Размер шатунных шеек 1 ремонт
Коренные и шатунные шейки коленчатого вала восстанавливает путем шлифования под ремонтные размеры соответственно данным приведенным в табл. 19.

Перед шлифованием шеек коленчатый вал кладут на подставку и с помощью электродрели сверлом диаметром 10 мм с пластинками из твердого сплава типа ВК ГОСТ 6647—53 углубляют отверстия масляных каналов на 1 мм.
Для шлифования коренных шеек коленчатый вал устанавливают в центры, а для шлифования шатунных шеек — устанавливают в центросместители станка типа 3А423 для перешлифовки шеек коленчатого вала.
Коленчатый вал в центрах станка для шлифования коренных шеек устанавливают так, чтобы радиальное биение нерабочей части шейки под шестерню коленчатого вала и наружной поверхности фланца под маховик не превышало 0,03 мм ( рис. 19,в ). При биении более 0,03 мм производят, исправление центровых отверстий.
Для того чтобы сохранить радиус кривошипа, коленчатый вал устанавливают на станок для шлифования шатунных шеек по прошлифованным коренным шейкам. Коленчатый вал устанавливают в центросместителях станка для шлифования шатунных шеек с проверкой правильности установки в горизонтальной и вертикальной плоскостях. При правильной установке ось симметрии шлифуемых шеек коленчатого вала должна находиться на оси центров станка. Установку коленчатого вала производят по шаблонам, которые входят в комплект шлифовального станка, а правильность установки проверяют индикатором часового типа с пределом измерения 0—10 мм.
Шейки вала шлифуют кругами ПП900?33?305 мм Э40 — 25 СМ2 — С1К (по опыту Харьковского моторостроительного завода «Серп и молот» кругами твердостью СТ1—СТ2К) с обильной подачей охлаждающей эмульсии или содового раствора.
окружная скорость шлифовального круга 25?31 м/сек; число оборотов вала 64 об/мин; величина поперечного врезания круга для одного прохода не должна превышать 0,01 мм при предварительном шлифовании и 0,004—0,006 мм при окончательном шлифовании. Шлифуют шейки до диаметра соответствующего ремонтного размера (табл. 19). При окончательном шлифовании оставляют припуск на полирование, равный 0,004—0,005 мм.
По окончании шлифования шлифовальной шкуркой зернистостью 6—5 затупляют (скругляют) и полируют кромки масляных каналов радиусом 0,5—1,0 мм. Затем шейки полируют жимками с помощью пасты ГОИ или шлифовальной шкуркой зернистостью 6—5.
При шлифовании шеек вала следует не допускать врезания торцов шлифовального круга в упорные поверхности, особенно средней коренной шейки, фиксирующей вал от осевого перемещения.
Все коренные и шатунные шейки между собой должны иметь один ремонтный размер,. Радиус перехода шейки в щеку (радиус галтелей) должен быть равен 5 + 0,8 мм у коленчатого вала двигателя СМД-14 4 +1,0 мм у коленчатого вала двигателя СМД-7. Овальность, конусность коренных и шатунных шеек не должна быть более 0,015 мм, а корсетность не более 0,01 мм. Биение 2,3 и 4 коренных шеек относитеыно 1 и 5 коренных шеек не должно превышать 0,03 мм. Радиус кривошипа должен быть равен 70 -0,08 мм (СМД-14) и 65 -0,08 мм (СМД-7). Твердость шеек должна быть не менее НRС 45. Чистота обработки шеек должна соответствовать 9-му классу.
Радиус галтелей проверяют радиусным шаблоном ( рис. 19, г ). Шаблон изготавливают из стали 15 или 20. Рабочие поверхности цементируют на глубину 0,8— 1,1 мм и калят до твердости НRС 56?64. Нерабочие поверхности оксидируют.
Радиус кривошипа (R) коленчатого вала определяют по формуле:

где а и а 1 — максимальные и минимальные расстояния от поверочной плиты до поверхности шатунной шейки.
Замеряют указанные расстояния штангенрейсмассом на коленчатом вале, установленном первой и пятой коренными шейками на призмы, которые в свою очередь размещаются на поверочной или разметочной плите 1500?1000 мм.
Замер диаметра шеек, а также определение их овальности и конусности производят микрометром с пределом измерения 75—100 мм.
Проверяют биение 2, 3 и 4 коренных шеек относительно 1 и 5 коренных шеек на поверочной или разметочной плите 1500?1000 мм индикатором часового типа с пределом измерения 0—10 мм, закрепленного на универсальном штативе. Коленчатый вал для этой цели устанавливают первой и пятой коренными шейками на призмы.
Источник
Разборка блока цилиндров
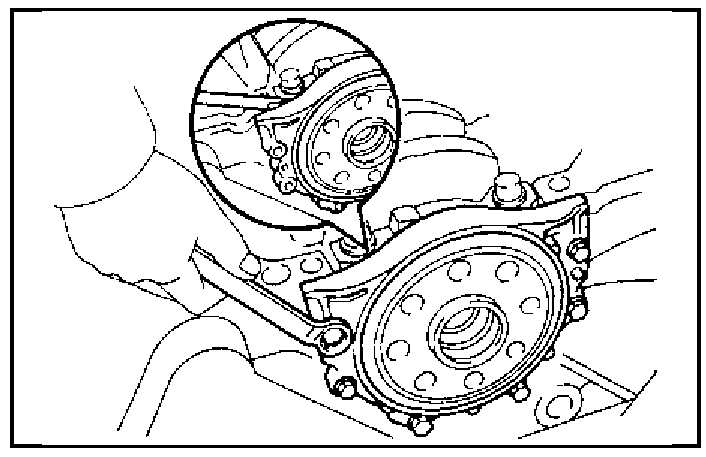
1. Снимите держатель заднего сальника.
а) Отверните шесть болтов.
б) Снимите держатель заднего сальника, вставив отвертку между держателем заднего сальника и крышкой коренного подшипника.
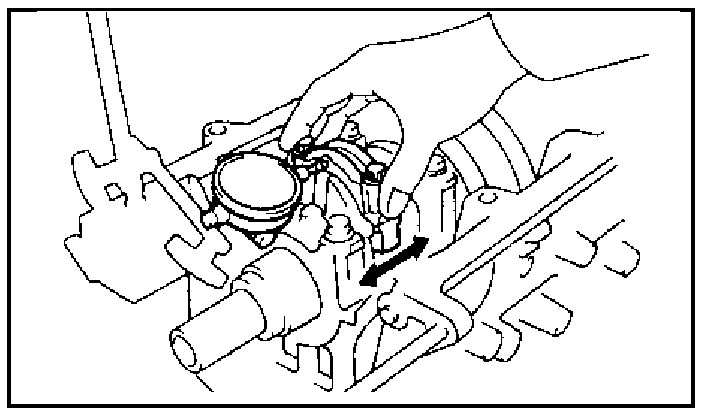
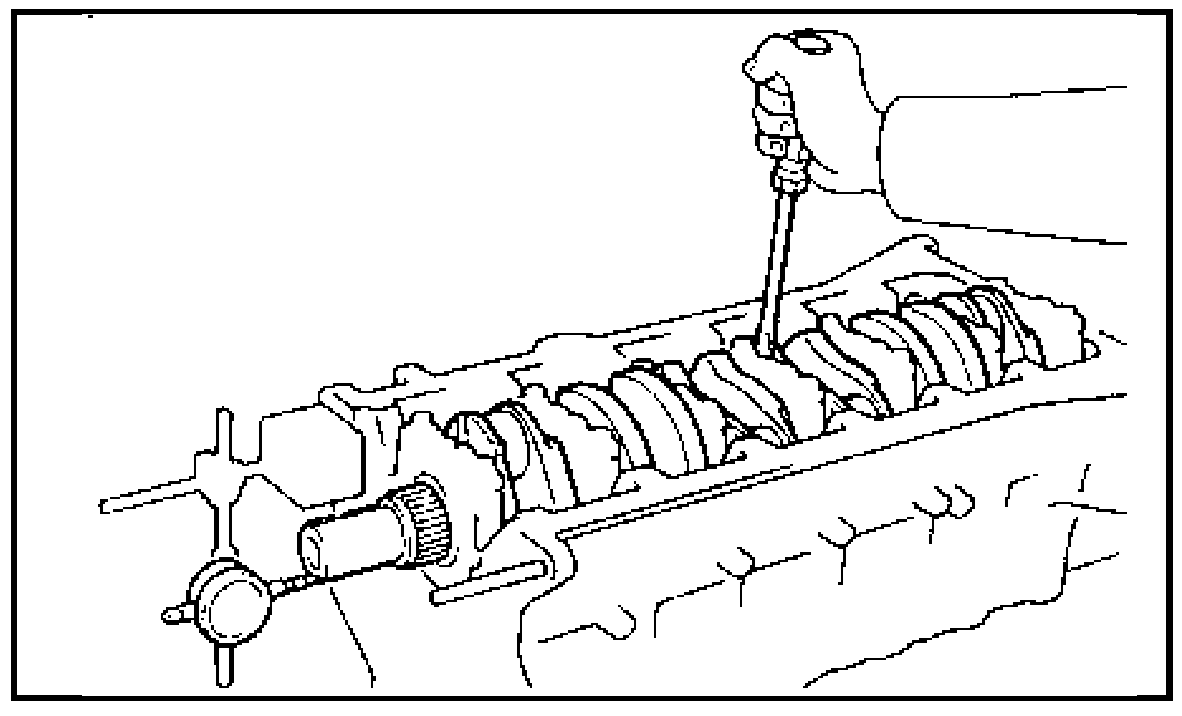
2. Индикатором измерьте осевой зазор, перемещая шатун «вперед-назад».
- Серия JZ:
- номинальный. 0,250 — 0,402 мм
- максимальный. 0,500 мм
- 4S-FE:
- номинальный. 0,160-0,312 мм
- максимальный. 0,350 мм
- 1G-FE (с 09.1996 г.):
- номинальный. 0,020 — 0,220 мм
- максимальный. 0,300 мм
- 1G-FE (с 08.1998 г.):
- номинальный. 0,200 — 0,402 мм
- максимальный. 0,450 мм
- 2L-TE:
- номинальный. 0,080 — 0,300 мм
- максимальный. 0,350 мм
Если осевой зазор больше максимально допустимого, замените шатун в сборе. При необходимости замените коленчатый вал.
3. Снимите крышку нижней головки шатуна и проверьте радиальный зазор шатунного подшипника,
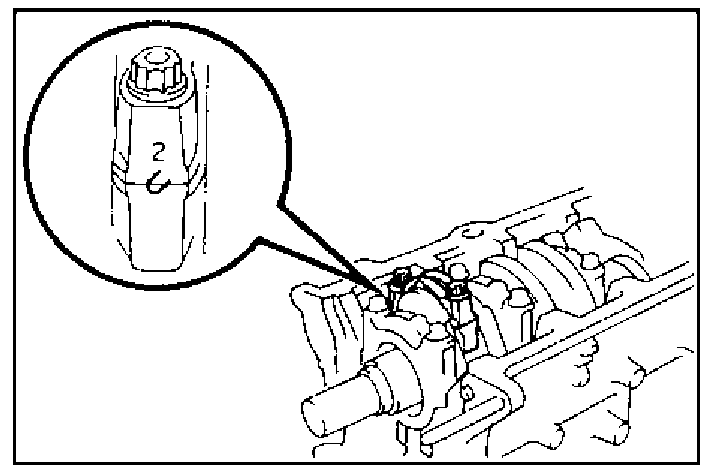
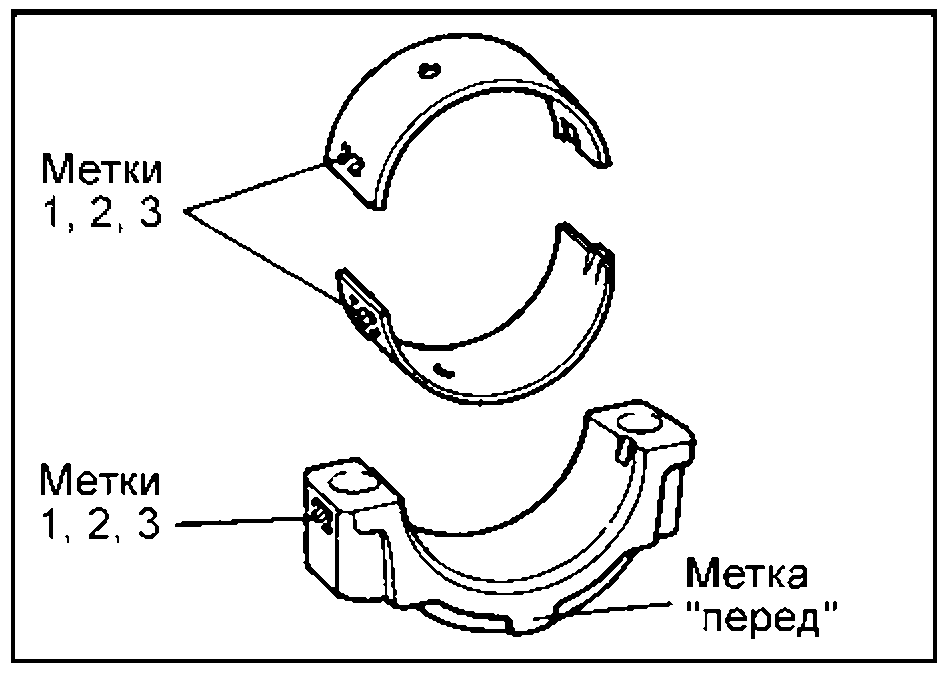
а) Проверьте совмещение меток на шатуне и крышке шатуна, при необходимости нанесите метки, чтобы гарантировать правильность сборки.
б) Отверните два болта крепления крышки нижней головки шатуна.
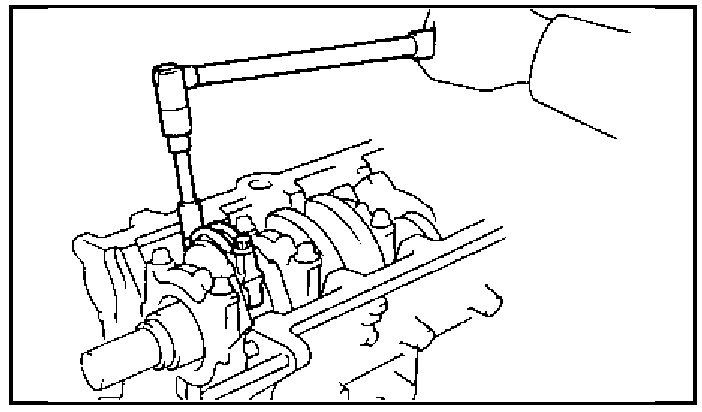
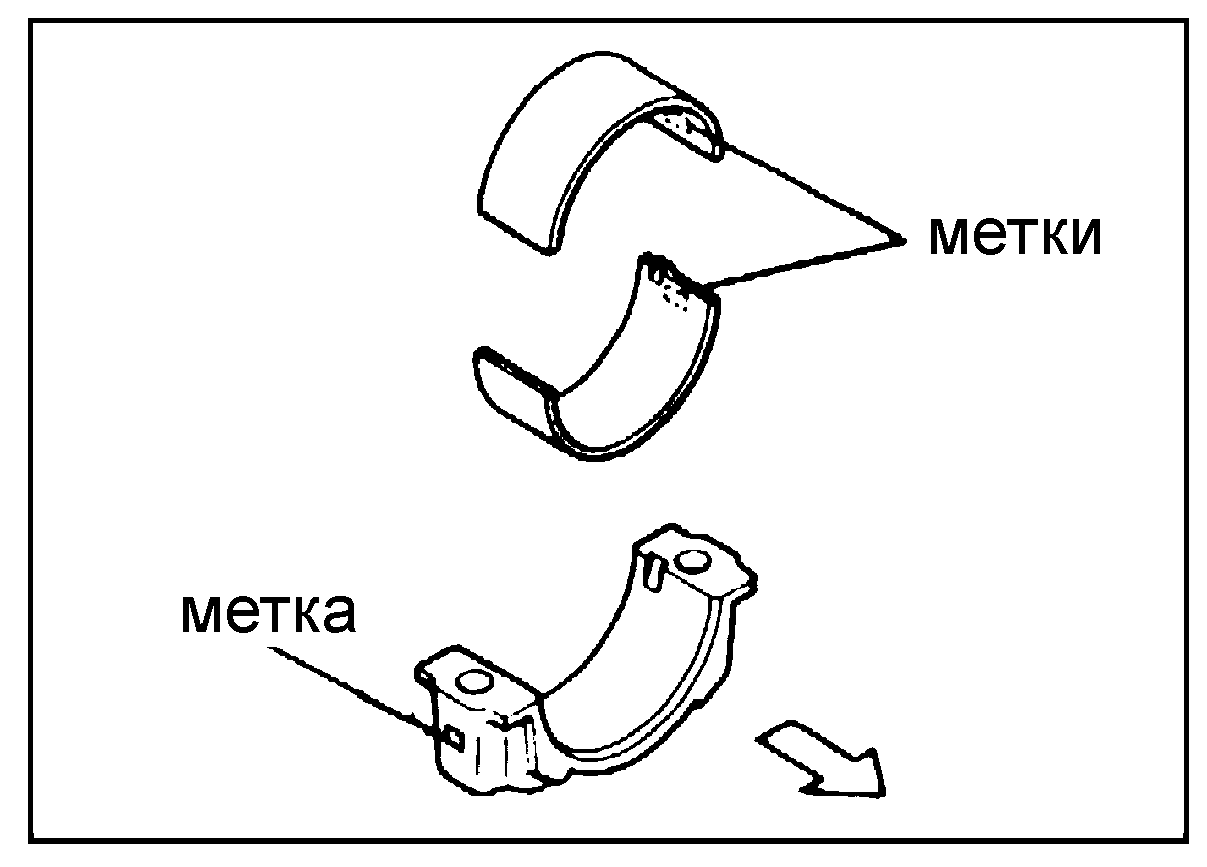
в) Слегка пошевеливая крышку шатуна, снимите ее вместе с нижним вкладышем, удерживая за шатунные болты.
Примечание: держите нижний вкладыш подшипника установленным в соответствующую крышку шатуна.
г) Очистите шатунную шейку и вкладыш.
д) Проверьте поверхности шатунной шейки и вкладыша на предмет наличия точечной коррозии и царапин. Если шатунные вкладыши повреждены, замените их комплектом. Если шатунная шейка повреждена, прошлифуйте или замените коленчатый вал.
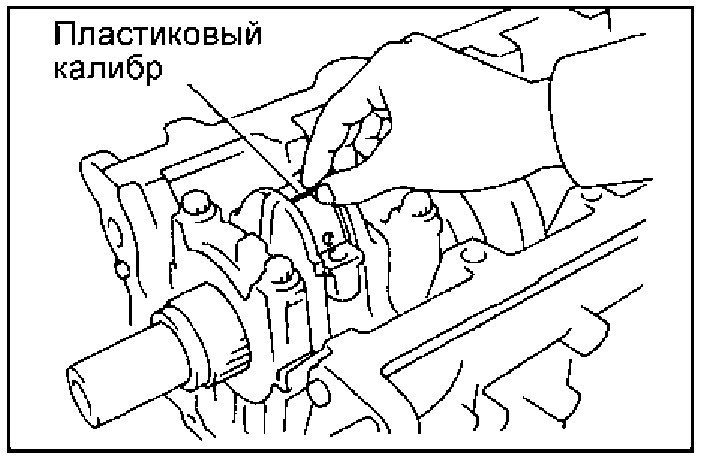
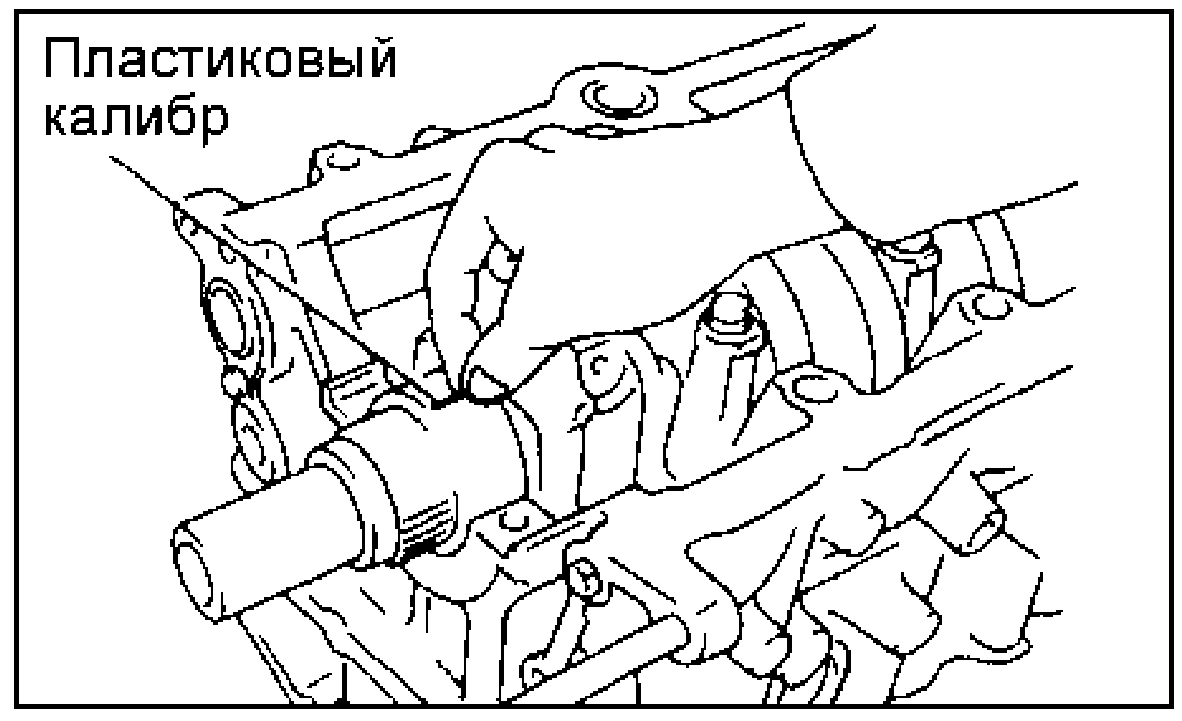
е) Установите пластиковый калибр для измерения зазоров в подшипниках скольжения поперек шатунной шейки.
ж) Установите нижнюю крышку шатуна, совместив установочные метки (см. подраздел «Сборка блока цилиндров»).
- серия JZ:
- 1-й этап. 29 Н*м
- 2-й этап. довернуть на 90°
- 4S-FE. 54 Н*м
- 1G-FE. 50 Н*м
- 2L-TE:
- 1-й этап. 55 Н*м
- 2-й этап. довернуть на 90°
Примечание: не поворачивайте коленчатый вал.
з) Выверните два болта и снимите крышку нижней головки шатуна с нижним вкладышем (см. пункты с (б) по (в) этого параграфа).
и) Измерьте максимальную ширину сплющенной калибровочной проволоки, определив по ней величину масляного зазора.
Зазор шатунного подшипника:
- Серия JZ:
- номинальный. 0,035 — 0,053 мм
- ремонтный (0,25). 0,040 — 0,078 мм
- предельный. 0,08 мм
- 4S-FE:
- номинальный. 0,024 — 0,055 мм
- ремонтный (0,25). 0,023 — 0,069 мм
- предельный. 0,08 мм
- 1G-FE:
- номинальный. 0,016 — 0,047 мм
- предельный. 0,08 мм
- 2L-TE:
- номинальный. 0,036 — 0,064 мм
- предельный. 0,10 мм
Если масляный зазор больше максимального, замените подшипники. При необходимости прошлифуйте или замените коленчатый вал.
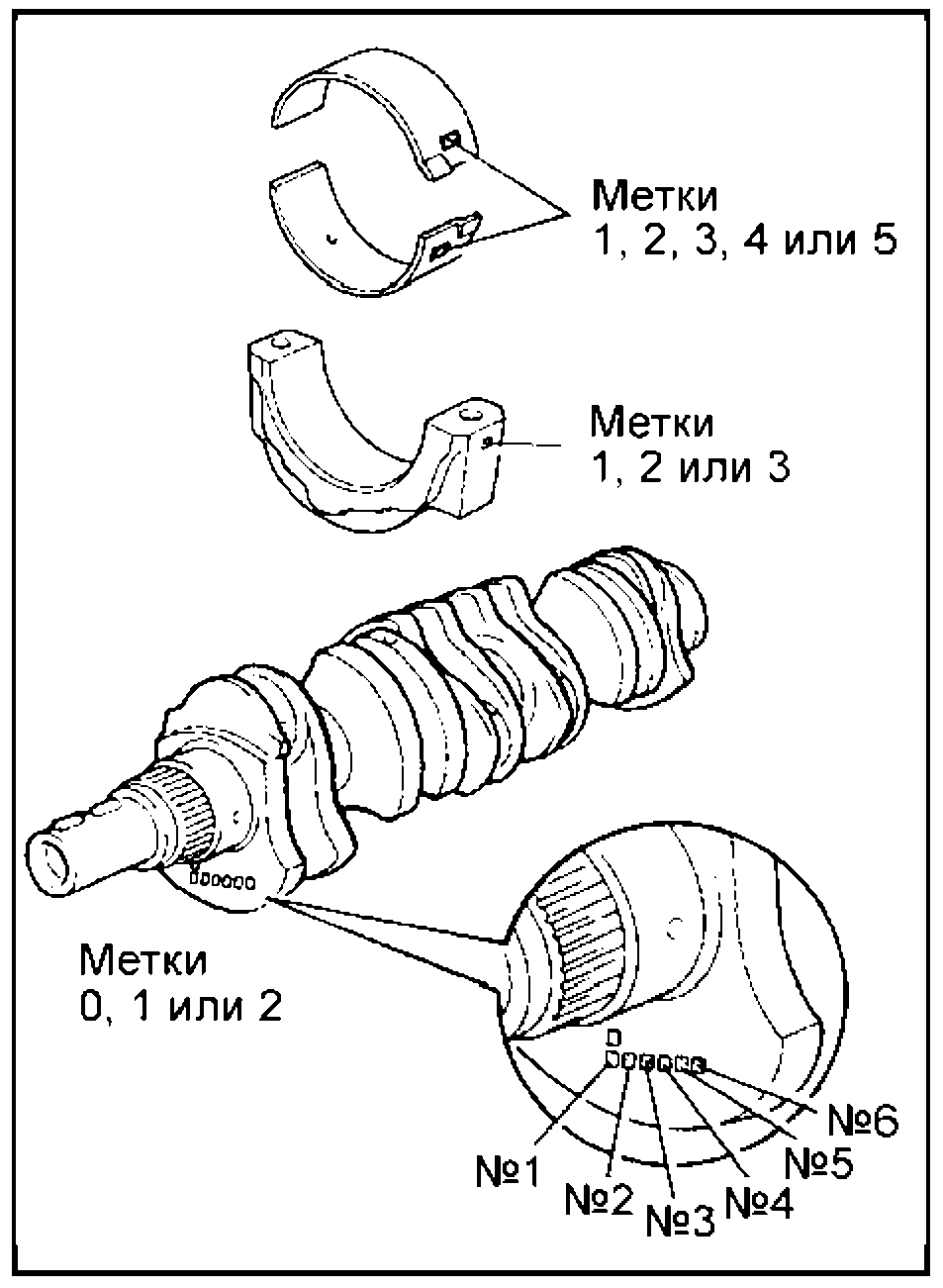
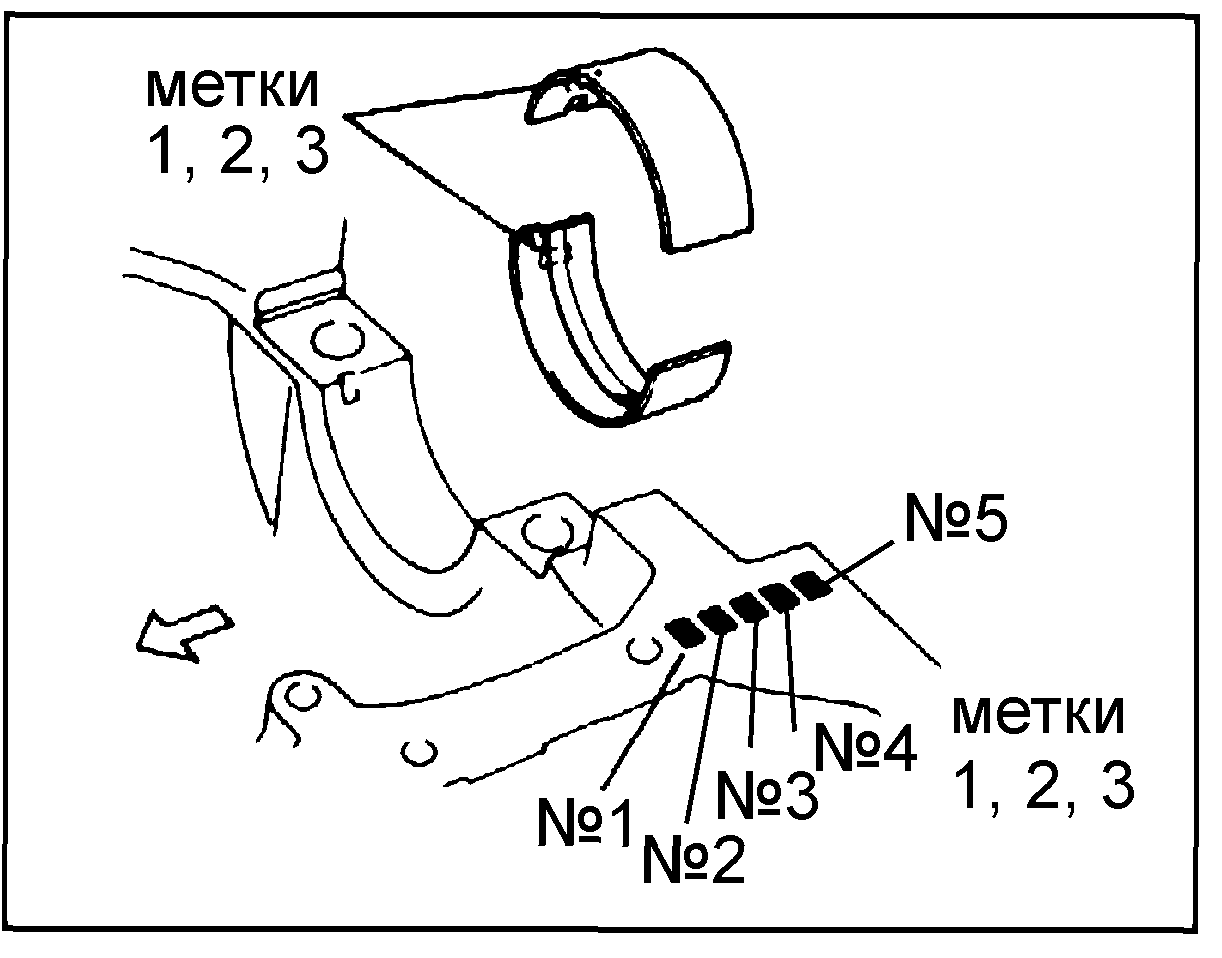
Примечание: при замене вкладышей номинального размера необходимо использовать вкладыши одной размерной группы, указанной на крышке подшипника. Существуют следующие размерные группы вкладышей: «1», «2», «3», «4», «5» (серия JZ), «1», «2», «3» (4S-FE, 2L-TE), «3», «4», «5» (1G-FE).
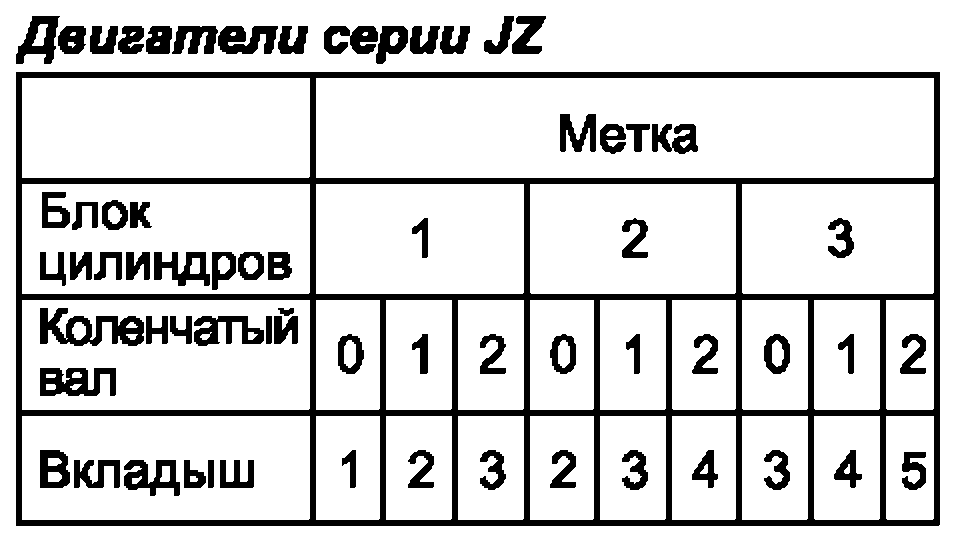
Пример: Метка «2» на блоке цилиндров + метка «1» на коленчатом валу = сумма «3» (необходимого вкладыша №3).
Двигатели серии JZ
Внутренний диаметр нижней головки шатуна:
- метка «1». 55,025 — 55,031 мм
- метка «2». 55,031 — 55,037мм
- метка «3». 55,037 — 55,043 мм
- ремонтный (0,25). 55,025 — 55,043 мм
Диаметр шатунной шейки:
- метка «0». 51,994 — 52,000 мм
- метка «1». 51,988 — 51,994 мм
- метка «2». 51,982 — 51,988 мм
- ремонтный (0,25). 51,745 — 51,755 мм
Номинальная толщина стенки вкладыша (по центру):
- метка «1». 1,489 — 1,492 мм
- метка «2». 1,492 — 1,495 мм
- метка «3». 1,495 — 1,498 мм
- метка «4». 1,498 — 1,501 мм
- метка «5». 1,501 — 1,504 мм
- ремонтный (0,25). 1,610 — 1,615мм
Двигатель 4S-FE
Внутренний диаметр крышки нижней головки шатуна:
- метка «1». 51,000 — 51,008 мм
- метка «2». 57,008 — 51,016 мм
- метка «3». 51,016 — 51,024 мм
- ремонтный (0,25). 51,000 — 51,024 мм
Диаметр шатунной шейки:
- метка «0». 47,985 — 48,000 мм
- метка «1». 47,985 — 48,000 мм
- метка «2». 47,985 — 48,000 мм
- ремонтный (0,25). 47,745 — 47,755 мм
Номинальная толщина стенки вкладыша (по центру):
- метка «1». 1,484 — 1,488 мм
- метка «2». 1,488 — 1,492 мм
- метка «3». 1,492 — 1,496 мм
- ремонтный (0,25). 1,605 — 1,611 мм
Двигатель 1G-FE
Внутренний диаметр крышки нижней головки шатуна:
- метка «3». 47,000 — 47,008мм
- метка «4». 47,009 — 47,016мм
- метка «5». 47,017 — 47,024 мм
- ремонтный (0,25). 47,000 — 47,024 мм
Диаметр шатунной шейки:
- метка «3». 43,985 — 44,000 мм
- метка «4». 43,985 — 44,000 мм
- метка «5». 43,985 — 44,000 мм
- ремонтный (0,25). 43,745 — 43,755мм
Номинальная толщина стенки вкладыша (по центру):
- метка «3». 1,488 — 1,492 мм
- метка «4». 1,493 — 1,496 мм
- метка «5». 1,497 — 1,500 мм
- ремонтный (0,25). 1,609 — 1,615 мм
Двигатель 2L-TE
Толщина вкладыша подшипника номинального размера:
- метка «1». 1,478 — 1,482 мм
- метка «2». 1,482 — 1,486 мм
- метка «3». 1,486 — 1,490 мм
- рем. (0,25). 1,600 — 1,606 мм
- рем. (0,50). 1,725 — 1,731 мм
Диаметр шатунной шейки вала:
- метка «1», «2», «3». 54,988 — 55,000 мм
- рем. (0,25). 54,700 — 54,800 мм
- рем. (0,50). 54,495 — 54,505 мм
Диаметр нижней головки шатуна:
- метка «1». 58,000 — 58,008 мм
- метка «2». 58,008 — 58,016 мм
- метка «3». 58,016 — 58,024 мм
- рем. (0,25; 0,50). 58,000 — 58,024 мм
к) Полностью снимите пластиковые калибры.
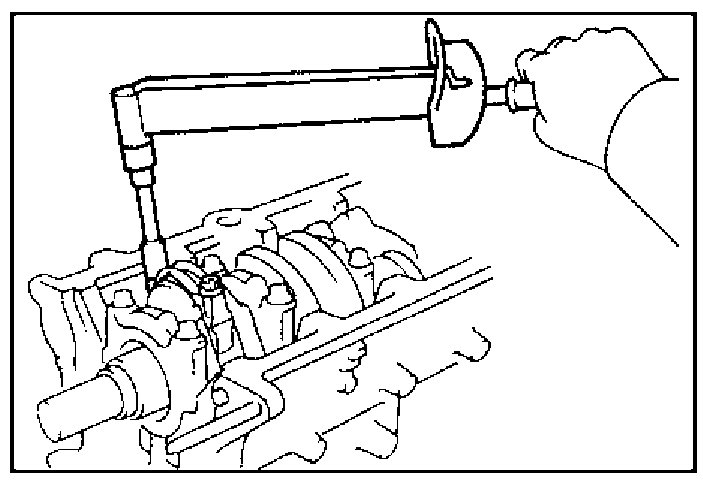
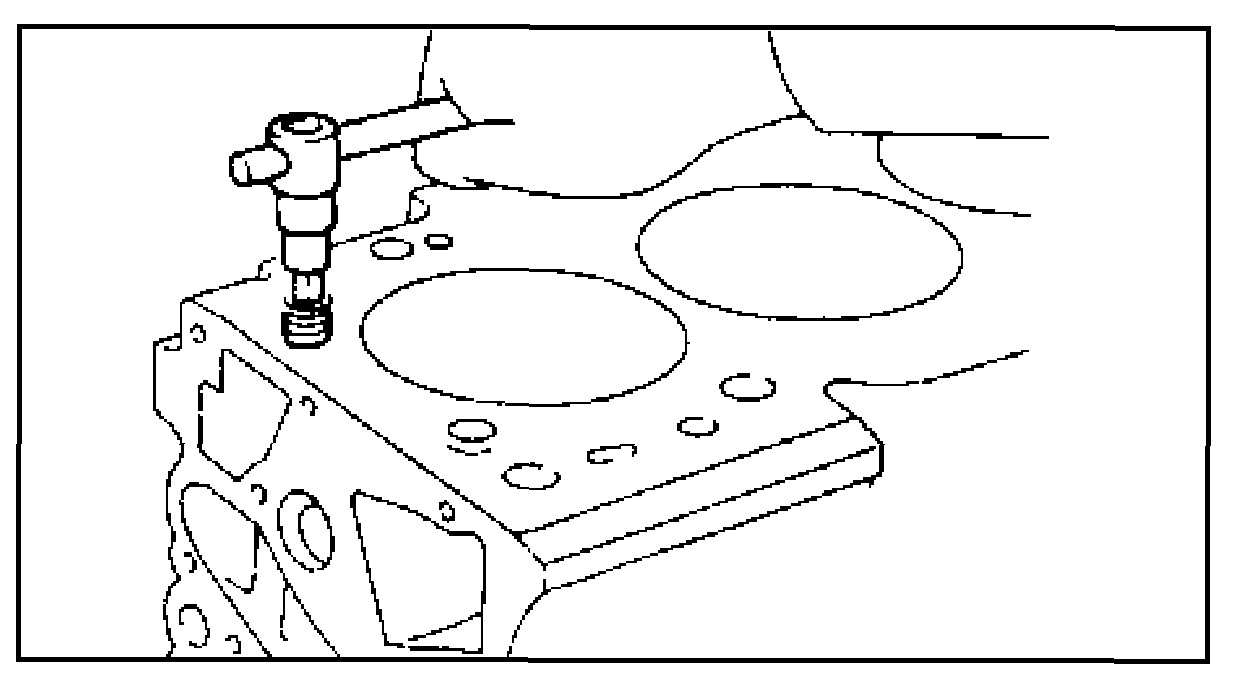
4. Снимите поршень и шатун в сборе,
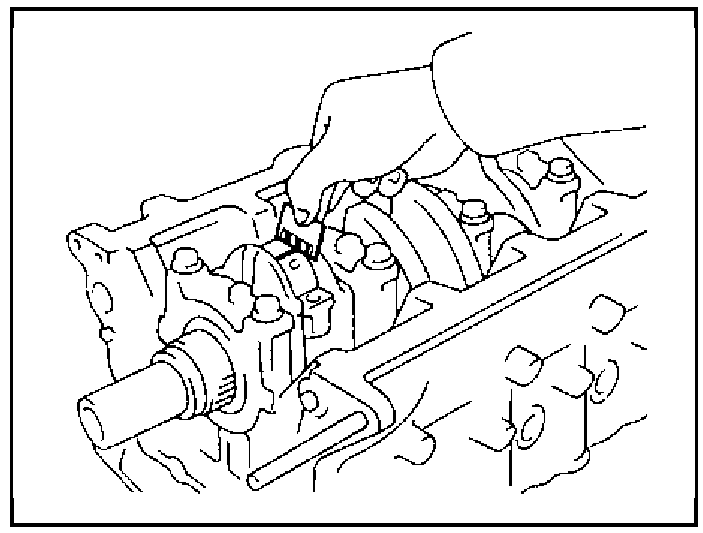
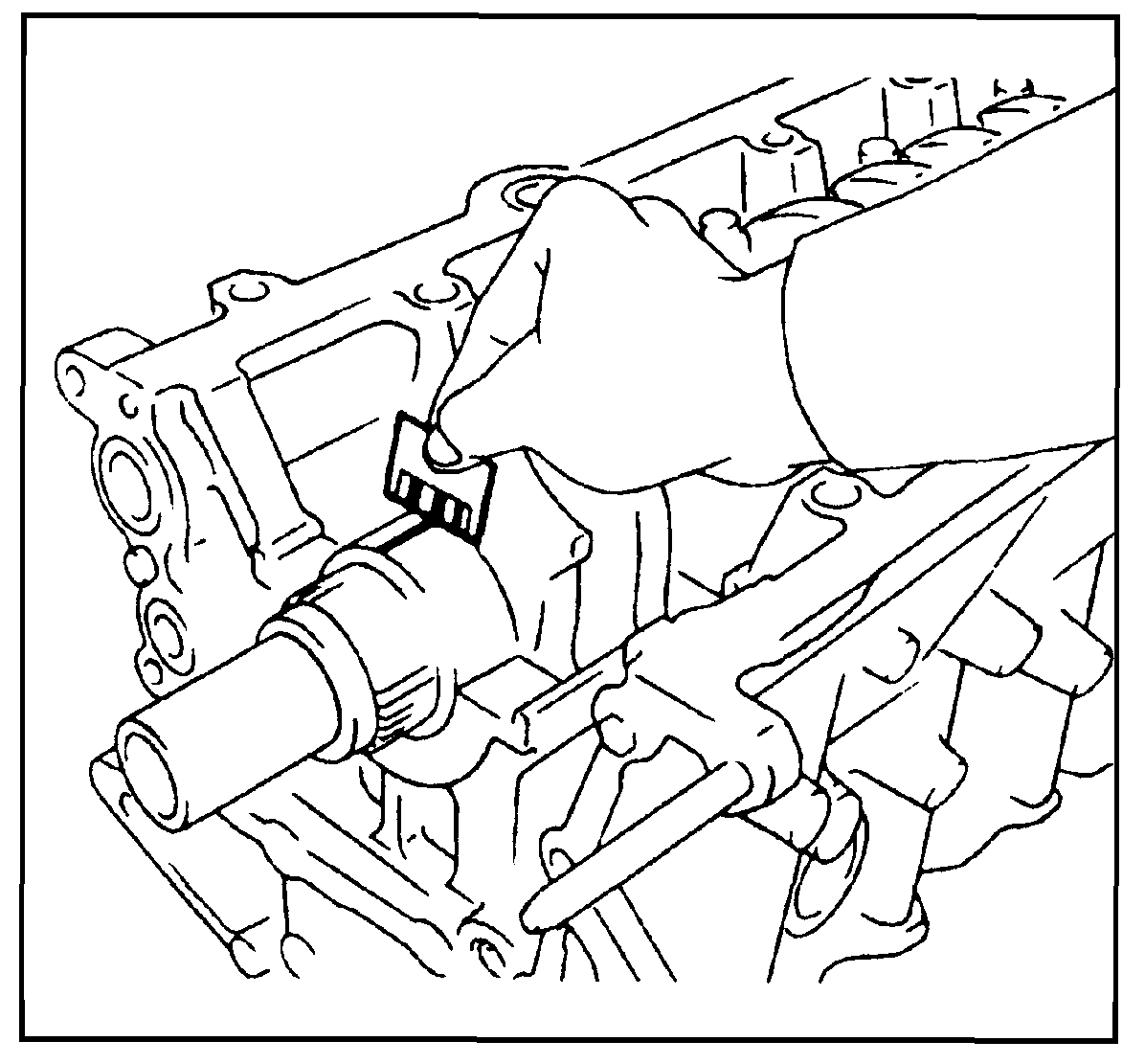
а) Разверткой удалите нагар с верхней части цилиндра, как показано на рисунке.
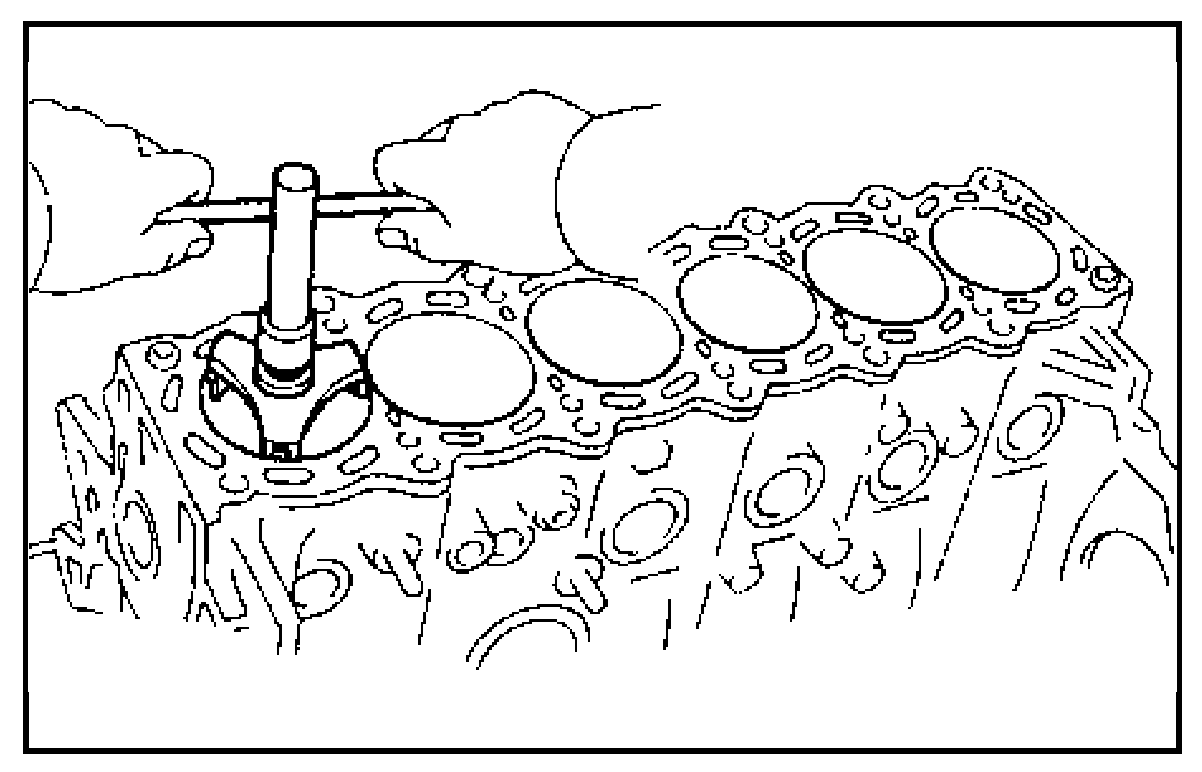
б) Извлеките поршень в сборе с шатуном и верхним вкладышем подшипника через верхнюю часть блока цилиндров.
- Держите подшипники, шатун и крышку вместе.
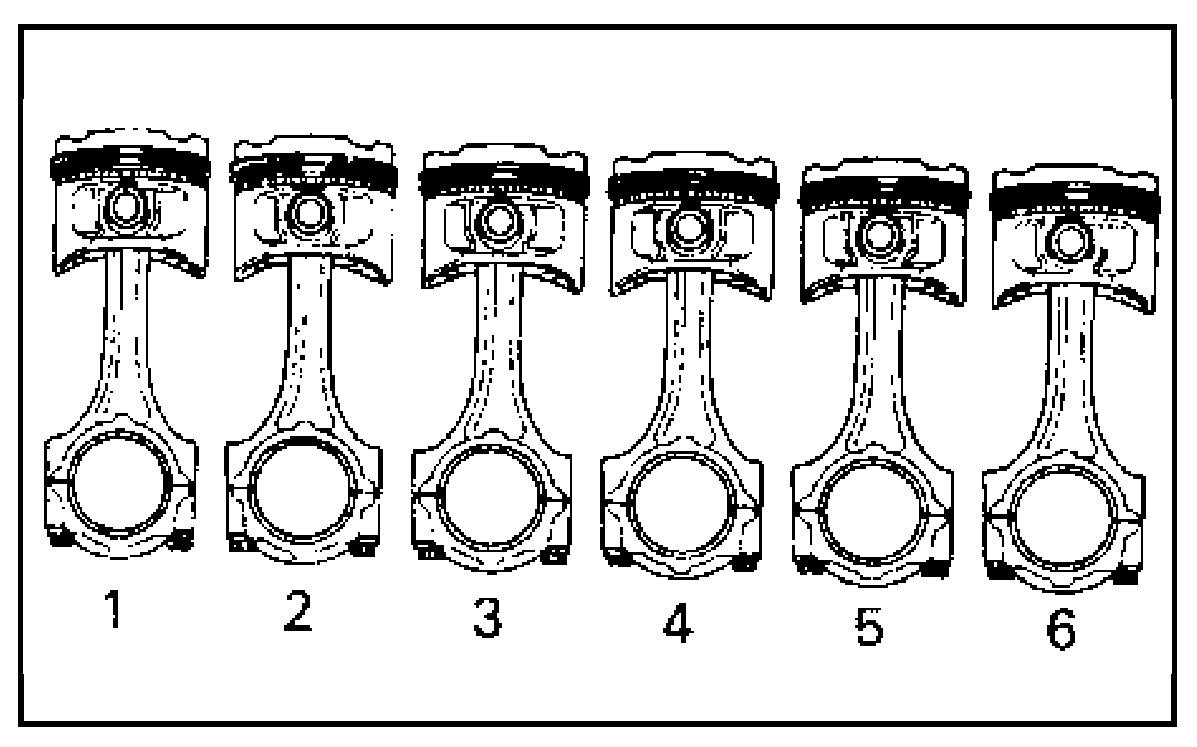
- Расположите поршни в сборе с шатунами и вкладышами в определенном порядке.
5. Индикатором измерьте осевой зазор коленчатого вала, перемещая последний «назад — вперед» с помощью отвертки.
- 4S-FE, 1G-FE, серия JZ:
- стандартный. 0,020 — 0,220 мм
- предельный. 0,300 мм
- 2L-TE:
- стандартный. 0,040 — 0,240 мм
- максимальный. 0,300 мм
Если осевой зазор больше максимально допустимого, замените упорные полукольца.
Толщина упорных полуколец:
- 4S-FE. 2,440 — 2,490 мм
- 1G-FE. 1,940 — 1,990 мм
- серия JZ. 1,940 — 1,990 мм
- 2L-TE
- номинальный. 2,430 — 2,480 мм
- рем. (0,125). 2,493 — 2,543 мм
- рем. (0,250). 2,555 — 2,605 мм
6. Снимите крышки коренных подшипников и проверьте радиальные масляные зазоры,
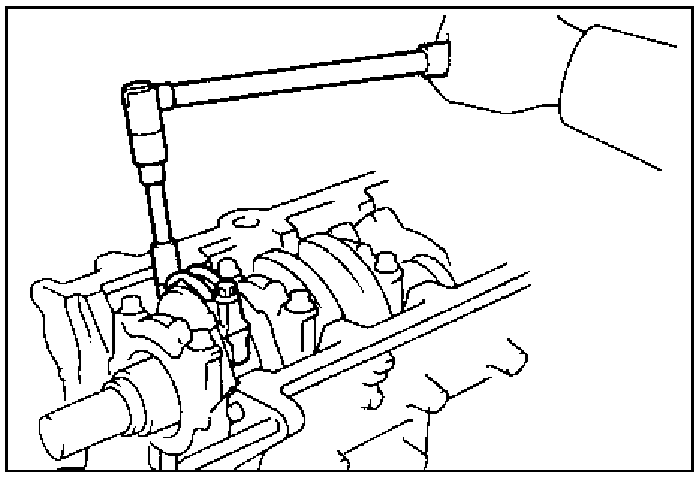
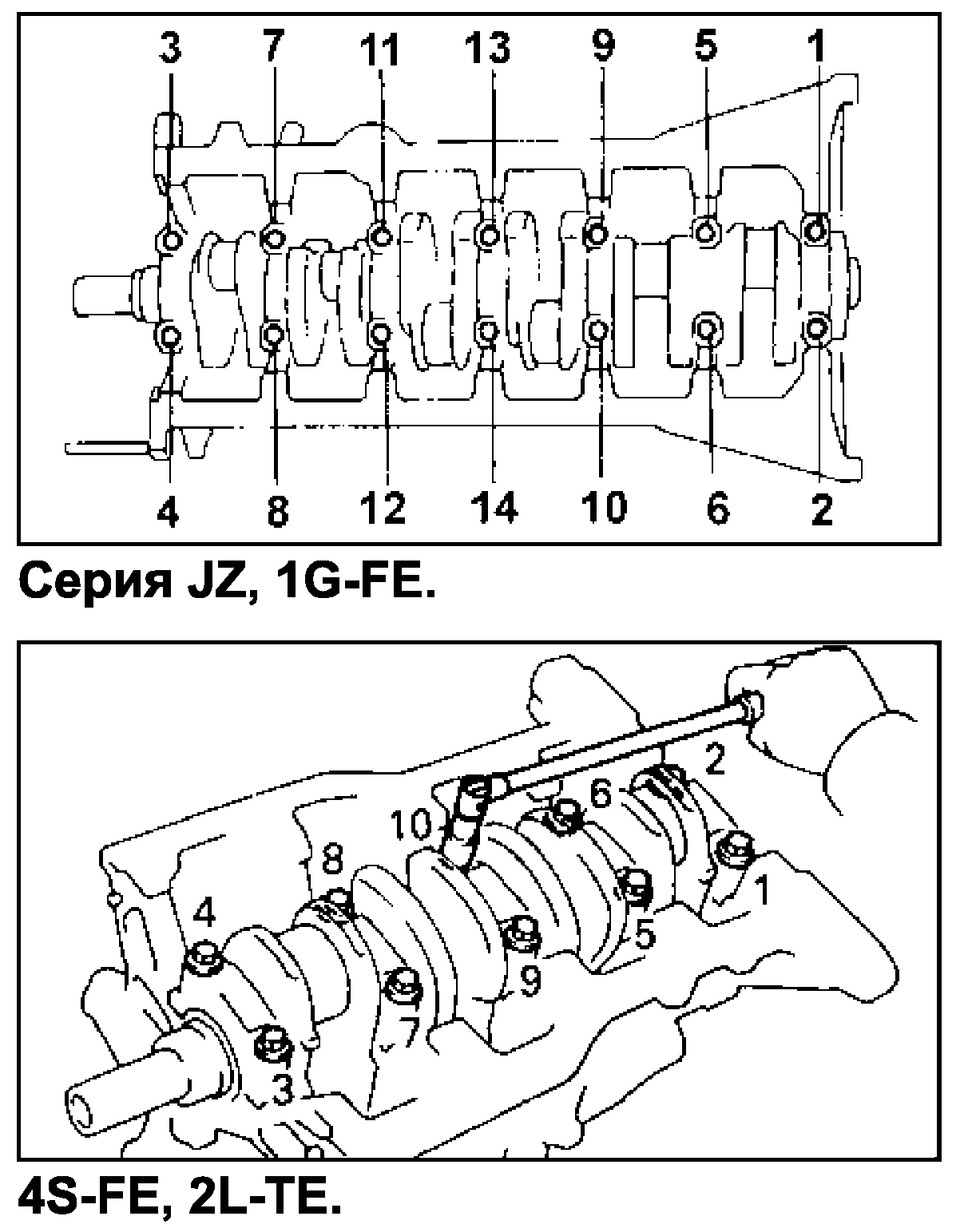
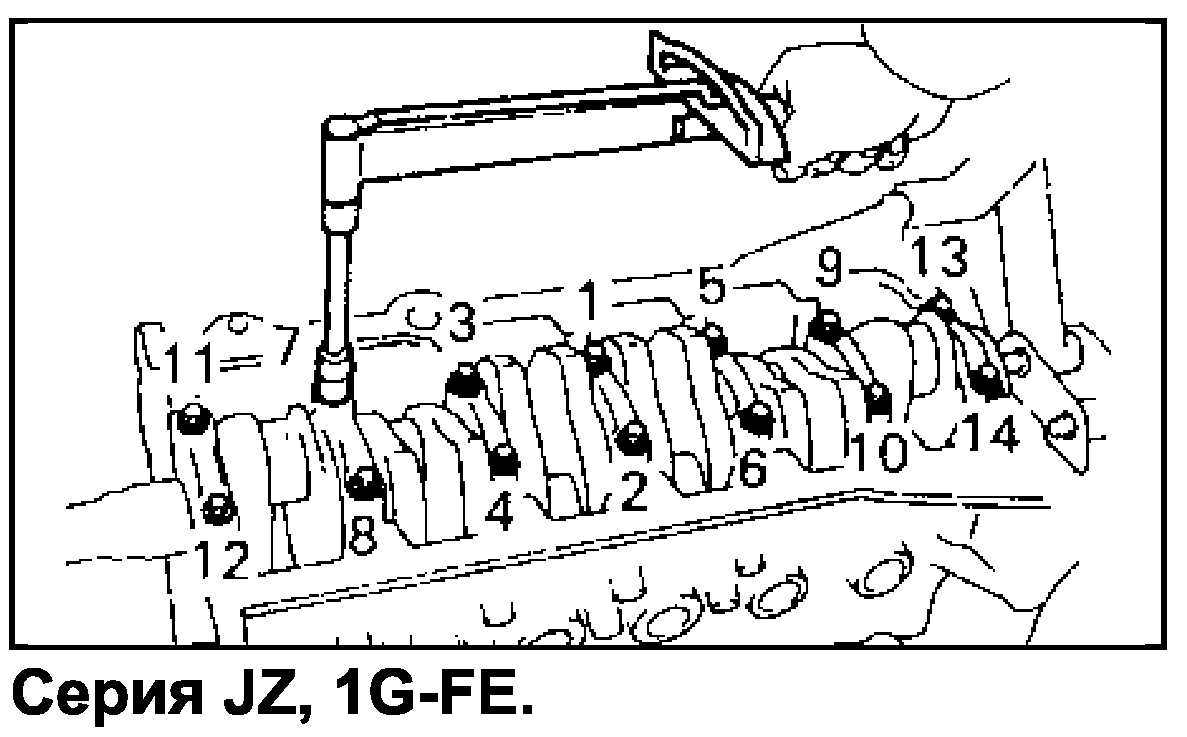
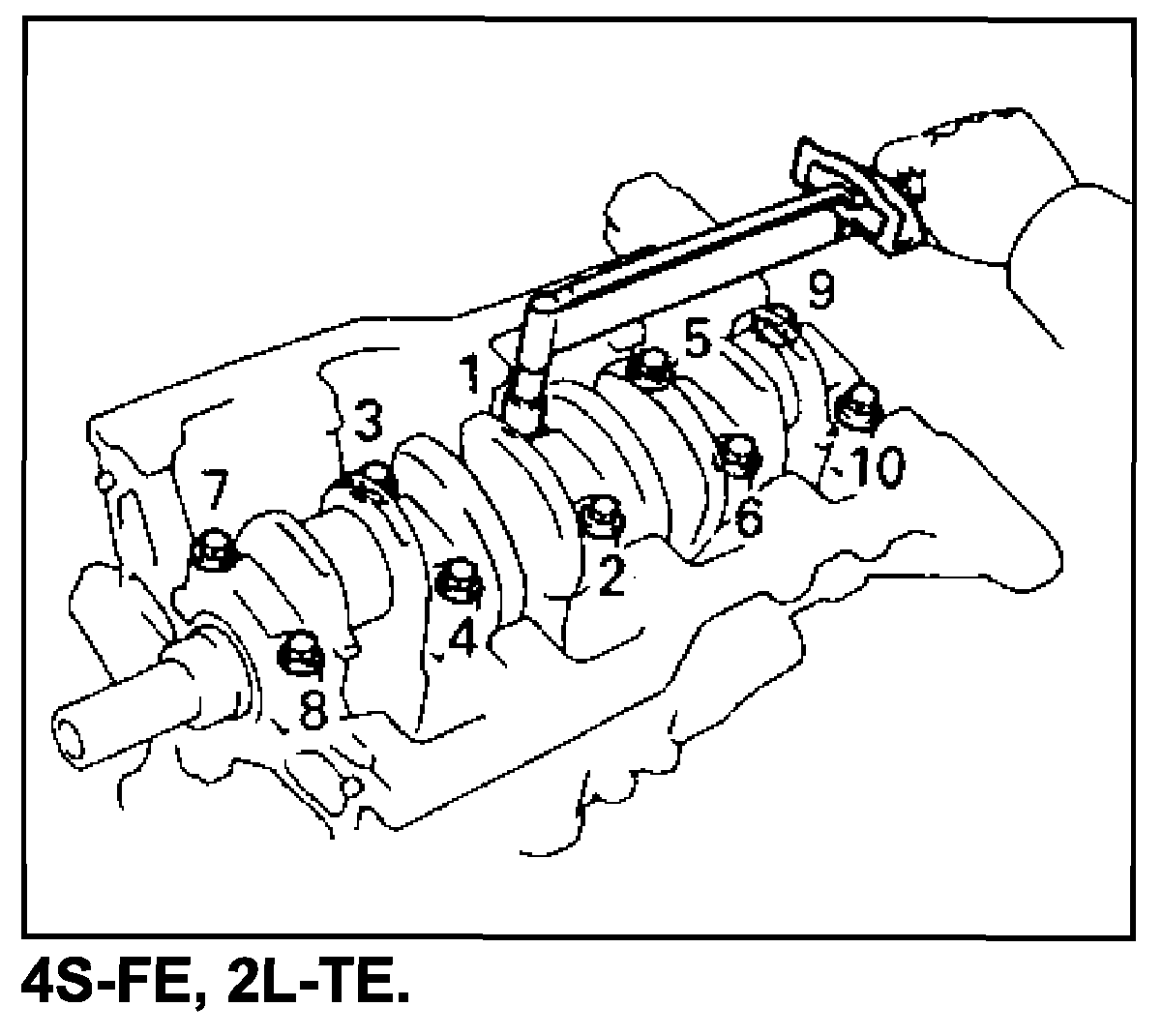
а) Равномерно ослабьте и отверните болты крышек коренных подшипников в несколько проходов, как показано на рисунке.
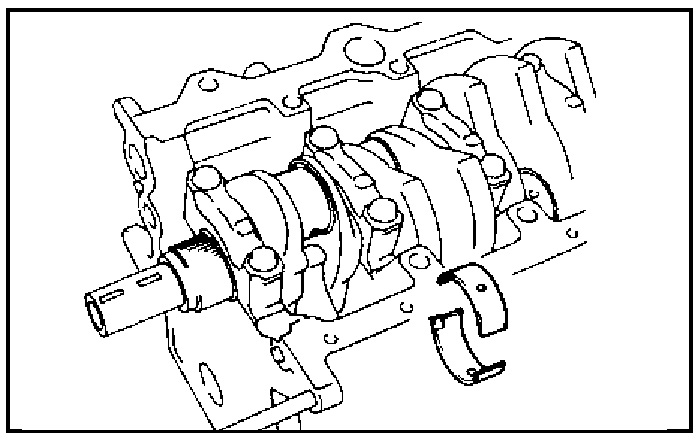
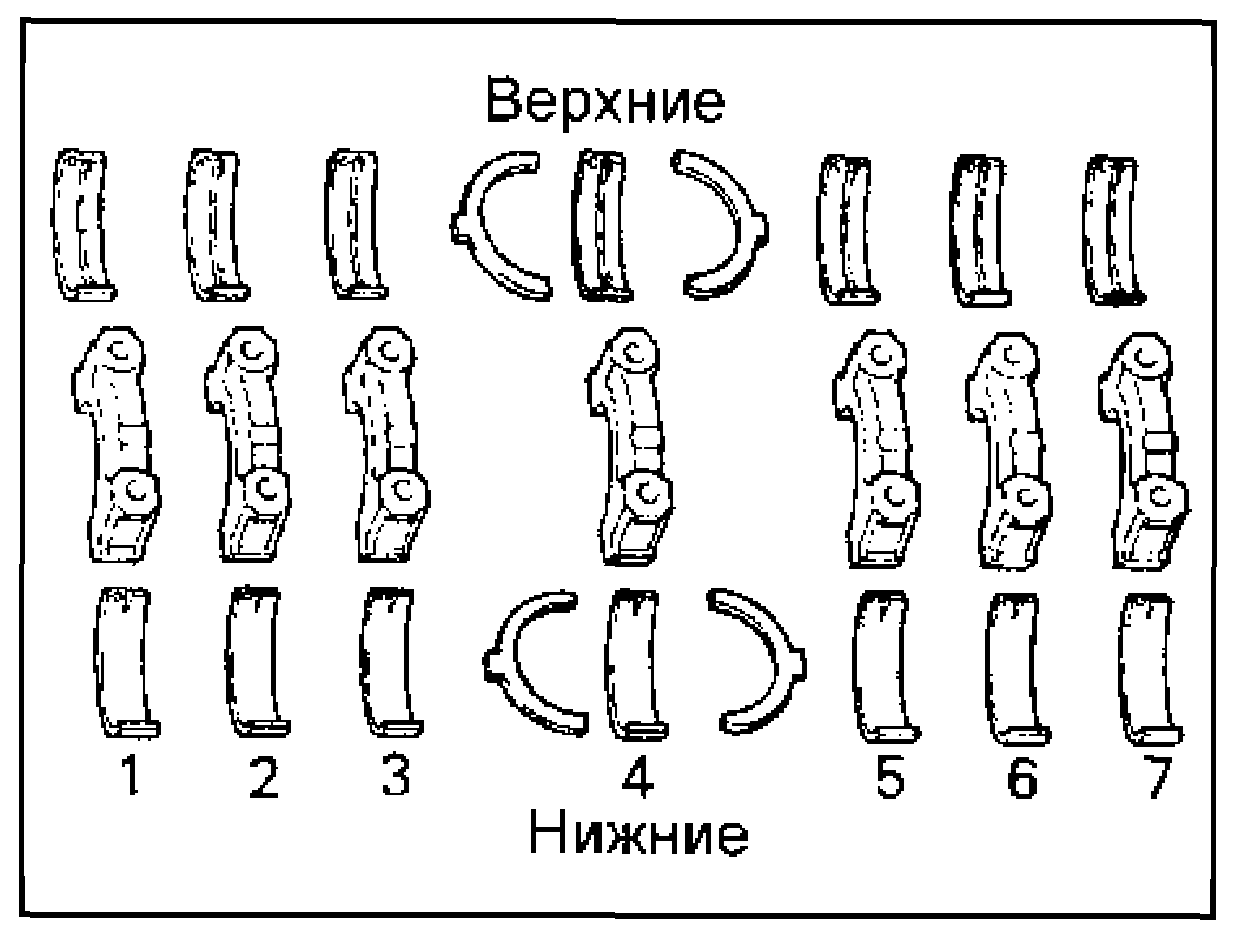
б) Слегка покачивая крышки коренных подшипников, снимите их, удерживая за шатунные болты, вместе с нижними вкладышами и нижними упорными полукольцами (последние установлены только в зоне коренного подшипника №4 (серия JZ, 1G-FE) или №3 (4S-FE, 2L-TE)).
- Держите крышки коренных подшипников вместе с нижними вкладышами.
- Расположите крышки коренных подшипников и упорные полукольца в определенном порядке.
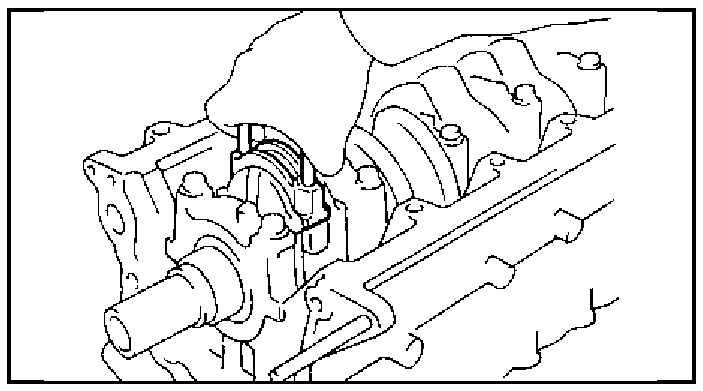
в) Поднимите коленчатый вал.
Примечание: оставьте верхние вкладыши подшипников и верхние упорные полукольца в блоке цилиндров.
г) Очистите каждую коренную шейку и вкладыши.
д) Проверьте поверхность каждой коренной шейки и вкладышей на предмет наличия точечной коррозии и царапин.
Если шейка или вкладыш повреждены, замените вкладыши. При необходимости перешлифуйте или замените коленчатый вал.
е) Уложите коленчатый вал в блок цилиндров.
ж) Положите пластиковый калибр для измерения зазоров в подшипниках скольжения на каждую коренную шейку.
з) Установите крышки коренных подшипников и затяните болты в указанной на рисунке последовательности.
- Серия JZ:
- 1-й этап. 44 Н*м
- 2-й этап. довернуть на 90°
- 4S-FE. 59 Н*м
- 1G-FE. 60 Н*м
- 2L-TE. 105 Н*м
Примечание: не поворачивайте коленчатый вал.
и) Снимите крышки коренных подшипников.
к) Измерьте максимальную ширину сплющенной калибровочной проволоки, определив по ней величину радиального масляного зазора.
- Серии JZ:
- номинальный. 0,026 — 0,040 мм
- предельный. 0,06 мм
- 4S-FE:
- Номинальный зазор:
- подшипник №3
- стандартный. 0,025 — 0,044 мм
- рем. (0,25). 0,027 — 0,067 мм
- остальные
- стандартный. 0,015 — 0,034 мм
- рем. (0,25). 0,019 — 0,059 мм
- подшипник №3
- Номинальный зазор:
- 1G-FE:
- Номинальный зазор:
- №4. 0,038 — 0,056 мм
- остальные. 0,026 — 0,044 мм
- ремонтный (0,25):
- №4. 0,038 — 0,068 мм
- остальные. 0,026 — 0,056 мм
- Предельный зазор. 0,080 мм
- Номинальный зазор:
- 2L-TE:
- номинальный. 0,034 — 0,065 мм
- рем. (0,25). 0,033 — 0,079 мм
- предельный. 0,100 мм
Если масляный зазор больше максимального, замените подшипники. При необходимости прошлифуйте или замените коленчатый вал.
Примечание: при замене вкладышей номинального размера необходимо использовать вкладыши одной размерной группы, указанной на крышке подшипника. Существуют пять размерных группы вкладышей, обозначенных «1», «2», «3», «4» или «5» соответственно.
Двигатели серии JZ
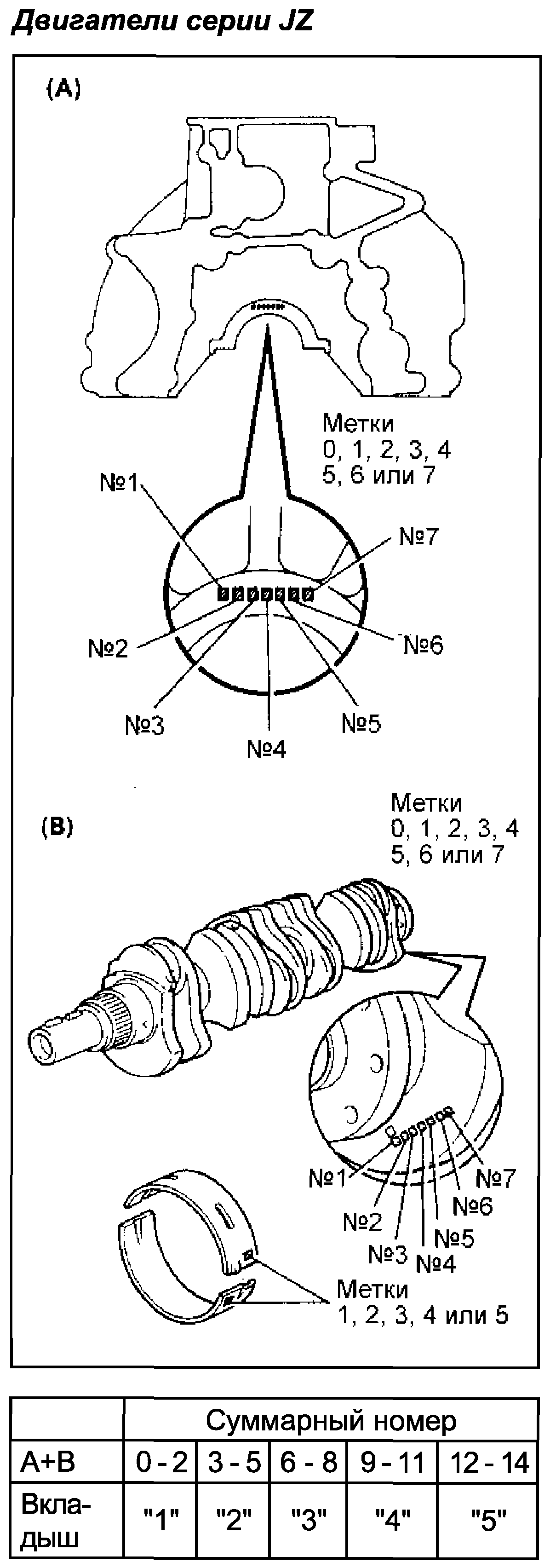
Пример: Метка на блоке цилиндров «3» (А)+ метка на коленчатом валу «4» (В) = сумма «7» (необходимого вкладыша №3).
Диаметр под коренную шейку в блоке и цилиндров (А):
- метка «0». 66,020 — 66,022 мм
- метка «1». 66,022- 66,024 мм
- метка «2». 66,024 — 66,026 мм
- метка «3». 66,026 — 66,028 мм
- метка «4». 66,028- 66,030 мм
- метка «5». 66,030 — 66,032 мм
- метка «6». 66,032 — 66,034 мм
- метка «7». 66,034 — 66,036 мм
- рем. (0,25). 66,020- 66,036 мм
Диаметр коренной шейки коленчатого вала:
- метка «0». 61,998 — 62,000 мм
- метка «1». 61,996 — 61,998 мм
- метка «2». 61,994 — 61,996 мм
- метка «3». 61,992 — 61,994 мм
- метка «4». 61,990 — 61,992 мм
- метка «5». 61,988 — 61,990 мм
- метка «6». 61,986 — 61,988 мм
- метка «7». 61,984 — 61,986 мм
- рем. (0,25). 61,745 — 61,755 мм
Толщина стенки вкладыша (в центральной части):
- метка «1». 1,994 — 1,997 мм
- метка «2». 1,997 — 2,000 мм
- метка «3». 2,000 — 2,003 мм
- метка «4». 2,003 — 2,006 мм
- метка «5». 2,006 — 2,009 мм
- рем. (0,25). 2,114 — 2,120 мм
Двигатель 4S-FE
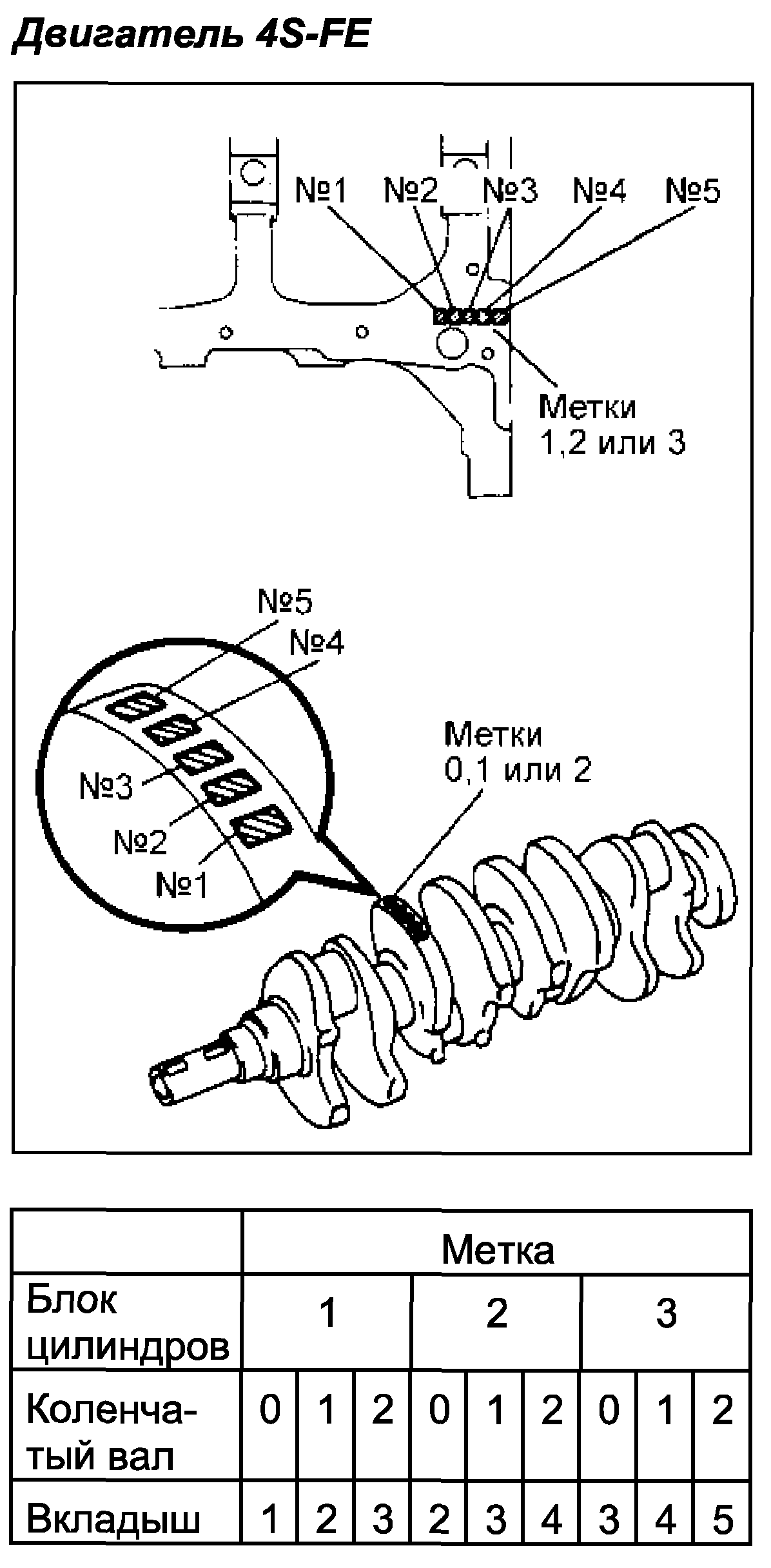
Пример: Метка «2» на блоке цилиндров + метка «1» на коленчатом валу = сумма «3» (необходимого вкладыша №3).
Диаметр постели коренного подшипника блока цилиндров:
- метка «1». 59,020 — 59,026 мм
- метка «2». 59,026 — 59,032 мм
- метка «3». 59,032 — 59,038 мм
- рем. (0,25). 59,020 — 59,038 мм
Диаметр коренной шейки коленчатого вала:
- метка «0». 54,998 — 55,003 мм
- метка «1». 54,993 — 54,998 мм
- метка «2». 54,988 — 54,993 мм
- рем. (0,25). 54,745 — 54,755 мм
Толщина стенки вкладыша (в центральной части):
- метка «1». 1,992 — 1,995 мм
- метка «2». 1,995 — 1,998 мм
- метка «3». 1,998 — 2,001 мм
- метка «4». 2,001 — 2,004 мм
- метка «5». 2,004 — 2,007 мм
- рем. (0,25). 2,113 — 2,119 мм
- метка «1». 1,997 — 2,000 мм
- метка «2». 2,000 — 2,003 мм
- метка «3». 2,003 — 2,006 мм
- метка «4». 2,006 — 2,009 мм
- метка «5». 2,009 — 2,012 мм
- рем. (0,25). 2,117 — 2,123 мм
Двигатель 1G-FE
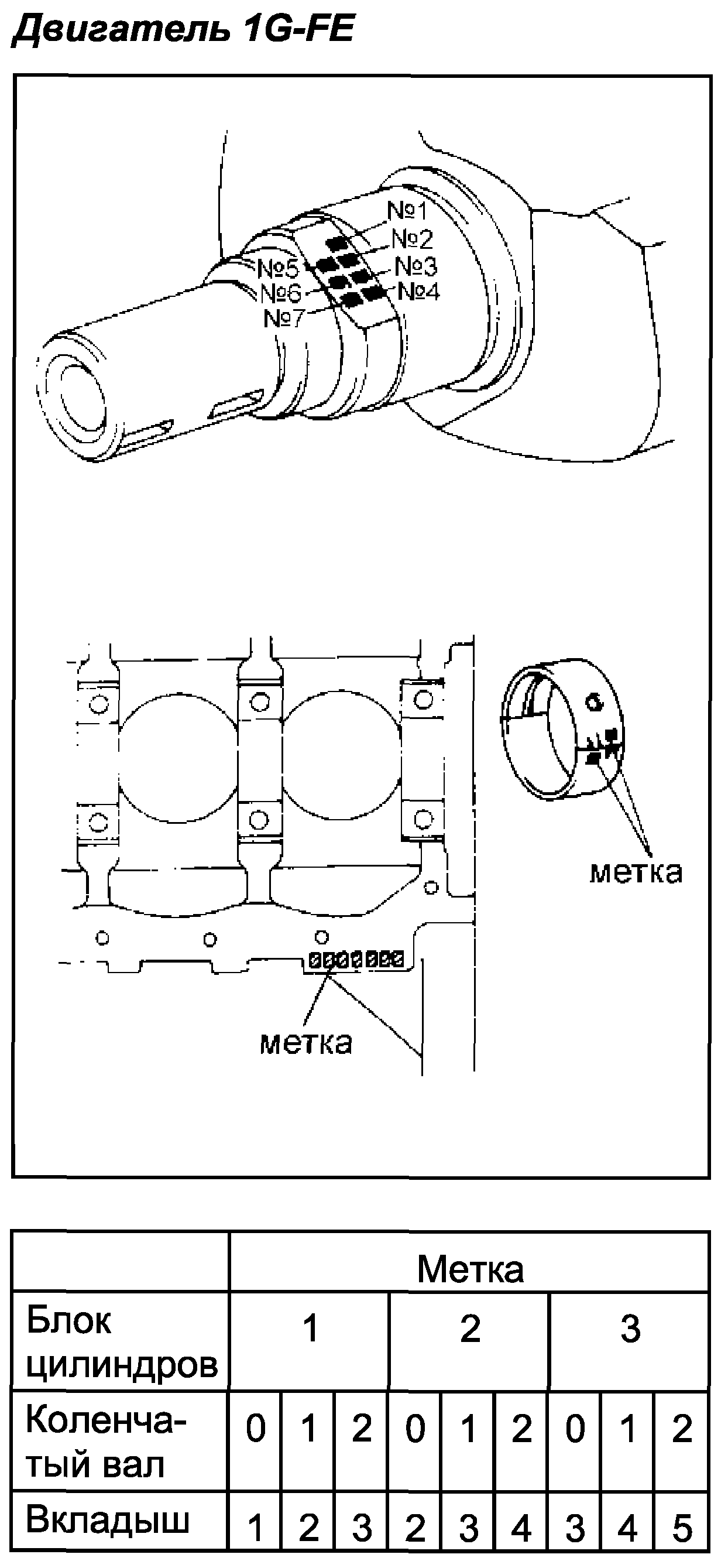
Пример: Метка «2» на блоке цилиндров + метка «1» на коленчатом валу = сумма «3» (необходимого вкладыша №3).
Диаметр постели коренного подшипника блока цилиндров:
- метка «1». 59,026 — 59,032 мм
- метка «2». 59,033 — 59,038 мм
- метка «3». 59,039 — 59,044 мм
- ремонтный (0,25). 59,026 — 59,044 мм
Диаметр коренной шейки коленчатого вала:
- шейка №4:
- метка «0». 54,983 — 55,998 мм
- метка «1». 54,977 — 54,982 мм
- метка «2». 54,970 — 54,976 мм
- ремонтный (0,25). 54,732 — 54,742 мм
- остальные шейки:
- метка «0». 54,995 — 55,000 мм
- метка «1». 54,989 — 54,994 мм
- метка «2». 54,982 — 54,988 мм
- ремонтный (0,25). 54,745 — 54,755 мм
Толщина стенки вкладыша (в центральной части):
- с 09.1996 г.:
- метка «1». 1,997 — 2,000 мм
- метка «2». 2,001 — 2,003 мм
- метка «3». 2,004 — 2,006 мм
- метка «4». 2,007 — 2,009 мм
- метка «5». 2,010 — 2,012 мм
- ремонтный (0,25). 2,113 — 2,119 мм
- с 08.1998 г.:
- метка «1». 2,000 — 2,003 мм
- метка «2». 2,003 — 2,006 мм
- метка «3». 2,006 — 2,009 мм
- метка «4». 2,009 — 2,012 мм
- метка «5». 2,012 — 2,015 мм
- ремонтный (0,25). 2,113 — 2,123 мм
Двигатели 2L-TE
Толщина стенки вкладыша (в центральной части):
- метка «1». 1,979- 1,983 мм
- метка «2». 1,983 — 1,987 мм
- метка «3». 1,987- 1,991 мм
- рем. (0,25). 2,100-2,106 мм
- рем. (0,50). 2,225 — 2,231 мм
Диаметр постели коренного подшипника:
- метка «1». 66,000- 66,008 мм
- метка «2». 66,008 — 66,016 мм
- метка «3». 66,016 — 66,024 мм
- рем. (0,25 мм). 66,000 — 66,024 мм
- рем. (0,50 мм). 66,000 — 66,024 мм
Диаметр коренной шейки коленчатого вала:
- метка «1». 61,985 — 62,000 мм
- метка «2». 61,985 — 62,000 мм
- метка «3». 61,985 — 62,000 мм
- рем. (0,25). 61,745 — 61,755 мм
- рем. (0,50). 61,495 — 61,505 мм
л) Снимите пластиковые калибры.
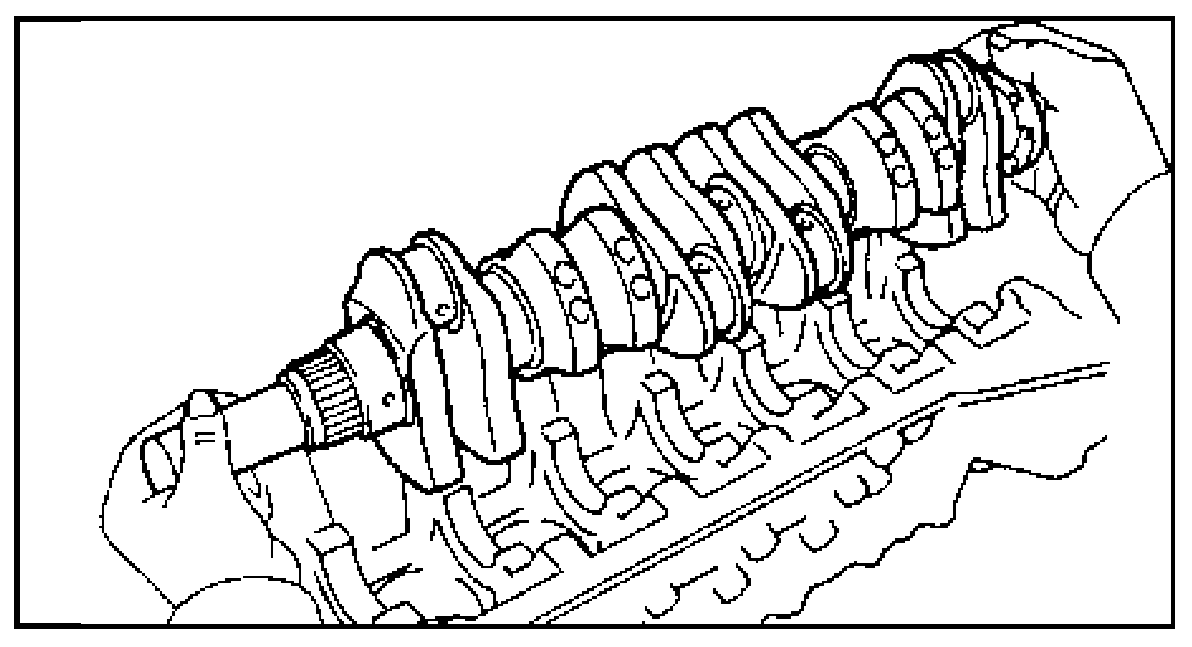
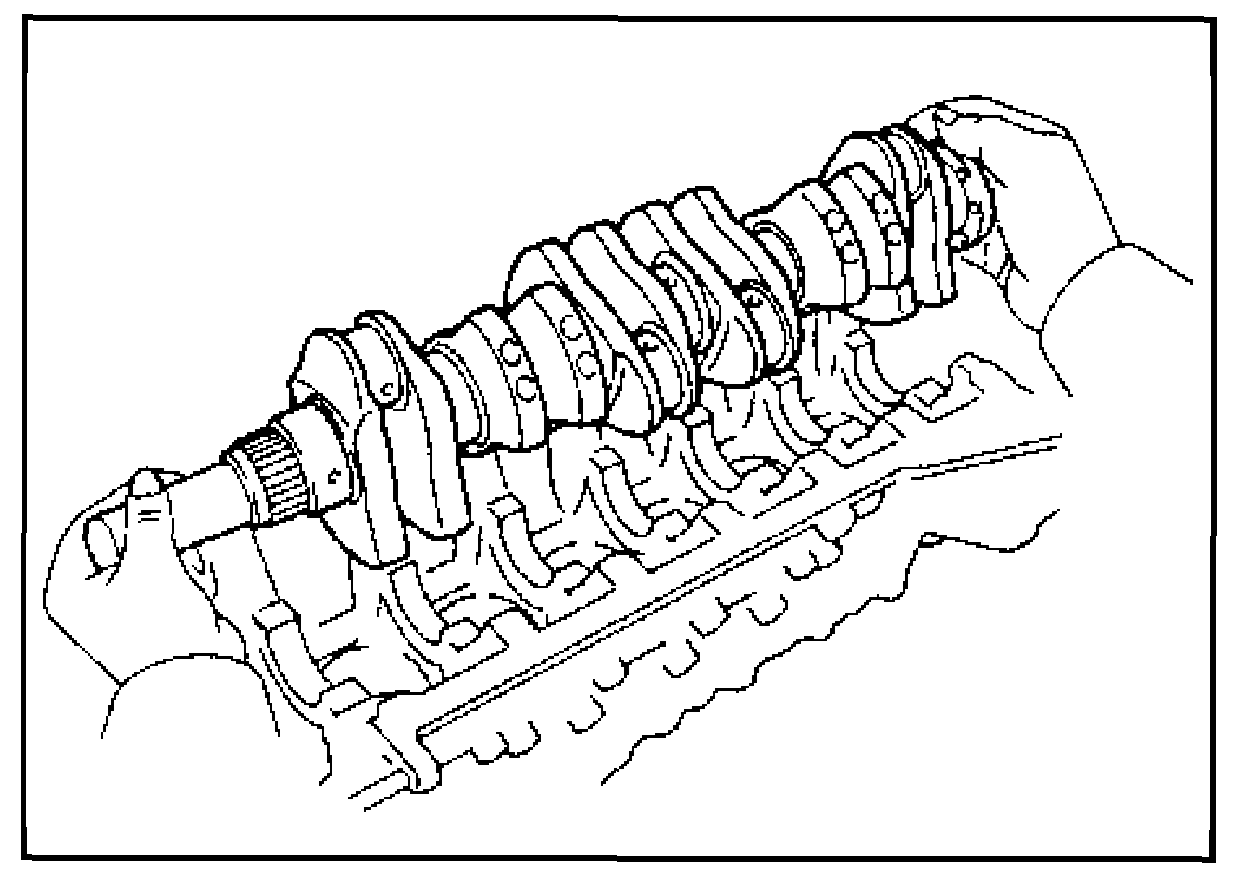
7. Снимите коленчатый вал.
а) Поднимите коленчатый вал.
б) Извлеките верхние вкладыши коренных подшипников и верхние упорные полукольца из блока цилиндров.
Примечание: уложите коренные подшипники и упорные полукольца в определенном порядке.
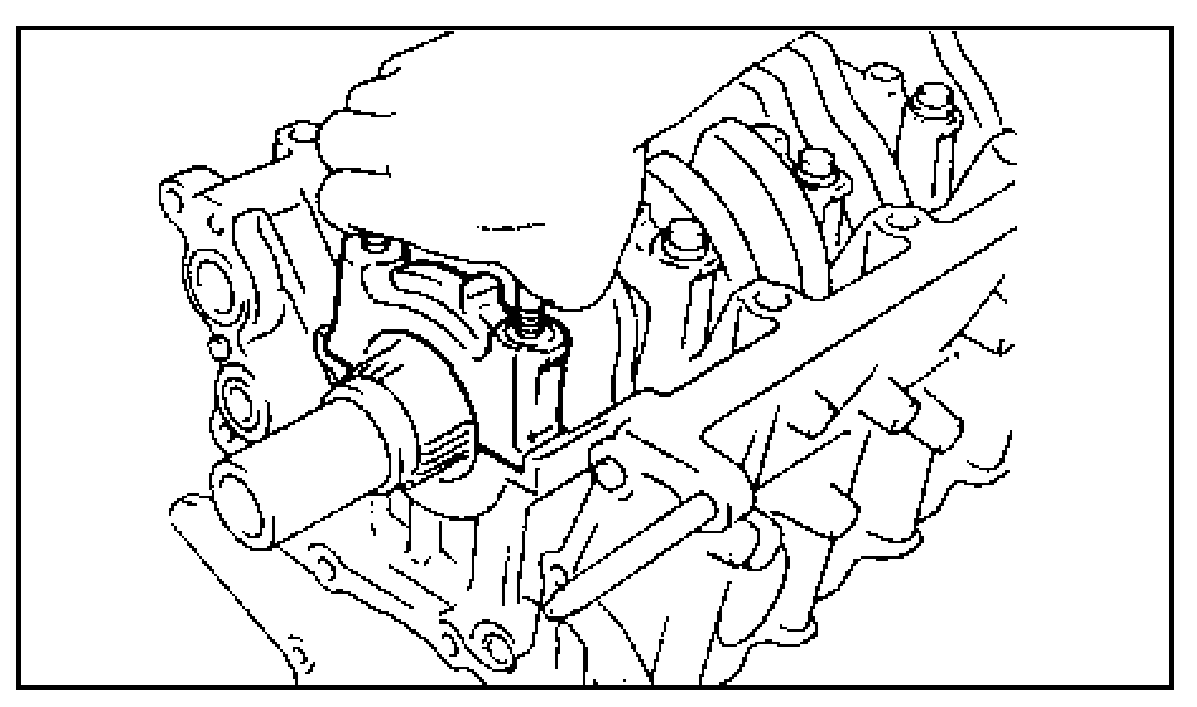
8. (2L-TE) Снимите сливной патрубок системы охлаждения.
9. (2L-TE) Выверните две шпильки.
10. (2L-TE) Выверните штуцер системы смазки.
11. (2L-TE, 1JZ-GTE) Снимите обратные клапаны и масляные форсунки.
Источник