Ремонт аппарата с перемешивающим устройством
§ 3.1 Ремонт аппаратов с мешалками
Аппараты с мешалками применяют в качестве реакторов жидкофазных процессов, а также для приготовления растворов, смешения жидкостей и других вспомогательных процессов.
Аппараты с мешалкой состоят из корпуса с рубашкой, мешалки и привода.
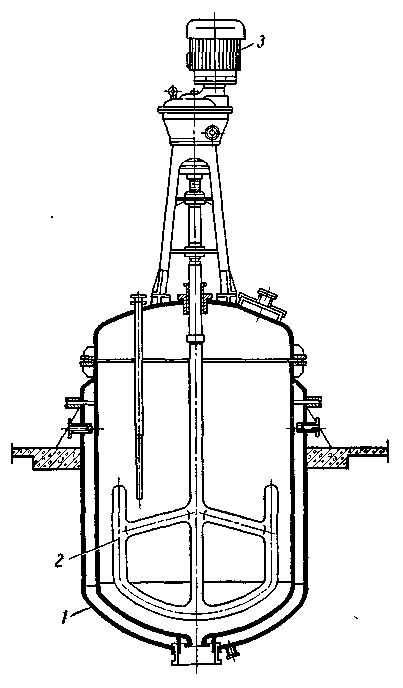
Рисунок – Аппарат с мешалкой
1 – корпус аппарата с рубашкой; 2 – мешалка; 3 – привод.
Разборка аппарата с мешалкой проводится в следующем порядке. На фланце корпуса, крышке аппарата и прокладке делаются метки, затем снимаются болты. Крышка с помощью грузоподъемного механизма поднимается и устанавливается на козлы так, чтобы мешалка оказалась в подвешенном состоянии. Затем разбираются привод, муфта и мешалка. Далее аппарат чистят мягкими щетками или деревянными скребками и промывают горячей водой.
Ремонт начинается с внешнего осмотра. Результаты осмотра отражаются в протоколе и схеме расположения дефектов и повреждений. При отсутствии видимых дефектов и повреждений осуществляется магнитный и ультразвуковой контроль.
Выпучины и вмятины на корпусе и рубашке выправляются ударами кувалды по медной подкладке. Если дефекты невозможно устранить ударами, то поврежденные части ремонтируют сваркой.
Технология ремонта сваркой заключается в следующем:
1. Поврежденные места, подлежащие сварке, тщательно обрабатываются шлифовальным камнем до удаления всех дефектов и придания им формы с плавными переходами. При наличии сквозных повреждений они растачиваются.
2. Обработанные места подвергаются магнитному и ультразвуковому контролю для выявления дефектов. При необходимости проводятся металлографические исследования.
3. Поврежденные участки заплавляются с подогревом до 300 – 350 °С. Сквозные повреждения заплавляются на подкладках. Заплавка выполняется на постоянном токе.
4. После окончания сварки проводится немедленная термообработка в режиме высокого отпуска: нагрев до 650 – 680 °С и выдержка при этой температуре из расчета 7 мин на 1 мм толщины наплавки.
Особую сложность представляет ремонт повреждений эмалевого покрытия аппарата.
Ремонт эмалевого покрытия проводится при небольших повреждениях площадью до 10 см 2 . При ремонте на дно аппарата укладывают листовую резину для предохранения покрытия днища от возможного падения используемых при ремонте предметов.
Подготовка дефектного места к ремонту заключается в удалении поврежденной эмали до грунтовочного слоя или до металла с помощью абразивного инструмента из тонкого корунда, промывке дефекта 10% раствором соды, сушке и последующей промывке спиртом.
В качестве замазок используются разнообразные композиции.
Силикатная замазка применяется для кислостойких эмалей и имеет следующий состав: диабазовая мука – 100 г, кремнефтористый натрий – 5 г, жидкое стекло – 26 мл. Наносится она резиновой пластинкой при тщательном втирании в неровности поверхности в несколько слоев. Каждый слой сушится горячим воздухом. Просушенное покрытие дважды обрабатывается 50%-ной серной кислотой в течение 6 мин с последующей промывкой и сушкой после каждой обработки. Силикатное покрытие обладает хорошей сцепляемостью с металлом и эмалью, но имеет недостаточную стойкость в щелочных средах и горячей воде.
Замазка на основе эпоксидной смолы применяется для ремонта стойких эмалей. В ее состав входят (по массе): эпоксидная смола (10 частей), отвердитель (гексаметилендиамин – 0,6 частей или малеиновый ангидрид – 35 частей) и наполнитель (двуокись титана – 5 частей или молотый песок – 4 – 30 частей). Эпоксидная замазка наносится в три слоя плоской мягкой кистью во взаимно перпендикулярном направлении к предыдущему слою. Каждый слой отверждается по следующему режиму: медленный нагрев в течение 6 ч с 20 до 140 °С и выдержка 1 ч при 140 °С; последний слой отверждается 2 ч при 180 °С.
Бакелитовая замазка состоит из бакелитового лака и наполнителя – молотого и прокаленного кварцевого песка, который добавляется до получения густого подвижного состава. Эта замазка также наносится в три слоя с отверждением каждого слоя в течение 6 ч при 40 °С и 1 ч при 160 °С.
Наиболее универсальным и надежным способом ремонта небольших дефектов эмалевого покрытия является установка танталовых грибообразных пломб с уплотнением из фторопласта. Установка танталовой пломбы показана на рисунке.
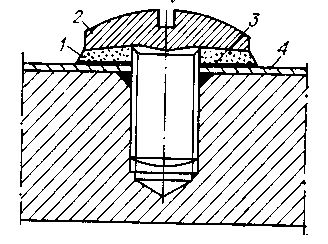
Рисунок – Танталовая пломба
1 – диск из фторопласта; 2 – танталовый винт; 3 – цемент-мастика; 4 – эмаль.
Диаметр резьбы пломбы М5. Диаметр головки обусловлен размером повреждения. При нарезании резьбы в корпусе аппарата удаление стружки из отверстия осуществляется сжатым воздухом или магнитными стержнями. Фторопластовую прокладку промазывают в замазке, служащей для закрепления пломбы и выравнивания дефектов поверхности. Избыток замазки, выступающей из-под головки пломбы при ее заворачивании, удаляется, после чего следует прогрев пломбы при 60 °С для отверждения замазки.
В тех случаях, когда химическая стойкость тантала недостаточна, применяются пломбы-винты из тантала с фторопластовым покрытием. Перед заворачиванием гайка заполняется замазкой. Такая конструкция пломбы позволяет ремонтировать дефекты, имеющие большие размеры. При значительных участках повреждений или в тех случаях, когда эти повреждения расположены внутри штуцеров, ремонт осуществляется с помощью танталовых накладок, закрепляемых несколькими винтами.
Ремонт штуцеров аппаратов с мешалкой возможен путем установки титанового патрубка. Патрубок с отбортованным краем вводится с внутренней стороны аппарата и зажимается с наружной стороны титановой гайкой с резиновой прокладкой. В зазор вокруг патрубка предварительно заливается эпоксидная смола.
Мешалки ремонтируют вследствие износа или поломок деталей и узлов. Для ремонта прибегают к сварке, наплавке, замене шпонок и крепежных деталей и т.д. Если наплавляются поверхности, сопрягающиеся с валом (ступица, пазы под шпонки), то их до сборки подвергают механической обработке.
Приводы мешалок при каждом ремонте подвергают ревизии: проверяют люфты в зацеплениях и подшипниках, а также центровку мотора с редуктором. Особое внимание обращают на исправность системы подачи смазки. Обнаруженные дефекты исправляют.
Валы ремонтируют вследствие износа посадочных мест шеек валов, шпоночных канавок, появления изгиба вала.
Способ ремонта изношенного вала выбирают в зависимости от характера и размеров дефекта, а также технической оснащенности ремонтной базы.
Шейки валов, имеющие небольшие царапины, риски, овальность до 0,1 мм, ремонтируют шлифованием. Если износ значительный, шейки валов протачивают и шлифуют под очередной ремонтный размер.
В тех случаях, когда необходимо восстановить первоначальные размеры шеек, их ремонтируют наращиванием металла металлизацией, хромированием, наплавкой и другими методами.
Трещины на валах заделываются сваркой. Для этого участок, охваченный трещиной, на всю глубину обрабатывают под сварку (снимают фаски, зачищают свариваемые поверхности).
Поломанные валы заменяют.
Погнутые валы выправляют механическим способом в холодном состоянии или при нагреве. Правку проводят в центрах с помощью пресса или домкрата.
Изношенные шпоночные пазы ремонтируют:
— обработкой пазов обеих деталей до следующего по стандарту большего размера шпоночного соединения (кроме пазов в ответственных деталях);
— заваркой шпоночных пазов электронаплавкой с обработкой новых в другом месте;
— заваркой стенок изношенных пазов больших размеров с последующим фрезерованием до стандартного размера.
Подшипники качения не ремонтируют. При выявлении признаков усталостного износа на беговых дорожках и телах качения, выкрашивания бортов, деформации сепаратора, ржавчины на рабочих поверхностях подшипник заменяют.
Зубчатые колеса ремонтируют наплавкой изношенных зубьев. При поломке зубьев, зубчатое колесо заменяют.
При ремонтах аппаратов с мешалками особое внимание предъявляют уплотнению для предотвращения утечки среды в месте выхода вала из крышки аппарата. В качестве уплотнений применяю сальниковое или торцовое уплотнение.
При ремонтах в сальниковых уплотнениях производят перенабивку сальника.
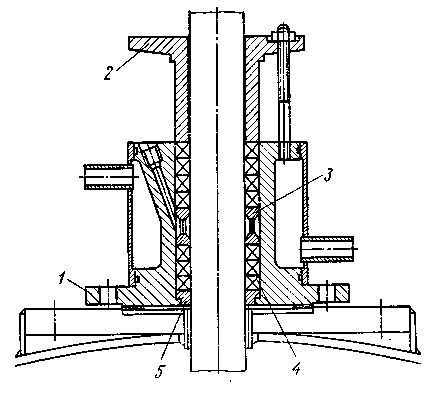
Рисунок – Натяжной сальник
1 – корпус сальниковой коробки, 2 – нажимная крышка, 3 – смазочное кольцо,
4 – сальниковая набивка, 5 – грундбукса.
Сальниковую набивку набирают отдельными кольцами с косым срезом и зазором в стыке 3 – 5 мм. При установке колец стыки должны быть смещены на 120° один относительно другого. Перекос уплотняющих элементов (манжет, колец) в корпусе сальника не допускается. Торцовые поверхности уплотняющих элементов должны быть притерты: на них не должно быть забоин, царапин и раковин.
При затяжке сальниковой набивки между валом и нажимными втулками сальников должен сохраняться равномерный зазор по всей окружности. Сальник следует затягивать так, чтобы в процессе монтажа вал перемешивающего устройства можно было свободно поворачивать от руки.
Торцовые уплотнения выходят из строя из-за износа пар трения и коррозии. Ремонт торцового уплотнения заключается в замене вышедших из строя деталей (пары трения, пружины и др.). Так же при ремонте прочищают систему охлаждения уплотнения.
Ремонт аппаратов с мешалками заканчивается испытанием.
Источник
Ремонт аппарата с перемешивающим устройством
на текущий и капитальный ремонт реакционных аппаратов
с перемешивающими устройствами
Настоящие технические условия распространяются на:
А) аппарат стальной сварной с мешалкой
Б) аппарат стальной со съемной крышкой, со змеевиком внутри аппарата с мешалкой
В) аппарат стальной со съемной крышкой, приварной рубашкой, мешалкой
Г) аппарат стальной с приварной рубашкой, со змеевиком внутри аппарата, с мешалкой
Д) аппарат чугунный со стальной съемной рубашкой, мешалкой
Е) аппарат чугунный со змеевиком внутри аппарата, с мешалкой
Ж) аппарат стальной эмалированный, со съемной крышкой, рубашкой приварной, мешалкой
З) аппарат стальной футерованный с мешалкой, со змеевиком внутри аппарата
И) аппарат стальной футерованный с мешалкой
К) аппарат стальной футерованный плиткой АТМ, с рубашкой, мешалкой
Действия настоящих тех.условий распространяются на все сосуды, подлежащие действию правил Госгортехнадзора и не подлежащие действию этих правил без нарушения статей Правил 1-2-1 и 1-2-2.
Работы, выполняемые при текущем ремонте.
- Работы, входящие в техническое обслуживание а,б,в,г,д,е,ж,з,и,к.
- Частичный ремонт змеевиков б,г,е,з.
- При необходимости замена трубы передавливания а,б,в,г,д,е,ж,з,и,к.
- Частичная замена технологической обвязки а,б,в,г,д,е,ж,з,и,к.
- Замена гильзы термометра а,б,в,г,д,е,ж,з,и,к.
- Ремонт лопастей мешалки и деталей крепления а,б,в,г,д,е,ж,з,и,к.
- Ремонт полумуфт соединения вала мешалки с приводом а,б,в,г,д,е,ж,з,и,к.
- Замена или доливка масла в редуктор а,б,в,г,д,е,ж,з,и,к.
- Ремонт и регулировка предохранительных устройств а,б,в,г,д,е,ж,з,и,к.
- Ревизия и ремонт запорной арматуры а,б,в,г,д,е,ж,з,и,к.
- Частичный ремонт футеровки аппарата, штуцеров а,б,в,г,д,е,ж,з,и,к.
- Ремонт поврежденной эмали корпуса аппарата, мешалки, гильзы а,б,в,г,д,е,ж,з,и,к.
- Ремонт сальникового устройства вала мешалки с частичной заменой деталей а,б,в,г,д,е,ж,з,и,к
- Частичный ремонт теплоизоляции б,в,г,д,е,ж.з,к.
- При необходимости замена уплотнения на крышке аппарата б,в,г,д,е,ж.
- Доукомплектовка фланцевых соединений болтами а,б,в,г,д,е,ж,з,и,к.
РАБОТЫ, ВЫПОЛНЯЕМЫЕ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
- Работы, входящие в текущий ремонт а,б,в,г,д,е,ж,з,и,к
- Замена уплотнения на крышке аппарата б,в,г,д,е,ж.з,и,к.
- Частичная замена деталей крепления крышки аппарата к корпусу -//-//-//
- Замена или ремонт мешалки а,б,в,г,ж,е,д,з,и,к.
- Проверка толщины корпуса аппарата -//-//-//-//-
- При необходимости подварка корпуса аппарата а,б,в,г,з,и,к.
- При необходимости подварка рубашки аппарата в,г,д,ж,к.
- Замена запорной арматуры а,б,в,г,д,е,ж,з,и,к.
- При необходимости замена технологической обвязки -//-//-//-//-
- При необходимости замена футеровки аппарата з,и,к.
- Замена или ремонт змеевиков б,г,е,з.
- Гидравлическое испытание рубашки в случае ремонта последней и с применением электросварки в,г,д,ж,к.
- Гидравлическое испытание змеевика б,г,е,з.
- Подтягивание болтов после испытания аппаратов а,б,в,г,д,е,ж,з,и.
- Покраска аппаратов а,б,в,г,д,е,ж,з,и,к.
- Ремонт изоляции аппаратов б,в,г,д,е,ж,з,к.
- Сдача в эксплуатацию а,б,в,г,д,е,ж,з,и,к.
- Гидравлическое испытание корпуса аппарата, в случае его ремонта с применением электросварки а,б,в,г,з,и,к.
Ремонтная разборка складывается из операций:
- Предварительная дефектация перед остановкой.
- Общая разборка на отдельные сборочные узлы на месте установки ремонтируемого аппарата.
- Дефектация в процессе общей разборки для выявления отклонений от нормального положения сборочных узлов.
- Разборка сборочных узлов на отдельные детали.
- Дефектация в процессе детальной разборки.
При предварительной дефектации должны выясняться наиболее вероятные очаги нарушений правильности сопряжений деталей и узлов между собой, анализироваться записи в ремонтных журналах по предыдущим ремонтам и межремонтным осмотром. Предварителная дефектация включает в себя наблюдение за фактическими функциональными показателями работоспособности аппаратов, проверку узлов трения фланцевых соединений, уплотнений антикоррозионных покрытий, характера стуков, вибрации, ударов и т.д.
При общей разборке аппараты и емкости расчленяются на отдельные сборочные узлы путем разъединения разборных соединений (болтовых, клиновых, муфтовых и т.д.) с подъемно-такелажными приемами для поддержания и отведения в сторону разбираемых узлов.
Процесс общей разборки аппаратов включает в себя следующие операции:
А) разбалчивание стыков фланцевых соединений технологической обвязки, арматуры КИП, других имеющихся фланцевых соединений.
Б) снятие обвязки, приборов, арматуры
В) разъединение полумуфт и отсоединение стойки привода перемешивающего устройства от крышки аппарата.
Г) подъем и снятие привода в сборе
Д) отсоединение сальника от крышки аппарата
Е) отсоединение крышки аппарата (емкости)
Ж) подъем и снятие крышки
З) удаление внутренних устройств из корпуса аппарата (перемешивающего устройства, змеевика, барботера)
И) для аппаратов с рубашками – отсоединение рубашки
К) подъем и при необходимости снятие корпуса аппарата
При разборке аппаратов поставить метки на фланцевых соединениях для фиксирования положения соединений. При укладывании разбираемых узлов необходимо подкладывать под них подкладки (коврики, доски и т.д.).
При осмотре футеровки в аппарате пользоваться обувью с мягкой подошвой или класть мягкую подстилку.
При детальной разборке детали очищаются и промываются в керосине. Окончательная дефектация производится при окончательной разборке.
Определяется износ деталей- потеря первоначальных размеров, потеря правильной геометрической формы (эллипносность, конусность, бочкообразность поверхностей тел вращения, неравномерная выработка фасонных и плоских поверхностей, изгиб, скручивание деталей и др.), механические изменения поверхностного металлического слоя или слоя антикоррозионных покрытий (трещины, свищи, раковины).
Окончательная дефектация ремонтируемых аппаратов производится руководителем ремонтных работ.
ПРАВИЛА ДЕФЕКТАЦИИ И МЕТОДЫ ОБНАРУЖЕНИЯ ДЕФЕКТОВ
- Осмотр внутренних и наружних поверхностей деталей производится невооруженным глазом или с помощью 5-10 кратного увеличения. На наружней и внутренней поверхности деталей не должно быть плен закатов, расслоение, заусенцев, грубых, рисок, трещин, наплывов, подрезов, пор, засорений, нарушений, сплошности антикоррозионного покрытия, также его сцепления с основанием и металлической поверхностью детали аппарата.
- Износ деталей определяется методом измерений, сравнивая размеры изношенных деталей с их первоначальными размерами.
Дефекты в резьбовых соединениях, шпоночных пазов зубчатых зацеплениях выявляют при помощи контрольно-измерительных приборов и оптических приборов (луп).
Толщину стенки аппарата измеряют ультразвуковым прибором “Кварц-6”. Допускается определение остаточной толщины стенки просверливанием отверстия диаметром 3-4 мм в местах предполагаемого наибольшего износа поверхности.
Толщина стенки определяется с помощью штанген -циркуля-глубинометра с точностью до 0,1 мм.
По окончании замера в отверстии нарезается резьба и вворачивается пробка расчеканенная с обеих сторон или заваривается отверстие. Места замеров отмечаются на чертежах или эскизах корпусов, аппаратов или крышек.
ДОПУСТИМЫЕ ПРЕДЕЛЫ ИЗНОСА
Допустимые пределы износа аппаратов и их элементов (деталей) должны удовлетворять требованиям безопасной эксплуатации сосудов при их паспортной производительности в течение межремонтного периода.
Предельно допустимая величина износа толщины стенок не должна быть больше суммарного абсолютного размера конструктивной и расчетной прибавок на коррозию и эрозию.
Сварные швы признаются не удовлетворительными, если имеются трещины, протравления и раковины размером по глубине шва более 10% от толщины стенки при толщине до 20 мм, а также более 3 мм при толщине стенки более 20 мм, надрывы, скопление пор в отдельных участках свыше 5 шт. на 1 см кв. площади шва; резкие переходы и подрезы, уменьшение сечения шва.
Поверхность фланцев должна быть гладкой, без раковин, трещин, заусенцев и др. дефектов, снижающих прочность фланцев, а также надежность фланцевых соединений. Наличие радикальных царапин и рисок глубиной более 0,5 мм недопустимо. Поверхность фланцев под гайкой должна быть параллельна уплотнительной поверхности. Штуцеры аппаратов и емкостей не должны иметь вмятин, свищей, раковин и других дефектов, снижающих надежность.
Горловины и крышки люков должны иметь гладкие без раковин, царапин и заусенцев уплотнительные поверхности. Отсутствие паспортного количества крепежных деталей на крышке люка и фланца штуцера недопустимо.
Предельно допустимой достаточный диаметр вала мешалки (из условия прочности) должен быть ограничен абсолютным размером износа на величину 0,05 Д ном., где Д ном. – номинальный диаметр мешалки. Изгиб вала мешалки допускается в пределах 0,5 мм на 1 пог. м длины вала, но не более 1 мм по всей длине вала.
На месте прохождения вала через сальник не должно быть задиров, рисок, ржавчин, заусенцев и др. дефектов, которые быстро выводят сальниковую набивку из строя. Износ мешалки определяется визуально. Не допускается ослабление крепежных деталей и их коррозия, изгиб лопастей и пороки сварных швов. При наличии антикоррозийных покрытий не допускается нарушение их целостности.
Все детали сальниковых устройств (сальниц): прижимная втулка-букса направляющая втулка-грундбукса, сальниковая коробка – не должны иметь трещин, свищей, раковин и др. дефектов, снижающих надежность сальникового уплотнения.
Износ отверстия под вал мешалки в направляющей втулке-грундбуксе сальника должен быть в пределах 0,03-0,04 Дв, где Дв – диаметр вала мешалки.
Рабочие поверхности деталей сальниковой группы должны быть гладкими, без заусенцев. Подшипники качения, скольжения должны быть исправными чистыми.
Шпоночные канавки должны быть в пределах размера чертежа. Повреждение боковых поверхностей канавок не допускаются.
Для зубчатых полумуфт износ зубьев допускается на 0,2 толщины зуба.
Концентричность наружнего диаметра полумуфт относительно посадочного должна быть не более 0,1 мм.
Для поперечно и поперечно — свертных муфт, а также для цанговых не допускается наличие дефектов на вставных полукольцах: трещины, раковины, сколы и др. дефекты, снижающие надежность муфт. Шпильки, болты и гайки и др. детали нарезной резьбы, у которых резьба выкрашена или сорвана к эксплуатации не допускаются.
Змеевики и барботеры, трубы передавливания, гильзы термометров и др. внутренние устройства, имеющие свищи, трещины, вмятины, ослабление стенки к эксплуатации не допускаются.
Ремонт основных узлов и отдельных деталей производится ремонтными рабочими по указанию механика или мастера, исходя из конкретных условий дефектов деталей и узлов с применением всех имеющихся средств (механизмов, инструмента, сварки и т.д.) и по действующим ГОСТам, нормам и правилам.
Ремонтная сборка состоит из отдельных операций, контрольной проверки взаимного положения деталей и узлов, испытаний.
При сборке не допустимы трения между антикоррозийными поверхностями и удары по ним.
При сборке затяжку болтов в аппаратах с антикоррозийными покрытиями производить одновременно с двух противоположных сторон. Запрещается производить сварку в местах, имеющих антикоррозийное покрытие.
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Все гайки входящие в резьбовое соединение должны быть ввинчены до отказа, причем затяжка их должна быть равномерной. Все гайки движущихся соединений должны быть застопорены – затянуты контргайками, у подкладных шайб отогнуты выступы, вставлены штифты, разогнуты их концы и т.д.
Конец болта или шпильки должен выступать над гайкой не менее чем на 2 шага резьбы (но не более 0,5 диаметра резьбы). Шпильки должны плотно сидеть своим посадочным концом в теле основной детали и быть строго перпендикулярными к плоскости разъема. Резьба должна быть чистой и полной.
Не допустимо оставлять в соединениях не затянутыми гайки или оставлять отверстия без болтов или шпилек. Зазор между соединяемыми деталями должен быть со всех сторон одинаковым. Головки болтов и гайки своими опорными плоскостями должны плотно соприкасаться с соединяемыми деталями. Зазоров не должно быть.
СБОРКА МУФТОВЫХ СОЕДИНЕНИЙ
Поперечно-свертные муфты насаживают на вал до их монтажа. Полумуфты насаживают под прессом или вручную при помощи медной кувалды, при подогнанной и установленной шпонке. Допускается предварительный нагрев полумуфт в масле до 150 С. перед посадкой конец вала смазывают солидолом или техническим вазелином. Торцы полумуфты, насаженной на вал, должны быть перпендикулярны с осью вала. Валы, с насаженными полумуфтами, центрируют, принимая выходной вал редуктора привода за базовый.
Величина смещения валов не должна превышать 0,3 мм. Установка продольно-разъемных муфт должна производиться на выверенные валы в следующей последовательности: в шпоночные пазы укладывают пригнанные шпонки и, проворачивая валы, совмещают торцы шпонок; затем полумуфту со шпоночным пазом укладывают на валы, подводят вторую полумуфту и соединяют обе полумуфты болтами или шпильками.
СБОРКА ВНУТРЕННИХ И ПЕРЕМЕШИВАЮЩЕГО УСТРОЙСТВ
Сварные змеевики, барбатеры, гильзотермометр, трубы передавливания и прочие неподвижные внутренние устройства должны устанавливаться в корпус так, чтобы они не препятствовали работе перемешивающего устройства и свободному доступу внутрь аппарата для его осмотра и ремонта. При сборке перемешивающего устройства должна быть обеспечена центровка вала и мешалки в направляющей втулке-грунд-буксе сальникового устройства (зазор 0,1-0,2 мм).
Отклонение вала мешалки от вертикали не должно быть больше 0,5 мм на один погонный метр вала и не более 2 мм на сей длине.
Регулирование положения вала мешалки за счет изменения положения стойки привода допускается в пределах до 1,4 мм. Биение вала мешалки у сальникового устройства не должно превышать 0,15 мм.
Общая сборка аппарата включает следующие операции:
Подъем и установка рубашки аппарата.
Подъем и установка корпуса аппарата на фундамент или в рубашку.
Присоединение рубашки к корпусу аппарата.
Установка внутренних устройств в корпусе.
Подъем и установка крышки сосуда.
Присоединение крышки к корпусу.
Присоединение сальникового устройства к крышке аппарата.
Подъем и установка стойки в сборе с приводом.
Присоединение стойки к крышке и соединение полумуфт.
Сборка сальникового устройства.
Установка и сбалчивание фланнцевых соединений технологической обвязки, фасонных деталей, арматуры, гильзы термометра, трубы передавливания.
Одновременно с ремонтом аппарата ремонтируется арматура и трубопроводы 3-4-5 категорий. Трубопроводы 1-11 категорий ремонтируются после их осмотра по отдельному графику осмотров. Прием оборудования в ремонт и сдача его после ремонта производится в соответствии с положением § 112 (сборник инструкций по объединению) и системой технического обслуживания и ремонта оборудования предприятий химической промышленности 1986г.
ИСПЫТАНИЯ АППАРАТА ПОСЛЕ РЕМОНТА
Всем аппаратам подлежащим действию правил Госгортехнадзора после проведенного капитального ремонта проводится внеочередное техническое освидетельствование (согласно ст. 6-3-9 Правил со сосудами) и испытание на герметичность в соответствии с инструкцией.
После проведенных испытаний перед сдачей аппарата в эксплуатацию необходимо провести обкатку на воде или другой нейтральной среде в течение не менее 1 часа.
Оборудование считается подготовленным к обкатке при условии
А) наличия положительных результатов испытания;
Б) готовности ремонтной документации;
В) оборудование и примыкающая к нему территория убраны и очищены от материалов и приспособлений, лесов, при обязательной установке ограждений движущихся частей.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ
К разборке и ремонту приступать только после сдачи оборудования и ремонт по акту и при наличии всех необходимых допусков.
При проведении работ соблюдать все меры предосторожности и безопасности, изложенные в инструкциях для профессий рабочих, участвующих в ремонте.
ПЕРЕЧЕНЬ ЗАПАСНЫХ ЧАСТЕЙ И ДЕТАЛЕЙ.
Различные крепежные детали – шпильки, болты, гайки, шайбы, шплинты.
Различные детали бигельных устройств люков-скоба, стойка, вилка, серьга, винт нажимной.
Подшипники качения и скольжения в опору привода, концевые и промежуточные для валов.
Фасонные детали – тройники, вилки, крестовины, катушки.
Трубы передавливания, барбатеры, змеевики, привод.
Источник