- Техническое обслуживание цилиндропоршневой группы
- Назначение и общее устройство цилиндра (а точнее — его гильзы) и поршня как одних из ключевых деталей любого двигателя внутреннего сгорания. Возможные причины и диагностика основных дефектов и неисправностей блока цилиндров. Ремонт и профилактика.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Устройство ЦПГ
- Подобные документы
- Ремонт цилиндро-поршневой группы автомобиля.
Техническое обслуживание цилиндропоршневой группы
Назначение и общее устройство цилиндра (а точнее — его гильзы) и поршня как одних из ключевых деталей любого двигателя внутреннего сгорания. Возможные причины и диагностика основных дефектов и неисправностей блока цилиндров. Ремонт и профилактика.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 16.05.2017 |
| Размер файла | 208,5 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Техническое обслуживание цилиндропоршневой группы
Цилиндропоршневая группа двигателя внутреннего сгорания (ЦПГ) — поршень с компрессионными и маслосъемными кольцами, которые называются поршневыми кольцами, а также гильза цилиндра. Кольца установлены в специальные канавки на поршне. Именно поршневые кольца вступают в контакт с рабочей поверхностью цилиндра, а точнее с гильзой.
В процессе работы двигателя поршень с установленными кольцами совершает возвратно-поступательные движения внутри гильзы, в результате чего рабочая поверхность гильзы (зеркало цилиндра) подвергается постепенному износу. Также износу подвержены и сами компрессионные и маслосъемные кольца.
От состояния цилиндропоршневой группы напрямую зависят важнейшие показатели, необходимые для стабильной работы двигателя внутреннего сгорания. Состояние ЦПГ влияет на показатель компрессии (давления) в цилиндрах ДВС. Необходимая компрессия бензинового и дизельного мотора обеспечивает уверенный холодный и горячий запуск двигателя, его мощность, экологичность и другие эксплуатационные показатели.
От исправности и состояния ЦПГ также зависит расход топлива и моторного масла, а также продолжительность срока службы двигателя до его капитального ремонта. Ремонт цилиндропоршневой группы двигателя подразумевает замену маслосъемных и компрессионных колец, расточку блока цилиндров, установку новых поршней и шатунов, гильзовку блока цилиндров.
1.Назначение и общее устройство
Цилиндр (а точнее — его гильза) и поршень — одни из ключевых деталей любого двигателя внутреннего сгорания. Эти детали решают несколько задач:
Стенка цилиндра, днище поршня и нижняя плоскость ГБЦ образуют замкнутую полость, в которой происходит сгорание топливно-воздушней смеси;
Поршень воспринимает усилие образовавшихся газов и преобразует их энергию в поступательное движение;
Цилиндр обеспечивает правильное движение поршня, а также отвод чрезмерного тепла, образующегося при сгорании горючей смеси.
Цилиндр и поршень образуют пару, которая индивидуально подобрана и в ходе работы двигателя прирабатывается — этим достигаются наилучшие режимы и эффективность работы всего двигателя. Поэтому проектированию и изготовлению цилиндров и поршней, в том числе и в двигателях автомобилей КАМАЗ, уделяется большое внимание.
Устройство ЦПГ
Итак, что входит в состав ЦПГ( цилиндропоршневой группы): (см. рис. № 2)
· Кольца (маслосъемные и компрессионные)
ЦПГ это основной узел двигателя, неисправности которого неизбежно ведут к дорогостоящему ремонту. Для поддержания его в рабочем состоянии необходимо лишь четко следовать инструкции и соблюдать некоторые общие правила:
Цилиндропоршневая группа. Основными дефектами блока цилиндров являются пробоины, сколы, трещины, износ рабочей поверхности цилиндра, деформация посадочных мест под гильзу, деформация гнёзд вкладышей коренных подшипников, обломы шпилек, срыв резьбы в отверстиях.
Выявить неисправности несложно, достаточно ориентироваться на внешние признаки либо на характеристики двигателя. Но необходимо знать основные симптомы поломок, чтобы своевременно их выявить и исправить.
Проведите замеры давления в каждом цилиндре. Оно должно быть везде одинаково. Причем отличий от данных, указанных в технических характеристиках, не должно наблюдаться. Падение компрессии в двигателе можно выявить и во время движения. Так, автомобиль становится менее приемистым, с трудом перевозит нескольких пассажиров. Это говорит о том, что цилиндропоршневая группа имеет дефекты, в частности большую выработку. Обратите внимание на то, что все системы должны функционировать стабильно.
Аналогичные симптомы присутствуют и в случае нарушений в системе зажигания или топливоподачи. Поэтому для верности необходимо удостовериться в том, что давление действительно ниже нормы. Зачастую причиной такого является чрезмерный перегрев, когда охлаждающая жидкость закипает, а двигатель работает без дополнительного теплообмена. Кольца в поршнях залегают и не соприкасаются с поверхностью цилиндров. Поможет в этом случае лишь капитальный ремонт.
цилиндр поршень дефект ремонт
Возможные причины дефектов ЦПГ
1. Поломка поршневых колец, возможно разбивание межкольцевых перемычек поршня частями разрушенного кольца.
Чрезмерный износ деталей ЦПГ из-за низкого качества фильтрации воздуха или нарушения герметичности впускного тракта, приведшего к пропуску в цилиндры двигателя нефильтрованного воздуха.
Проверить состояние элементов воздухоочистителя и герметичность впускного тракта автомобиля или трактора.
2. Обрыв поршня по бобышкам поршневого пальца.
Обрыв является следствием задира и заклинивания поршня в гильзе.
Обрыв происходит чаще на многоцилиндровых двигателях.
3. Обгорание днища поршня.
Увеличение угла опережения впрыска топлива от нормы, повышение цикловой подачи секций ТНВД.
Проверка регулировок ТНВД на стенде
4. Закоксование (зависание) компрессионных колец.
Переработка масла или использование масел, не соответствующих заводской инструкции по эксплуатации.
5. Износ маслосъемных колец вплоть до срабатывания хромированного покрытия.
Низкое качество фильтрации картерного масла.
Необходима проверка состояния элементов масляного фильтра и перепускного клапана.
6. Повышенный износ колец, канавок поршня и гильз.
Низкое качество фильтрации воздуха, поступающего в цилиндры двигателя.
Проверить состояние элементов воздухоочистителя и герметичность впускного тракта автомобиля или трактора.
Таблица размеров и допусков деталей двигателя ВАЗ
Все работы по техническому обслуживанию и ремонту автомобиля следует проводить на специально оборудованных постах.
При установке автомобиля на пост технического обслуживания следует затормозить его стояночным тормозом, выключить зажигание, включить низшую передачу в коробке передач и под колеса подложить не менее двух упоров.
Перед выполнением контрольно-регулировочных операций на неработающем двигателе (проверка работы генератора, регулировка карбюратора, реле-регулятора и т. д.) следует проверить и застегнуть обшлага рукавов, убрать свисающие концы одежды, заправить волосы под головной убор, при этом нельзя работать сидя на крыле или буфере машины.
На рулевом колесе вывешивается табличка «Не пускать — работают люди». При снятии узлов и деталей, требующих больших физических усилий, необходимо пользоваться приспособлениями (съемниками). При работах, связанных с проворачиванием коленчатого вала двигателя, необходимо дополнительно проверить выключение зажигания, а рычаг коробки передач установить в нейтральное положение. При пуске двигателя вручную следует остерегаться обратных ударов и применять правильные приемы захвата пусковой рукоятки (не брать рукоятку в обхват, проворачивать ее снизу вверх). При использовании подогревателя особое внимание обращается на его исправность, отсутствие подтеканий бензина; работающий подогреватель не должен оставаться без присмотра. Краник топливного бачка подогревателя открывается только на время его работы, на летний период топливо из бачка сливается.
Инструмент, применяемый при работах по техническому обслуживанию и ремонту автомобиля, должен быть исправным. Молотки и напильники должны иметь хорошо насаженные деревянные ручки. Отвертывание и завертывание гаек должно производиться только исправными ключами соответствующих размеров.
После выполнения всех работ перед пуском двигателя и троганием машины с места нужно убедиться, что все принимавшие участие в работе люди находятся на безопасном удалении, а оборудование и инструмент убраны на свои места.
Кислоты хранят и транспортируют в стеклянных бутылях с притертыми пробками. Бутыли устанавливаются в мягкие лозовые корзины с древесной стружкой. При переноске бутылей используют носилки и тележки. Кислоты при попадании на кожу вызывают сильные ожоги и разрушают одежду. При попадании кислоты на кожу нужно быстро вытереть этот участок тела и промыть сильной струей воды.
Растворители и краски при попадании на кожу вызывают раздражение и ожоги, а их пары при вдыхании могут вызвать отравление. Производить покраску автомобиля нужно в хорошо вентилируемом помещении. После работы с кислотами, красками и растворителями нужно тщательно мыть руки теплой водой с мылом.
Отработавшие газы, выходящие из двигателя, содержат в своем составе окись углерода, углекислый газ и другие вещества, способные вызвать тяжелое отравление и даже смерть человека. Это всегда должны помнить водители и принимать меры по предупреждению отравлений отработавшими газами.
Размещено на Allbest.ru
Подобные документы
Технические характеристики трактора ДТ-75 и двигателя. Схема кривошипно-шатунного механизма. Вид, устройство, работа и назначение гильзы цилиндра. Оформление карты на контроль и сортировку. Описание дефектов гильзы цилиндра. Проверка режимов шлифования.
курсовая работа [1,4 M], добавлен 28.04.2014
Цилиндропоршневая пара как один из наиболее нагруженных узлов силовой установки. Схема цилиндропоршневой группы и действующих на поршень сил. Схема перекладки поршня и радиального перемещения кольца. Износа цилиндра двигателя внутреннего сгорания.
лекция [128,6 K], добавлен 24.12.2013
Оценка и выбор параметров двигателя. Средняя скорость поршня и частота вращения. Диаметр цилиндра и ход поршня. Длина шатуна, степень сжатия, фазы газораспределения. Головка и гильзы цилиндров, системы смазки и питания. Методика расчёта рабочего процесса.
курсовая работа [56,4 K], добавлен 09.10.2010
Служебное назначение гильзы цилиндра и условия ее работы в двигателе. Основные дефекты гильзы цилиндра дизеля ЯМЗ-236 и способы их устранения. Восстановление внутренней поверхности. Методика нормирования хонингованных работ, необходимое оборудование.
курсовая работа [394,4 K], добавлен 03.07.2011
Разработка сквозной технологии производства блока цилиндров двигателя внутреннего сгорания: описание строения и условий работы. Выбор способа приготовления отливок блока путем литья в песчаные формы. Термическая и механическая доводка до готовой детали.
курсовая работа [536,4 K], добавлен 14.11.2010
Источник
Ремонт цилиндро-поршневой группы автомобиля.
Цилиндро-поршневая группа. Основными дефектами блока цилиндров являются пробоины, сколы, трещины, износ рабочей поверхности цилиндра, деформация посадочных мест под гильзу, деформация гнезд вкладышей коренных подшипников, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. В рубашку блока под давлением 0,4. 0,5 МПа нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или (вместо нее) чугунная плита с резиновой прокладкой. Для устранения трещин, пробоин и обломов их заваривают или заделывают эпоксидными пастами.
Перед заваркой пробоине необходимо придать форму, удобную для постановки заплаты, заровнять острые выступы и по краям пробоины снять фаски. Затем из листового материала сплава АЛ-4 или АМц вырезать и подогнать по форме пробоины заплату.
На нагретую деталь (150. 250° С) приваривают заплату с двух сторон. Температуру нагрева блока следует контролировать с помощью термочувствительного карандаша. Так как шлак вызывает коррозию свариваемой детали, после сварки его необходимо счистить металлической щеткой и смыть водой. Излишне наплавленный металл следует удалить и проверить сварные швы на герметичность. При наличии пор дефектные места необходимо вырубить и вновь заварить, предварительно нагрев деталь. Контролировать герметичность сварных швов лучше всего с помощью гидравлических испытаний или методом цветной капиллярной дефектоскопии.
При заварке пробоин, захватывающих канал для прохода смазки, можно предварительно вставлять в канал стальную или лучше алюминиевую трубку. Однако если постановка трубки затруднительна, то канал для прохода смазки может быть заварен, а затем рассверлен. После обработки канала необходимо провести гидравлическое испытание под давлением 0,3. 0,4 МПа.
Перед заваркой необходимо выявить границы трещины и затем разделать ее на глубину 2. 3 и ширину 5. 6 мм. Наплавку обломов и заварку трещин выполняют так же, как и заварку пробоин после предварительного подогрева. Обработка и контроль сварного шва при заварке пробоин и трещин аналогичны. При сварке блок цилиндров желательно устанавливать так, чтобы сварку можно было выполнять в нижнем положении. При наплавке бобышек или приливов, имеющих отверстия, последние полностью заваривают, а затем рассверливают до необходимых диаметров.
Величину износа цилиндров или гильз определяют индикаторным нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5. 10 мм от верхней плоскости блока, второй — в средней части цилиндра и третий— на расстоянии 15. 20 мм от нижней кромки цилиндра. В зависимости от величины износа назначают вид ремонта — растачивание до следующего ремонтного размера, который больше предыдущего на 0,25 мм, или выполняют установку (запрессовку) ремонтных гильз.
Цилиндры или вставные гильзы обрабатывают до ремонтных размеров на расточных станках стационарного или переносного типа. Вставные гильзы крепят в специальном приспособлении, установленном на столе расточного станка.
После растачивания цилиндр или гильзу подвергают хонингованию. Независимо от способа окончательной обработки цилиндров (гильз) их внутренний диаметр должен иметь один и тот же ремонтный размер для данного двигателя.
Цилиндры можно восстанавливать запрессовкой ремонтных гильз, если их износ превышает последний ремонтный размер или на стенках есть глубокие риски или задиры. Для этого цилиндры обрабатывают под ремонтную гильзу, толщина которой должна быть не менее 3. 4 мм. Запрессовывая ремонтные гильзы, в верхней части цилиндра растачивают кольцевую вытачку под буртик гильзы.
Ремонтные гильзы запрессовывают с натягом 0,05. 0,10 мм на гидравлическом прессе, впрессовывают и обрабатывают (растачивают и хонингуют) до нормального размера.
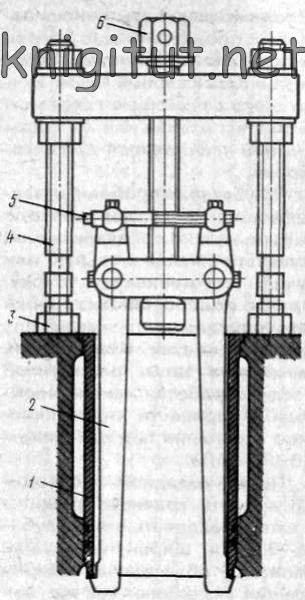
Рис. 136. Выпрессовка гильзы из блока цилиндров комбинированным съемником: 1 — гильза, 2 — лапки, 3 — гайка, 4 — шпилька, 5 — болт, 6 — винт
Вставные гильзы выпрессовывают и запрессовывают с помощью специальных съемников (рис. 136).
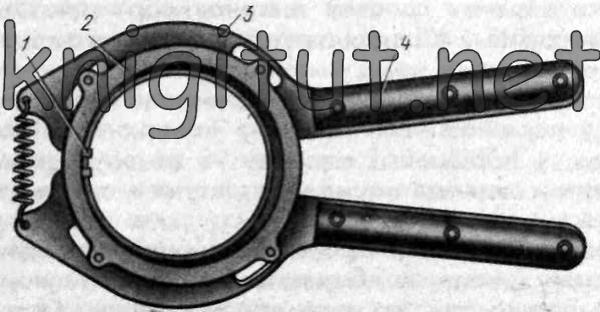
Рис. 137. Съемник поршневых колец: 1 — выступы, 2 — упоры, 3— захваты, 4— рукоятка
Для замены изношенных поршней изготовляют комплекты поршней с подобранными к ним поршневыми пальцами и со стопорными и поршневыми кольцами в количестве, необходимом для одного двигателя. Съем и установку поршневых колец выполняют специальным съемником (рис. 137), при этом надо следить за правильным положением замков колец.
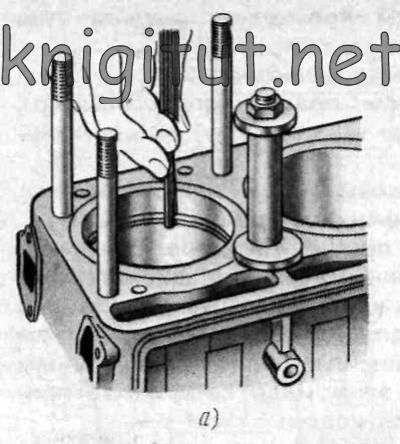

Рис. 138. Проверка зазора поршневых колец в замке (а) и в канавке поршня (б)
Для обеспечения надлежащего зазора между юбкой поршня и гильзой цилиндра поршни после окончательной обработки сортируют на заводе-изготовителе по диаметру юбки на размерные группы. Перед установкой поршневых колец необходимо подобрать поршневые кольца по канавке поршня и по цилиндру (рис. 138). Зазор в замке поршневого кольца при установке в цилиндр должен составлять 0,3. 0,6 мм в зависимости от модели автомобиля.
Наряду с подбором поршней к гильзам цилиндров по диаметру их подбирают также и по массе, для чего их сортируют на заводе-изготовителе и маркировку наносят на днище поршня с помощью клейма или краской. Поршни, устанавливаемые в гильзы цилиндров двигателя, должны быть одной массовой группы и помечены порядковыми номерами гильз цилиндров, к которым они подобраны. Буквенная маркировка групп наносится на поверхности днища поршня.
После того как закончен подбор поршней к гильзам, подбирают поршневые пальцы к поршням и втулкам верхних головок шатунов. Шатуны предварительно проверяют и при необходимости восстанавливают. Изношенные втулки верхней головки шатуна обычно заменяют новыми или развертывают под ремонтный размер поршневого пальца. Отверстия нижней головки шатуна под вкладыш растачивают и шлифуют вместе с крышкой шатуна. Изгиб и скручивание шатуна устраняют правкой с использованием специальных приспособлений, контролирующих одновременно расстояние между центрами его головок.
Для облегчения подбора поршневые пальцы, поршни и втулки верхних головок шатунов сортируют на размерные группы. Каждая группа имеет свое цветовое обозначение.
При изготовлении деталей маркировочную краску наносят: у поршней — на нижнюю поверхность одной из бобышек, у поршневых пальцев — на внутреннюю поверхность с одного конца, на шатуне — у верхней головки.
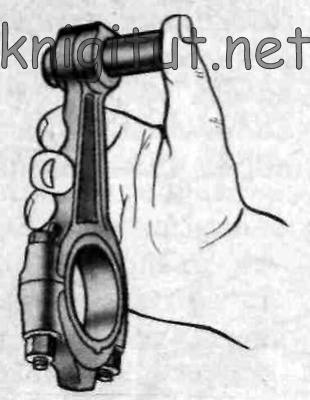
Рис. 139. Проверка правильности подбора поршневого пальца к втулке малой головки шатуна
Поршневой палец, принадлежащий к определенной размерной группе, подбирают при сборке к поршню и втулке шатуна той же размерной группы. Поршневой палец, смазанный маслом для двигателя, должен плотно входить во втулку под усилием большого пальца правой руки (рис. 139).
Во всех случаях поршневые пальцы к шатунам необходимо подбирать при температуре воздуха в помещении (20±3)°С.
Поршневой палец, подобранный к поршню и шатуну, смазывают тем же маслом, что и для двигателя, и запрессовывают в бобышки поршня и в верхнюю головку шатуна с помощью специального приспособления. Предварительно поршень нагревают до 47. 77°С.
Для опор коренных подшипников необходимо контролировать величину деформации постелей под вкладыши коренных подшипников. При капитальном ремонте, как правило, наращивают поверхность постелей с последующей расточкой. Если в опорах и в других местах блока цилиндров есть трещины, проходящие через масляные каналы, блок подлежит замене.
Источник