Технологический процесс ремонта оборудования
Общая характеристика производственного процесса ремонта оборудования
Производственный процесс ремонта оборудования состоит из подготовительных, основных технологических и сопутствующих процессов.
Технологические процессы ремонта, несмотря на большое разнообразие оборудования, обычно представляются в общей структуре производственного процесса в такой последовательности:
1) приемка в ремонт;
2) наружная очистка и мойка оборудования;
3) разборка оборудования на агрегаты, сборочные единицы и детали;
4) мойка сборочных единиц и деталей;
5) контроль и дефектовка деталей;
6) ремонт деталей;
7) комплектование сборочных единиц и агрегатов;
8) сборка, регулировка, обкатка и испытание агрегатов;
9) сборка, регулировка, обкатка и испытание оборудования целиком;
10) окраска оборудования;
11) сдача отремонтированного оборудования в эксплуатацию.
Степень расчлененности производственного процесса ремонта оборудования зависит от его конструкции, программы ремонта, состояния ремонтной базы предприятия и его возможностей по привлечению специализированных ремонтных предприятий.
Прием оборудования, не являясь чисто технологической операцией, имеет существенное значение в общем производственном процессе ремонта. Поэтому она должна выполняться в соответствии с официальными, согласованными техническими условиями (ТУ), заранее известными и ремонтникам и собственникам оборудования. В ТУ на ремонт излагаются все основные требования, которым должны удовлетворять оборудование, узлы, агрегаты, поступающие в ремонт: наличие технической и сопроводительной документации (паспорта, акты и др.); состояние внешнего вида; комплектность; допустимые механические и другие повреждения; состояние окраски, креплений и т. п.; наличие и отсутствие рабочих жидкостей и др.
Приемка оборудования должна оформляться соответствующим актом, подписанным представителями ремонтирующей и эксплуатирующей оборудование организаций (подразделений предприятия, если ремонт производится собственными силами).
Подготовка к ремонту оборудования начинается с контроля его технического состояния. По результатам контроля рекомендуется составлять предварительную дефектную ведомость, представляющую собой документ установленной (или произвольной) формы, в котором приводится перечень деталей, узлов, предположительно подлежащих ремонту, замене. Здесь же указываются объемы, трудоемкость и стоимость ремонтных работ. На основании предварительной дефектной ведомости составляются или уточняются ТУ на ремонт деталей, узлов, проектируются технологические процессы ремонта деталей, специальные инструменты, приспособления. В процессе разборки оборудования, определения истинного состояния его составных частей предварительная дефектная ведомость уточняется, дополняется и после утверждения становится окончательной, рабочей.
По существу дефектная ведомость является документом, основой проектирования (или корректировки) производственного процесса ремонта оборудования, которое включает в себя разработку технологических процессов и технических условий на каждый вид работ, составление технических заданий на разработку конструкций нестандартного оборудования, оснастки и т. п. Основу подготовки и реализации производственного процесса ремонта оборудования составляет его технологическая подготовка.
Разборка оборудования
Разборка оборудования является начальным этапом производственного процесса ремонта. Правильная организация и высокое качество выполнения разборочных работ оказывают значительное влияние на продолжительность, трудоемкость и качество ремонта.
В зависимости от характера износа и повреждения деталей оборудования и номенклатуры деталей, требующих дефектации, ремонта или замены, разборка может быть частичная (с различной глубиной) или полная. Частичная разборка имеет место при текущем и среднем ремонтах, полная — при капитальном ремонте.
Исходной документацией для проектирования технологического процесса разборки являются:
— руководство по ремонту;
— руководство по эксплуатации;
— нормы времени на выполнение отдельных операций, приемов, переходов.
Рабочей документацией для разборки являются:
— руководство по ремонту.
Технологические карты и схемы разборки устанавливают последовательность и уровень глубины разборки. В технологической карте указываются:
1) последовательность операций, переходов, приемов (в повелительном наклонении);
2) применяемое оборудование, инструмент, приспособления;
3) основные технические условия, которые необходимо выполнять при разборке: требования к комплектации; требования к необезличиванию; указания о нанесении меток, рисок или других пометок, используемых при последующей сборке; указание об удалении смазок; технологические усилия, моменты, направления приложения сил и т. п.; порядок откручивания крепежных деталей и др.;
4) нормы времени на операции, приемы.
Схемы разборки составляются в случае ремонта сложного или нового для данного предприятия оборудования, а также в случае недостаточной квалификации ремонтных рабочих.
Детали и сборочные единицы показывают на схеме условными обозначениями. На рис. 6.3 даны условные обозначения детали и сборочной единицы.


Рис. 6.3. Условное обозначение детали и сборочной единицы:
1 — наименование детали или сборочной единицы по спецификации сборочного чертежа или каталогу; 2— цифровое обозначение (код) детали или сборочной единицы по спецификации сборочного чертежа или каталогу; 3 — количество снимаемых с изделия деталей или сборочных единиц при выполнении данной операции или перехода
Схема разборки изделия представляет собой иерархическое дерево состояний объекта разборки (рис. 6.4). Составляется схема слева направо от изделия в сборе до базовой детали (базовой сборочной единицы).
Схема разборки используется также для сборки изделия. В этом случае последовательность сборки определяется движением по схеме справа налево.
Для обеспечения требуемого качества разборочных работ необходимо, чтобы рабочие знали и соблюдали основные требования и правила:
1. Слесари, выполняющие разборку оборудования, должны хорошо знать его конструкцию и принцип действия.
2. Разборку следует вести строго по схеме или карте, а при их отсутствии — в таком порядке:
— сначала изделие разделяют на составные части — крупные сборочные единицы;

— одновременно с этим с изделия снимают детали, не входящие ни в одну составную часть (крышки, кожухи, ремни и др.);
— затем составные части разбирают на более мелкие сборочные единицы и крупные детали;
— мелкие сборочные единицы разбирают, по мере надобности, на детали (при участии в процессе разборки нескольких рабочих разборка мелких сборочных единиц может происходить параллельно).
3. Применение приемов и инструмента, приводящих к повреждению деталей, недопустимо.
4. Сборочные единицы, требующие специфическую технологию ремонта, после снятия с оборудования должны направляться в ремонт в комплектном виде.
5. Все крепежные детали следует складывать и хранить на время ремонта отдельно от других деталей по возможности, видам и размерам.
6. Детали, которые при изготовлении обрабатывают в сборе (совместно), а также приработавшиеся во время эксплуатации и годные к дальнейшей работе, не следует разукомплектовывать.
7. При разборке следует соблюдать чистоту, монтажные метки и риски тщательно оберегать от уничтожения.
8. При разборке необходимо пользоваться исправным инструментом. Инструмент и приспособления должны соответствовать технологическим требованиям (универсальный или специальный, размер, номер, материал и др.).
9. Крупные и тяжелые сборочные единицы и детали следует снимать и перемещать с использованием грузоподъемных механизмов.
10. Слесари должны хорошо знать способы выполнения разборочных операций и владеть приемами таких работ, как: разъединение плотных и прессованных сопряжений; разъединение корродированных резьбовых соединений; удаление поломанных (срезанных) пальцев, шпилек, болтов и др.
Источник
Технологический процесс разборки
ТЕМА 9. РАЗБОРКА АВТОМОБИЛЕЙ И АГРЕГАТОВ
Общие сведения
Разборка– это один из ответственных технологических процессов ремонта автомобилей. От качества работ по разборке автомобилей и их агрегатов зависит количество деталей, используемых повторно. Разборочный процесс дает АРП около 70% деталей для повторного их использования при КР автомобилей без их ремонта или после восстановления. Количество годных и трудоемкость восстановления изношенных деталей во многом зависит от организации и технологии разборочных работ. Трещины, пробоины, погнутость, обломы, срыв резьбы и другие дефекты в деталях появляются часто в результате плохой технологии разборки или нарушений технологических приемов разборки.
Годные детали обходятся авторемонтному производству в 6…10% от номинальной цены, отремонтированные – в 30…40%, а замена деталей новыми – в 110…150%.
Разборка– это процесс разъединения агрегатов и автомобилей на детали. Разборочный процесс представляет собой совокупность различных операций по разъединению всех объектов ремонта до деталей в определенной последовательности.
Разборочный процесс включает в себя следующие виды работ:
— подъемно-транспортные по перемещению объектов ремонта;
От общей трудоемкости этих работ на долю собственно разборочных работ приходится 60…65%.
Разборка автомобиля приКР производится по следующей схеме:
— общая разборка на агрегаты, узлы и детали;
— разборка агрегатов на узлы и детали;
— разборка узлов и сборочных единиц на детали.
Стратегия разборки зависит от конструкции автомобиля и его составных частей, а также от степени и глубины ремонтного воздействия. Последовательность разъединения разборочных единиц может быть одновариантной для простых единиц (снятие подшипника, откручивание болта и др.) и многовариантной для сложных. Поэтому возникает задача выбора оптимального варианта технологического процесса разборки, обеспечивающего высокое качество (сохранность деталей) работ при минимальных затратах труда и средств.
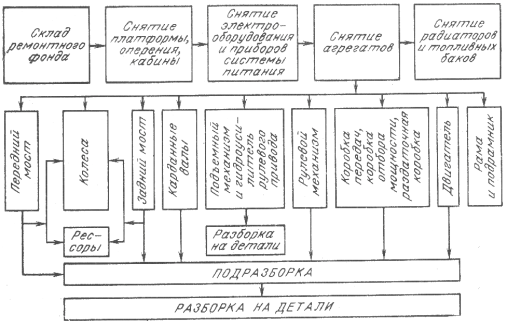 |
Разборка автомобилей начинается со снятия капота, кузова, оперения, топливных баков, радиаторов, приборов, электрооборудования и топливной аппаратуры. Затем отсоединяются механизмы управления и пуска двигателя, сцепления, рулевого управления, управления тормозами и др. После этого с рамы снимают двигатель, коробку передач и т.д. В последнюю очередь отсоединяют ходовую часть автомобиля и на месте разборки остается одна рама. На рис. 9.1. представлена схема процесса разборки автомобиля.
Рис. 9.1. Схема разборки автомобиля.
Виды разборки
На разборочный процесс существеннее влияние оказывает его организация. Разборка в зависимости от объема производства может быть организована на стационарных постах илина поточных линиях.
На рис. 9.2. представлены схематично основные организационные формы разборки.
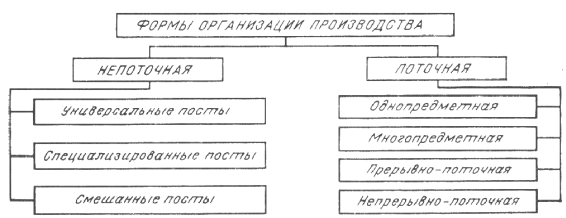 |
Рис. 9.2. Формы организации разборочного процесса.
Стационарный пост — это часть производственной площади, предназначенной для выполнения определенных операций технологического процесса, на которой имеется необходимое оборудование, приспособления и инструмент. На посту может быть одно или несколько рабочих мест. Рабочим местом называется зона трудовой деятельности одного или нескольких рабочих. Отдельная единица оборудования, обслуживаемая одним или несколькими рабочими, считается одним рабочим местом (например: стенд для разборки двигателя).
При разборке на поточных линиях рабочим местом считается каждая позиция конвейера независимо от числа рабочих на этой позиции.
При непоточной организации разборка может быть организована на универсальных, специализированных или смешанных постах.
При организации разборочного процесса на потоке объекты ремонта могут быть неподвижны либо перемещаться на конвейере. Поточные линии могут быть: одно- и многопредметными; прерывно-поточными; непрерывно-поточными.
При поточном способе оборудование и рабочие посты располагаются последовательно друг за другом в порядке выполнения операций технологического процесса. Причем последовательность и объем операций, количество рабочих на постах, такие, что за определенный промежуток времени, равный такту поточной линии, разбирается одно изделие.
Поточный способ разборки автомобилей на агрегаты осуществляется на конвейерах, а разборку агрегатов на узлы и детали проводят на стендах, эстакадах или конвейерах.
Поточная форма организации разборки является наиболее прогрессивной. Она позволяет:
— увеличить производительность труда разборщиков до 20%;
— увеличить интенсивность использования технологической оснастки до 50%;
— улучшить качество разборки и снизить себестоимость разборочных работ;
— сосредоточить одноименные операции разборки на специализированных постах;
— сократить количество одноименных инструментов до 30%.
На предприятиях с разномарочной небольшой программой по капремонту целесообразно применять многопредметные поточные линии, которые подразделяются на переменно-поточные и групповые. Однако переменно-поточные организации разборки более сложная, т.к. необходим ступенчатый выход специализированных рабочих, большой запас агрегатов и т.д.
Групповая поточная линия приспособлена для одновременного выполнения работ по разборке агрегатов разных наименований с последовательным чередованием их в зависимости от наличия ремонтного фонда и потребности в объектах для сборки.
Одной из разновидностей поточной формы организации разборочного процесса является применение многопредметной поточной линии. Они приспособлены для разборки одинаковых агрегатов и узлов автомобилей, разных марок, имеющих общность по технологическим условиям разборки. Такие линии целесообразно применять на АРП с небольшой разномарочной программой по капремонту,
На крупных специализированных АРП разборочный процесс целесообразно организовывать на однопредметных поточных линиях.
Основным условием улучшения технико-экономических показателей разборочного процесса, повышения его эффективности и качества труда разборщиков является механизация и автоматизация операций разборки.
На тех участках разборки, где уровень механизации невысок, эффективен путь широкого внедрения на всех этапах разборки таких механизированных средств , как электро- и пневмоинструмент, пневмосъемники, внедрение их в производство осуществляется практически без перестройки технологического процесса иможет осуществляться за короткий промежуток времени.
Однако механизация только отдельных операций повышает производительность труда в среднем на 5-6% в год, в то время как комплексная механизация обеспечивает рост производительности труда в 2-2,5 раза.
Дальнейшее направление повышения эффективности разборочных работ это совершенствование методов разборочных работ при КР автомашин на основе автоматизации с применением роботов.
Средства разборки
Средства технологического оснащения разборки включают в себя технологическое оборудование, оснастку, приспособления и инструмент.
Технологическое оборудование — это средства технологического оснащения, в которых для выполнения определенного технологического процесса размещается ремфонд, средства воздействия на него и технологической оснастки.
Технологическая оснастка — это средства, дополняющие технологическое оборудование для выполнения определенной части техпроцесса разборки.
Приспособленияпредназначены для установки или направления предмета труда или инструмента при выполнении определенной операции разборки.
Инструмент предназначен для воздействия на предмет труда с целью изменения его состояния.
Разборочные работы являются очень трудоемкими, поэтому важной задачей ремонтного производства является максимально возможная механизация, применение подъемно-транспортных средств, разборочных стендов, прессов, съемников и др. приспособлений, повышающих производительность, обеспечивающих сохранность деталей и повышающих чистоту и общую культуру производства.
На современных ремонтных предприятиях применяются следующие средства технологического оснащения:
1. Универсальный инструмент (ключи гаечные и для шпилек, отвертки, пассатижи, бородки, зубила, съемники и др.).
2. Ручные машины (гайко-, шпилько- и шуруповерты электрические или пневматические).
3. Подъемно-транспортные механизмы и машины (лебедки, тали, домкраты, подъемники, краны, конвейеры, чалки, стропы).
4. Специализированный инструмент.
Домкраты представляют собой простейшие грузоподъемные механизмы и предназначены для подъема ремонтируемых изделий на высоту 200. 400 мм. Они бывают реечные , винтовые и гидравлические.
Подъемники — грузоподъемные машины прерывного действия для подъема ремонтируемых машин и агрегатов на грузонесущих устройствах перемещающихся по жестким вертикальным направляющим. Они бывают гидравлические и пневматические.
Краныразделяются на мостовые, козловые, поворотные, консольные и штабелеры.
Ручные машины при разборке используют с электрическим, пневматическим или гидравлическим приводом. Они применяются для отвинчивания в большом объеме болтов, гаек, шпилек и других резьбовых соединений.
Пневмоинструмент имеет некоторые преимущества по сравнению с электроинструментами:
— большая мощность на 1 кг массы;
— удобство и безопасность в применении;
— бесступенчатое изменение частоты вращения;
— меньшая стоимость и затраты на обслуживание.
Однако эл. инструменты имеют более высокий КПД, создают меньший шум в работе, легко присоединяются к источнику питания, более транспортабельны.
Большим недостатком механизированного инструмента является его вибрация, поэтому он должен испытываться на вибрацию. В зависимости от частоты вращения инструмента и частоты вибрации установлены предельно допустимая амплитуда вибрации (см. табл. 9.1.).
Допустимая амплитуда вибрации механизированного инструмента
| Частота вращения, об/мин | Частота вибрации, Гц | Предельно допустимая амплитуда вибрации, мм |
| 1,15 | ||
| 1,10 | ||
| 0,15 | ||
| 0,005 |
При разборке групповых резьбовых соединений могут применяться многошпиндельные гайковерты. Ручные машины массой более 3 кг для улучшения условий труда укрепляют над постом разборки на эластичной или жесткой подвеске.
Соединение двух деталей при помощи посадок с натягом в автомобиле составляют около 20%.
Для разборки деталей, собранных с натягом применяют прессыи съемники. В зависимости от расположения штока и направления действия создаваемого усилия, различают вертикальные и горизонтальные прессы, а по характеру их использования — стационарные и переносные. Они могут иметь ручной (винтовой, рычажно-реечный), гидравлический, пневматический или пневмогидравлический привод.
Съемники могут быть специальные (для снятия определенной детали) и универсальные. Они имеют винтовой , гидравлический или пневматический привод.
Ручные машины и оснастка для разборочных работ должны удовлетворять следующим требованиям:
— обеспечение максимальной производительности и качества разборочных работ;
— удобство в эксплуатации и максимальное облегчение труда разборщика;
— универсальность и безопасность эксплуатации;
— соответствие нормам промсанитарии по вибрации и шуму;
— экономическая целесообразность применения.
Поточную разборку автомобилей ведут на конвейерах или эстакадах.
Для установки и закрепления разбираемых агрегатов и узлов применяют специальные стенды, установки, эстакады, конвейеры. Они квалифицируются по следующим признакам:
1. По числу устанавливаемых агрегатов (одноместные и многоместные).
2. По назначению — (универсальные и специализированные). Универсальные предназначены для установки однотипных агрегатов разных моделей автомобилей, а специализированные — одной модели.
Разборка резьбовых соединений по трудоемкости составляет около 40% от общей трудоемкости разборочных работ. Из ручных немеханических инструментов более эффективным являются коловоротные и трещеточные ключи. Установлено, что замена рожковых ключей на трещеточные для болтов и гаек М16 производительность повышается соответственно на 25 и 66%. Применение механизированных гайковертов повышает производительность труда в 1,5…5 раза и на 15…20% сокращает трудоемкость всего разборочного процесса, Механизированный инструмент по виду используемой энергии может быть пневматическим, электрическим и гидравлическим.
Величина усилия отвинчивания при разборке обычно выше, чем при завинчивании, что объясняется явлениями схватывания металлов сопрягаемых деталей и образованием вних коррозии. Для облегчения разборки резьбовых соединений рекомендуется перед разборкой вводить вещества, которые снижают схватывание металлов (керосин, масло, олеиновая кислота, тормозная жидкость).
Заклепочные соединения (рамы, ступицы ведомых дисков сцепления, накладки тормозных колодок и ведомых дисков сцепления и др.) разбирают после срезания или высверливания головок заклепок и последующего их выдавливания.
На производительность разборочных работ, сохранность деталей при транспортировке и повышения качества КР автомобилей в целом большое влияние оказывают организация и средства осуществления подъемно-транспортных работ на всех этапах разборки. Поэтому при выборе подъемно-транспортных средств необходимо использовать такие, которые сокращают время операции и обеспечивают сохранность деталей от повреждения. Так для транспортировки агрегатов, узлов и деталей по постам целесообразно применять контейнеры.
Дальнейшее направление повышения эффективности разборочных работ заключается в совершенствовании методов выполнения разборочных операций и всего технологического процесса разборки на основе автоматизации с применением роботов.
Технологический процесс разборки
Разборка автомобилей на агрегаты, узлы и детали производится в строгой
последовательности, предусмотренной технологическим процессом с применением необходимого оборудования, приспособлений и инструмента. Проектирование технологического процесса разборки включает в себя следующие работы:
1. Изучение конструкции разбираемого изделия;
2. Выбор наиболее оптимального метода рациональной организации разборки;
3. Разбивку изделия на разборочные группы и подгруппы;
4. Определение разборочных операций и установление режимов разборки и норм времени на выполнение разборочных операций;
5. Разработку задания на конструирование и изготовление необходимого инструмента, оборудования и приспособлений;
6. Определение и назначение технических условий на разборку изделий, узлов и сопряжений;
7. Определение рациональных способов транспортировки изделий с одной операции разборки на другую;
8. Разработку технологической планировки разборочного цеха или участка;
9. Разработку и оформление технической документации на разборку.
По конструкции и условиям эксплуатации соединения деталей разделяют на подвижные и неподвижные.
Детали подвижных соединений имеют возможность перемещаться одна относительно другой, а детали неподвижных соединений — не могут.
В зависимости от возможности демонтажа все соединения подразделяются на разборные и неразборные.
Разборные соединения могут быть разобраны без повреждения сопряженных деталей. Они составляют в современных автомобилях до 85% всех соединений. Все остальные соединения относятся к группе неразборных, хотя в условиях ремонта автомобилей часть этих соединений подвергается разборке.
Неподвижные неразборные соединения деталей с плоскими поверхностями выполненыв автомобиле при помощи сварки, пайки и клепки, а деталей с гладкими цилиндрическими поверхностями — при помощи сварки, пайки, склеивания, развальцовкии горячих прессовых посадок.
Неподвижные разборные соединения выполнены при помощи болтов , шпилек, шлицев, резьбы, шпонок, штифтов и клиньев.
Подвижные разборные соединения применяются для деталей с цилиндрической гладкой или шлицевой поверхностью.
Источник