- Технический осмотр редуктора и канатоведущего шкива лифта — часть 2
- Ремонт лебедки лифта от 30.000₽ ⚙ срочная замена или разборка — редукторы в наличии
- Ремонт лебедки лифта
- Особенности лебедки лифта
- Виды и особенности ремонта лифтовых лебедок
- Наши преимущества
- Ремонт и замена редуктора лифта (инструкция)
- Ремонт и замена редуктора лифта: пошаговая инструкция
- Замена масла в редукторе лифта
- МЕТОДИКА ОПРЕДЕЛЕНИЯ НЕИСПРАВНОСТЕЙ В ПОДЪЕМНОМ МЕХАНИЗМЕ ПАССАЖИРСКИХ ЛИФТОВ С ГЛОБОИДНЫМ РЕДУКТОРОМ
Технический осмотр редуктора и канатоведущего шкива лифта — часть 2
6. Проверяют отсутствие течи масла из разъемов и уплотнений, наличие и качество масла. Проверяют, нет ли течи из разъемов и уплотнений. Допускаются незначительные подтеки масла. Если течь масла из редуктора значительная, редуктор необходимо ремонтировать на заводе или на месте.
Уровень масла в редукторе проверяют масломерной иглой. Уровень масла должен находиться между нижней и верхней рисками на масломерной игле.
Рекомендуемые смазки: летние — цилиндровая 52 (Вапор) и индустриальная 50, зимние — нигрол зимний, автол 10. Масло в новом редукторе заменяют не позднее, чем через месяц работы редуктора. В дальнейшем масло в редукторе заменяют 1 раз в полгода. На лифтах модели ЭМИЗ (лебедка Т-1000 со скользящими подшипниками тихоходного вала (см. рис. 24), кроме проверки масла в редукторе и дополнения до нормы, проверяют наличие смазки в масленках.
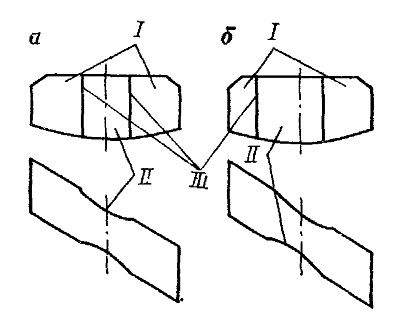
Рис. 29. Формы зубьев червячного колеса, нарезанных трехзубой фрезой-летучкой (а) и глобоидной фрезой (б):
I—зона подреза; II—обкатная зона
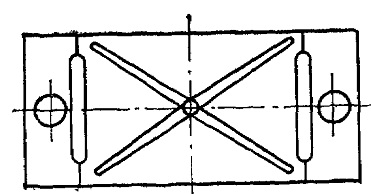
Рис. 30. Вкладыш верхней крышки подшипника скольжения тихоходного вала лебедки Т-1000
Для этого завинчиванием крышек масленок продавливают смазку в подшипник так, чтобы она вошла в щели между шейками тихоходного вала и подшипниками; отвинчивают крышки и дополняют их смазкой типа солидол, если при завинчивании до отказа смазка не вышла.
Если при наличии смазки в масленках она не продавливается, что чаще всего имеет место на лифтах с нижним расположением машинных помещений, то необходимо снять нагрузку с редуктора, отвинтить гайки болтов, снять крышку подшипника выносной стойки, проверить состояние масляных канавок (рис. 30) и, если они загрязнены, очистить и промыть рабочую поверхность крышки.
Если же масляные канавки отсутствуют (затянуты), то необходимо их восстановить. Глубина канавок должна находиться в пределах 2—3 мм, ширина 3—4 мм. Направление канавки должно быть от центра к углу, как показано на рис. 30. После окончания обработки канавок очищают отверстие и рабочую поверхность в крышке подшипника, а также канавки от частиц металла, устанавливают крышку на место и закрепляют ее болтами. Гайки фиксируют контргайками. Делают канавки в крышке другого подшипника. Завинчиванием крышек масленок продавливают смазку и ставят редуктор под нагрузку.
Масляные канавки делают в подшипниках редукторов, устанавливаемых в машинных помещениях нижнего расположения
7. Проверяют надежность крепления тормозной полумуфты шкива, пытаясь сместить при помощи штурвала червячный вал относительно заторможенной полумуфты. Если при такой проверке будет обнаружен люфт в креплении тормозной полумуфты на червячном валу, подтягивают крепление: отвинчивают болты, крепящие электродвигатель, и снимают его; подтягивают гайку, крепящую тормозную полумуфту, Проверяют, нет ли люфта в креплении тормозной полумуфты на червячном валу. При наличии люфта отправляют редуктор для ремонта на завод
Надежность крепления канатоведущего шкива на тихоходном валу редуктора проверяют на ходу лифта: включают вводный рубильник и при помощи аппарата управления пускают кабину в ход.
Проверяют, нет ли люфта в креплении канатоведущего шкива на валу (смотреть надо на торец вала в момент перехода кабины с большой на малую скорость или в момент остановки); отключают вводный рубильник, подтягивают гайку, крепящую канатоведущий шкив; отправляют редуктор для ремонта на завод, если люфт ликвидировать не удалось
8 Проверяют исправность упорного и радиального подшипников при работе редуктора. Если в редукторе прослушивается монотонный шум, это указывает на износ подшипников Такой редуктор необходимо отправить для ремонта на завод.
Источник
Ремонт лебедки лифта от 30.000₽ ⚙ срочная замена или разборка — редукторы в наличии
П олучите монтаж, и доставку лебедки, после ремонта, — бесплатно! Заказав обслуживание на 6мес. Можно посчитать без выезда, по ТЗ, фото. Все марки: Sicor, SGR, Montanari
Ремонт лебедки лифта
У лифтов в случаи поломки связанной с неисправностью лебедки, замена лебедки является трудоемкой и дорогой. Причин поломок может быть несколько, и основные из них – естественный износ или некачественные запчасти.
Компания ДО-ЛИФТ предлагает в Москве услуги по ремонту лебедок Forward, KONNE, Montanari, Sicor, Щербинка, Отис Лифт, и других производителей. Не важно, где и когда изготовлена лифтовая лебедка и ее конструктивные элементы (привод, редуктор, электродвигатель, подшипники) – мы всегда гарантируем качество ремонта и комплкетующих.
Особенности лебедки лифта
Лифтовый подъемник (лебедка) главного привода лифта отличается своей конструкцией в зависимости от назначения:
- В малом грузовом лифте – это односкоростные редукторные лебедки (скорость до 0,5 м/с).
- В пассажирских и грузовых лифтах (280 кг. и выше) – безредукторные, одно- и двухскоростные (например, 13VTR-CR из Могилева или Щербинки в разных исполнениях).
Соответственно, каждый вариант исполнения лебедки отличается рядом характеристик – мощностью и грузоподъемностью, типом подвески, количеством канатов и их диаметром, скоростью.
Для проведения ремонтных работ привлекаются подготовленные бригады специалистов с определенным допуском.
Виды и особенности ремонта лифтовых лебедок
В перечень услуг по ремонту лебедок входят и самые простые виды работ (покраска корпуса, замена масла), и трудоемкие процессы (замена подшипников, сальников, червячной пары и перемотка двигателя).
Мы выполняем все виды работ – с выездом на объект заказчика и на ремонтно-производственной базе нашей компании. Вы можете заказать услуги:
- Агрегатную замену: узлов на главном приводе независимо от наличия монтажных люков и балок; электромотора и редуктора (в сборе); ограничителя скорости и тормозного устройства.
- Устранение течи масла (замена уплотнений и герметизация разъемов) на редукторе.
- Замена шкива и подшипников лебедки и червячной пары.
- Ремонт или замена маховика, шпонок, тормозных муфт, масла (с промывкой редуктора), пальцев полумуфты электродвигателя и самой полумуфты.
- Замена канатоведущего шкива (барабана) и канатов, отводных блоков; тормозных катушек, накладок и колодок.
- Регулировка тормозных систем.
- Замена электропроводки.
- Замена или ремонт подлебёдочных рам и прочее.
Готовую продукцию (агрегаты или отдельные детали) перед установкой мы дополнительно тестируем (обкатка) на специальных стендах в нашей лаборатории. Качество отремонтированных изделий мы также проверяем с использованием измерительных приборов, и выдаем специальные гарантийные обязательства
Наши преимущества
Диагностика и ремонт лифтовой лебедки – процедура сложная и ответственная. Она требует знаний особенностей комплектации определенных типов лебедки – каждая представляет собой сложный комплекс функциональных узлов (редуктор, электродвигатель, тормозное устройство, канатоведущий барабан или шкив). Необходимы не только опыт и навыки проведения ремонта, но и специальные инструменты и техника – Временные и финансовые затраты в большинстве случаев связаны с транспортировкой крупногабаритного и тяжелого узла, а не с его сложностью.
У нас есть все необходимое для проведения быстрого и качественного ремонта лебедок:
- Спецтехника (автокраны, грузовые автомобили, тягачи, тралы).
- Специальные диагностические стенды и ремонтные цеха.
- Подготовленные специалисты – инженеры, эксперты, ремонтные бригады.
Мы готовы предложить и услуги по ремонту лифтового оборудования, и возможность купить необходимые запчасти. Компания предлагает выгодные и адекватные цены на свои услуги: позвоните или напишите нам, и специалисты готовы приехать на ваш объект в течение нескольких часов.
Источник
Ремонт и замена редуктора лифта (инструкция)

Редуктор в лифте требует регулярной проверки и замены при обнаружении неполадок. А замену масла редуктора и вообще необходимо выполнять на постоянной основе. При ремонте и замене проверяют основные характеристики: качество креплений, зазоры между рисками, осевое смещение червячного вала.
Ремонт и замена редуктора лифта: пошаговая инструкция
Условно можно разделить весь процесс осмотра детали на четыре части:
- осмотр редуктора на предмет проблем креплений (возможно расхождение шпоночного крепежа, расположенного у ступицы вала тихоходного типа, либо отклонения в крепеже болтами червячного колеса);
- проверка расхождений в червячной паре;
- проверка осевого смещения у червячного вала;
- осмотр на предмет механических повреждений: сколотых участков, серьезных царапин в корпусе редуктора и вала.
Перед началом действий следует перевести кабину в режим проверки, а именно воспользоваться пультом управления на крыше кабины. При генеральной проверке может потребоваться снятие редуктора.
Для проверки работоспособности функций редуктора необходимо электропитание либо механическая прокрутка канатов с балансирами. Поэтому прибор обычно не разбирается, а только приводится в доступное для осмотра состояние.
Для выполнения первого шага — проверки крепежей — необходимо уравновешивание при помощи балансиров. Канаты кабинной линии и противовесной должны быть в равновесии, чего можно достичь при помощи противовесного устройства, подвешенного на буфер. Червячный вал при этом не должен быть подвержен нагрузке: она распределяется равномерно по другим частям редуктора.
Главное условие проверки — вал должен свободно крутиться в обе стороны. Фонарем высокой мощности освещают для рассмотрения внутреннюю полость аппарата. Внимание уделяют взаимному расположению ступицы и внутреннему кольцу тихоходного вала. При прокрутке червячного вала не может быть взаимного смещения этих деталей.
Также проверяется взаимное расположение венца вала и ступицы. Между ними при правильно проходящей работе не может быть расхождений. Основания для ремонта после данного этапа — найденные несоответствия относительного расположения ступицы, венца и внутреннего кольца тихоходного вала. При сильной деформации детали полностью меняют.
Слабые несоответствия можно исправить переустановкой элементов, закручиванием болтовых креплений и распрямлением погнутых крепежей под физическим давлением.
На втором этапе вручную наносятся риски для проверки прокрутки вала. На буфер вешается противовес для уравновешивания канатных линий. Механизм подъема следует растормозить, прокрутить червячный вал до упора и риски нанести на колодке и полумуфтах, предназначенных для торможения. Затем вал до конца прокручивают в другую сторону.
Измеряется расстояние между нанесенными рисками на колодке и полумуфтах.
- если диаметр полумуфты 300 мм, то не более 94 мм;
- если диаметр полумуфты 200 мм, то не более 63.
При расходе в червячной паре более 0,8 мм аппарат целиком отправляется на завод.
Важнейший этап — проверка осевого смещения.
Во время нее нужно очистить от смазки несколько (от 2) зубьев вала червячного колеса.
Основные моменты проверки:
- пятно контакта не должно быть смещено в подрезную зону;
- поверхность зубьев не может быть перекошенной, сточенной, деформированной.
При обнаружении описанных деформаций редуктор либо заменяется, либо ремонтируется через завод.
Последняя стадия — осмотр всех частей редуктора на предмет повреждений и деформаций.
Серьезным основанием для этого действия является дребезжащий звук при прокрутке вала. Если червячное колесо, тихоходный вал или другая деталь обладают сколами и погнутостями, их заменяют. При наличии отклонений редуктор необходимо отправить на завод для исправления.
Самостоятельное решение проблемы может оказаться недостаточным и небезопасным.

Замена масла в редукторе лифта

Замена масла обязательна с некоей периодичностью (зависит от типа масла).
Для замены нужно обесточить редуктор и произвести следующие действия:
- открутить пробку слива;
- удалить оставшуюся смазку;
- убрать конденсат;
- залить новое масло.
Если не убрать остатки старого вещества, масло вместе с металлической стружкой может вытечь вплоть до 200 мл за раз.
При обнаружении протечек потребуется замена бака и повторное смазывание деталей. Избыточная смазка так же отрицательна, как недостаточная, поэтому обязательно знать меру при замене масла.
Источник
МЕТОДИКА ОПРЕДЕЛЕНИЯ НЕИСПРАВНОСТЕЙ В ПОДЪЕМНОМ МЕХАНИЗМЕ ПАССАЖИРСКИХ ЛИФТОВ С ГЛОБОИДНЫМ РЕДУКТОРОМ
Поскольку большую часть находящихся в эксплуатации редукторов составляют глобоидные, основное внимание в данной методике уделяется определению неисправностей последних, хотя эту методику можно применять и для редукторов, имеющих другое зацепление.
Дефектировка подъемного механизма производится при выключенном рубильнике и посаженном на буфер противовесе.
Внешний осмотр лебедки. При внешнем осмотре необходимо убедиться в отсутствии явно выраженных дефектов:
течь масла через фланцевые разъемы крышки и корпуса из уплотнительных узлов подшипников тихоходного и быстроходного валов;
сколы и трещины на шкиве, корпусных деталях редуктора;
повышенные люфты в шарнирных соединениях, неправильная работа тормозного устройства;
надежность крепления редуктора, двигателя, тормозной системы и т. д.;
грязь на рабочих поверхностях канатоведущего шкива тормозной полумуфты.
Далее необходимо убедиться в отсутствии рисок, волнистости на тормозной поверхности червячной полумуфты, в надежности крепления и достаточной толщине фрикционного материала колодок. Для этого необходимо отвернуть гайки со шпилек (тяг), снять пружины и развести в стороны рычаги (колодки) тормозного устройства, осмотреть поверхности полумуфты и фрикционного материала. После проведения внешнего осмотра следует убедиться в правильной работе зацепления, подшипниковых узлов, в наличии достаточного количества смазки, в качестве смазки, в отсутствии смещения от своего первоначального положения валов, шкива, полумуфты и др.
Осмотр зацепления. Для более достоверного определения неисправностей редуктора необходимо обеспечить достаточную освещенность внутренней полости редуктора (например, переносной лампой).
При нормальной работе зацепления пятно контакта на зубе колеса располагается так, как показано на рис. 40.
Обычно пятно контакта занимает только обкатную зону, поэтому обкатная зона имеет блеск, а зоны подреза не блестят из-за присутствия на них окисной пленки. В этом случае входные части витка
червяка в работе не участвуют, передача работает плавно, без вибрации.
При длительной эксплуатации под нагрузкой передача полностью прирабатывается, поэтому пятно контакта может быть на всей длине зуба. Виток червяка контактирует с колесом по всей своей длине.
О правильной работе зацепления судят по наличию четкой границы перехода обкатной зоны в подрез (линия). Ввиду того, что противовес при движении лифта чаще всего тяжелее кабины, передача быстрее прирабатывается со стороны противовеса, чем со стороны кабины. При неполностью приработанной передаче обкатная зона на зубе колеса со стороны противовеса почти всегда шире, чем со стороны кабины.
Проверка осевого расхода червяка. При появлении осевых смещений червяка пятно контакта изменяется, при этом обкатная зона начинает окисляться от середины. Появляется блеск (натиры) на зонах подреза, так как виток червяка контактирует с колесом только входной и выходной частью. Вследствие повышения контактных нагрузок (в зацеплении находится около 1,5—2 зубьев) передача начинает быстро изнашиваться. Линии перехода обкатной зоны в подрез разматываются (стираются).
Большие осевые смещения червяка можно наблюдать визуально, если смотреть на место сопряжения червяка и крышки радиальноупорного (упорного) подшипника в момент остановки или перехода лифта на малую скорость.
Проверка бокового зазора в зацеплении. Для проверки бокового зазора в зацеплении необходимо освободить редуктор от неравномерной нагрузки. Для этого нужно при посаженном на буфер противовесе вращением червячного вала добиться равного натяжения ветвей канатов со стороны противовеса и кабины.
При равенстве натяжений ветвей червяк свободно проворачивается (без ощутимого усилия) на некоторый угол.
Найдя «свободный ход» червяка, нужно повернуть штурвал в любую сторону до контакта боковой поверхности червяка с боковой поверхностью зуба колеса. Об этом можно судить по небольшому увеличению усилия вращения, а также зрительно наблюдать по моменту начала вращения колеса (при снятой крышке люка редуктора). Наносят риску на тормозную колодку и полумуфту. Поворачивают червяк в противоположную сторону, до контакта витка червяка с другой поверхностью колеса.
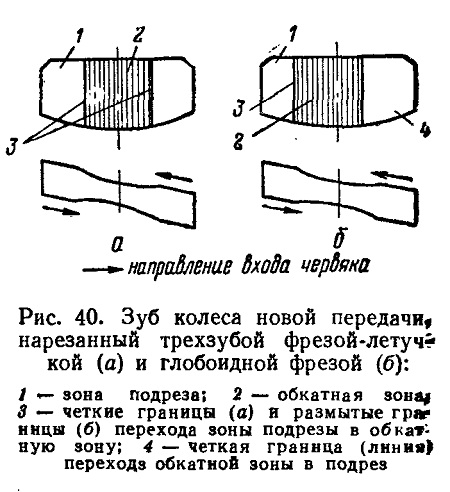
Рис. 40. Зуб колеса новой передачи, нарезанный трехзубой фрезой-летучкой (а) и глобоидной фрезой (б)
Червяк должен повернуться не более чем на 0,1 оборота. Замеряют расстояние между рисками на колодке и полумуфты (по окружности полумуфты). Оно должно быть не более 94 мм для лебедок с редукторами Т-1000, РГ-51, РГС-150-59, РГ-180-47, РГ-180-37 и не более 63 мм — с редуктором РГ-150-59.
Определяя таким образом боковой зазор, получают не чистую величину его, а сумму бокового зазора и осевого люфта. В отдельных случаях, если имеется возможность смещения ступицы (венца) относительно вала (вала-ступицы) при малом окружном усилии, к этим величинам добавляется люфт ступицы на валу.
Проверка на отсутствие взаимных смещений ступицы (венца) относительно вала (вала-ступицы) и шкива относительно вала.
Явление взаимного смещения (люфта) ступицы относительно вала наблюдается чаще всего на редукторах РГС-150-59 и иногда на редукторах РГ-150-59. На редукторах РГ-51 ведомый вал выполнен в внде вала-ступицы. На этих редукторах наблюдаются случаи взаимного смещения венца и вала-ступицы.
Взаимные смещения шкивов и валов могут иметь место на всех лебедках, за исключением Т-1000.
Люфт ступицы на валу (редукторы РГС-150-59 и РГ-150-59) можно обнаружить, если при уравновешенных натяжениях несущих канатов попытаться вывести систему из равновесия вращением червяка в ту или другую сторону. При наличии люфта на указанных редукторах происходит заметное смещение ступицы относительно внутреннего кольца подшипника ведомого вала. На редукторе РГ-51 рекомендуется нанести риску на венце и ступице. При люфте риски сместятся относительно друг друга.
Аналогичным образом определяют наличие люфта и шкивов в месте сопряжения вала и шкива со стороны корпуса редуктора.
Проверка надежности крепления полумуфты (маховика) на червячном валу. В процессе эксплуатации в результате смятия поверхностей ослабевает посадка полумуфты.
Люфты указанных элементов можно обнаружить, если при заторможенной лебедке попытаться повернуть штурвал в ту или другую сторону. Люфт маховика наблюдается в моменты перехода лифта на малую скорость или в момент торможения.
Определение износа ручьев канатоведущего шкива.
Интенсивность износа ручьев канатоведущих шкивов в большой степени зависит от разности диаметров отдельных ручьев с момента изготовления шкива и в процессе эксплуатации. Допустимая разность диаметров ручьев зависит от высоты подъема. Для 9—12-этажного лифта она не должна превышать 0,35 мм.
Расстояние между дном ручья и канатов должно быть не менее 2 мм.
Источник