Разборка ремонт сборка оборудования




Разборка оборудования и его узлов
Перед разборкой оборудования необходимо ознакомиться с технической документацией на машины и аппараты, паспортами, кинематическими, электрическими схемами, описаниями. После этого намечается план разборки, проводится инструктаж ремонтников, подбираются необходимые инструменты и приспособления, защитные средства.
Разборку начинают со снятия ограждений, кожухов, крышек, щитков. Снимаются приводные ремни, цепи, разъединяются муфты. Электроприводы отключаются от сети. На рубильники, пускатели, контакторы вешаются таблички, предупреждающие о ремонте и запрещающие включение электрооборудования в сеть.
При разборке узлов на детали следует помечать взаимное расположение сопрягаемых или стыкующихся деталей для того, чтобы облегчить послеремонтную сборку и наладку оборудования, трубопроводов и схем.
Помечать детали можно различными способами:
бирками из картона или фанеры, на которых пишется наименование детали, номер чертежа, обозначение сопрягаемой детали и, при необходимости, вносятся иные пометки;
красками, которыми наносятся условные знаки на сопрягаемые детали;
цифрами и буквами, наносимыми на неработающие поверхности деталей;
отпечаткой резиновым штампом, смоченным в водном растворе 20%-ной уксусной кислоты, 40%-ной азотной кислоты. После некоторой выдержки (1,5-2,6 мин) излишки кислоты с детали удаляют, поверхность нейтрализуют 10%-ным раствором кальцинированной соды. Могут использоваться и комбинированные способы.
Существуют разные приемы разборки основных видов соединений.
Резьбовые соединения. Используются гаечные ключи различных типов. Ключи следует подбирать по размеру гаек и головок болтов. Зазор между губкой ключа и гранями гайки должен составлять не более 0,8 мм. Шпильки удаляют, наворачивая гайку и контргайку, а затем выворачивают ключом.
Поврежденные шпильки, болты выворачивают путем:
приварки к выступающей части стержня или гайки;
прорезания шлица под отвертку на выступающей части шпильки, когда стержень выступает на небольшую длину. Используется при диаметрах резьбы от 4 до 12 мм;
высверливания сломанной части шпильки болта сверлами меньшего диаметра для того, чтобы не повредить резьбы в отверстии основной детали;
высверливания в оставшейся части шпильки или болта отверстия и нарезания в нем резьбы, куда вворачивается новый болт или специальный резьбовой рычаг. Метод в основном используется для выворачивания отломанных частей шпилек или болтов большого диаметра (свыше 16 мм);
совместного высверливания шпильки, болта и прилегающей части материала основной детали. В основной детали нарезается новое резьбовое отверстие большего диаметра или вставляется резьбовая втулка с внутренним резьбовым отверстием, соответствующим высверленной шпильке.
Фланцевые соединения. Разъединяются с помощью зубила, клина, забиваемых между фланцами легкими ударами молотка, или с помощью приспособления, показанного на рис. 2. К упорному винту съемника крепится клин, лапы заводятся в болтовые отверстия и при вращении винта клин распирает фланцы.
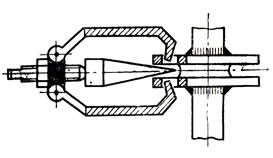
Рис. 2. Приспособление для разъединения фланцев
Для облегчения разъединения фланцев по ним постукивают легкими ударами молотка.
Подшипниковые узлы. Разбираются с помощью съемников или прессов. При съеме подшипников с вала лапы съемника следует закреплять на внутреннем кольце (рис. 3), а при выпрессовке из корпуса на наружном кольце подшипника. При необходимости подшипник нагревают, однако следует помнить, что применение открытого пламени запрещается.
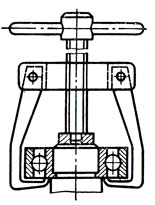
Рис. 3. Приспособление для съема подшипников
Для нагрева используют горячее машинное масло (130-160°С), цилиндровое масло или глицерин (300-320°С), которым поливают из лейки подшипник или наружную часть подшипникового корпуса.
Для съема подшипников можно использовать выколотку из мягкого металла, молоток и переходную съемную втулку (рис. 4). Ударять молотком по обоймам подшипника не разрешается.
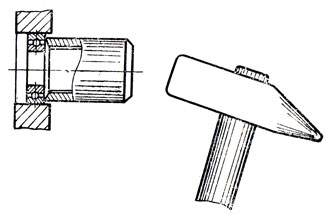
Рис. 4. Использование выколотки для съема подшипников
После разборки детали подвергают очистке и мойке для удаления с них технологических остатков полупродуктов, грязи и продуктов коррозии. Для мойки широко используют органические растворы (керосин, бензин); растворяюще-эмульгирующие средства (эмульсин, лабомид-312, AM-15); слабые растворы серной и соляной кислот. Целесообразно очистку и мойку деталей проводить последовательно в двух ваннах — грязной и чистой (окончательной) мойки. Детали после мойки обмывают теплой водой и протирают.
Подшипники качения после тщательной мойки в керосине или солярке промывают в бензине и обдувают сжатым воздухом. Подшипники хорошо отмываются в горячем масле при температуре 80-90°С.
Источник
Разборка ремонт сборка оборудования
Работы по ремонту оборудования делятся на два этапа: подготовительный и ремонтный.
На первом, подготовительном, этапе проводят наружный предремонтный осмотр для уточнения ранее выявленного объема ремонтных работ, готовят техническую документацию (технологические карты, рабочие чертежи оборудования, альбомы деталей и т. п.), материалы, инструменты, приспособления и запасные детали и определяют состав ремонтных бригад.
На втором, ремонтном, этапе проводят собственно ремонтные работы в соответствии с технологическим процессом, который разрабатывают на основе технологических карт, составленных заводом-изготовителем или ремонтными организациями, а также с учетом вида и метода ремонта и технических возможностей ремонтных мастерских (завода).
Ремонт оборудования состоит из таких операций, как:
- разборка оборудования – разъединение неподвижных и подвижных частей, очистка и промывка разобранных деталей, контроль и дефектация деталей;
- ремонт – подтягивание ослабленных частей, крепление поврежденных деталей, регулирование сопряжений, восстановление чистоты, формы, размеров и утраченных механических свойств деталей, замена деталей, которые нецелесообразно восстанавливать;
- сборка узлов и машин в целом;
- регулирование всех частей механизмов, опробование на холостом ходу и под нагрузкой, шпаклевка, окраска и прием оборудования после ремонта.
Подготовка машины к ремонту включает в себя:
- определение всех неисправностей машины путем тщательного осмотра, проверки на точность, анализа записей в журналах механика и ремонтных слесарей, опроса персонала, обслуживающего машину. Это предварительное установление объема ремонтных работ;
- ознакомление с устройством машины, назначением и взаимодействием ее механизмов, узлов и деталей путем технического обследования машины и ознакомления с относящимися к ней техническим паспортом, инструкциями и чертежами;
- установление последовательности разборки машины в целом и отдельных ее механизмов;
- заготовку необходимых для разборки и ремонта инструментов, приспособлений, сменных деталей и узлов;
- подготовку площадки для работы около машин или в другом месте;
- наружную очистку механизмов, агрегатов и станины машины от пыли, грязи, стружки, охлаждающей жидкости;
- отключение машины от электрической сети и пневматической системы, слив из резервуаров в специальные емкости масла и охлаждающей жидкости. Во избежание непроизвольного включения машины во время разборки или ремонта с нее снимают приводные ремни, рассоединяют муфту на валу двигателя, вывешивают табличку «Не включать – ремонт».
На ремонтном предприятии после приемки машины выполняют операции по подготовке ее к разборке. Перед поступлением в цех машина проходит тщательную наружную мойку, которая позволяет обеспечить качественную приемку машины в ремонт и дать предварительную оценку ее техническому состоянию, исключить загрязнение производственных помещений, особенно участка разборки, и облегчить разборку. В условиях ремонтного производства машины моют вручную с использованием щеток, скребков, лопаток и других простейших приспособлений и в моечных камерах. Ручной способ очень трудоемок и малоэффективен и может использоваться в условиях небольших ремонтных предприятий. Наиболее часто машины моют струей воды, подогретой до 80–90 °C.
Мойка машин в моечных камерах выполняется на крупных ремонтных предприятиях. Машину помещают в специальную камеру, оборудованную системой водоподводящих трубок и насадок. Воду или раствор едкого натра подают одновременно со всех сторон. Моющая жидкость поступает в камеру подогретой.
При мойке машин большое значение имеет предохранение окружающей среды от загрязнения ее нефтепродуктами и другими веществами, содержащимися в сточных водах. С этой целью посты мойки машин оборудуют грязеотстойниками и маслобензиноуловителями, в которых твердые частицы оседают на дно отстойника, а нефтепродукты собираются в верхней части резервуара, а затем удаляются по специальному трубопроводу в накопитель. По мере накопления остатков в отстойнике их периодически удаляют. Собранные в накопителе нефтепродукты отправляют на переработку для дальнейшего использования. Очищенная механическим способом вода сливается в канализационную сеть.
Кроме разового водоиспользования при мойке машин могут применять системы повторного, или оборотного, водоснабжения. При такой системе водоснабжения из сборника-резервуара сточная вода поступает в фильтры, где очищается от взвешенных частиц. Нефтепродукты в этом случае обычно удаляют посредством коагуляции (это процесс превращения нефтепродуктов в хлопья, выпадение их в осадок). Очищенная таким образом вода используется повторно для мойки машин.
После мойки машины сушат естественным способом, однако для ускорения можно использовать обдувку машины сжатым воздухом.
Разборка оборудования
Машину разбирают в последовательности, предусмотренной технологическим процессом как для машины в целом, так и для отдельных механизмов, агрегатов и узлов. При разборке с машины снимают целые узлы, причем в первую очередь препятствующие снятию других сборочных единиц, строго соблюдая при этом правила техники безопасности. Затем отдельные узлы разбирают на подузлы и детали. Необходимость разборки того или иного узла определяется видом и задачами ремонта.
Разборке подлежит лишь агрегат или узел, предназначенный для ремонта, поскольку при разборке нарушаются необходимая плотность соединений с натягом и приработка подвижных деталей. Только капитальный ремонт требует полной разборки машины.
В процессе разборки сложных и ответственных механизмов и узлов следует составлять их схемы и делать зарисовки с целью облегчения последующей сборки.
Разборку следует начинать со снятия кожухов, крышек, защитных щитков, ограждений и т. п. для открытия доступа к разбираемым агрегатам и узлам.
Крупные детали укладывают на подставки возле ремонтируемой машины.
Детали каждого разбираемого механизма или узла складывают в отдельные ящики, следя за тем, чтобы не испортить обработанные поверхности деталей.
Для облегчения последующей сборки узла его детали помечают различными способами: накерниванием, бирками, клеймами, нанесением риски и т. д.
При необходимости соблюдения точного взаимного расположения деталей на них ставят соответствующие метки. При разборке гидро- или пневмосистем должны помечаться все трубопроводы и места их подсоединения на элементах системы.
Разборка должна вестись соответствующими инструментами и приспособлениями, использование которых исключает порчу годных деталей. При невозможности применения съемников и вынужденном использовании молотка или кувалды удары следует наносить по деталям через прокладку или выколотку из мягкого металла, пластмассы, дерева.
С целью облегчения снятия насаженной с натягом детали ее можно нагревать горячим маслом, паром, огнем, а охватываемую деталь охлаждать с помощью твердой углекислоты или жидкого воздуха.
Для снятия с валов посаженных с натягом шкивов, звездочек, зубчатых колес, подшипников и других аналогичных деталей следует пользоваться приспособлениями: двух- и трехзахватными съемниками различных типоразмеров (рис. 20.1, а); винтовыми, рычажно-реечными и гидравлическими прессами (рис. 20.1, б); винтовыми приспособлениями различных конструкций (рис. 20.1, в, г); гидравлическими съемниками (рис. 20.1, д), где плунжерный насос 3 нагнетает масло в цилиндр 2 для перемещения поршня 1, производящего выпрессовку детали. В зависимости от назначения приспособления могут быть специальными, предназначенными для снятия какой-либо определенной детали, и универсальными, позволяющими снимать различные детали.

Рис. 20.1. Съемные приспособления
а – двухзахватный съемник; б – винтовой пресс; в – специальный винтовой съемник; г – цанговый съемник; д – гидравлический съемник
Резьбовые соединения разбирают с помощью гаечных и специальных ключей различных конструкций, отверток, шпильковерток, механизированного инструмента с электро- или пневмоприводом, инерционно-ударного типа. При полной разборке узла крепежные детали складывают в специальный ящик, а при частичной разборке детали после снятия вставляют в предназначенные для них отверстия.
Неподдающееся из-за коррозии разборке резьбовое соединение погружают в керосин или смачивают керосином и разбирают по прошествии нескольких часов. Резьбу с забоинами на концах болтов или шпилек запиливают трехгранным напильником. При невозможности отвинтить гайку обычным способом ее отвинчивают с помощью зубила и молотка, отрезают ножовкой или газовым пламенем вместе с концом болта с последующей заменой гайки и болта.
Источник
Технологический процесс ремонта оборудования
Общая характеристика производственного процесса ремонта оборудования
Производственный процесс ремонта оборудования состоит из подготовительных, основных технологических и сопутствующих процессов.
Технологические процессы ремонта, несмотря на большое разнообразие оборудования, обычно представляются в общей структуре производственного процесса в такой последовательности:
1) приемка в ремонт;
2) наружная очистка и мойка оборудования;
3) разборка оборудования на агрегаты, сборочные единицы и детали;
4) мойка сборочных единиц и деталей;
5) контроль и дефектовка деталей;
6) ремонт деталей;
7) комплектование сборочных единиц и агрегатов;
8) сборка, регулировка, обкатка и испытание агрегатов;
9) сборка, регулировка, обкатка и испытание оборудования целиком;
10) окраска оборудования;
11) сдача отремонтированного оборудования в эксплуатацию.
Степень расчлененности производственного процесса ремонта оборудования зависит от его конструкции, программы ремонта, состояния ремонтной базы предприятия и его возможностей по привлечению специализированных ремонтных предприятий.
Прием оборудования, не являясь чисто технологической операцией, имеет существенное значение в общем производственном процессе ремонта. Поэтому она должна выполняться в соответствии с официальными, согласованными техническими условиями (ТУ), заранее известными и ремонтникам и собственникам оборудования. В ТУ на ремонт излагаются все основные требования, которым должны удовлетворять оборудование, узлы, агрегаты, поступающие в ремонт: наличие технической и сопроводительной документации (паспорта, акты и др.); состояние внешнего вида; комплектность; допустимые механические и другие повреждения; состояние окраски, креплений и т. п.; наличие и отсутствие рабочих жидкостей и др.
Приемка оборудования должна оформляться соответствующим актом, подписанным представителями ремонтирующей и эксплуатирующей оборудование организаций (подразделений предприятия, если ремонт производится собственными силами).
Подготовка к ремонту оборудования начинается с контроля его технического состояния. По результатам контроля рекомендуется составлять предварительную дефектную ведомость, представляющую собой документ установленной (или произвольной) формы, в котором приводится перечень деталей, узлов, предположительно подлежащих ремонту, замене. Здесь же указываются объемы, трудоемкость и стоимость ремонтных работ. На основании предварительной дефектной ведомости составляются или уточняются ТУ на ремонт деталей, узлов, проектируются технологические процессы ремонта деталей, специальные инструменты, приспособления. В процессе разборки оборудования, определения истинного состояния его составных частей предварительная дефектная ведомость уточняется, дополняется и после утверждения становится окончательной, рабочей.
По существу дефектная ведомость является документом, основой проектирования (или корректировки) производственного процесса ремонта оборудования, которое включает в себя разработку технологических процессов и технических условий на каждый вид работ, составление технических заданий на разработку конструкций нестандартного оборудования, оснастки и т. п. Основу подготовки и реализации производственного процесса ремонта оборудования составляет его технологическая подготовка.
Разборка оборудования
Разборка оборудования является начальным этапом производственного процесса ремонта. Правильная организация и высокое качество выполнения разборочных работ оказывают значительное влияние на продолжительность, трудоемкость и качество ремонта.
В зависимости от характера износа и повреждения деталей оборудования и номенклатуры деталей, требующих дефектации, ремонта или замены, разборка может быть частичная (с различной глубиной) или полная. Частичная разборка имеет место при текущем и среднем ремонтах, полная — при капитальном ремонте.
Исходной документацией для проектирования технологического процесса разборки являются:
— руководство по ремонту;
— руководство по эксплуатации;
— нормы времени на выполнение отдельных операций, приемов, переходов.
Рабочей документацией для разборки являются:
— руководство по ремонту.
Технологические карты и схемы разборки устанавливают последовательность и уровень глубины разборки. В технологической карте указываются:
1) последовательность операций, переходов, приемов (в повелительном наклонении);
2) применяемое оборудование, инструмент, приспособления;
3) основные технические условия, которые необходимо выполнять при разборке: требования к комплектации; требования к необезличиванию; указания о нанесении меток, рисок или других пометок, используемых при последующей сборке; указание об удалении смазок; технологические усилия, моменты, направления приложения сил и т. п.; порядок откручивания крепежных деталей и др.;
4) нормы времени на операции, приемы.
Схемы разборки составляются в случае ремонта сложного или нового для данного предприятия оборудования, а также в случае недостаточной квалификации ремонтных рабочих.
Детали и сборочные единицы показывают на схеме условными обозначениями. На рис. 6.3 даны условные обозначения детали и сборочной единицы.


Рис. 6.3. Условное обозначение детали и сборочной единицы:
1 — наименование детали или сборочной единицы по спецификации сборочного чертежа или каталогу; 2— цифровое обозначение (код) детали или сборочной единицы по спецификации сборочного чертежа или каталогу; 3 — количество снимаемых с изделия деталей или сборочных единиц при выполнении данной операции или перехода
Схема разборки изделия представляет собой иерархическое дерево состояний объекта разборки (рис. 6.4). Составляется схема слева направо от изделия в сборе до базовой детали (базовой сборочной единицы).
Схема разборки используется также для сборки изделия. В этом случае последовательность сборки определяется движением по схеме справа налево.
Для обеспечения требуемого качества разборочных работ необходимо, чтобы рабочие знали и соблюдали основные требования и правила:
1. Слесари, выполняющие разборку оборудования, должны хорошо знать его конструкцию и принцип действия.
2. Разборку следует вести строго по схеме или карте, а при их отсутствии — в таком порядке:
— сначала изделие разделяют на составные части — крупные сборочные единицы;

— одновременно с этим с изделия снимают детали, не входящие ни в одну составную часть (крышки, кожухи, ремни и др.);
— затем составные части разбирают на более мелкие сборочные единицы и крупные детали;
— мелкие сборочные единицы разбирают, по мере надобности, на детали (при участии в процессе разборки нескольких рабочих разборка мелких сборочных единиц может происходить параллельно).
3. Применение приемов и инструмента, приводящих к повреждению деталей, недопустимо.
4. Сборочные единицы, требующие специфическую технологию ремонта, после снятия с оборудования должны направляться в ремонт в комплектном виде.
5. Все крепежные детали следует складывать и хранить на время ремонта отдельно от других деталей по возможности, видам и размерам.
6. Детали, которые при изготовлении обрабатывают в сборе (совместно), а также приработавшиеся во время эксплуатации и годные к дальнейшей работе, не следует разукомплектовывать.
7. При разборке следует соблюдать чистоту, монтажные метки и риски тщательно оберегать от уничтожения.
8. При разборке необходимо пользоваться исправным инструментом. Инструмент и приспособления должны соответствовать технологическим требованиям (универсальный или специальный, размер, номер, материал и др.).
9. Крупные и тяжелые сборочные единицы и детали следует снимать и перемещать с использованием грузоподъемных механизмов.
10. Слесари должны хорошо знать способы выполнения разборочных операций и владеть приемами таких работ, как: разъединение плотных и прессованных сопряжений; разъединение корродированных резьбовых соединений; удаление поломанных (срезанных) пальцев, шпилек, болтов и др.
Источник