- Износы и повреждения активной стали электрических машин
- Ремонт активной стали электродвигателей с термореактивной изоляцией
- Устранение местных оплавлений активной стали
- Устранение последствий истирания зубцов активной стали статора активной сталью ротора
- Ремонт активной стали статора и ротора электродвигателя
- Устранение местных оплавлений активной стали.
Износы и повреждения активной стали электрических машин
В процессе работы активная сталь электрических машин подвержена износу, особенно интенсивный износ наблюдается в расточке статоров. Причинами износа активной стали являются коррозия поверхности и наличие в воздушном зазоре пыли, песка и других абразивных частиц.
Для определения значения износа активной стали короткозамкнутых асинхронных электродвигателей в процессе эксплуатации были измерены внутренние диаметры статоров и диаметры роторов 142 асинхронных электродвигателей единых серий 1—5-го габаритов. Измерения показали, что 68% электродвигателей имеют воздушный зазор, превышающий свое номинальное значение.
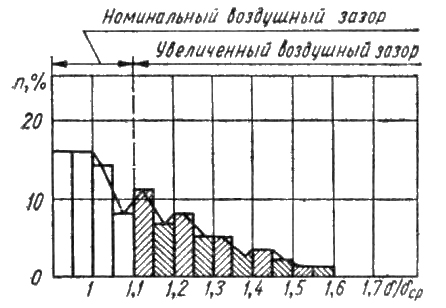
Рис. 4. Гистограмма и полигон распределения величин воздушного зазора асинхронных электродвигателей
Рис. 4 иллюстрирует гистограмму и полигон распределения относительного значения воздушного зазора исследованных электродвигателей.
Кроме износа, в условиях эксплуатации встречаются вмятины, следы оплавления дугой поверхности и распушение зубцов крайних листов активной стали.
Следует отметить сравнительно большую скорость изнашивания активной стали погружных электродвигателей по сравнению с электродвигателями единых серий. Наиболее часто у погружных электродвигателей встречаются износ поверхности расточки статора, смещение отдельных листов активной стали в зубцовой зоне и распушение зубцов. Износ поверхности расточки статора, как правило, возникает в связи с коррозией и задеванием ротора за статор. Усиленная коррозия активной стали вызвана тем, что внутренняя полость электродвигателей заполняется водой. Особенно поддается коррозии зубцовая зона активной стали статора.
Большие износы активной стали статора и ротора наблюдаются при задевании ротора за статор при износе радиальных подшипников (выше допустимого значения) или при изгибе вала электродвигателей. Износ поверхности по длине расточки статора неодинаков. Обычно по краям статора износ наибольший, а при приближении к средине его значение уменьшается. Овальность расточки статора, как правило, не наблюдается.
Источник
Ремонт активной стали электродвигателей с термореактивной изоляцией
После разборки электродвигателя с термореактивной изоляцией состояние активной стали статора и ротора проверяют наружным осмотром и по степени запрессовки листов, а также испытанием активной стали для выявления участков с недопустимыми перегревами, являющимися следствием нарушения изоляции между листами, и для определения потерь в стали. При осмотре поверхности активной стали отмечают мелом участки, имеющие потемнения, цвета побежалости, пакеты красноватой пыли, свидетельствующие о местных повреждениях.
Плотность запрессовки активной стали проверяют при помощи щупа со стороны расточки в каждом зубце, а со стороны спинки — во всех доступных местах. При удовлетворительном состоянии запрессовки лезвие ножа не должно входить между листами более чем на 1-2 мм при достаточно сильном нажатии рукой. Места с неудовлетворительной запрессовкой отмечают мелом.
Испытание активной стали производят до и после ремонта для оценки его эффективности. Наиболее часто ослабление прессовки наблюдается в зубцовой зоне. Устраняют этот дефект путем забивки текстолитовых или гетинаксовых уплотняющих клиньев. Размеры клиньев подбирают соответственно размерам зубца, а при забивке углубляют их на 2-3 мм ниже поверхности активной стали, покрывая клеящим лаком или клеем БФ-2, и для предохранения от выпадания отгибают на них края смежных листов стали.
Активную сталь статора в местах, где забиты уплотняющие клинья и нарушена лаковая пленка, покрывают масляно-битумным лаком воз душной сушки БТ-99 по ГОСТ 8017- 74*, что позволит при последующем ремонте по состоянию лакового покрытия судить о плотности прессовки по вышеуказанным признакам. При ослаблении прессовки всего объема активной стали в специальном приспособлении в условиях мастерской прессуют сердечник, укладывая на него листы текстолита марки СТЭФ, вырезанные по форме листов стали и прижимаемые нажимной шайбой.
Устранение местных оплавлений активной стали
Повреждение изоляции обмоток в пазовой части, сопровождающееся электрической дугой, сила которой зависит от характера повреждения изоляции, может служить причиной местного оплавления активной стали в пределах одного-двух пакетов. При ремонте поврежденного места вырубают оплавленные листы так, чтобы не оставалось сплавленных между собой листов и следов расплавленной меди. Удаление заусенцев между листами обеспечивается обработкой поверхности вырубленной зоны шлифовальным камнем или острым шабером. После вырубки и снятия заусенцев листы активной стали раздвигают отверткой или ножом и в образующиеся щели заливают лак БТ-99, а на глубину не менее 10-15 мм закладывают пластинки из слюды толщиной 0,05-0,07 мм. Отремонтированный участок стали после установки пластинок покрывают лаком БТ-99.
Если поврежденный участок находится в пазу, принимают меры, предотвращающие вспучивания обмотки, для этого е вырубленную зону укладывают полоски текстолита или гетинакса или заполняют ее специальной замазкой на основе эпоксидной смолы. Способ приготовления замазки приведен в приложении 2. Перед заполнением вырубленной зоны ее очищают, удаляют образовавшуюся металлическую и наждачную пыль, продувают сжатым сухим воздухом и промывают уайт-спиртом. Заполнение зоны производят при помощи металлического шпателя, предварительно располагая ее горизонтально во избежание вытекания замазки. Отверждение замазки должно произойти в течение 2 ч при комнатной температуре.
При ремонте значительной зоны повреждения (вырублен зубец на длину одного-двух пакетов) применяют заполнители из текстолита или гетинакса, которые подгоняют по месту для обеспечения плотного прилегания к стали и обмотке. Обеспечение подгонки дает возможность не выполнять какого-либо специального крепления заполнителя, так как его клинообразная форма препятствует выпаданию из сердечника. Дополнительное крепление заполнителя создают и пазовые клинья, которые промазывают клеящим лаком или клеем БФ-2, а на заполнитель еще и отгибают края листов стали. При ремонте сердечника ротора установку в вырубленные зоны заполнителей из текстолита или гетинакса выполняют при условии, если окружная скорость на поверхности сердечника не превышает 20 м/с. Подгонку заполнителя по месту производят с особой тщательностью, выполняя по его краям выступы, заходящие в вентиляционные каналы под соседние пазы. Это обеспечивает дополнительное крепление заполнителя обмоткой, расположенной в соседних пазах.
При окружной скорости сердечника, превышающей 20 м/с, установка заполнителей из текстолита и гетинакса недопустима, так как выпадание их может повлечь за собой значительные повреждения обмоток и активной стали. Выплавление большого объема стали (в трех и более пакетах), сопровождающееся выгоранием значительной площади многих листов и повреждением межлистовой изоляции, требует частичной или полной перешихтовки активной стали с переизолировкой листов. Это может быть выполнено в условиях специальной мастерской.
Устранение последствий истирания зубцов активной стали статора активной сталью ротора
Истирание активной стали статора происходит при уменьшении воздушного зазора между ротором и статором (проседании ротора), что, как правило, является следствием износа подшипников скольжения. В результате длительного задевания ротора о статор на зубцах активной стали образуются заусенцы, которые соединяют между собой листы активной стали, а также происходит местный перегрев активной стали, приводящий к сгоранию изоляции между листами. Устранение этих дефектов выполняют в условиях мастерской, разобрав электродвигатель.
Специальным ножом, который изготовляют в условиях мастерской из полотна для механической резки металла, и молотком массой до 0,5 кг производят разъединение затертых пластин. Нож проводят между каждыми соседними пластинами зубцов активной стали ударами молотка по боковой противоположной заточенной поверхности ножа. После снятия всех заусенцев листы активной стали поочередно раздвигают отверткой или ножом и образовавшиеся щели заполняют лаком БТ-99, закладывая на глубину 10-15 мм пластинки из слюды толщиной 0,05- 0,07 мм. Завершают ремонт поврежденного участка покрытием лаком БТ-99.
После просыхания лака выполняют испытание активной стали на отсутствие замыкания между ее листами. Определяемые при этом испытании удельные потери в стали от вихревых токов и перемагничивания являются одним из главных показателей оценки состояния изоляции между листами. Сравнивая результаты испытаний до и после ремонта, делают оценку качеству произведенных работ по изолировке листов.
Источник
Ремонт активной стали статора и ротора электродвигателя
После чистки и разборки электродвигателя проверяется состояние активной стали статора и ротора. После тщательного наружного осмотра и проверки степени запрессовки листов проводят испытания активной стали с целью определения потерь и выявления участков с недопустимыми перегревами.
При осмотре поверхности активной стали отмечают мелом участки, имеющие потемнения, цвета побежалости, пакеты со следами контактной коррозии (налеты красноватой пыли), что, как правило, указывает на наличие местных повреждений.
Плотность запрессовки активной стали проверяют при помощи ножа со стороны расточки в каждом зубце, а со стороны спинки — во всех доступных местах. При удовлетворительном состоянии запрессовки лезвие ножа не должно входить между листами более чем на 1—2 мм при нажатии рукой с усилием 150 Н (около 15 кгс). Места с неудовлетворительной запрессовкой отмечают мелом.
Наиболее часто ослабление прессовки наблюдается в зубцовой зоне. Устраняют этот дефект путем забивки текстолитовых или гетинаксовых уплотняющих клиньев. Размеры клиньев подбирают соответственно размерам зубца, а при забивке углубляют их на 2—3 мм ниже поверхности активной стали, покрывая клеящим лаком или клеем БФ-2, и для предохранения от выпадания отгибают на них края смежных листов стали.
Активную сталь статора в местах, где забиты уплотняющие клинья и нарушена лаковая пленка, покрывают масляно-битумным лаком воздушной сушки БТ-99 (ГОСТ 8017—74*), что позволит при последующих ремонтах по состоянию лакового покрытия судить о плотности прессовки по вышеуказанным признакам.
Ослабленные вентиляционные распорки и нажимные пальцы приваривают к активной стали электродами марки ОЗЛ-8 или ЦЛ-11 постоянным током обратной полярности. Сварку выполняют так, чтобы не замыкались листы активной стали между собой.
При ослаблении прессовки всего объема активной стали в специальном приспособлении в условиях мастерской прессуют сердечник. Для этого укладывают на него листы текстолита марки СТЭФ, вырезанные по форме листов стали, и прижимают нажимной шайбой.
Устранение местных оплавлений активной стали.
Повреждение изоляции обмоток в пазовой части, сопровождающееся электрической дугой, сила которой зависит от характера повреждения изоляции, может служить причиной местного оплавления активной стали в пределах одного-двух пакетов. При ремонте поврежденного места вырубают оплавленные листы так, чтобы не оставалось сплавленных между собой листов и следов расплавленной меди. Удаление заусенцев между листами обеспечивается обработкой поверхности вырубленной зоны шлифовальным камнем или острым шабером. После вырубки и снятия заусенцев листы активной стали раздвигают отверткой или ножом и в образующиеся щели заливают лак БТ-99, а на глубину не менее 10—15 мм закладывают пластинки из слюды толщиной 0,05—0,07 мм. Отремонтированный участок стали после установки пластинок покрывают лаком БТ-99.
При ремонте поврежденного участка, находящегося в пазу, принимают меры, предотвращающие вспучивание обмотки, для чего в вырубленную зону укладывают полоски текстолита или гетинакса или заполняют ее специальной замазкой на основе эпоксидной смолы. Перед заполнением вырубленной зоны ее очищают, удаляют образовавшуюся металлическую и наждачную пыль, продувают сжатым сухим воздухом и промывают уайт-спиритом. Заполнение зоны производят металлическим шпателем. Для предотвращения вытекания замазки из ремонтируемого участка предварительно выставляют его в горизонтальное положение. Отверждение замазки должно произойти в течение 24 ч при комнатной температуре.
При ремонте обширных зон повреждения, например если вырублен зубец на длину одного-двух пакетов, применяют заполнители из текстолита или гетинакса, которые тщательно подгоняют по месту для обеспечения плотного прилегания к стали и обмотке. Обеспечение тщательной подгонки дает возможность не выполнять какого-либо специального крепления заполнителя, так как его клинообразная форма препятствует выпаданию из сердечника. Дополнительное крепление заполнителя создают и пазовые клинья, промазанные клеящим лаком или клеем БФ-2, и обогнутые на заполнитель края смежных листов стали. Для оценки эффективности ремонта после его окончания выполняют повторные испытания активной стали с определением потерь и местных перегревов.
При ремонте сердечников роторов установку в вырубленные зоны заполнителей из текстолита или гетинакса выполняют при условии, если окружная скорость на поверхности сердечника не превышает 20 м/с. Подгонку заполнителя по месту производят с особой тщательностью, выполняя по его краям выступы, заходящие в вентиляционные каналы под соседние пазы. Это обеспечивает дополнительное крепление заполнителя обмоткой, расположенной в соседних пазах. При окружной скорости сердечника, превышающей 20 м/с, установка заполнителей из текстолита и гетинакса недопустима, так как выпадание их может повлечь за собой значительные повреждения обмоток и активной стали.
Выплавление большего объема стали (в трех и более пакетах), сопровождающееся повреждением межлистовой изоляции, требует частичной или полной перешихтовки активной стали с переизолировкой листов.
Устранение последствий истирания зубцов активной стали статора активной сталью ротора. Истирание активной стали статора происходит при уменьшении воздушного зазора между ротором и статором, что имеет место, как правило, при износе подшипников. Длительное задевание ротора о статор создает на зубцах заусенцы, повреждение изоляции между листами и местный перегрев активной стали. 
Рис. 1. Специальный нож для разъединения затертых пластин
Устранение этих дефектов выполняют специальным ножом (рис. 1) из ножовочного полотна. Нож вводится ударами молотка массой до 0,5 кг между соседними пластинами зубцов активной стали. После снятия всех заусенцев листы активной стали поочередно раздвигают отверткой или ножом и образовавшиеся щели заполняют лаком БТ-99, закладывая на глубину 10—15 мм пластинки из слюды толщиной 0,05—0,07 мм. Поврежденные участки покрывают лаком БТ-99. После высыхания лака выполняют испытание активной стали. Сравнивая результаты испытаний до и после ремонта, делают оценку качеству произведенных работ по изолировке листов.
Материалы для приготовления замазки, применяемой при ремонте активной стали: смола ЭД-15 (ЭД-16), дибутилфталат, графит, полиэтиленполиамин.
Составные части берут в следующих соотношениях по массе:
Смесь № 1:
Смола ЭД-15(ЭД-16) 10-15(25)
Дибутилфталат 100
Смесь № 2:
Смесь № 1 100
Графит 10—20
Полиэтиленполиамин 10—12
Способ приготовления смесей: эпоксидную смолу нагревают до 70 °С и смешивают с дибутилфталатом в соответствующих соотношениях. Полученную смесь помещают в стеклянную банку с плотнозакрывающейся крышкой. Перед непосредственным употреблением на 100 частей
смеси № 1 добавляют 10—20 частей графита (наполнителя), перемешивают деревянной лопаткой, а затем при непрерывном тщательном перемешивании добавляют 10— 12 частей полиэтиленполиамина (отвердителя). После этого замазку нужно быстро расходовать, так как отверждение ее начинается через 20 мин после приготовления.
Источник