- Ремонт алюминиевых блоков цилиндров
- Преимущества алюминиевого блока
- Какие технологии применяются?
- Технология ремонта
- Гильзовка алюминиевого блока цилиндров
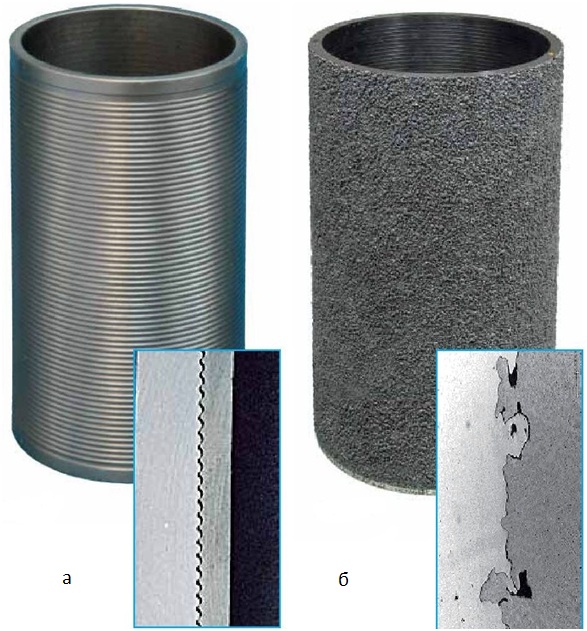
- Алюминиевая гильза
- Чугунная гильза
- Устранение дефектов на алюминиевой ГБЦ
- Трещина в ГБЦ — признаки, методы поиска и ремонта трещин головки блока цилиндров
- Признаки трещины головки блока
- В каких местах чаще всего возникают трещины
- Проверка головки цилиндра на наличие трещин
- Магнитно-порошковая диагностика
- Проверка ГБЦ с использованием специальной жидкости
- Проверка головки под давлением в воде
- Ремонт трещин головки блока цилиндров
- Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
- Обязательно посмотрите видео о том, как найти и устранить трещину в головке блока
Ремонт алюминиевых блоков цилиндров
Зачем блок цилиндров делать алюминиевым, ведь с чугуном уже давно отработана технология, да и ремонтный процесс хорошо налажен? Многие ссылаются на то, что алюминиевый блок цилиндров является неремонтопригодным. Так ли это на самом деле, подлежит ли двигатель ремонту и сколько это будет стоить владельцу?

Преимущества алюминиевого блока
Алюминиевый блок придумали не просто так, у него ещё есть куча преимуществ по сравнению с чугунным. В начале 90-х годов такие блоки начали устанавливать на топовые БМВ, значит они были достаточно мощными, но в то же время их преимуществом был существенно меньший вес по сравнению с чугунными- удельная масса алюминия меньше чугуна в 2,7 раза! А это уже серьёзный аргумент.
Вторым преимуществом является то, что материал блока такой же, как и материал поршней. Блок с поршнями имеют одинаковое линейное расширение при нагревании- значит можно уменьшить тепловой зазор до 0,01-0,02 мм, что в свою очередь сделает двигатель менее шумным. Такой малый зазор достигается благодаря одинаковому линейному расширению металлов в процессе нагревания, чего невозможно достичь в чугунном блоке.
И третье преимущество- теплопроводность алюминия выше, чем у чугуна, что позволяет алюминиевому блоку быстрее прогреваться и достигать рабочей температуры, равномерно распределяя выделяемое тепло. Также охлаждение будет значительно эффективнее, что позволит использовать меньше теплоносителя в блоке- можно немного уменьшить габариты.
Вот такие преимущества:
- меньший вес двигателя
- меньше зазор поршень-цилиндр- меньше шума
- лучшая теплопроводность- двигатель быстрее прогревается и эффективнее охлаждается
Благодаря малому весу двигателя снижается расход топлива. При переходе от чугуна к алюминию удаётся снизить вес двигателя на 40-50%. А благодаря лучшей теплопроводности количество воды для охлаждения также может быть уменьшено.
Какие технологии применяются?
Так получилось, что и поршень алюминиевый, и стенки цилиндра тоже алюминиевые. В процессе работы, когда мягкий металл работает по мягкому металлу, такие поверхности будут прихватываться, и поршень сразу же заклинит в цилиндре. Для нормальной работы одна поверхность должна быть мягкой, а вторая твёрдой, как в чугунном блоке- мягкий алюминиевый поршень работает по твёрдому чугуну.
В случае с алюминиевым блоком сделали всё наоборот- поршни покрыли гальваническим слоем твёрдого железа, а поверхность цилиндра оставили мягкой алюминиевой. И теперь получилась всё та же рабочая пара железо-алюминий, которая зарекомендовала себя прекрасной работой.
С кольцами другая проблема- они сильно изнашивали алюминий на поверхности цилиндра. Решено было делать поверхность цилиндра из силумина с повышенным содержанием кремния- до 19%. Это позволило сделать поверхность цилиндра более твёрдой и износостойкой- теперь по ней могут работать только кольца с хромированным покрытием, потому что хром наиболее износостойкий при работе в паре с кремнием. Называется такая технология Alusil.
Особое место занимают блоки с покрытием Nicasil®- это сверхтвёрдое покрытие на основе никеля. Такое покрытие почти не изнашивается, а поршни могут применяться без железного покрытия, потому как твёрдое покрытие уже нанесено на стенки цилиндра. В таких моторах не используют хромированные кольца, так как два сверхтвёрдых материала будут быстро изнашиваться. Отлично в данном случае подойдут фосфатированные чугунные кольца- они не такие твёрдые.
На алюминиевых блоках цилиндров используются кольца с хромированной поверхностью, как наиболее износостойкие в паре трения с кремнием. Блок цилиндров изготавливается из алюминиевого сплава- силумина таким образом, что максимальная концентрация кремния сосредоточена на поверхности цилиндра. Также могут быть использованы силуминовые гильзы, которые заливаются в блоке.
Цельноалюминиевые блоки прекрасно растачиваются в ремонтный размер, что позволяет им быть ремонтопригодными, вопреки всем распространённым слухам об одноразовости моторов.
Технология ремонта
Ремонтируют алюминиевые блоки почти также, как и чугунные- либо растачивают цилиндр под поршни ремонтного размера, либо устанавливают гильзу и поршни стандартного размера.
Ремонтные размеры поршней как правило составляют +0,5 и +1,0, ремонтные поршни обязательно имеют покрытие слоем железа, иначе они прихватились бы к цилиндру сразу после начала работы. Сначала блок растачивают не расточном станке, а потом поверхность доводят хонингованием в 2-3 этапа, достигая зазора между поршнем и цилиндром в 0,01-0,02 мм.
После хонингования поверхность надо отполировать, обнажив кристаллы кремния из алюминиевой оболочки. Для этого используют фетровые башмаки с кремниевой пастой, установленные в хонинговальную головку. При этом с поверхности снимается слой алюминия примерно в 1 микрон, а кремниевая кристаллическая решётка обнажается на поверхности цилиндра.
Гильзовка алюминиевого блока цилиндров
Если повреждения блока более серьёзны, либо не нашлось ремонтных поршней и приходится использовать старые, то блок гильзуют алюминиевыми или чугунными гильзами.
Идеально подходят алюминиевые гильзы- материал имеет такое же линейное расширение, как и сам блок, поэтому с помощью них можно восстановить двигатель до заводских параметров. Недостаток- алюминиевые гильзы очень дорогие, из стоимость в несколько раз выше чугунной гильзы. Но для хорошего мотора цена может не играть такой большой роли.
Алюминиевая гильза
Алюминиевая гильза вставляется в блок с небольшим натягом- 0,04-0,06 мм, но запрессовать нахолодную- такая запрессовка приведёт только к задирам и не обеспечит правильного натяга. Чтобы установить гильзу необходимо обеспечит разность температур сопрягаемых деталей- нагреть блок до 180 градусов Цельсия, а гильзу желательно охладить сухим льдом или жидким азотом. Благодаря разнице температур у сопрягаемых поверхностей образуется некоторый зазор, благодаря тому, что при нагревании деталь расширяется, а при охлаждении наоборот сжимается. Теперь надо вставить гильзу- сразу до упора, если она вдруг прихватится где-то в промежуточном положении, то допрессовывать нельзя- алюминий сцепляется на кристаллическом уровне, и при последующем допрессовывании получатся задиры, что не обеспечит необходимый натяг.
Также застрявшую гильзу нельзя выпрессовывать- только заново растачивать блок под ремонтные размеры новой гильзы.
Если всё прошло успешно, то после выравнивания разности температур (блок охлаждается, гильза нагревается и принимают одну температуру) обеспечивается необходимый натяг.
Загильзованный W12 от VW
 Осталось только плоскость поравнять.
Осталось только плоскость поравнять.
Чугунная гильза
Более дешёвым вариантом ремонта является использование чугунных гильз. По такой технологии идеально также ремонтировать блоки с покрытием типа Никасил, которое хоть и очень твёрдое, но также повреждается, да и цилиндр может искривиться. Чугунная гильза может быть дешевле алюминиевой в несколько раз, а изготовить её могут практически на любом ремонтном предприятии.
Запрессовывать гильзу в блок нельзя, так как гильза твёрдая, а блок мягкий, что приводит к нагартовыванию алюминия и уменьшению натяга. Блок надо греть, а гильзу охлаждать, чтобы добиться преемлемой разности температур. При нагреве блока до 150 градусов и охлаждении гильзы до 0 градусов, зазор составит примерно 0,18-0,20 мм, что вполне достаточно, чтобы гильза свободно вошла и стала на своё место, даже усилий прикладывать не придётся.
| Натяг | Зазор поршень-цилиндр | Температура нагрева блока при гильзовке | |
| Алюминиевая гильза | 0,04-0,06 мм | 0,01-0,02 мм | 180 ºC |
| Чугунная гильза | 0,08-0,10 мм | 0,04-0,08 мм | 180 ºC |
Для лучшей фиксации используют гильзы с буртом- они упираются буртом в поверхность блока и сверху прижимаются головкой блока, и в данном положении гильза не просядит. При этом поверхность гильзы должна быть идеально чистой- на применяются ни герметики, ни масло.
Основная проблема в ремонте данных двигателей, что мало специалистов, владеющих технологией с одной стороны и производитель автомобилей, который утверждает, что такие двигатели неремонтопригодны. Оно и понятно, производителю выгоднее продать новый двигатель по контракту, а среди автовладельцев- паника, что делать с одноразовой машиной. Но все слухи явно преувеличены.
Источник
Устранение дефектов на алюминиевой ГБЦ
Трещины и дефекты головки блока являются следствием сильного перегрева и длительной работы двигателя. Устранение негативных последствий на поверхности блока цилиндров — всегда актуальный вопрос. Алюминиевый корпус отличается от чугунного отсутствием хрупкости, что дает больше возможностей при подготовке детали к напылению. В случае с алюминиевым исполнением блока цилиндров не требуется прибегать к предупреждению «расползания» трещины. В процессе шлифовки поверхности блока вокруг дефекта металл не будет испытывать предельных напряжений, что обеспечит сохранение геометрических параметров дефекта. Качественная обработка и доведение шероховатости до наилучшего значения обеспечит хорошую адгезию с напыляемым слоем. На Куриловском Авторемонтном Заводе (Курилово, Московская обл.) выполняя данный вид ремонта для обеспечения наилучшего качества сцепления с составом А-20-11 используют пескоструйную обработку. После нанесения порошка Димет, полученные бугорки и неровности следует обработать фрезерованием до необходимой формы.
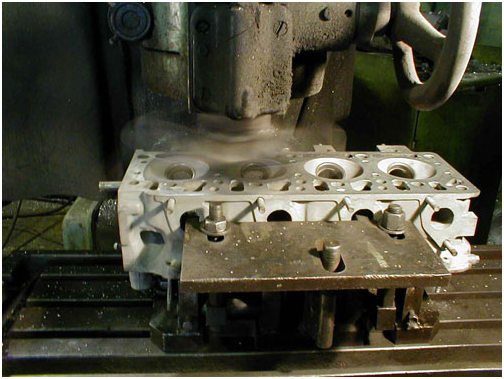
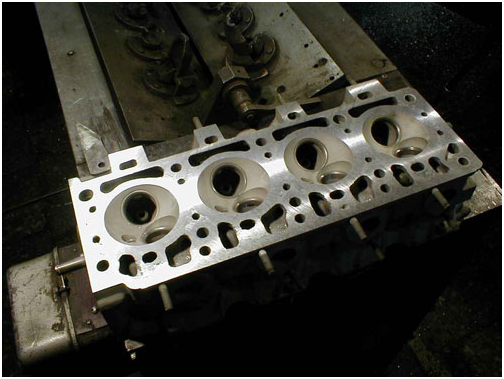
На приведенных ниже изображениях представлена последовательность операций при выполнении ремонта алюминиевой ГБЦ.

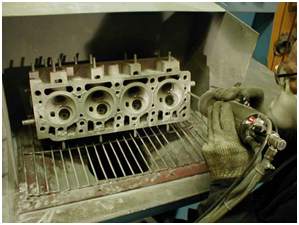
Изображение 1 и 2. Непосредственно сам процесс напыления.
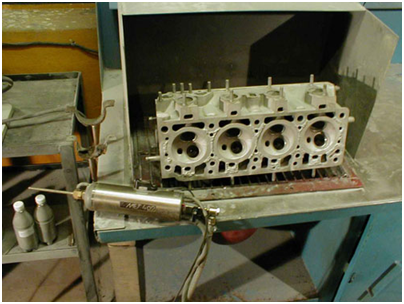
Изображение 3. Внешний вид ГБЦ после нанесения состава А-20-11.
Изображение 4. Процесс фрезерования обработанной поверхности.
Изображение 5. Внешний вид отремонтированной ГБЦ.
Пн–Пт: 10:00 – 17:00
Сб–Вс: Выходной
124527, г.Москва, г. Зеленоград,
Солнечная аллея, д.6
Источник
Трещина в ГБЦ — признаки, методы поиска и ремонта трещин головки блока цилиндров

Появление трещин и деформации металла происходит, как правило, в результате воздействия высоких и низких температур, которые чередуются. Трещины в ГБЦ современных двигателей явление довольно распространенное ввиду того, что большинство «голов» сегодня изготавливают из различных сплавов, а не из чугуна.
Появление трещин в головке блока цилиндров (ГБЦ) сопровождается рядом неприятных симптомов, которые так или иначе влияют на производительность силового агрегата. Далее мы поговорим о том, как понять, что в ГБЦ есть трещина, в каких местах она чаще всего возникает, а также как решить данную проблему.
Признаки трещины головки блока
Довольно часто такую поломку ассоциируют с белым дымом из выхлопной, который якобы является верным признаком трещины ГБЦ. Это действительно так, однако довольно часто проблема проявляется по-другому и цвет выхлопа при этом никак не меняется.

Изменение цвета масла, масло пенится. Когда антифриз попадает в моторное масло, оно становится более жидким, меняет свой цвет и начинает пениться. В системе охлаждения при этом появятся следы масла, пленка будет и в расширительном бачке.

Белый дым из выхлопной и снижение уровня ОЖ. Если охлаждающая жидкость начнет проникать через трещину, то первое, что вы обнаружите это обильный белый дым из выхлопной, а также снижение уровня антифриза. В цилиндрах из-за разжижения масла возникнет дефицит смазки, увеличится трение, а сами поршни отмоются практически «до блеска».

Пузырьки выхлопных газов в системе охлаждения. Появление трещины в ГБЦ в точке контакта с рубашкой охлаждения двигателя может привести к появлению пузырьков в расширительном бачке, а также в радиаторе охлаждения. Это будет заметно во время работы двигателя, все что нужно сделать это аккуратно открутить крышку радиатора и посмотреть. Обращаю ваше внимание на то, что делать это лучше на холодном двигателе, так как на горячем при попытке открутить крышку радиатора ОЖ можно получить ожоги.
Появление пузырей объясняется давлением, которое образуется в процессе сжигания топлива. В случае появления трещины, часть давления проникает в систему охлаждения, в итоге часть выхлопа попадет в бачок и радиатор. Жидкость начинает менять свой цвет, приобретает запах выхлопных газов, возможно появление воздушных пробок, раздувание патрубков и т. д.
В каких местах чаще всего возникают трещины
Поиск трещины в ГБЦ — пожалуй, самое сложное, так как она может появиться в разных точках головки. Даже опытный мастер не всегда в силах выполнить эту задачу быстро, несмотря на то, что трещины возникают, как правило, в определенных местах.
- Между клапанами. Такой тип повреждения обнаружить не сложно, трещину видно между седлами соседних клапанов.
- Между клапаном и свечой. В этом случае также вы без труда сможете найти место повреждения.
- Под направляющей клапана. В таком месте обнаружить трещину довольно проблематично, она прикрыта направляющей втулкой, кроме того в канале темно. Визуальный метод обнаружения в данном случае не подойдет.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Существуют разновидности данного метода, так, к примеру, некоторые не погружают «голову» в ванну, а просто наливают воду в нее, после чего подают воздух под давлением.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.

Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.
Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Обязательно посмотрите видео о том, как найти и устранить трещину в головке блока
Текст: savemotor.ruИсточник