- Разборочно сборочные работы при ремонте автомобиля
- РАЗБОРОЧНО-СБОРОЧНЫЕ РАБОТЫ
- Как ремонтировать автомобиль
- Разборочные работы
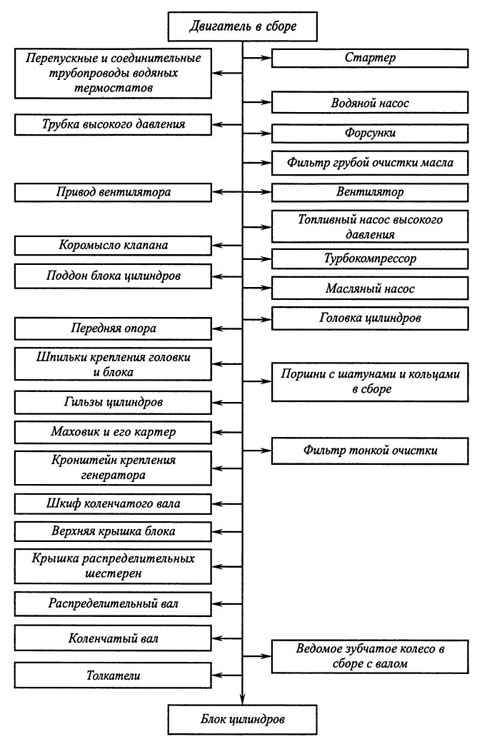
- Технологическая разборка двигателя.
- Средний уровень механизации разборочных работ не превышает 20% (передних мостов — 15%, задних — 15%, подразборки двигателей и коробок передач — 16%; окончательной разборки двигателей — 25%, коробок передач — 35%). Разборка 60% всех соединений автомобиля может быть механизирована.
Разборочно сборочные работы при ремонте автомобиля
Основные правила разборки.
Основными правилами разборки являются следующие:
1. При снятии агрегатов и узлов необходимо придерживаться установленной последовательности работ, руководствуясь при этом технологией ремонта.
2. Для разработки следует применять исправный специализированный инструмент и приспособления: торцовые головки, воротки, шарнирные ключи, пневматические и электрические гайковерты, съемники, оправки, выколотки из мягкого металла.
3. Втулки, шестерни и подшипники снимают с использованием пресса и специальных подкладок и оправок.
4. Чтобы при разборке избежать потери или повреждения снимаемых деталей или узлов, их следует складывать в ящик или на стеллажи.
5. При разборке ответственных узлов, содержащих специальные болты, шпильки и гайки, во избежание потери необходимо ввернуть их на 1—2 оборота обратно в отверстие.
6. Если гайку или болт не удается сразу отвернуть из-за коррозии, необходимо залить под гайку керосин.
7. При ремонте агрегатов и узлов не следует разукомплектовывать исправные детали трущихся пар. Разборку необходимо производить До пределов, дающих возможность устранить неисправность при минимальном объеме разборочно-сборочных работ.
Мсйка деталей, удаление нагара и накипи. Снятые для ремонта детали и узлы должны быть тщательно вымыты и очищены от грязи, нагара, смол, накипи, коррозии. Мойку осуществляют в моечных машинах с применением растворов и с последующим ополаскиванием водой. В раствор добавляют поверхностно-активные вещества ( ПАВ ) типа ДС- РАС , ОП-7, сульфанол, МЛ-51, МЛ-52 и др.
Рекламные предложения на основе ваших интересов:
Для облегчения процесса мойки и размягчения нагара, коррозии, Удаления смол раствор в моечных машинах нагревают до температуры 90 °С. Если же при мойке не удаляется нагар или ржавчина, их очищают механическим путем с использованием металлических щеток.
Для удаления ржавчины используется также химическая очистка пециальными составами-преобразователями ржавчины (см. в разделе Малярные работы»). После обработки этими составами на поверхности деталей образуется защитная пленка, которая предохраняет поверхность от дальнейшего коррозионного разрушения.
Накипь из системы охлаждения удаляют кислотными растворами с добавлением в них ингибиторов типа уротропина, ингибитора ПБ и др., которые уменьшают коррозионное разрушение деталей кислотой. После удаления накипи необходимо тщательно промыть детали водой.
Основные правила сборки.
1. Сборку необходимо производить в установленном технологией ремонта порядке. При этом собираемые детали должны быть чистыми, а сопряжения подобраны в соответствии с требуемыми размерами групп деталей.
2. Затяжку болтов и гаек ответственных соединений следует производить с использованием динамометрических ключей для обеспечения рекомендуемых моментов затяжки.
3. Установка втулок, подшипников, шкивов, шестерен производится с использованием специальных оправок, направляющих приспособлений или на прессе. При этом не допускаются удары молотком при перекосах или при затруднении запрессовки их.
4. Шпоночные соединения деталей выполняют с большой точностью, не допуская зазоров с тем, чтобы избежать быстрого механического изнашивания шпоночной канавки и смятия шпонки.
Источник
РАЗБОРОЧНО-СБОРОЧНЫЕ РАБОТЫ




![]()
![]()
Являются одними из основных при текущем ремонте автомобиля, его узлов и агрегатов. Выполняются на постах (снятие-установка, частично ремонт); их трудоемкость составляет примерно 80% трудоемкости постовых работ, и на производственных участках, где разборка-сборка составляет 28-37% трудоемкости ремонтных работ.
На постах снятие-установка агрегатов производится с применением различных средств механизации. При больших производственных программах целесообразно создавать специализированный пост замены агрегатов. Он включает подъем-

ник (стационарный, напольный или передвижной канавный) с комплектом приспособлений для замены переднего и заднего мостов, коробки передач, редуктора, рессор, межосевого дифференциала, приспособление для слива масел из агрегатов трансмиссии, тележку для снятия и установки колес, гайковерты для гаек колес, гаек рессор, комплект инструмента, подставки под вывешенный автомобиль и др.
На производственных участках для установки ремонтируемых агрегатов, закрепления их и облегчения к ним доступа применяют различные установки, стенды и приспособления. Они подразделяются на универсальные (для агрегатов различных наименований) и специализированные (для конкретных агрегатов, а иногда и конкретных марок автомобилей). Наибольшее распространение получили стенды для ремонта двигателей (рис. 11.19), мостов (редукторов) автомобилей, разборки-сборки рессор, подвесок легкового автомобиля.
Разборку и сборку элементов конструкции, имеющих соединения, выполненные с натягом, осуществляют с помощью специальных приспособлений — съемников, ручных, гидравлических и электрогидравлических прессов, позволяющих проводить эти работы без повреждений сопрягаемых деталей.
Для демонтажно-монтажных работ с автомобильными колесами (шинами) выпускаются специальные стенды. Ассортимент их моделей, особенно для легковых шин, большой, но принципиальных различий немного. Это тип привода (электро- или пневмо-) и способ крепления колеса (механический или пневматический). Основное отличие состоит в количестве технологических мест (два или одно), куда надо устанавливать колесо для отжатия бортов и демонтажа шины с диска.
На стендах первого типа (рис. 11.20, а), колесо для демонтажа шины надо поэтапно устанавливать в две позиции. Для отжатия бортов колесо устанавливают вертикально одной стороной, затем другой. Исполнитель должен проворачивать колесо руками и, минимум, 5 раз наклоняться. На шинах с тугой посадкой бортов число таких действий возрастает. Затем колесо надо установить на крепежный фланец для демонтажа шины с диска. При монтаже шины на диск, имеющий осевое биение, повышается вероятность повреждения боковин. Профессионализм исполнителей такой операции должен быть высоким. Данные стенды компактны, про-
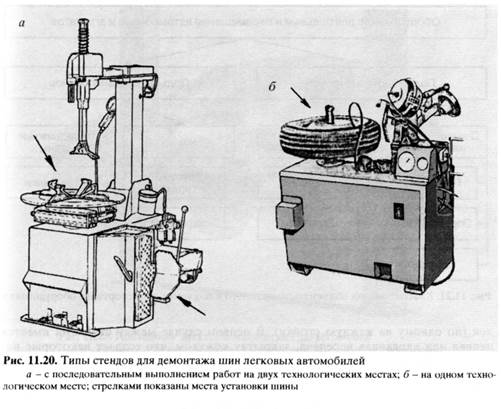
сты конструктивно, имеют небольшую стоимость. Но на предприятиях с большой производственной программой персонал быстрее утомляется физически.
На стендах второго типа (рис. 11.20, б) демонтаж, как правило, производится с одной позиции. Они более технологичны в работе, но дороже и сложнее конструктивно. Бывают случаи, когда для отжатия бортов, если ранее не применялись смазывающие гели, усилия обкаточных роликов недостаточно. Приходится применять нестандартные «подручные средства».
Конструкция современных стендов для колес грузовых автомобилей по принципу действия аналогична стенду на рис. 11.20,6, но колесо располагается вертикально, его подъем и опускание механизированы.
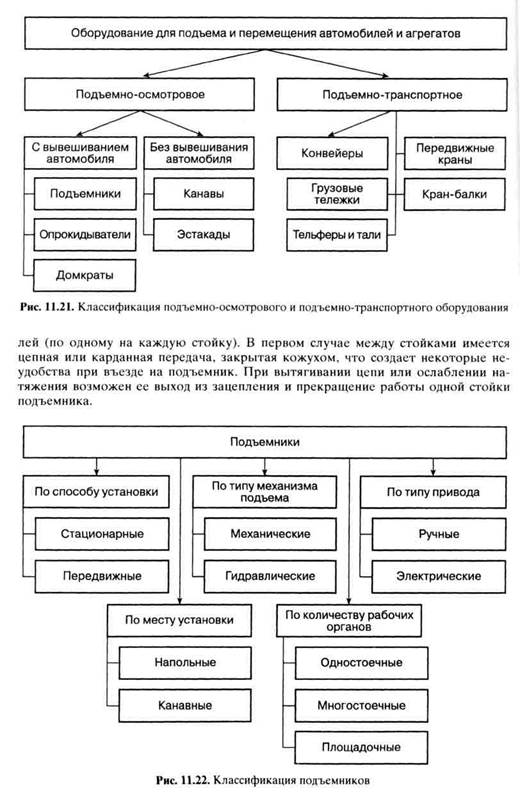
Составным элементом разборочно-сборочных работ, как и ряда других, являются вспомогательные подъемно-транспортные работы; они сокращают трудоемкость и облегчают условия труда. При их выполнении используется специальное оборудование (рис. 11.21).
Специальные подъемники (рис. 11.22) устанавливают на подготовленный фундамент, крепят анкерными болтами. Для длиннобазовых автомобилей получили распространение комплекты подъемных стоек, что позволяет организовать рабочие посты практически в любом помещении с ровным полом. Управление стойками осуществляется с одного передвижного пульта, что позволяет синхронизировать их работу. Перед проведением монтажа подъемников следует выполнить расчеты по прочности и грузоподъемности строительных конструкций и фундамента.

Для легковых автомобилей чаще всего используют двухстоечные подъемники (рис. 11.23). Их привод может осуществляться от одного или двух электродвигате-
 |
 |
Четырехстоечные подъемники (рис. 11.24) для легковых автомобилей в основном используются для выполнения работ по регулировке углов установки управляемых колес, для грузовых автомобилей — при проведении всех видов работ.
Работа электрогидравлического подъемника основана на подаче масла из насосной станции в цилиндр под плунжер. Опускание плунжера происходит под действием веса автомобиля, скорость опускания регулируется перепускным клапаном. Площадочные подъемники могут быть напольными в ножничном исполнении (рис. 11.25).
Канавные гидравлические подъемники бывают с ручным или электрическим приводом. Передвижной канавный гидравлический подъемник представляет собой гидравлический цилиндр (с приводом), смонтированный на основании, которое опирается на поперечные балки рамы тележки (рис. 11.26). Тележка устанавливается в направляющие в продольных стенках канавы. Подъемник может передвигаться как вдоль, так и поперек канавы. В зависимости от специализации работ, выполняемых на посту с гидравлическим канавным подъемником, на его плунжер устанавливают подхват под раму, мост или приспособление для удержания агрегатов автомобиля.

Рис. 11.25. Подъемник гидравлический в ножничном исполнении
1 — механизм подъема гидравлический; 2 — станция управления; 3 — упоры
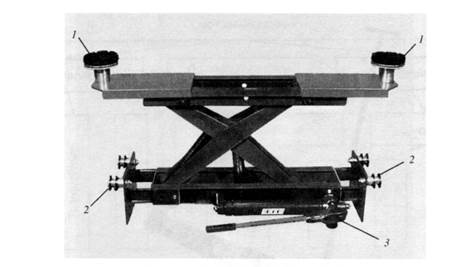
Рис. 11.26. Подъемник-траверса гидравлический
/ — упоры; 2 — ролики для перемещения но направляющим стационарного подъемника (или канавы); 3 — механизм подъема
Опрокидыватели предназначены для обеспечения доступа к автомобилю снизу. Максимальный угол наклона автомобиля при использовании опрокидывателей -90°. Опрокидыватели обычно используются при проведении антикоррозионной обработки, а также при проведении сварочных, кузовных и окрасочных работ.
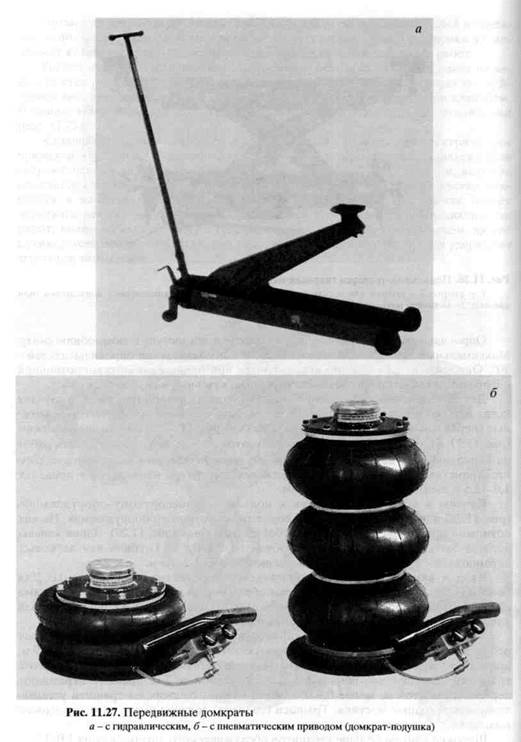
Для вывешивания колеса или оси автомобиля на ровной площадке, в случаях когда нет необходимости поднимать автомобиль целиком, применяют передвижные (переносные) домкраты с гидравлическим (рис. 11.27, а) или пневматическим (рис. 11.27, б) приводом. Применение домкратов позволяет проводить часть работ на напольных постах без подъемников, не занимая основного технологического пространства. Грузоподъемность гаражных домкратов изменяется в пределах 1,6-12,5 т, высота подъема 430-700 мм.
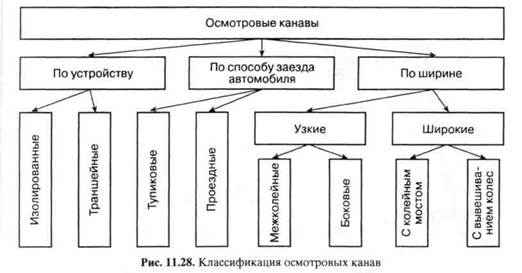
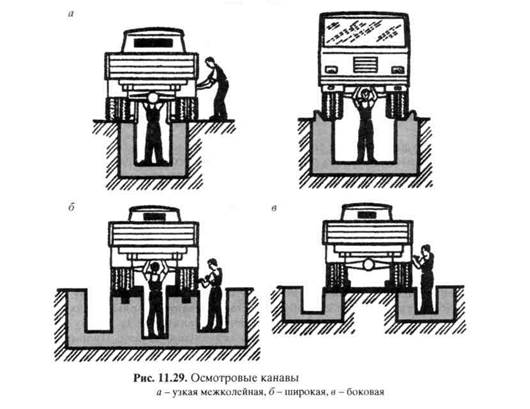
Канавы и эстакады относятся к подъемно-транспортному оборудованию (рис. 11.28) и составляют подгруппу подъемно-осмотрового оборудования. На них возможно проведение работ снизу и сбоку автомобиля (рис. 11.29). Длина канавы должна быть больше длины автомобиля на 0,5-0,8 м. Глубина для легковых автомобилей — 1,4-1,5 м, для грузовых и автобусов — 1,2-1,3 м.
Вход в канаву должен располагаться за пределами рабочей зоны. Для безопасного заезда автомобилей канавы обрамляются направляющими ребордами сбоку высотой не более 15 см и отбойником со стороны заезда, в конце тупиковой канавы со стороны открытой траншеи помещают упоры.
Узкие канавы выполняются шириной не более 0,9 м при железобетонных ребордах и не более 1,1м- при металлических. Глубина боковых канав — 0,8-0,9 м, ширина не менее 0,6 м. Параллельные узкие канавы соединяются открытой траншеей или тоннелем шириной 1-2 м и глубиной до 2 м. Траншеи ограждают перилами высотой не менее 0,9 м, а через канавы со стороны траншеи устанавливают переходные мостики. Траншеи (тоннели) должны иметь не менее одного выхода на 2-3 канавы.
Широкие канавы больше габаритов обслуживаемого автомобиля на 1,0-1,2 м. Для работы сбоку предусматриваются съемные трапы. В нишах стен канав устанавливаются светильники. Канавы оборудуются системами вытяжной или приточной вентиляции. Последняя используется также для обогрева.
 |
Эстакады представляют собой колейный мост, расположенный выше уровня пола на 0,7-1,4 м, с рампами, имеющими уклон 20-25°. Под эстакадой может быть выполнена неглубокая осмотровая канава для одновременного проведения работ снизу автомобиля. Эстакады подразделяются на тупиковые и проездные, стационарные и передвижные.
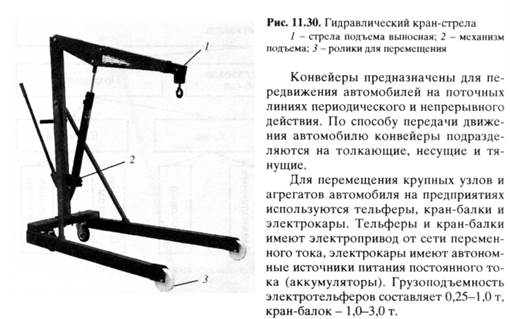
Для этих целей могут использоваться передвижные краны с гидравлическим приводом рабочей стрелы (рис. 11.30), грузоподъемность которых составляет при минимальном вылете стрелы — 1,0-2,5 т, при максимальном — 0,2-0,8 т.
Источник
Как ремонтировать автомобиль
Разборочные работы
Виды соединений и технология сборки агрегатов.
Разборка — это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе капитального ремонта автомобилей и агрегатов составляет 10. 15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20% — на прессовые соединения. Технологический процесс разборки дает ремонтному предприятию до 70 % деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6. 10 % от их цены, отремонтированные в 30. 40%, а замена деталей в ПО. 150%.
Разборку автомобилей и агрегатов выполняют в последовательности, предусмотренной картами технологического процесса, используя указанные в них универсальные и специальные стенды и оснастку. Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов производят в соответствии со следующими основными правилами:
сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали; агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля направляют на специализированные участки или рабочие места для определения технического состояния и при необходимости ремонта; в процессе разборки не рекомендуется разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, распределительные шестерни, шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их комплектность другими способами; в процессе разборки необходимо использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом запрещается пользоваться ударными инструментами;
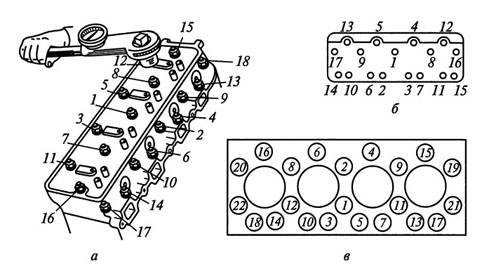
Технологическая разборка двигателя.
Крепежные детали (гайки, болты, шпильки) при разборке машины укладывают в сетчатую тару для лучшей очистки в моечных установках или устанавливают на свои места. Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу). При разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью;
открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины закрывают крышками и пробками;
если метки перед разборкой плохо заметны, необходимо их восстановить;
при выполнении разборочных работ следует знать способы и особенности их выполнения;
для подъема и транспортирования деталей и агрегатов массой более 20 кг используют подъемно-транспортные средства и надежные захватные приспособления.
Наиболее типовыми из операций при разборке являются вывертывание винтов, шпилек, болтов и отвертывание гаек, удаление сломанного болта или шпильки, снятие зубчатых колес, шкивов, муфт и подшипников.

В основу механизации разборочных участков ремонтных предприятий положен ряд принципов: процесс разборки строится по поточному методу; агрегаты, сборочные единицы, поступающие на разборку, должны быть предварительно очищены от масла и грязи; перемещение агрегатов и сборочных единиц в процессе разборки максимально механизируется.
Разборочные работы состоят из основных и вспомогательных элементов. Основные элементы, которые занимают наибольший удельный вес в разборочном процессе, — это операции разборки резьбовых и прессовых соединений.
Вспомогательные элементы — это перемещение, установка и крепление разбираемых изделий и агрегатов. Доля времени, затрачиваемая на выполнение вспомогательных элементов, довольно значительна и является резервом снижения трудоемкости разборочных работ. Поэтому большое внимание при организации разборочных работ необходимо уделять вопросам механизации транспортных операций по передаче изделий с поста на пост.
Перемещать автомобили в процессе разборки целесообразно конвейерами непрерывного действия, агрегаты к постам подразборки можно перемещать подвесными толкающими или грузонесущими конвейерами, а сборочные единицы и детали — напольными транспортерами, рольгангами и склизами. На разборочных участках и постах необходимо применять сбалансированные манипуляторы (вместо кранов-укосин), пневматические подъемники, кантователи, тележечные транспортеры, самодвижущиеся эстакады и т. д.
Повторяемость операций открывает широкие возможности для механизации операций разборки и создает условия для применения многопозиционных механизированных инструментов. С целью сокращения непроизводительных затрат рабочего времени, повышения культуры производства, производительности труда и рационального использования производственной площади ремонтных предприятий на рабочих местах разборки целесообразно устройство технологических потолков. Технологический потолок — это пространственная металлическая конструкция, которая может перекрывать зону участка или рабочего места, или находиться над рабочим местом без его перекрытия. На конструкции смонтированы механизированные инструменты, приспособления и оснастка, применяемые при выполнении операций, а также грузоподъемные средства, которые предназначены для транспортирования агрегатов и деталей в рабочую зону, снятия и удаления их из рабочей зоны. В состав технологического потолка для разборочных работ входят: несущая конструкция, траверса, однорельсовый или двухрельсовый подвесной путь с электроталью или кран-балка, разводка гидро-, пневмоприводов и электрокабелей, подвески для механизированного инструмента, осветительная арматура и др.
Конструктивно подвески подразделяют на эластичные и жесткие. Жесткую подвеску применяют при использовании механизированных инструментов, развивающих крутящий момент, равный 120. 220 Нм.
Нежесткая подвеска инструментов более удобна, так как после окончания операции инструмент, поднимаясь вверх, освобождает руки рабочего для выполнения последующих работ. Однако эта подвеска не гасит реактивный момент, поэтому ее применяют для инструментов небольшой мощности. На таких подвесках часто предусматривают устройства для автоматического выключения тока при освобождении (подъеме) инструмента. В качестве эластичной подвески используют балансиры (пружинные, гидравлические, электромагнитные и др.).
Универсальным средством механизации рабочих мест разборки являются шарнирно-балансирные манипуляторы с ручным управлением. Они представляют собой многозвенный механизм с приводами в каждом суставе, которые позволяют удерживать груз в равновесии.
Источник
