разбирает агрегаты.
Основные приемы и принципы разборки заключаются в следующем. Порядок ее выполнения должен точно соответствовать технологическим картам. Если технической документации нет, то сначала снимают детали, которые можно легко повредить (масляные и топливные трубки, шланги, рычаги, тяги и др.). Затем демонтируют отдельные агрегаты в сборе, которые разбирают на других рабочих местах.
После разборки крепежные детали (болты, гайки, стопорные и пружинные шайбы) укладывают в сетчатые корзины для последующей промывки. Не разрешается применять зубило и молоток для отвертывания болтов, гаек, штуцеров, пробок, так как это может их повредить. Фасонные гайки и штуцера необходимо отвертывать только специальными ключами.
Запрессованные детали снимают под прессом или с помощью съемников и приспособлений. В отдельных случаях штифты, втулки и оси можно выпрессовать специальными выколотками с медными наконечниками и молотками с медными бойками. Там, где возможно, это следует выполнять в той же последовательности, в которой они запрессовывались.
Снятые детали укладывают на стеллажи и приспособления для транспортировки их в моечные машины так, чтобы не повредить рабочие поверхности.

Нельзя раскомплектовывать детали, которые при изготовлении обрабатывают в сборе (крышки коренных подшипников с блоком, шатуны с крышками и др.). Кроме того, запрещается обезличивать детали с совместной балансировкой, а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, шестерни масляных насосов, распределительные шестерни и др.). Детали, не подлежащие обезличиванию, метят, связывают проволокой, вновь соединяют болтами и укладывают в отдельные корзины или сохраняют их комплектность другими способами.
При разборке широко используют различное подъемно-транспортное оборудование. Для сокращения продолжительности и снижения трудоемкости разборочных процессов используют механизированный инструмент, например пневматические ключи и отвертки, электрические, пневматические и гидравлические гайковерты и шпильковерты и др.
Для выпрессовки деталей применяют универсальные или специальные съемники и прессы.
Разборка оборудования часто производится на специальных стендах.
По назначению стенды делят на универсальные и специализированные. Первые предназначены для установки на них однотипных агрегатов машин различных моделей или разнотипных агрегатов одной модели. Вторые служат для разборки однотипных агрегатов машин определенных моделей. Их обычно применяют на специализированных ремонтных предприятиях с большой программой.
Источник
Технологический процесс разборки оборудования. Порядок и правила разборки станка. Оборудование, применяемое при разборке
Машину или узел разбирают в последовательности, предусмотренной технологическим процессом как для машины в целом, так и для отдельных механизмов, агрегатов и узлов. При разборке с машины снимают целые узлы, причем в первую очередь препятствующие снятию других сборочных единиц, строго соблюдая при этом правила техники безопасности. Затем отдельные узлы разбирают на подузлы и детали. Необходимость разборки того или иного узла определяется видом и задачами ремонта.
Разборку оборудования производят с соблюдением следующих основных правил:
1. Разборке подлежит лишь агрегат или узел, предназначенный для ремонта, поскольку при разборке нарушается необходимая плотность соединений с натягом и приработка подвижных деталей. Только капитальный ремонт требует полной разборки машины.
2. В процессе разборки сложных и ответственных механизмов и узлов следует составлять их схемы и делать зарисовки с целью облегчения последующей сборки.
3. Разборку следует начинать со снятия кожухов, крышек, защитных щитков, ограждений и т. п. для открытия доступа к разбираемым агрегатам и узлам.
4. Крупные детали укладывают на подставки возле ремонтируемой машины.
5. Детали каждого разбираемого механизма или узла складывают в отдельные ящики, следя за тем, чтобы не попортить обработанные поверхности деталей.
6. Для облегчения последующей сборки узла его детали помечают одним из способов, приведенных в таблице. При необходимости соблюдения точного взаимного расположения деталей на них ставят соответствующие метки. При разборке гидро- или пневмосистем должны помечаться все трубопроводы и места их подсоединения на элементах системы.
7. Разборка должна вестись соответствующими инструментами и приспособлениями, использование которых исключает порчу годных
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 18 |
| ПК 151031.МДК.01.02.10 151031.МДК.01.02.10номерзачетки.0номер варика.0нгомер варика-15ПЗ 01.05.05.67.00.00. — ПЗ |
деталей. При невозможности применения съемников и вынужденном использовании молотка или кувалды удары следует наносить по деталям через прокладку или выколотку из мягкого металла, пластмассы, дерева.
8. С целью облегчения снятия насаженной с натягом детали ее можно нагревать горячим маслом, паром, огнем, а охватываемую деталь охлаждать с помощью твердой углекислоты или жидкого воздуха.
9. Для снятия с валов посаженных с натягом шкивов, звездочек, зубчатых колес, подшипников и других аналогичных деталей следует пользоваться приспособлениями: двух- и трехзахватными съемниками различных типоразмеров; прессами винтовыми, рычажно-реечными и гидравлическими; винтовыми приспособлениями различных конструкций; гидравлическими съемниками, где плунжерный насос нагнетает масло в цилиндр для перемещения поршня, производящего выпрессовку детали. В зависимости от назначения приспособления могут быть специальными, предназначенными для снятия какой-либо определенной детали, и универсальными, позволяющими снимать различные детали.
10. Резьбовые соединения разбирают с помощью гаечных и специальных ключей различных конструкций, отверток, шпильковерток, механизированного инструмента с электро- или пневмоприводом, инерционно-ударного типа. При полной разборке узла крепежные детали складывают в специальный ящик, а при частичной разборке после снятия детали вставляют в предназначенные для них отверстия.
11. Неподдающееся из-за коррозии разборке резьбовое соединение погружают в керосин или смачивают керосином и разбирают по прошествии нескольких часов. Резьбу с забоинами на концах болтов или шпилек запиливают трехгранным напильником. При невозможности отвинтить гайку обычным способом ее отвинчивают с помощью зубила и молотка, отрезают ножовкой или газовым пламенем вместе с концом болта с последующей заменой гайки и болта.
12. Остаток сломанного винта или шпильки удаляют одним из следующих способов:
— при наличии выступающей резьбовой части на нее навинчивают гайку и контргайку и вращают гайку;
— при наличии выступающего на небольшую величину стержня винта или
шпильки на его торце прорезают ножовкой или вырубают шлиц и отверткой выворачивают оставшуюся часть;
— торец сломанной части резьбовой детали запиливают ровно и накернивают по центру, после чего сверлом, диаметром несколько меньшим, чем
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 19 |
| ПК 151031.МДК.01.02.10 151031.МДК.01.02.10номерзачетки.0номер варика.0нгомер варика-15ПЗ 01.05.05.67.00.00. — ПЗ |
внутренний диаметр резьбы, высверливают оставшуюся часть;
— к застрявшему концу резьбовой детали приваривают либо гайку меньшего диаметра через ее отверстие, либо стержень, и с их по мощью вывертывают сломанную часть;
— в запиленном торце застрявшего конца шпильки или винта накерниваюти засверливают отверстие. В нем либо нарезают обратную резьбу под специально изготовленный болт, либо в него вставляют бор (закаленный конический стержень с зубьями) или экстрактор (то же, но вместо зубьев стержень имеет левую резьбу) с квадратом для ключа на конце для вывертывания сломанной части;
— закаленные сломанные резьбовые детали (в том числе метчики) удаляют либо электроискровым способом, используя в качестве электрода медную трубку диаметром на 1-2 мм меньше диаметра резьбы, либо отжигают, нагревая пламенем горелки или паяльной лампы, и удаляют ранее описанными способами. При невозможности удаления указанными способами сломанного винта или шпильки их высверливают и нарезают резьбу следующего ремонтного размера, причем новая шпилька может выполняться ступенчатой.
13. Штифты при разборке соединений выбивают бородками с диаметром рабочего конца несколько меньшим, чем диаметр штифта.
14. Заклепочные соединения разбирают, либо срубая головку заклепки и бородком выбивая стержень, либо засверливая накерненную головку сверлом несколько меньшего диаметра, чем диаметр стержня заклепки, на глубину, равную высоте головки, после чего головку надламывают, а заклепку выбивают бородком.
15. Узлы и механизмы с тяжелыми деталями разбирают с применением грузоподъемных приспособлений или подъемных кранов. Длинные валы разбирают с применением нескольких опор.
16. В процессе разборки производят дефектацию деталей и составляют дефектную (ремонтную) ведомость. Которая поможет в дальнейшем проанализировать поломку, выявить причину и принять меры чтобы исключить дальнейшее появление таких дефектов.

Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Разборка оборудования
Трудоемкость разборочно-сборочных работ составляет свыше 50% от общей трудоемкости ремонта оборудования. Степень и технология разборки машин и оборудования зависят от их конструкции и технического состояния, вида и метода ремонта. При текущем ремонте оборудование разбирают частично, при капитальном − полностью.
При разборке применяют различные оборудование, приспособления и инструмент: стенды, прессы, съемники, гайковерты, ключи и т.д. Многие машины, оборудование, их агрегаты при разборке закрепляют на специальных стендах, конструкция которых зависит от габаритов, массы, устройства и других параметров разбираемых объектов. Конструкция стендов должна обеспечивать безопасность и минимальную трудоемкость работ.
Общие правила разборки.Разбираемые машины или агрегаты должны быть чистыми, для чего их подвергают наружной очистке.
Последовательность разборки должна соответствовать технологической карте или инструкции. Вначале снимают легко повреждаемые и защитные части (электрооборудование, трубопроводы, шланги, кожухи, капоты, тяги и т.п.), затем − самостоятельные узлы и агрегаты, которые моют и разбирают на детали. Некоторые узлы и агрегаты, требующие специфической технологии ремонта (электрооборудование, гидравлическая аппаратура, баки, радиаторы, рамы и т.п.), не разбирают, а направляют на соответствующие рабочие места, где их проверяют и ремонтируют.
Во время разборки и ремонта запрещается разукомплектовывать детали, которые при изготовлении обрабатывают в сборе или балансируют: крышки коренных подшипников с блоком компрессора, крышки шатунов с шатунами, противовесы коленчатых валов, коленчатые валы с маховиками и др. Их метят, связывают проволокой, вновь соединяют болтами и т.д.
При разборке необходимо пользоваться съемниками, приспособлениями и инструментами, которые обеспечивают правильное центрирование деталей и равномерное распределение усилий. Не разрешается ударять стальным молотком или кувалдой по снимаемым или выпрессовываемым подшипникам, втулкам, сальникам и т.д. Для этого при необходимости следует применять наставки, оправки, а также выколотки с более мягкими наконечниками (молотки с медными бойками). Нельзя прикладывать чрезмерные усилия там, где это не предусмотрено технологией. При выпрессовке подшипника из гнезда усилие прикладывают к наружному кольцу, а при спрессовке с вала − к внутреннему. Запрещается выпрессовывать подшипники ударным инструментом.
Крепежные детали (болты, гайки, шайбы и т.д.) нужно укладывать в сетчатые ящики или вновь устанавливать на свои места. Нельзя разукомплектовывать соединения с резьбой повышенной точности (болты крепления крышек шатунов, маховика к коленчатому валу и др.). Во избежание появления трещин при снятии чугунных деталей, закрепленных несколькими болтами, сначала отпускают все болты или гайки на пол-оборота, а затем постепенно отворачивают полностью.
Открытые полости и отверстия, через которые внутрь детали или узла может проникнуть грязь, нужно закрывать крышками и пробками. Детали и агрегаты массой более 20 кг необходимо поднимать и перемещать подъемно-транспортными средствами с надежными захватами.
Разборка резьбовых соединений.На резьбовые соединения приходится 60. 65% трудоемкости разборочных работ (PC). В зависимости от условий эксплуатации PC классифицируют на три группы (табл. 4.6).
Классификация PC в зависимости от условий эксплуатации
| Группа соединений | Местоположение PC в машине и условия эксплуатации | Примеры PC |
| Тяжелая | Снаружи машины в нижней части, работающей в условиях запыления, загрязнения и повышенной коррозии | Крепления колес, стремянок, рессор, редукторов машин и др. |
| Средняя | Снаружи машины в верхней ее части, закрыты кожухами, капотами и т.п. | Крепления головки блока, корпуса сцепления, крышек шестерен силовых агрегатов и др. |
| Легкая | Внутри корпусов, находятся в масляной среде | Крепления крышек коренных подшипников, крышек шатунов, фланцев и стаканов редукторов и др. |
Значение крутящего момента при разборке PC определяют по табл. 4.7.
Значения крутящего момента при разборке PC
| Группа соединений | Момент, Нм при диаметре резьбы, мм | ||||||
| М8 | М10 | М12 | М14 | М16 | М20 | М24 | |
| Тяжелая | До 45 | До 80 | До 190 | До 260 | До 350 | До 600 | До 800 |
| Средняя | До 40 | До 60 | До 180 | До 190 | До 320 | ||
| Легкая | До 35 | До 45 | До 160 | До 180 | До 300 |
Разборку резьбовых соединений производят с помощью ручного и механизированного инструмента. В первом случае используют гаечные ключи (рожковые, торцовые, накидные, коловоротные, трещеточные и др.), отвертки, шпильковерты и\др.
Применение механизированных инструментов (гайковертов, шуруповертов, шпильковертов) в несколько раз повышает производительность труда и улучшает его условия. По типу привода их разделяют на электрические, пневматические и гидравлические, а по конструкции − без фиксированного крутящего момента, с самоостановом двигателя в конце затяжки PC, с механизмом ударного действия, одношпиндельные и многошпиндельные.
Пневматические инструменты по сравнению с другими имеют меньшие массу и реактивный момент, но обладают низкими долговечностью и КПД (7. 11%), создают высокий уровень шума и вибрации.
Машины без фиксированного крутящего момента применяют редко. Машины с регулируемой муфтой позволяют устанавливать заданный крутящий момент. Гайковерты ударного действия имеют меньшую массу и малый реактивный момент по сравнению с таковыми вращательного действия. Их момент затяжки зависит от продолжительности работы, и для обеспечения нужного крутящего момента необходимо регулировать ее. Основные технические характеристики наиболее распространенных гайковертов представлены в таблицах 4.8, 4.9, 4.10.
Техническая характеристика электрических редкоударных гайковертов
| Показатели | ИЭ3112* | ИЭ3115А* | ИЭ3115* |
| Диаметр резьбы для классов прочности, мм: | |||
| 3.6. 6,6 | 24. 48 | 13. 30 | 18. 30 |
| 6,8. 14,9 | 18. 27 | 12. 20 | 12. 20 |
| Наибольший крутящий момент, Нм | 700-1 | ||
| Полезная мощность, Вт | |||
| Переменный ток | Трехфазный | Однофазный | Трехфазный |
| Напряжение, В | |||
| Частота тока, Гц | |||
| Масса (без сменных торцевых головок и кабеля), кг | 12,5 |
Техническая характеристика гайковертов с высокой
| Показатели | ИЭ3113 | ИЭ3114А | ИЭ3116 | ИЭ3117 |
| Наибольший диаметр резьбы, мм | ||||
| Крутящий момент за 3 с, Нм | 6,3 | 6,3 | ||
| Полезная мощность, Вт | ||||
| Переменный ток | Однофазный | Трехфазный | Однофазный | Трехфазный |
| Напряжение, В | ||||
| Частота тока, Гц | ||||
| Масса (без сменных и торцевых головок и кабеля), кг | 3,5 | 3,5 | 3,5 | 3,5 |
Техническая характеристика ударных пневматических гайковертов
| Показатели | ИП3111 | ИП3112А | ИП3113 | ИП3106 | ИП3205 | ИП3207 |
| Наибольший диаметр резьбы, мм | ||||||
| Наибольший крутящий момент, Н м | 800′ 1250 1500 | 800* 1250 1500 | ||||
| Расход сжатого воздуха, м 3 /мин | 0,7 | 0,97 | 0,9 | 0,7 | ||
| Рабочее давление воздуха, МПа | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 |
| Масса (без сменной торцевой головки), кг | 1,9 | 2,2 | 9,5 | 2,6 |
Разборка прессовых соединений.Трудоемкость этих работ составляет 20. 25% от общего объема разборочных. Усилия распрессовки часто значительно превосходят теоретически необходимые, особенно при наличии коррозии соединения. Для разборки прессовых соединений (ПС) применяют съемники, прессы, стенды и приспособления. Они бывают специальные (для снятия определенной детали) и универсальные, ручные и приводные, механические, пневматические, гидравлические и т.д., стационарные и переносные.
Механические и пневматические съемники и приспособления применяют для разборки соединений, не требующих значительных усилий. При больших усилиях ПС разбирают с помощью гидравлических стендов и прессов.
Съемники действуют по принципу захвата снимаемой детали и упора в нее (рис. 4.2). Применяемые при ремонте машин гидравлические стенды и прессы имеют ряд недостатков: малое давление (10. 20 МПа), высокие материалоемкость и энергоемкость и др.
ГОСНИТИ разработан комплект гидрофицированного инструмента высокого давления (до 80 МПа), состоящий из универсальной переносной гидравлической станции, наборов исполнительных механизмов (гидроцилиндров) широкого диапазона усилий (от 1 до 20 т) и набора рабочих органов (съемников, захватов и т.д.).
Универсальная гидравлическая станция ОР-12516-ГОСНИТИ с электрическим приводом состоит из масляного бака, двухпоточного насоса, гидравлической панели, крана управления, электрооборудования и аварийного клапана.
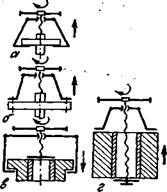
Рис. 4.2. Схема применения съемников: а − с лапками для захвата детали при выпрессовке; б − с лапками, закрепленными на детали для выпрессовки; в − для выталкивания детали; г − для вытаскивания детали
Техническая характеристика ОР-12516-ГОСНИТИ
| Подача, л/мин: | |
| ступени низкого давления | |
| высокого | 1,5 |
| Рабочее давление, МПа | 70±2 |
| Мощность, кВт | 1,5 |
| Вместимость бака, л | |
| Масса, кг |
Для ремонта машин и оборудования на месте их установки (в цехе полевых условиях) разработана переносная гидравлическая станция высокого давления с ручным приводом ОР-12565-ГОСНИТИ (рис. 4.3).
Техническая характеристика ОР-12565-ГОСНИТИ
| Рабочее давление, МПа | |
| Подача насоса, см 3 /ход | |
| Вместимость бака, л | |
| Габаритные размеры, мм | 800x220x300 |
| Масса, кг |
Использование различных комбинаций рабочих органов гидрофицированного инструмента позволяет увеличить производительность труда на разборочно-сборочных работах на 25. 30%.
Съемники, прессы и другое оборудование подбирают по усилию распрессовки с коэффициентом запаса 1,5. .2. Усилие распрессовки обычно больше чем запрессовки на 20. .30% и приближенно определяется по формуле
где РР – усилие распрессовки, кН;
d. – наружный диаметр охватывающей детали (ступицы), мм;
d – номинальный диаметр соединения, мм;
N – натяг в соединении, мм;
L – длина запрессовки (ступицы), мм;
Кр – коэффициент, равный для стали 7,5,чугуна – 4.3.
Ориентировочно это усилие определяют из выражений Рр – 26NL – для стального вала и стальной ступицы, Рр = 15NL – для стального вала и чугунной ступицы.
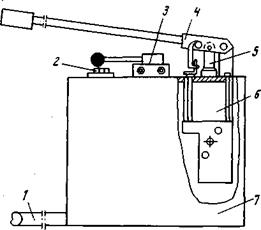
Рис 4.3. Гидростанция высокого давления е ручным приводом: 1 − опора; 2 − заливной патрубок; 3 − кран управления; 4 − рукоятка; 5 − плунжер; 6 − насос высокого давления; 7 − масляный бак
Дефектация деталей
Дефектация − это оценка технического состояния детали с целью определения пригодности ее к дальнейшей работе или необходимости восстановления. При этом руководствуются техническими требованиями на ремонт оборудования каждого вида, в которых указаны краткая характеристика и возможные дефекты деталей, нормальные и допустимые размеры, другие параметры, а также применяемые средства контроля. При отсутствии технических требований руководствуются инструкциями по эксплуатации оборудования и другими документами.
Нормальными называют размеры и другие параметры, соответствующие рабочим чертежам, допустимыми − при которых остаточный ресурс детали не меньше межремонтного ресурса агрегата, и она может быть поставлена на него без восстановления с гарантией удовлетворительной работы до очередного ремонта.
Контролируют обычно только те размеры и параметры, которые могут изменяться при эксплуатации машины. При этом сравнивают фактические значения параметров с их допустимыми значениями. Детали сортируют на пять групп и маркирует краской соответствующего цвета: годные – зеленым, годные в соединении V: новыми – желтым, подлежащие восстановлению на данном предприятии – белым, на специализированном ремонтном – синим, негодные (утиль) – красным.
При дефектации деталей технологического оборудования применяют обычно универсальный измерительный инструмент и специальные приборы. При выборе средства измерения необходимо учитывать его метрологические характеристики (цена и интервал деления шкалы, погрешность и пределы измерения и т.д.), а также допустимую погрешность измерения, которая связана с точностью (допуском) изготовления измеряемого элемента детали. На рис. 4,4 приведена номограмма для выбора средства измерения в зависимости от размера и точности (допуска) изготовления элемента детали. Ряд параметров ремонтируемых соединений и деталей дефектуют с помощью универсальных и специальных приборов. Например, при дефектации радиальных подшипников качения определяют радиальный зазор прибором КИ-1223 (рис. 4.5). Подшипник укладывают торцевой частью на плиту и прижимают конусом. Каретку с индикатором перемещают до соприкосновения его ножки с наружной обоймой подшипника так, чтобы стрелка индикатора повернулась на один-два оборота. В таком положении каретку закрепляют винтовым зажимом. Наружное кольцо подшипника перемещают вдоль оси ножки индикатора сначала в одну сторону, затем в противоположную. По отклонению стрелки индикатора определяют радиальный зазор в подшипнике. Если он выше допустимого, то подшипник бракуют.
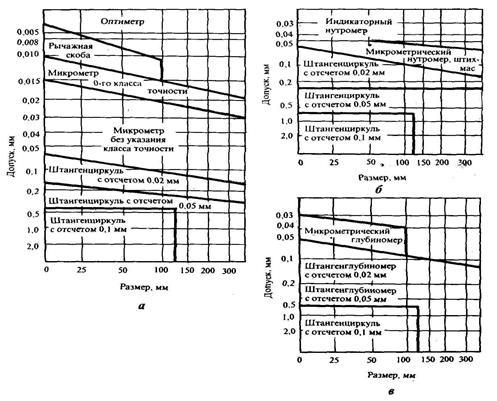
Рис. 4.4. Номограммы для выбора средств измерения: а − валов; б − отверстий; в – глубин
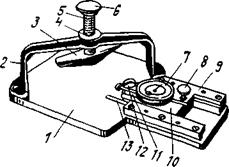
Рис. 4.5. Прибор КИ-1223 для измерения радиального зазора в подшипниках качения: 1 − плита; 2 − мост; 3 − корпус; 4 − втулка; 5 − винт; 6 − головка; 7 − индикатор; 8 − винтовой зажим; 9 − направляющие; 10 − каретка; 11 − планка; 12 − винт; 13 − прямоугольный паз
Дефекты пружин устанавливают осмотром и измерением упругости с помощью приборов МИП-ЮОМ, МИП-10 и других, измеряя усилие, которое нужно приложить к пружине для сжатия (растяжения) ее до длины в рабочем состоянии. Если усилие меньше допустимого, то пружину бракуют.
Дефектацию втулочно-роликовых цепей выполняют с помощью штангенциркуля (рис. 4.6) или приспособлений КИ-1854, КИ-16364 и др. При этом измеряют длину 20 звеньев цепи, предварительно растянутой с усилием 200 Н.
Длина измеряемого участка равна
где L — показания штангенциркуля, мм;
d1 и d2— диаметры крайних роликов, мм.
Если средний шаг больше допустимого, то цель либо ремонтируют, либо выбраковывают.
Параллельность осей валов и отверстий, перпендикулярность плоскостей и осей и другие пространственные параметры деталей определяют с помощью индикаторных приспособлений и оправок.
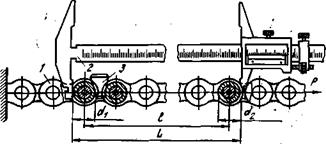
Рис. 4.6. Измерение среднего шага цепи: 1 − цепь; 2 − штангенциркуль; 3 − клин; d,, d2 − диаметры крайних роликов; l − длина измеряемого участка цепи; L – показания штангенциркуля; Р − нагрузка
При дефектации корпусных деталей, емкостей и других сложных деталей определяют их герметичность, наличие трещин, различных невидимых дефектов. Для этого используют методы остукивания, гидравлический, пневматический, капиллярный, магнитный и т.д.
Гидравлический и пневматический методы применяют для контроля герметичности полых деталей (баков, радиаторов и т.д.). При этом в полость нагнетают, например, воду под давлением 0,3−0,5 МПа и выдерживают 3,5 мин. Течь воды и падение давления указывают на наличие трещин и других повреждений.
Из капиллярных наиболее прост цветной способ: очищенную деталь смачивают в течение 10. .30 мин керосином и вытирают досуха. Затем на поверхность наносят тонкий слой мела. После высыхания меловой обмазки керосин, выходя из трещины (капилляра), смачивает и окрашивает обмазку, показывая дефект.
При магнитном способе деталь намагничивают дефектоскопом (типа МК, МД, ПМД и т.д.) и посыпают мелким железным порошком. В месте трещины порошок скапливается и по нему определяют ее границы. Так проверяют, например, коленчатые валы компрессоров, двигателей.
Комплектование деталей включает в себя сортирование, подбор для сборки соединений в соответствии с техническими требованиями, комплектование по номенклатуре и числу в соответствии с принадлежностью к агрегатам и узлам, раскладку в тару, доставку комплектов на место сборки.
При ремонте технологического оборудования на перерабатывающих предприятиях применяют, как правило, штучный подбор, который заключается в том, что к одной детали с каким-то размером подбирают вторую деталь соединения исходя из допустимого при их сборке зазора или натяга.
Селективный (групповой) подбор применяю! на специализированных ремонтных предприятиях. Сущность его в том, чго соединяемые детали после обработки и контроля предварительно соршрукн на размерные группы, клеймят или помечают красками. При сборке соединении используют летали одной группы.
Дата добавления: 2016-12-08 ; просмотров: 6336 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник