Ремонт алюминиевых блоков цилиндров
Зачем блок цилиндров делать алюминиевым, ведь с чугуном уже давно отработана технология, да и ремонтный процесс хорошо налажен? Многие ссылаются на то, что алюминиевый блок цилиндров является неремонтопригодным. Так ли это на самом деле, подлежит ли двигатель ремонту и сколько это будет стоить владельцу?

Преимущества алюминиевого блока
Алюминиевый блок придумали не просто так, у него ещё есть куча преимуществ по сравнению с чугунным. В начале 90-х годов такие блоки начали устанавливать на топовые БМВ, значит они были достаточно мощными, но в то же время их преимуществом был существенно меньший вес по сравнению с чугунными- удельная масса алюминия меньше чугуна в 2,7 раза! А это уже серьёзный аргумент.
Вторым преимуществом является то, что материал блока такой же, как и материал поршней. Блок с поршнями имеют одинаковое линейное расширение при нагревании- значит можно уменьшить тепловой зазор до 0,01-0,02 мм, что в свою очередь сделает двигатель менее шумным. Такой малый зазор достигается благодаря одинаковому линейному расширению металлов в процессе нагревания, чего невозможно достичь в чугунном блоке.
И третье преимущество- теплопроводность алюминия выше, чем у чугуна, что позволяет алюминиевому блоку быстрее прогреваться и достигать рабочей температуры, равномерно распределяя выделяемое тепло. Также охлаждение будет значительно эффективнее, что позволит использовать меньше теплоносителя в блоке- можно немного уменьшить габариты.
Вот такие преимущества:
- меньший вес двигателя
- меньше зазор поршень-цилиндр- меньше шума
- лучшая теплопроводность- двигатель быстрее прогревается и эффективнее охлаждается
Благодаря малому весу двигателя снижается расход топлива. При переходе от чугуна к алюминию удаётся снизить вес двигателя на 40-50%. А благодаря лучшей теплопроводности количество воды для охлаждения также может быть уменьшено.
Какие технологии применяются?
Так получилось, что и поршень алюминиевый, и стенки цилиндра тоже алюминиевые. В процессе работы, когда мягкий металл работает по мягкому металлу, такие поверхности будут прихватываться, и поршень сразу же заклинит в цилиндре. Для нормальной работы одна поверхность должна быть мягкой, а вторая твёрдой, как в чугунном блоке- мягкий алюминиевый поршень работает по твёрдому чугуну.
В случае с алюминиевым блоком сделали всё наоборот- поршни покрыли гальваническим слоем твёрдого железа, а поверхность цилиндра оставили мягкой алюминиевой. И теперь получилась всё та же рабочая пара железо-алюминий, которая зарекомендовала себя прекрасной работой.
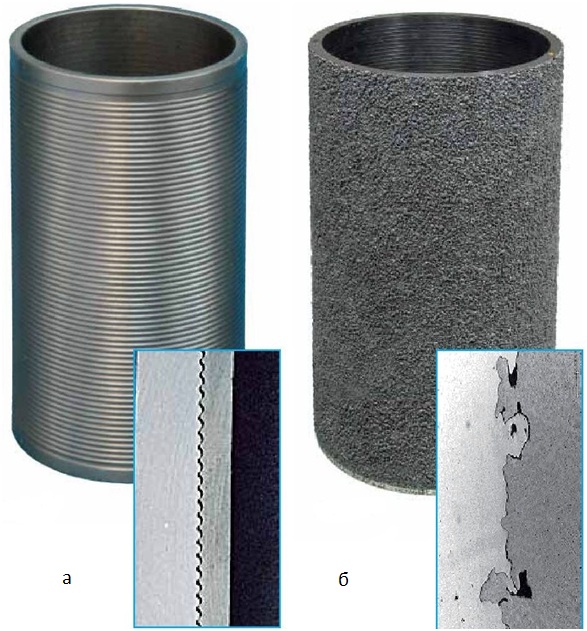
С кольцами другая проблема- они сильно изнашивали алюминий на поверхности цилиндра. Решено было делать поверхность цилиндра из силумина с повышенным содержанием кремния- до 19%. Это позволило сделать поверхность цилиндра более твёрдой и износостойкой- теперь по ней могут работать только кольца с хромированным покрытием, потому что хром наиболее износостойкий при работе в паре с кремнием. Называется такая технология Alusil.
Особое место занимают блоки с покрытием Nicasil®- это сверхтвёрдое покрытие на основе никеля. Такое покрытие почти не изнашивается, а поршни могут применяться без железного покрытия, потому как твёрдое покрытие уже нанесено на стенки цилиндра. В таких моторах не используют хромированные кольца, так как два сверхтвёрдых материала будут быстро изнашиваться. Отлично в данном случае подойдут фосфатированные чугунные кольца- они не такие твёрдые.
На алюминиевых блоках цилиндров используются кольца с хромированной поверхностью, как наиболее износостойкие в паре трения с кремнием. Блок цилиндров изготавливается из алюминиевого сплава- силумина таким образом, что максимальная концентрация кремния сосредоточена на поверхности цилиндра. Также могут быть использованы силуминовые гильзы, которые заливаются в блоке.
Цельноалюминиевые блоки прекрасно растачиваются в ремонтный размер, что позволяет им быть ремонтопригодными, вопреки всем распространённым слухам об одноразовости моторов.
Технология ремонта
Ремонтируют алюминиевые блоки почти также, как и чугунные- либо растачивают цилиндр под поршни ремонтного размера, либо устанавливают гильзу и поршни стандартного размера.
Ремонтные размеры поршней как правило составляют +0,5 и +1,0, ремонтные поршни обязательно имеют покрытие слоем железа, иначе они прихватились бы к цилиндру сразу после начала работы. Сначала блок растачивают не расточном станке, а потом поверхность доводят хонингованием в 2-3 этапа, достигая зазора между поршнем и цилиндром в 0,01-0,02 мм.
После хонингования поверхность надо отполировать, обнажив кристаллы кремния из алюминиевой оболочки. Для этого используют фетровые башмаки с кремниевой пастой, установленные в хонинговальную головку. При этом с поверхности снимается слой алюминия примерно в 1 микрон, а кремниевая кристаллическая решётка обнажается на поверхности цилиндра.
Гильзовка алюминиевого блока цилиндров
Если повреждения блока более серьёзны, либо не нашлось ремонтных поршней и приходится использовать старые, то блок гильзуют алюминиевыми или чугунными гильзами.
Идеально подходят алюминиевые гильзы- материал имеет такое же линейное расширение, как и сам блок, поэтому с помощью них можно восстановить двигатель до заводских параметров. Недостаток- алюминиевые гильзы очень дорогие, из стоимость в несколько раз выше чугунной гильзы. Но для хорошего мотора цена может не играть такой большой роли.
Алюминиевая гильза
Алюминиевая гильза вставляется в блок с небольшим натягом- 0,04-0,06 мм, но запрессовать нахолодную- такая запрессовка приведёт только к задирам и не обеспечит правильного натяга. Чтобы установить гильзу необходимо обеспечит разность температур сопрягаемых деталей- нагреть блок до 180 градусов Цельсия, а гильзу желательно охладить сухим льдом или жидким азотом. Благодаря разнице температур у сопрягаемых поверхностей образуется некоторый зазор, благодаря тому, что при нагревании деталь расширяется, а при охлаждении наоборот сжимается. Теперь надо вставить гильзу- сразу до упора, если она вдруг прихватится где-то в промежуточном положении, то допрессовывать нельзя- алюминий сцепляется на кристаллическом уровне, и при последующем допрессовывании получатся задиры, что не обеспечит необходимый натяг.
Также застрявшую гильзу нельзя выпрессовывать- только заново растачивать блок под ремонтные размеры новой гильзы.
Если всё прошло успешно, то после выравнивания разности температур (блок охлаждается, гильза нагревается и принимают одну температуру) обеспечивается необходимый натяг.
Загильзованный W12 от VW
 Осталось только плоскость поравнять.
Осталось только плоскость поравнять.
Чугунная гильза
Более дешёвым вариантом ремонта является использование чугунных гильз. По такой технологии идеально также ремонтировать блоки с покрытием типа Никасил, которое хоть и очень твёрдое, но также повреждается, да и цилиндр может искривиться. Чугунная гильза может быть дешевле алюминиевой в несколько раз, а изготовить её могут практически на любом ремонтном предприятии.
Запрессовывать гильзу в блок нельзя, так как гильза твёрдая, а блок мягкий, что приводит к нагартовыванию алюминия и уменьшению натяга. Блок надо греть, а гильзу охлаждать, чтобы добиться преемлемой разности температур. При нагреве блока до 150 градусов и охлаждении гильзы до 0 градусов, зазор составит примерно 0,18-0,20 мм, что вполне достаточно, чтобы гильза свободно вошла и стала на своё место, даже усилий прикладывать не придётся.
| Натяг | Зазор поршень-цилиндр | Температура нагрева блока при гильзовке | |
| Алюминиевая гильза | 0,04-0,06 мм | 0,01-0,02 мм | 180 ºC |
| Чугунная гильза | 0,08-0,10 мм | 0,04-0,08 мм | 180 ºC |
Для лучшей фиксации используют гильзы с буртом- они упираются буртом в поверхность блока и сверху прижимаются головкой блока, и в данном положении гильза не просядит. При этом поверхность гильзы должна быть идеально чистой- на применяются ни герметики, ни масло.
Основная проблема в ремонте данных двигателей, что мало специалистов, владеющих технологией с одной стороны и производитель автомобилей, который утверждает, что такие двигатели неремонтопригодны. Оно и понятно, производителю выгоднее продать новый двигатель по контракту, а среди автовладельцев- паника, что делать с одноразовой машиной. Но все слухи явно преувеличены.
Источник
Рeмонт алюминиевых блоков цилиндров
1 Сервис рекомендации & информации Рeмонт алюминиевых блоков цилиндров
2 ВЫХОДНЫЕ ДАННЫЕ MSI Motor Service International GmbH. И что за этим стоит. MSI Motor Service International GmbH организация по сбыту продуктов концерна Kolbenschmidt Pierburg AG, активно действующая на мировом рынке обслуживания автомобилей. Под Premium-марками KOLBENSCHMIDT, PIERBURG и TRW мы поставляем исчeрпывающий, соответствующий потребностям ассортимент изделий для и вокруг двигателя. В распоряжении мастерских и предприятий,занимающихся ремонтом, находятся больше чем 2000 различных двигателей. Все изделия соответствуют высоким требованиям по качеству, экономичности и защите окружющей среды. 1. Издание издания: ISBN Издатель: MSI Motor Service International GmbH Untere Neckarstraße Neckarsulm, Germany Редакция: Alexander Schäfer Uwe Schilling Simon Schnaibel Teхнические сотрудники: Reiner Holwein Johann Szopa Bernd Waldhauer Ullrich Zucker Dr. Eduard Köhler Willi Pröschle Графика и производство: Wolfgang Wolski Hela Werbung GmbH, Heilbronn Мы благодарим KS Aluminium Technologie AG за поддержку. Перепечатка, размножение и перевод, в том числе и отдельных частей, только с нашего предварительного письменного согласия и с указанием источника. Мы оставляем за собой право на внесение изменений и другие рисунки. Любая ответственность исключена. Kolbenschmidt Pierburg AG. Пользующийся хорошей репутацией поставщик международной автомобильной промышленности. Как многолетние партнёры производителей автомобилей предприятия группы Kolbenschmidt Pierburg разрабатывают новаторские компоненты и системные решения с признанной компетентностью в области снабжения воздуха и снижения содержания вредных веществ, масляных, водяных и вакуумных насосов, поршней, блоков цилиндров и подшипников скольжения. Изделия группы Kolbenschmidt Pierburg AG соответствуют высоким требованиям и стандартному качеству автомобильной промышлености. Низкий уровень выброса вредных веществ, выгодное потребление топлива, надёжность, качество и безопасность являются определяющими движущими факторами для новаторских решений Kolbenschmidt Pierburg. 2 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
3 ПРЕДИСЛОВИЕ Алюминиевые блоки цилиндров — тенденция Распространение двигателей с алюминиевыми блоками с момента их внедрения постоянно увеличивается. Потенциальные возможности, образующиеся от уменьшения веса в области двигателестроения для легковых автомобилей, ещё далеко не исчерпаны. Особенно у дизельных двигателей имеются, из-за их более тяжёлой и прочной по сравнению с бензиновыми двигателями конструкции, ещё очень большие резервы уменьшения веса. Поэтому в ближайшем будущем замена серого чугуна алюминием в блоках цилиндров легковых автомобилей получит всё более широкое и быстрое распространение. Разработки в области новых концепций рабочих поверхностей находятся в условиях постоянного состязания между технически возможным, технически необходимым и экономической целесообразностью. С распространением по всему миру транспортных средств, оснащённых алюминиевыми блоками цилиндров, и постоянно увеличивающейся длиной пробега увеличивается также потребность в соответствующем приведении двигателей в исправное состояние. К теме Очень велика потребность в информации относительно техники и ремонта двигателей с алюминиевыми блоками. Это подтверждают ежедневные запросы клиентов по данной тематике. В лице настоящей брошюры создано информационное издание для предприятий по ремонту двигателей, мастерских и интересующихся специалистов, обстоятельно рассматривающее в концентрированной форме такие темы, как производство, конструирование и ремонт алюминиевых блоков цилиндров. Наряду с обычными методами обработки отверстий под цилиндры в алюминии рассматриваются также пути решения особых проблем, возникающих при ремонте алюминиевых блоков цилиндров. Например, показаны альтернативные пути ремонта таких алюминиевых блоков цилиндров, рабочие поверхности которых для получения требуемых свойств после процесса литья, а также после окончательной обработки покрываются по дорогостоящей технологии. Из-за возросших требований к обработке рабочих поверхностей было, кроме того, необходимо привести существующий набор инструментов фирмы MSI для окончательной обработки алюминиево-кремниевых рабочих поверхностей к нынешнему состоянию серийного производства. В сотрудничестве с KS Aluminium Technologie AG, ведущим предприятием Западной Европы в области изготовления алюминиевых блоков цилиндров в наиболее дорогостоящем сегменте, и многочисленными прочими признанными специалистами были восприняты, адаптированы и далее разработаны для профессиональных ремонтников по двигателям применяемые сегодня в серийном производстве методы обработки цилиндров. Особенно следует выделить полностью новоразработанные хонинговальные и абразивные бруски компании KS для окончательной обработки алюминиево-кремниевых рабочих поверхностей цилиндров. Данные бруски, единственные в своём роде, впервые и эксклюзивно предложены в программе инструментов для ремонтных задач фирмы MSI. Путём применения брусков компании KS для обработки в сочетании с нашим Know-how и соответствующим станочным оборудованием, предприятия по ремонту двигателей оказались впервые в состоянии обрабатывать алюминиевые рабочие поверхности таким же образом и с такой же точностью, как это в настоящее время производится в цехах KS. MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 3
4 ВВЕДЕНИЕ 1 ПРЕДИСЛОВИЕ ФИРМЕННЫЕ ЗНАКИ, ОТВЕТСТВЕННОСТЬ, ПАТЕНТНЫЕ ПРАВА, УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ ОСНОВЫ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ ОБЩЕЕ Основания для применения алюминиевых блоков цилиндров Алюминиевый блок цилиндров также для дизельных двигателей? ПРОЦЕСС ЛИТЬЯ Обзор Литейные формы и соответствующие литейные процессы Литьё в песчаные формы Литьё в кокиль Литьё под давлением Прессование (Squeeze Casting) КОНЦЕПЦИИ БЛОКА ЦИЛИНДРОВ Различные виды конструкций блоков цилиндров Исполнения рубашки охлаждения Болтовое соединение головки блока цилиндров Монтажные отверстия поршневого пальца в стенке цилиндра Вентиляционные отверстия картера ТЕХНОЛОГИИ РАБОЧИХ ПОВЕРХНОСТЕЙ Обзор различных технологий рабочих поверхностей ALUSIL -рабочие поверхности цилиндров Рабочие поверхности цилиндров LOKASIL Рабочие поверхности цилиндров, покрытые нитридом титана Покрытые никелем рабочие поверхности цилиндров Слои плазменного напыления на железной основе Лазерное легирование рабочих поверхностей цилиндров Гильзы из серого чугуна Заливаемые алюминиевые гильзы (ALUSIL, Silitec ) ПРОЦЕССЫ РЕМОНТА И ОБРАБОТКИ СООБРАЖЕНИЯ И РЕКОМЕНДАЦИИ ПО РЕМОНТУ Установление и различение различных технологий рабочих поверхностей Наличие подходящих ремонтных поршней Ремонтируются ли алюминиевые блоки цилиндров? Когда рекомендуется применение ремонтных гильз цилиндров? Изношенные и повреждённые алюминиево-кремниевые рабочие поверхности цилиндров Изношенные рабочие поверхности цилиндров с покрытием из никеля, хрома или железа Повреждённые легированные лазером рабочие поверхности цилиндров Установление существующих характеристик рабочих поверхностей цилиндров Обзор ремонтных возможностей РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
5 ВВЕДЕНИЕ 3.2 УСТАНОВКА АЛЮМИНИЕВЫХ ГИЛЬЗ И ГИЛЬЗ ИЗ СЕРОГО ЧУГУНА Гильзы для блоков цилиндров из серого чугуна Установка гильз в алюминиeвых блоках цилиндров Формообразование посадки гильзы в алюминиевых блоках цилиндров Изготовление требуемой гильзы (ALUSIL, отливка из серого чугуна) Изготовление основного отверстия гильзы в блоке цилиндров Горячая запрессовка гильз ОБРАБОТКА АЛЮМИНИЕВЫХ РАБОЧИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ Станочное и инструментальное оснащение Обзор отдельных технологических операций ДИСТАНЦИОННОЕ ЦИЛИНДРОВ Сверлильные инстрменты и режущий материал Параметры обработки при сверлении ХОНИНГОВАНИЕ Что понимают под хонингованием? Цель хонингования Сопоставление хонингования серого чугуна с хонингованием алюминия Требования к хонинговальному инструменту и обрабатывающим брускам Смазочно-охлаждающие средства при хонинговании и механическом раскрытии Параметры обработки при хонинговании РАСКРЫТИЕ КРИСТАЛЛОВ КРЕМНИЯ Что понимается под раскрытием? Различные методы раскрытия кремния Контроль результатов ПРОБЛЕМЫ И РЕШЕНИЯ ПРИ ОБРАБОТКЕ ЦИЛИНДРОВ Погрешности в геометрии отверстий Геометрические погрешности из-за неправильной обработки цилиндра Некруглости цилиндров из-за перекоса болтов Проблемы при обработке глухих отверстий Поперечные отверстия в стенке цилиндра ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ АЛЮМИНИЕВЫХ ЦИЛИНДРОВ ФИРМЫ KS ПРИЛОЖЕНИЕ МАЛАЯ НАУКА О ПОВЕРХНОСТИ ОТВЕТЫ НА ЧАСТО СТАВЯЩИЕСЯ ВОПРОСЫ ОБЗОР ТРАНСПОРТНЫХ СРЕДСТВ С АЛЮМИНИЕВЫМ БЛОКОМ ЦИЛИНДРОВ РЕКОМЕНДУЕМЫE ИНСТРУМЕНТЫ И ПОВЕРОЧНЫЕ СРЕДСТВА ТЕХНИЧЕСКИЕ БРОШЮРЫ MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 5
6 ПРИМЕЧАНИЯ Применяемые фирменные знаки LOKASIL, ALUSIL, Galnikal, Silumin — это занесённые фирменные знаки, названия марок или изделий Kolbenschmidt Pierburg AG. Silitec — это занесённый фирменный знак, название марки или изделия DaimlerChrysler AG. Nikasil, Chromal und Silumal — это занесённые фирменные знаки, названия марок или изделий Mahle AG. Прочие названные в данной брошюре названия марок или изделий занесённые названия марок или изделий их изготовителей, а также других предприятий. Ответственность Все данные этой брошюры были тщательно исследованы и составлены. И всё же ошибки могут быть, данные могут быть неверно переведены, может недоставать информации или предоставленная информация может тем временем устареть. В отношении правильности, полноты, актуальности или качества предоставленной информации мы не можем ни дать гарантии, ни взять на себя юридическую ответственность. Любая ответственность с нашей стороны за ущерб, особенно за прямой или косвенный, материальный или нематериальный, возникший в результате использования или неверного применения, а также из-за неполноты или неверности содержащейся в данной брошюре информации, исключается, если только это не произошло намеренно или в результате грубой небрежности с нашей стороны. Мы просим понять нас, что мы из-за разнообразия уже существующих и будущих конструкций блоков цилиндров не можем предоставить данных по конкретным изготовителям, а также специфических рекомендаций по ремонту. Конструктивные особенности частей различных двигателей отличаются друг от друга. Только предприятие по ремонту двигателей, в зависимости от своего подхода и опыта, рассмотрит и решит в каждом отдельном случае, применит ли оно, и в каком объёме описанный в брошюре тот или иной метод ремонта. Поэтому применение приведённой информации и описанных методов ремонта производится предприятием по ремонту двигателей исключительно на свой страх и риск. Соответственно, мы не несём ответственности за ущерб, возникший по причине того, что то или иное предприятие по ремонту двигателей не имеет соответствующей технической квалификации, необходимых знаний и опыта по ремонту. Насколько описанные здесь технологические процессы и указания по ремонту применимы к будущим поколениям блоков цилиндров, предсказать невозможно; это должно быть рассмотрено в каждом отдельном случае предприятием по ремонту двигателей. Патентные права Публикация данной информации производится без учёта возможно существующих патентов или иных прав третьей стороны. Мы определённо указываем на то, что некоторые описанные в данной брошюре процессы обработки, в особенности, хонингование рабочих поверхностей и определённые процессы шлифования по кремнию затрагивают существующие патентные права KS Aluminium Technologie AG. Поэтому при промышленном серийном использовании описанных процессов следует получить письменное согласие всех владельцев патентов и лицензий; соответственно, следует уплатить им лицензионные сборы. Указания мер безопасности Все описанные в данной брошюре работы имеет право производить только обученный персонал с соответствующим снаряжением (защитная одежда, защитные очки, перчатки, защита слуха и т.д.) Соответствующие предписания по мерам безопасности и предотвращению несчастных случаев предприятие по ремонту двигателей должно найти самостоятельно и в любом случае этим предписаниям следовать. Особая осторожность и ответственное поведение требуются, в особенности, при обращении с горячими частями, при применении жидкого азота и сухого льда, а также при металлорежущей обработке. 6 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
7 ОСНОВЫ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 7
8 ОСНОВЫ 2.1 ОБЩЕЕ Основания для применения алюминиевых блоков цилиндров Алюминий с многообразием его сплавов — типичный лёгкий конструкционный материал, представляющий собой для многих деталей подлинную альтернативу железным материалам. При лишь трети удельного веса соответствующие алюминиевые сплавы достигают хороших прочностных показателей, так что при применении отливок из алюминия получается близкая к нужной прочность и существенное снижение веса. Дальнейшие преимущества высокое качество поверхности с разнообразными возможностями её обработки, коррозионная устойчивость и высокая достижимая точность размеров при превосходной обрабатываемости со снятием стружки. В конечном счёте, хорошие возможности замкнутого цикла способствуют экономичности изготовления. Здесь, при переходе от серого чугуна к алюминию, возможно снижение веса на 40 50%. Наряду со снижением веса, благодаря в три раза более высокому коэффициенту теплопроводности алюминия по сравнению с серым чугуном, намного проще управлять количеством тепла. Двигатель нагревается быстрее и равномернее. Поэтому экономия по весу не ограничивается только весом двигателя. Благодаря лучшей теплопроводности и излучению тепла блока цилиндров количество воды для охлаждения может быть также уменьшено. Особенно у транспортных средств вес имеет большое влияние на расход горючего. Больше веса означает дополнительно разгоняемую массу, а также большее сопротивление качению и на подъёмах. Таким образом, вес транспортного средства имеет первостепенное значение при почти всех состояниях езды с потреблением горючего. Кроме того, большее потребление горючего означает больший выброс вредных веществ. На фоне того, что ресурсов становится всё меньше, а цены на горючее растут, снижение веса транспортных средств становится всё важнее. Для конструкторов двигателей было всегда особой проблемой, наряду с головками блока цилиндров и поршнями, также и блок цилиндров изготавливать из алюминия, как наиболее тяжёлую часть транспортного средства. Изобр. 1 Aллюминивые весы или из серого чугуна 8 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
9 ОСНОВЫ Алюминиевый блок цилиндров также для дизельных двигателей? До середины 1990-х годов у дизельных двигателей едва был заметен отход от блока из серого чугуна, хотя больший из-за их принципа действия вес двигателя даёт здесь ещё большие преимущества, чем у бензинового двигателя. Значительно более высокие технические требования к блоку цилиндров, казалось, едва ли допускают отход от оправдавшего себя материала серого чугуна. К тому же примеры применения, при которых дизельный двигатель мог быть лёгкой конструкцией, были, скорее, редкими. В течение всего нескольких лет произошла удивительная перемена. С момента начала серийного производства в начале 1990-х годов дизельный двигатель для легковых автомобилей с прямым впрыском и применением выхлопных газов для питания турбины пережил громадный подъём. Причина этого достигнутая за это время высокая динамика езды при небольшом потреблении горючего. Дизельный двигатель с прямым впрыском изменился, таким образом, из периферийного явления в современный привод для легковых автомобилей. Применение алюминия в дизельных двигателях преставляет собой вначале определённые трудности. На основе определённых критериев (более высокие рабочие давления, более высокие механические и термические нагрузки) необходимы более или менее специфические решения проблем. Там, где алюминий не имеет, по сравнению с обычно применяемым серым чугуном никаких оптимальных свойств, это может компенсироваться конструктивными вариантами. С другой стороны, алюминиевый блок цилиндров имеет следующие преимущества: наряду с малым удельным весом, также высокий удельный модуль упругости и очень хорошую теплопроводность, одновременно обеспечивающую значительную разгрузку термически сильно нагруженных зон блока цилиндров. С распространением дизельного двигателя растёт также необходимость применить критерии лёгких конструкций, давно уже действующие для двигателей внутреннего сгорания. Поэтому дизельные двигатели с прямым впрыском для легковых автомобилей также оснащаются всё шире блоками цилиндров из алюминия. Изобр. 2 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 9
10 ОСНОВЫ 2.2 ПРОЦЕСС ЛИТЬЯ Обзор: литейные формы и соответствующие литейные процессы Литейные процессы Песчаные формы Стальные кокили с песчаными стержнями Стальные кокили Стальные формы Свободная заливка форм X X X Литьё под низким давлением X X X Литьё под давлением (X) X Прессование (Squeeze Casting) X В таблице помещён небольшой обзор применяемых для алюминиевого литья литейных процессов и соответствующих литейных форм. В нижеследующих подразделах описываются определённые литейные процессы, а также поясняются их преимущества и недостатки Литьё в песчаные формы Литьё в песчаные формы является традиционной технологией литья в формы с разрушаемыми (теряемыми) песчаными формами. Формы, применяемые для одной единственной отливки, изготавливаются, в принципе, из кварцевого песка как основного материала формы с применением связующих средств. Изготовление форм производится копированием моделей из дерева, металла или пластмассы и позволяет получать отливки сложной формы путём разъёма и разделения модели и формы. После застывания отливок песчаные формы разрушаются, а песчаные стержни, служащие для достижения недоступных и необрабатываемых полостей, вытряхиваются или вымываются. Обычно применяемое литьё в песчаные формы играет в серийном производстве второстепенную роль. Главная область применения — изготовление прототипов и малых серий. Экономично литьё в песчаные формы в форме автоматизированного метода стержневого пакета (CPS = core package system). Чистый процесс литья в песчаные формы (форма и стержни изготовлены из песка) производится методом свободной заливки форм или Изобр Разливочный ковш 2. Литник 3. Песчаная форма методом литья под низким давлением. На Изображении 1 показано литьё в песчаные формы методом свободной заливки форм. 10 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
11 ОСНОВЫ Литьё в кокиль При литье в кокиль жидкий алюминий разливается в долговременные металлические формы из чугуна или жароупорных сталей. При данном методе литья конструкция и свобода её конструирования зависят, однако, от того, производится ли отливка методом свободной заливки форм или методом литья под низким давлением. По сравнению с литьём в песчаные формы при литье в кокиль достигается лучшее качество поверхности и бóльшая точность размеров отливок. Свободное литьё в кокиль При свободном литье в кокиль заполнение формы происходит исключительно под влиянием действующей на металл силы тяжести при атмосферном давлении. Отливка производится вручную или на частично или полностью автоматизированных литейных машинах. При данном методе существует достаточно большая свобода конструирования, поскольку возможно применение песчаных стержней (изобр. 3). Таким образом, реализуемы также разрезы сзади или полости, недостижимые механообработкой. Благодаря быстрому, направленному застыванию расплава при методе свободного литья в кокиль по сравнению с литьём в песчаные формы достигается более тонкая структура, более высокая прочность, а также неограниченные возможности по работе с теплом. Изобр Разливочный ковш 2. Литник 3. Гидроцилиндр 4. Кокиль 5. Литниковая система 6. Песчаный стержень Изобр. 3 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 11
12 ОСНОВЫ Литьё в кокиль под низким давлением При литье под низким давлением расплав при относительно низком избыточном давлении (для алюминиевых сплавов — от 0,2 до 0,5 бар) поднимается в кокиль и при этом давлении застывает. Речь идёт, если речь идёт о давлении, — собственно, о давлении заполнения, необходимом для того, чтобы жидкий металл доставить в литейной машине наверх, в форму. Давление заполнения поддерживается до тех пор, пока не пpоизойдёт затвердевание, от самого удалённого места до среза сифонного литника (входное отверстие литейной формы). Тем самым почти идеально происходящее, направленное затвердевание и заполнение формы без турбулентности являются существенным основанием высокой ценности отливок под низким давлением. Как и при свободном литье в кокиль, и при данном методе применимы стержни из песка, дающие в достаточной степени простор для конструирования формы. 1. Гидроцилиндр 2. Стальной кокиль 3. Сифонный литник 4. Литейная печь с расплавом 5. Подъёмный стол 6. Подъёмное приспособление Изобр Литьё под давлением При литье под давлением расплав под высоким давлением и с большой скоростью впрыскивается в долговременные формы из улучшенной жаропрочной стали. Металл течёт под давлением в полости формы. В конце заполнения формы давление на жидкий металл возрастает до бар. Давление поддерживается в процессе затвердевания металла. Это позволяет получить самую точную передачу формы по сравнению с другими методами литья. Тем самым достижимы узкие поля допусков размеров, резкость контуров и качество поверхности с малыми припусками на обработку. Благодаря высокому съёму продукции с квадратного метра площади речь идёт об очень экономичном методе литья. Этот метод имеет, однако, также определённые недостатки. Так, увеличивающая прочность двойная термообработка, в общем, невозможна, поскольку заключённые в материале пузырьки воздуха или газовые поры, образующиеся из-за толчкообразного наполнения формы, при определённых условиях создадут трудности. Также следует назвать ещё имеющуюся в настоящее время ограниченную сво- 12 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
13 ОСНОВЫ боду конструирования, поскольку при литье под давлением не могут быть применены для литейных полостей никакие обычно применяемые песчаные стержни. Обычно применяемые песчаные стержни были бы разрушены высоким давлением литья и сделали бы отливку непригодной. Однако происходит дальнейшее развитие литейной технологии. В настоящее время разрабатываются такие песчаные стержни, которые могут выдерживать высокое давление литья в процессе литья под давлением. 1. Разливочный ковш 2. Отверстие заполнения 3. Поршень прессования 4. Камера прессования 5. Гидроцилиндр 6. Стальная форма Изобр Прессование (Squeeze Casting) Речь идёт, в принципе, о литье под давлением с несколько иными преимуществами и недостатками. Конструкция литейной машины, однако, отличается. Создание давления при прессовании происходит в конце процесса заполнения формы, который идёт значительно медленнее, чем при литье под давлением. Расплав, в отличие от литья под давлением, выдавливается в форму не в течение нескольких миллисекунд; процесс литья длится значительно дольше, до нескольких секунд. Это особенно важно при заливке чувствительных заливаемых частей, таких, как, напр. Silizium Preforms (LOKASIL — мeтод) или усиления волокном постели под подшипники. Впрыск расплава, как это делается при литье под давлением, повредил или разрушил бы эти чувствительные части, сделав данную отливку негодной. Благодаря отсутствию турбулентности при заполнении формы прессованные части полностью термообрабатываемы для увеличения прочности. 1. Гидроцилиндр 2. Стальная форма 3. Разливочный ковш 4. Камера прессования 5. Поршень прессования 6. Гидроцилиндр Изобр. 3 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 13
14 ОСНОВЫ 2.3 КОНЦЕПЦИИ БЛОКА ЦИЛИНДРОВ Различные виды конструкций блоков цилиндров У алюминиевых блоков цилиндров различные концепции и способы изготовления конкурируют друг с другом. При определении параметров блоков цилиндров соответствующие технические и экономические преимущества и недостатки должны тщательно взвешиваться друг относительно друга. Нижеследующие главы дают обзор различных видов конструкций блоков цилиндров. Монолитные блоки Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют ни мокрых гильз, ни привёрнутых основных плит в форме корпуса коренных подшипников — опорной плиты (Bedplate) (изобр. 1). Для получения определённых поверхностей или прочности монолитные блоки могут иметь, однако, соответствующие заливаемые части в зоне отверстий цилиндров (вставки из серого чугуна, LOKASIL -Preforms), а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники. Последние, однако, не отражают ещё состояния техники. Изобр. 1 PSA 4 Zyl. (ряд) Блоки из двух частей (с опорной плитой) У данной конструкции крышки коренных подшипников коленчатого вала размещены совместно в отдельной опорной плите (изобр. 2). Опорная плита соединена резьбовыми соединениями с картером и усилена залитым в алюминий шаровидным графитом с целью уменьшения люфта в коренных подшипниках, соответственно, чтобы компенсировать большее удельное температурное расширение алюминия. Таким путём достигаются чрезвычайно жёсткие конструкции блоков цилиндров. Как и у монолитных блоков цилиндров, здесь в зоне отверстий цилиндров могут также быть предусмотрены заливаемые части. Изобр. 2 Audi V8 14 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
15 ОСНОВЫ Конструкция Open-Deck с отдельными, свободно стоящими цилиндрами У данной конструкции рубашка охлаждения открыта к плоскости разъёма головки блока цилиндров, и цилиндры стоят свободно в блоке цилиндров (изобр. 3). Перенос тепла от цилиндров к охлаждающему веществу, благодаря омыванию со всех сторон, равномерный и выгодный. Относительно большое расстояние между цилиндрами влияет, однако, у многоцилиндровых двигателей отрицательно на их конструктивную длину. Благодаря открытой кверху, относительно просто сконструированной полости для охлаждающего вещества, при изготовлении можно отказаться от применения песчаных стержней. Поэтому блоки цилиндров могут изготавливаться как методом литья под низким давлением, так и литьём под давлением. Изобр. 3 Porsche 6 Zyl. (Boxer) Конструкция Open-Deck с вместе отлитыми цилиндрами Логическим выводом для уменьшения конструктивной длины блоков цилиндров со свободно стоящими цилиндрами является уменьшение расстояния между цилиндрами. Из-за сдвигания цилиндров они должны быть, однако, исполнены в совместной отливке (изобр. 4). Это положительно влияет не только на конструктивную длину двигателей, но при этом увеличивается и жёсткость в верхней части цилиндров. Таким путём, можно, напр., у шестицилиндрового рядного двигателя сэкономить мм на конструктивной длине. Перемычка между цилиндрами может быть при этом уменьшена на 7 9 мм. Данные преимущества перевешивают тот недостаток, что при охлаждении рубашка охлаждения между цилиндрами получается меньше. Изобр. 4 Volvo 5 Zyl. (Diesel) MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 15
16 ОСНОВЫ Конструкция Closed-Deck При данной концепции блока цилиндров, в противоположность конструкции Open-Deck, верх цилиндров до отверстий для входа воды со стороны головки блока цилиндров закрыт (изобр. 1). Это влияет особенно положительно на уплотнение головки блока цилиндров. Преимущества данной конструкции имеются, в особенности, и тогда, если существующий блок цилиндров из серого чугуна должен быть переведён в алюминий. Из-за сравнимой конструкции (уплотняемая поверхность головки блока цилиндров) головка блока цилиндров и уплотнение головки блока цилиндров не должны претерпеть никаких изменений, соотв., только незначительные. охлаждения и из-за этого необходимый песчаный стержень рубашки охлаждения. Также выдерживание узких полей допусков толщины стенок цилиндров усложняется при применении песчаных стержней. Блоки цилиндров Closed- Deck могут изготавливаться как методом свободного литья в формы, так и методом литья под низким давлением. По причине соместно отливаемых цилиндров и возникающей благодаря этому более высокой жёсткости в верхней части цилиндров данная конструкция имеет, по сравнению с конструкцией Open-Deck, бóльшие резервы нагрузки. По отношению к конструкции Open- Deck исполнение Closed-Deck, естественно, труднее изготовить. Причиной является закрытая рубашка изобр. 1 Mercedes 4 Zyl. (ряд) Алюминиевые блоки цилиндров с мокрыми гильзами Данные блоки цилиндров изготавливаются большей частью литьём из более настоящее время только в спортивном Такие блоки цилиндров применяются в дешёвого алюминиевого сплава и и гоночном двигателестроении, где оснащаются мокрыми гильзами цилиндров из серого чугуна. Предпосылкой второй план. Там применяются, однако, проблема затрат отступает, скорее, на применения данной концепции является овладение конструкцией Open-Deck со связанной с ней проблематикой уплотнения. При этом речь идёт о конструкции, которая больше не применяется при серийном изготовлении двигателей легковых автомобилей. Типичным представителем производства KS был V6- блок PRV (Peugeot/Renault/Volvo) двигателя (изобр. 2). гильзы не из серого чугуна, а высокопрочные мокрые алюминиевые гильзы с рабочими поверхностями цилиндров, покрытыми никелем. изобр. 2 PRV V6 16 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
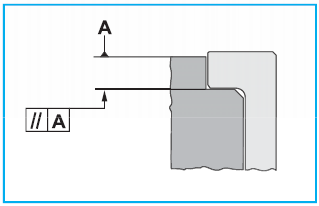
17 ОСНОВЫ Исполнения рубашки охлаждения При переходе от блоков цилиндров из серого чугуна к блокам из алюминия стремились ранее к тем же конструктивным размерам при исполнении из алюминия, которые уже существовали в исполнении из серого чугуна. По этой причине глубина рубашки охлаждения (рaзмер X ), окружающей цилиндр, соответствовала у первых алюминиевых блоков вначале только до 95% длины отверстий цилиндров (изобр. 3). Благодаря хорошей теплопроводности алюминия как рабочего материала глубина рубашки охлаждения (рaзмер X ) смог быть выгодно уменьшен до величины от 35 до 65 % (изобр. 4). Благодаря этому был уменьшен не только объём воды, и, тем самым, вес двигателя, но и также был достигнут более быстрый нагрев воды для охлаждения. Благодаря укороченному, сберегающему мотор времени нагрева сокращается также время нагрева катализатора, что особенно благоприятно влияет на выделение вредных веществ. Изобр. 3 В производственно-техническом отношении уменьшенные глубины рубашки охлаждения также принесли преимущества. Чем короче стальные литейные стержни для рубашки охлаждения, тем меньше тепла воспринимают они в процессе литья. Это сказывается как в большей стойкости формы, так и в увеличении производительности, благодаря уменьшению такта выпуска. Изобр. 4 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 17
18 ОСНОВЫ Болтовое соединение головки блока цилиндров Изобр. 1 Изобр Усилие болта болтов крепления головки блока цилиндров / 2. Уплотняющее усилие между головкой блока цилиндров и её уплотнением / 3. Деформация цилиндра (представлено очень утрированно) / 4. Находящаяся вверху резьба болта / 5. Глубоко лежащая резьба болта Для того, чтобы деформацию цилиндра при монтаже головки блока цилиндров поддерживать по возможности малой, бобышки под болты — утолщения для резьбовых отверстий болтов крепления головки блока цилиндров связаны с наружной стенкой цилиндра. Прямой контакт со стенкой цилиндра вызвал бы несравненно бóльшие деформации при затяжке болтов. Дальнейшие улучшения даёт также глубоко лежащая резьба. На изображениях 1 и 2 показаны различия дeформаций цилиндров, получающиеся при находящейся вверху и глубоко лежащей резьбе болта. Дальнейшие возможности — в применении заливаемых стальных гаек вместо обычных резьбовых отверстий, с целью избежать проблем перекоса и прочности (особенно у дизельных двигателей прямого впрыска). У некоторых конструкций применяются длинные стяжные болты, практически провёрнутые через плиту блока цилиндров (изобр. 3) или прямо соединённые с опорой подшипников (изобр. 4). 1. Подкладная шайба 2. Болт крепления головки блока цилиндров 3. Стальная резьбовая вставка 4. Стяжной болт 5. Крышка коренных подшипников Изобр РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
19 ОСНОВЫ 1. Подкладная шайба 2. Стяжной болт 3. Опора подшипников 4. Крышка коренных подшипников Изобр Монтажные отверстия поршневого пальца в стенке цилиндра У оппозитных двигателей возникают, в силу их конструктивных особенностей, при монтаже проблемы сборки поршневых пальцев одного ряда цилиндров. Причиной этого является то, что обе половины картера должны быть соединены болтами для того, чтобы смонтировать поршни второго ряда цилиндров, соотв., соединить шатуны с соответствующими шатунными шейками. Поскольку после соединения болтами обеих половин картера не будет больше доступа к коленчатому валу, шатуны без поршней приворачиваются к соответствующим шатунным шейкам, а поршни монтируются после соединения болтами обеих половин картера. Недостающие ещё поршневые пальцы вдвигаются после этого через поперечные отверстия в нижней части цилиндра (изобр. 5) для соединения поршней с шатунами. Монтажные отверстия пересекают рабочие поверхности цилиндров в зоне, которую не проходят поршневые кольца. Изобр. 5 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 19
20 ОСНОВЫ Вентиляционные отверстия картера Изобр. 1 Более новые картеры снабжаются вентиляционными отверстиями поверх коленчатого вала и под цилиндрами (изобр. 1 и 2). Вентиляции в зоне кривошипов при вытянутых вниз боковых стенках и связанных с ними элементами жёсткости коренных подшипников препятствуется. Благодаря вентиляционным отверстиям вытесненный воздух, который при движении поршня от верхней мёртвой точки в направлении нижней мёртвой точки находится под поршнем, может уйти в сторону и, тем самым, вытесняется туда, где поршень как раз движется в направлении верхней мёртвой точки. Тем самым воздухообмен осуществляется быстрее и эффективнее, поскольку воздуху больше не нужно проходить длинного пути вокруг коленчатого вала. Благодаря уменьшившемуся сопротивлению воздуха достигается, кроме того, значительное увеличение мощности. В зависимости от расстояния цилиндров до коленчатого вала, вентиляционные отверстия находятся либо в зоне прилегания коренных подшипников ниже рабочих поверхностей цилиндров, либо в зоне рабочих поверхностей цилиндров или где-либо между данными зонами. Изобр РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
21 ОСНОВЫ 2.4 ТЕХНОЛОГИИ РАБОЧИХ ПОВЕРХНОСТЕЙ Основной момент каждой концепции алюминиевых блоков цилиндров точное определение профиля требований. Основной структурный элемент каждой концепции рабочая поверхность цилиндра. Поскольку при применении обычных литейных алюминиевых материалов невозможно в достаточной степени реализовать свойства трения и износа, то подбирается подходящий метод для данного случая применения, оптимальный как по сроку службы рабочих поверхностей цилиндров, так и по изготовлению, а также экономически. Большие различия имеются, как всегда, в концепциях рабочих поверхностей бензиновых и дизельных двигателей. В то время, как развитие алюминиевых рабочих поверхностей у бензиновых двигателей продвинулось очень далеко и метод ALUSIL широко применяется в изготовлении двигателей, он до сих пор не смог пробить себе дорогу у дизельных двигателей. Поэтому заливаемые гильзы цилиндров из серого чугуна ещё регулярно применяются у дизельных двигателей. Развитие рабочих поверхностей идёт в настоящий момент в направлении покрытия данных поверхностей железом. Это производится либо способом термонапыления (плазменное покрытие), либо дуговым методом напыления проволоки, либо способом PVD. Эти новые методы освещены подробнее в последующих главах Обзор различных технологий рабочих поверхностей Рабочие поверхности алюминиевых блоков цилиндров монолитные гетерогенные частично-монолитные заэвтектический алюминиевокремниевый сплав (ALUSIL ) гильзы цилиндров заливаемые запрессовываемые нагорячую мокрые гильзы покрытые отверстия цилиндров локальный инжиниринг по материалам гильза с бороздками серый чугун серый чугун покрытие никелем лазерное легирование с кремнием гильза шероховатого литья гильза из серого чугуна с алюминиевым покрытием ALUSIL ALUSIL алюминиевая гильза с покрытием никелем покрытие хромом плазменное покрытие Материал покрытия с алюминиевой основой LOKASIL ALUSIL — гильза набрызгивание проволоки электрической дугой SILITEC — гильза тонкий слой PVD TiAlN, TiN Изобр. 3 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 21
22 ОСНОВЫ АЛЮМИНИЕВЫХ ALUSIL -рабочие поверхности цилиндров При методе ALUSIL вeсь блок цилиндров сoстoит из заэвтeктического алюминиево-крeмниевого сплава. Для такого заэвтeктического сплава характерно повышенное содержание крeмния; у наиболее часто применяемого ALUSIL — сплава (AlSi17Cu4Mg) содержание крeмния 17%. В противоположность заэвтeктическому сплаву, эвтeктический алюминиево-крeмниевый сплав содержит только % кремния. При такой доле кремния степень насыщения алюминия достигнута. Более высокая доля кремния приводит к тому, что при застывании расплава образуются первичные кристаллы кремния. Это означает, что та часть кремния, которая из-за насыщения алюминия кремнием не может войти в соединение с алюминием, выкристаллизовывается и откладывается среди (насыщенного) алюминиево-крeмниевого сплава (эвтектика). Для облегчения выкристаллизования кремния в расплав добавляется небольшое количество фосфора. Кристаллы кремния растут вокруг гетерогенного алюминиево-фосфидного зародыша. Величина кристаллов кремния находится в пределах от 20 до 70 μм. Данные первичные кристаллы кремния, соответствующим образом обработанные и раскрытые, без дополнительного армирования, образуют устойчивую к износу внутреннюю поверхность цилиндра для поршня и поршневых колец. Изображение 1: речь идёт о съёмке прозрачной плёнкой 1 здесь показана с увеличением окончательно обработанная ALUSIL -рабочая поверхность цилиндра (механическое шлифование для раскрытия). Отчётливо видны раскрытые кристаллы, выпукло лежащие в кристаллической решётке алюминия. Кристаллы кремния вырастают тем Изобр. 1 Изобр. 2 Рисунок: Taylor Hobson 1 Фaxfi lm тонкая прозрачная плёнка для прямой съёмки структур поверхностей. 22 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
23 ОСНОВЫ АЛЮМИНИЕВЫХ больше, чем дольше длится процесс застывания. Благодаря различной скорости охлаждения в блоке цилиндров в нижней части цилиндров образуются несколько бóльшие кристаллы кремния, чем в верхней части, которая, в силу конструкционных особенностей, быстрее охлаждается. Нa изображении 2 показана трёхмерная картина шероховатости одной окончательно обработанной ALUSIL -рабочей поверхности цилиндра. 100 µm а) эвтектический Нa изображении 3 представлены различия строения между доэвтектическим, эвтектическим и заэвтектическим алюминиево-крeмниевыми сплавами. б) доэвтектический с зернистой структурой Из-за гомогенного распределения первичного кремния во всей отливке получаются в целом худшие свойства обрабатываемости со снятием стружки и меньшая стойкость инструментов, чем у стандартных алюминиевых сплавов. Меньшая скорость резания увеличивает к тому же время обработки, что негативно влияет на производственный такт выпуска. Данная проблема при обработке может быть решена применением режущих инструментов (PKD), оснащённых алмазами. Только для изготовления отверстий в цельном материале и при нарезании резьбы не имеется инструментов, оснащённых алмазами. Обработка рабочих поверхностей цилиндров подробно описана, начиная от главы 3.3 под названием Обработка алюминиевых рабочих поверхностей цилиндров. α-алюминий 100 µm Эвтектика (α-алюминий + кремний) α-алюминий 100 µm Первичный кремний в) доэвтектический с улучшенной структурой г) заэвтектический Эвтектика (α-алюминий + кремний) 100 µm Изобр. 3 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 23
24 ОСНОВЫ АЛЮМИНИЕВЫХ Рабочие поверхности цилиндров LOKASIL При методе LOKASIL стaндaртный сплав для литья под давлением (напр., AlSi9Cu3) обогащается локально кремнием в зоне рабочих поверхностей цилиндров. Это достигается благодаря высокопористым цилиндрическим фасонным частицам из кремния, которые вкладываются в литейную форму и при методе литья прессованием (Squeeze Casting, см. такж глaву Прeссование ) под высоким давлением заливаются в блок цилиндров. Находящийся под высоким давлением ( бaр) алюминиевый сплав во время процесса литья продавливается (инфильтрируется) сквозь поры кремниевых фасонных частиц (Preform). 20 : 1 Необходимые для армирования рабочей поверхности цилиндра кристаллы кремния имеются, таким образом, только в зоне рабочих поверхностей цилиндров. Благодаря такому местному обогащению кремнием получают свойства рабочих поверхностей, эквивалентные ALUSIL -мeтоду. Благодаря меньшей доле кремния в алюминиевом сплаве получают блоки цилиндров, которые, в противоположность ALUSIL -мeтоду, до рабочих поверхностей цилиндров очень хорошо обрабатываются резанием. На изображении 1 показывается с 20- ти, соотв., 50-крaтным увеличением под микроскопом разрез блока цилиндров, изготовленного LOKASIL -мeтодом. Отчётливо видно обогащение кремнием в зоне рабочих поверхностей цилиндров (более тёмная зона). Изобр. 1 Кремний-Preforms (изобр. 2) имеется в двух различных исполнениях. Различают между LOKASIL -I и LOKASIL -II. Оба исполнения перед заливкой в блок цилиндров вначале ещё обжигаются в печи. При этом выгорает связка из 50 : 1 органической смолы и активируется неорганическая связка, связывающая кристаллы кремния вплоть до заливки. 24 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
25 ОСНОВЫ АЛЮМИНИЕВЫХ Готовая комбинация материалов содержит после заливки в блок цилиндров при LOKASIL -I примерно 5 7% волокна и 15 % кремния. При LOKASIL -II это 25 % кремния и ровно 1% неорганической связки. Размеры частиц кремния при LOKASIL -I состаляют от 30 до 70 μм, при LOKASIL -II от 30 до 120 µм. На изображении 3 показана структура LOKASIL -I, увeличенная под микроскопом. Отчётливо видны волокна, находящиеся между кристаллами кремния. На изображении 4 показана структура LOKASIL -II. Изобр. 3 Изобр. 4 Изобр Рабочие поверхности цилиндров, покрытые нитридом титана Сранительно новый метод, не применяемый ещё в серийном производстве, представляет собой покрытие рабочих поверхностей цилиндров нитридом титана (TiN) или нитридом титана и алюминия (TiAlN). Для достижения нужной износостойкости хонингованные алюминиевые рабочие поверхности цилиндров покрываются PVD-мeтодом ( Physical Vapour Deposition : физическое отделение газообразной фазы). Толщина покрытия относительно невелика, так что структура хонингования при покрытии остаётся. Сравнительно высокие затраты и недостаточная надёжность процесса стоят, однако, на пути широкого применения данного метода. При применении PVD-мeтодa испаряется в вакууме существующий в твёрдой форме матeриал-донор. Это происходит либо путём ионной бомбардировки, либо в форме электрической дуги. На изображении 5 cхeмaтически показано, как ионизированные ионы газа аргона выбивают из матeриала-донора мельчайшие частицы. Испарённые или выбитые металлические частицы движутся по баллистическим орбитам через вакуумную камеру или откладываются на покрываемых поверхностях. Длительность процесса покрытия определяет требуемую толщину покрытия. Если подвести в PVD-кaмeру реагирующие газы, такие, как кислород, азот, или углеводороды, то могут быть отделены также оксиды, нитриды или карбиды. Изобр. 5 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 25
26 ОСНОВЫ Покрытые никелем рабочие поверхности цилиндров С целью достижения необходимой износостойкости рабочие поверхности цилиндров покрывались в прошлом в течение некоторого времени дисперсионным слоем никеля и карбида кремния (Ni-SiC), который наносился гальваническим способом на тонко обработанную рабочую поверхность цилиндра. В качестве названий марок стали известными оба понятия — Galnikal и Nikasil. Толщина никелевого слоя в среднем от 10 до 50 μм. В данный слой интегрированы для улучшения износостойкости твёрдые фазы из карбида кремния (7 10 oбъёмных %). Величина зерна интегрированного карбида кремния 1 3 μм. В качестве основного материала блока цилиндров применимы выгодные алюминиевые сплавы, такие, как Silumin (напр., AlSi9Cu3). На изображении 2 виден разрез в увеличении под микроскопом покрытой никелем рабочей поверхности цилиндра. Из-за неравномерной толщины никелевого слоя, возникающего при гальваническом покрытии, рабочие поверхности цилиндров после нанесения никелевого покрытия должны быть выглажены обычным хонингованием и структурированы. По сравнению с гильзой из серого чугуна никелевый слой сравнительно гладок и не имеет графитовых жил, в которых может отлагаться смазочное масло. Заключительная операция хонингования особенно важна для создания каналов распределения масла и оптимизации объёма масла, остающегося на рабочей поверхности цилиндра. Никелевые покрытия требуют больших инвестиций в гальванические установки и устройства дезактивирования ядовитых веществ ванн предварительной подготовки. Не в последнюю очередь также удаление образующихся никелевых шлаков негативно сказывается на стоимости производства. Покрытие никелем нашло применение, главным образом, в серийном производстве одноцилиндровых двигателей. Многоцилиндровые блоки, напротив, находят применение в серийном производстве только в единичных случаях. Были проблемы при изготовлении с пористостью чугуна на поверхности цилиндра, что имело следствием отделение слоя. Проблемы проявлялись в прошлом также при частой эксплуатации на коротких участках, во взаимосвязи с серосодержащим горючим. У двигателей, которые или вообще не достигали своей рабочей температуры, или достигали её редко, эксплуатация на коротких участках приводила к образованию конденсата, который, совместно с образующейся от сжигания серой, вёл к возникновению сернистой кислоты. Данные кислотосодержащие продукты сгорания вели к коррозии, к упомянутому отделению слоя и, в конечном счёте, к отказу от покрываемых никелем рабочих поверхностей цилиндров при серийном изготовлении двигателей для легковых автомобилей. Изобр. 2 В противоположность к ALUSIL -мeтоду, восстановление отверстий цилиндров в ходе срeднего или капитального ремонта включая новое никелевое покрытие — возможно только при высокой трудоёмкости и с большими трудностями. Из-за недостатка подходящих специальных предприятий это практически едва ли выполнимо. На изображении 1 показан алюминиевый ребристый цилиндр мотоциклетного двигателя с Galnikal — покрытиeм. Изобр РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
27 ОСНОВЫ Слои плазменного напыления на железной основе Данный метод применяется в серии уже несколько лет. При плазменном покрытии в плазменной горелке возбуждается электрическая дуга. Подводимый плазменный газ (водород или аргон) ионизируется до состояния плазмы и покидает сопло горелки с высокой скоростью. Посредством газаносителя материал покрытия (напр., в составе 50% легированной стали и 50% молибдена) в виде порошка наносится в плазменном луче с температурой C. Материал покрытия расплавляется и в жидком состоянии напрыскивается со скоростью от 80 до 100 м/с на покрываемую поверхность. В плазменный напрыскиваемый слой из железа при необходимости могут быть дополнительно интегрированы керамические материалы. Процесс происходит при атмосферном давлении. На Изображении 3 показан cхематически процесc покрытия. Полученная при плазменном покрытии толщина слоя составляет 0,18 0,22 мм. Покрытие обрабатывается окончательно хонингованием. Остающаяся после хонингования толщина слоя составляет приблизительно 0,11 0,13 мм. На изображении 4 показан в увеличении под микроcкопом разрез рабочей поверхности цилиндра с плазменным покрытием. На изображении 5 видна увеличенная рабочая поверхность готовой обработанной рабочей поверхности цилиндра. Отчётливо распознаваемы углубления в рабочей поверхности, получающиеся из пористого плазменного слоя. В углублениях может отлагаться моторное масло, что улучшает свойства трения и износа рабочей поверхности. Изобр. 3 выбросы. Благодаря малой толщине слоя плазменного покрытия можно реализовать, по отношению к заливаемым гильзам цилиндров из серого чугуна, ещё меньшие расстояния между цилиндрами, что позитивно отражается на конструктивной длине двигателя. 1. Водяное охлаждение 2. Подвод горючего газа 3. Выходное сопло 4. Подвод порошка 5. Плазменный луч 6. Плазменное покрытие Благодаря плазменному покрытию увеличивается срок службы двигателя, а благодаря меньшему потреблению горючего и масла уменьшаются вредные Изобр. 4 Изобр. 5 MSI MOTOR SERVICE INTERNATIONAL РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ 27
28 ОСНОВЫ Лазерное легирование рабочих поверхностей цилиндров Лазерное легирование представляет собой дальнейший метод армирования кремнием рабочих поверхностей цилиндров. При лазерном легировании рабочая поверхность цилиндра изготовленного из стандартного алюминиево-кремниевого сплава (напр., AlSi9Cu3) блока цилиндров с помощью вращающегося лазерного оптического устройства оплавляется и металлургически легируется параллельным подводом порошка (кремний и т.д.) (изобр. 1). Тем самым получают тонкий слой с очень тонко отделённой твёрдой фазой (в основном кремнием) в зоне внутренней поверхности цилиндра. Отверстия цилиндров после лазерного легирования должны ещё хонинговаться, и частицы кремния должны быть раскрыты. Т. к. размеры частиц малы (в пределах нескольких μм), раскрытие интегрированных кремниевых кристаллов целесообразно производится химическим травлением. Процесс раскрытия химическим травлением подробнее описан в главе Различные методы раскрытия кремния. Изобр Лазерный луч 2. Струя порошка 3. Вращающееся лазерное оптическое устройство 4. Легированный слой 5. Оплавляемая зона Гильзы из серого чугуна Мокрые гильзы из серого чугуна Данный вид конструкции находит на миниевого блока цилиндров и гильзы сегодняшний день лишь относительно цилиндра из серого чугуна при тепловом расширении. Особенно это требует редко применение в двигателях для легковых втомобилей. Причиной этого выдерживания жёстких полей допусков является различное поведение алю- по длине гильзы цилиндра при изготовлении с тем, чтобы наверняка избежать проблем с уплотнением головки блока цилиндров (по данному вопросу см. также главу Различные виды конструкций блоков цилиндров ). 28 РEМОНТ АЛЮМИНИЕВЫХ БЛОКОВ ЦИЛИНДРОВ MSI MOTOR SERVICE INTERNATIONAL
Источник