- УСТРОЙСТВО И РЕМОНТ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ АЭ92-4
- Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
- Ремонт асинхронного электродвигателя АЭ92-402
- Ремонт асинхронного электродвигателя АЭ92-402
- Назначение и принцип действия асинхронных машин. Разборка, сборка и сушка асинхронного электродвигателя АЭ-92-402. Меры безопасности при производстве работ на путях. Средства сигнализации и связи при движении поездов. Организация работы дизельпоездов.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже

УСТРОЙСТВО И РЕМОНТ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ АЭ92-4
Назначение. Асинхронные трехфазные электродвигатели типа АЭ92-4 с короткозамкнутым ротором служат для привода вспомогательных машин электровоза (компрессора МК и центробежных вентиляторов МВ1—МВ4).
Принцип работы трехфазного асинхронного двигателя.Принцип работы трехфазного асинхронного двигателя основан на явлении образования вращающегося магнитного поля внутри статора. Для его образования должны быть выполнены два условия: пространственный сдвиг обмоток статора в пазах сердечника и сдвиг токов в этих обмотках во времени (сдвиг токов по фазе). Трехфазный асинхронный двигатель состоит из станины, статора, ротора и двух подшипниковых щитов.
Статор — состоит из шихтованного сердечника (пластин в виде колец) с пазами внутри. В пазах сердечника статора уложены три обмотки, сдвинутые относительно друг друга на 120°. Эти три обмотки статора соединяются между собой в звезду (при трехфазном напряжении 380 В) или в треугольник (при трехфазном напряжении 220 В). Когда к обмоткам статора подводится трехфазное напряжение, то по каждой из трех обмоток статора пойдет свой переменный ток, сдвинутый относительно тока в двух других обмотках на 120 электрических градусов (т.е. на 1/3 периода). Тогда внутри статора образуется вращающийся магнитный поток Фс. (Для практического доказательства образования Фс необходимо внутрь статора поместить стальной шарик, который начнет вращаться.)
Скорость вращения магнитного потока статора (об/мин) определяется формулой nст = 60f/p, где 60 — число секунд в минуте; f — частота тока (50 Гц); р — число условных пар полюсов.
Каждые три обмотки статора образуют одну условную пару полюсов. Если статор имеет три обмотки, то р = 1 и nст = 3000 об/мин.
Внутри статора помещен ротор. На его вал напрессован шихтованный сердечник с наружными пазами. Эти пазы ротора вдоль заливаются алюминием вместе с боковыми короткозамыкающими кольцами, т.е. ротор имеет короткозамкнутую обмотку в виде беличьего колеса.
При пуске вращающийся Фс статора пересекает проводники неподвижного ротора и наводит в них по закону электромагнитной индукции ЭДС, под действием которой по проводникам ротора и через боковые короткозамыкающие кольца пойдет свой внутренний переменный ток ротора. Теперь проводники ротора с током начинают выталкиваться из магнитного потока статора и образуется вращающий момент ротора, ротор начнет вращаться в сторону вращения магнитного потока статора, но со скоростью чуть меньшей чем на величину скольжения.
При пуске проводники ротора пересекаются Фс с самой большой скоростью. Из-за этого при пуске в проводниках ротора наводится самая большая ЭДС и по проводникам ротора идет самый большой ток, при этом возрастает пусковой ток по обмоткам статора Iпуск = (5-7) Iном.
После пуска ротора его проводники будут пересекаться вращающимся Фс статора с меньшей скоростью, в результате чего уменьшается ЭДС ротора, уменьшается ток ротора и в итоге ток статора снижается до номинального.
Устройство. Асинхронный трехфазный электродвигатель типа АЭ92-4 (рис. 1) состоит из станины, статора, ротора и двух подшипниковых щитов.
Станина — выполнена сварной в виде цилиндра из двух торцевых колец, к которым приварены продольные ребра. Снаружи приварена обшивка в виде двойного цилиндра из листовой стали. Снизу к станине приварены четыре лапы для крепления к кузову. Сверху в ребро станины вкручен рым-болт для транспортировки. Сбоку с одной стороны к станине приварена клеммная коробка для выводов.
Статор — состоит из шихтованного сердечника и трехфазной обмотки. Сердечник статора набран из отдельных листов электротехнической стали (толщиной 0,5 мм) в виде колец с пазами с внутренней стороны (48 пазов).
При сборке все листы сердечника складываются и с боков ставятся утолщенные листы. Затем все листы сердечника спрессовываются снаружи четырьмя скобами, при этом загнутые концы скоб привариваются к боковым утолщенным листам (длина сердечника 200 мм). Собранный сердечник запрессовывается внутрь станины, в ее продольные ребра. Обмотка статора является трехфазной и состоит из трех отдельных обмоток, уложенных изнутри в пазы сердечника статора под углом 120° друг к другу.
Каждая из трех обмоток выполнена из медного изолированного провода (сечением 3×5 мм) в виде отдельных катушек. Крепятся обмотки в пазах сердечника статора магнитными стальными клиньями (в каждом пазу 6 проводников). Лобовые части всех трех обмоток статора изолируются и крепятся скобами сбоку к станине.
Все три обмотки статора двигателя АЭ92-4 постоянно соединены звездой на трехфазное напряжение 380 В и в клеммную коробку двигателя выведены только начала трех обмоток статора, которые обозначены Cl, C2, СЗ. Ротор — состоит из вала, на который напрессовывается шихтованный сердечник с наружными косыми пазами (60 пазов) и с вентиляционными отверстиями. Все пазы сердечника заливаются сплавом алюминия вместе с боковыми короткозамыкающими кольцами и вентиляционными лопатками, т.е. обмотка ротора короткозамкнутая в виде беличьего колеса. Изоляцией между обмоткой ротора и сердечником служит пленка окиси алюминия, образующаяся при застывании алюминия.
После заливки пазов сердечника алюминием ротор обтачивается снаружи для большей точности (так как зазор между ротором и сердечником статора 0,5 мм).
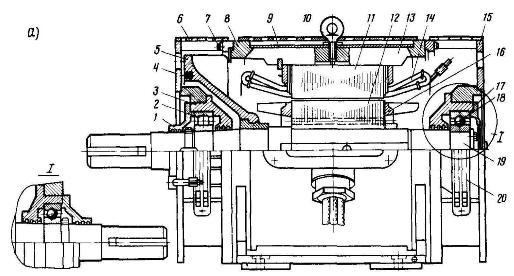
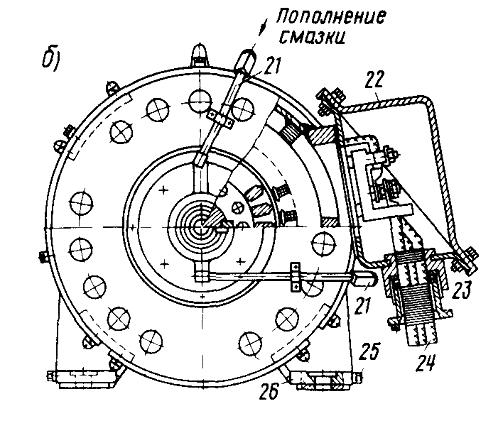
Рисунок 1 — Продольный (а) и поперечный (б) разрезы электродвигателя АЭ92-402: 1 — крышка лабиринтная; 2, 18 — подшипники; 3 -капсюль подшипника; 4, 15 — подшипниковые щиты; 5 — вентилятор; 6, 20 — сетки; 7- болт; 8 -кольцо стопорное; 9 — обшивка станины; 10 — болт грузовой; 11, 12 — сердечники статора и ротора соответственно; 13 — ребро станины; 14 — обмотка статора; 16 — клетка ротора; 17 — крышка подшипника; 19 — вал; 21 — маслопровод; 22 — коробка выводов; 23 — гайка сальника; 24 — провод; 25 — болт заземления; 26 — лапа станины
На вал напрессовывается вентилятор, отлитый из алюминия с прямыми лопатками, для самовентиляции двигателя. Один конец вала ротора выведен наружу двигателя и имеет коническую часть со шпонкой для напрессовки на него вентиляционного колеса центробежного вентилятора. У мотор-вентиляторов МВЗ и МВ4 наружу двигателя АЭ92-4 выведены оба конца вала ротора для двух вентиляторов.
Подшипниковые щиты — отлиты из стали и крепятся болтами к станине сбоку. В горловинах щитов установлены подшипники ротора: с передней стороны — шариковый подшипник, с задней стороны (со стороны вентиляторного колеса) — роликовый подшипник. Подшипники закрыты с обеих сторон крышками.
Внутренние крышки запрессованы в щит. Передние крышки крепятся к щиту болтами. Крышки имеют лабиринты в виде кольцевых канавок на горловинах.
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
К работе прилагается чертеж в программе КОМПАС на формате а1
Источник
Ремонт асинхронного электродвигателя АЭ92-402




![]()
![]()
чистите электродвигатель от пыли и грязи и разберите его. Промойте бензином подшипниковые узлы. При необходимости замените подшипники и уплотнения. Осмотрите ротор, проверьте, нет ли вмятин и забоин, а также трещин в заливке короткозамкнутой клетки. Повреждения устраните. Если есть трещины в заливке, ротор замените.
Осмотрите вентилятор. Проверьте крепление балансировочных грузов, при их смещении или выпадании осуществите динамическую балансировку ротора. Очистите вентиляционные каналы в роторе. Осмотрите концы вала, забоины устраните. Осмотрите станину, расточку станины под подшипниковые щиты. Если в станине имеются трещины, заварите их, устраните забоины и заусенцы в расточке под подшипниковые щиты. Осмотрите рым-болт или проушины для транспортирования машины. Очистите от пыли и грязи обмотку статора, продуйте ее сжатым воздухом. При загрязнении обмотки, маслом протрите ее отжатой ветошью, предварительно смоченной в спирте. Не допускается применение для этих целей бензина или бензола.
Проверьте состояние изоляции обмотки статора, выводных кабелей. При повреждении обмотки статора электродвигатель отправьте в капитальный ремонт. Поврежденные кабели изолируйте двумя слоями ленты из стеклолакоткани толщиной 02 мм, одним слоем стеклоленты 0,2×25 мм и покройте изоляционным лаком. Проверьте качество пайки наконечников выводных кабелей, панель выводов. При необходимости очистите ее. Проверьте крепление клиньев в пазах статора. В случае ослабления клиньев выбейте их из пазов, подложите под них необходимое число прокладок из стекломиканита и установите вновь на кремнийорганической эмали воздушной сушки КО-911. Сломанные клинья замените новыми.
Осмотрите расточку статора, следы задиров удалите и продуйте сухим сжатым воздухом. Обмотку статора просушите и при необходимости покройте кремнийорганической эмалью КО-935. Проверьте сопротивление изоляции обмотки статора, испытайте ее электрическую прочность относительно корпуса, а также электрическую прочность межвитковой изоляции в соответствии с Правилами ЦТ/2931.
Осмотрите подшипниковые щиты, убедитесь в отсутствии забоин, вмятин на сопрягаемых поверхностях, трещин и других повреждений. Повреждения устраните. Щиты, имеющие трещины, подлежат замене. Проверьте крепление маслопроводов, при необходимости очистите их и закрепите. При сборке подшипниковых узлов удалите смазку и промойте подшипники в бензине. Во время сборки подшипники можно брать только чистыми сухими руками, в чистых перчатках из хлопчатобумажной ткани или руками через парафинированную бумагу. Очистите перед установкой подшипников посадочные места на валу и в капсюле, промойте их керосином, а затем бензином и покройте тонким слоем смазки К-17, промойте бензином детали подшипникового узла.
Проверьте непосредственно перед сборкой и после сборки нормальный ход подшипника от руки. Если не удается устранить заедание или тугой ход подшипника, а также если подшипник издает неравномерный шум, замените его другим. Заполните все свободное пространство подшипника смазкой согласно карте смазки. Вложите подшипник в предварительно нагретый капсюль. Нагревайте капсюль с подшипником до температуры 90-100 °С, при этом капсюль не должен касаться ни дна, ни стенок масляной ванны. Нагретый капсюль с подшипником наденьте на посадочную шейку вала, плотно прижав внутреннюю обойму к заплечику вала легким постукиванием по специальной оправке, приставленной к внутренней обойме подшипника.
После, сборки электродвигателя поверните вал на несколько оборотов вручную для первоначального распределения смазки, включите электродвигатель на 5- 10 мин, прослушивая работу подшипников. Перед включением электродвигатель заземлите.
Окрасьте электродвигатель. Место под заземление зачистите. Испытайте электродвигатель в соответствии с Правилами ЦТ/2931 .

Разборка асинхронного электродвигателя АЭ92-402
Разборку электродвигателя ведите в следующем порядке. Снимите защитные сетки; маслопроводы, болты, крепящие подшипниковые щиты к станине, а также болты, крепящие капсюль. Снимите подшипниковые щиты, отжав их от станины отжимными болтами.
Приподнимите ротор и вложите в образовавшийся зазор прессшпан или картон толщиной 0,3-0,5 мм для предохранения обмотки статора и антикоррозионного покрытия ротора от повреждения при извлечении ротора. Установите рычаг или трубу длиной 1 м на свободный конец вала. Ротор поднимите на столько, чтобы он мог свободно перемещаться вдоль оси в расточке статора, выньте его в направлении встроенного вентилятора и уложите на деревянные бруски. При выемке ротора пользуйтесь подъемными механизмами (краном, талью). Масса ротора с подшипниковыми узлами 156 кг.
Отверните болты, крепящие лабиринтные крышки к капсюлям, и снимите крышки с помощью отжимных болтов. Отогните со стороны роликового, а в электродвигателе с двумя свободными концами вала и шарикового подшипника выступ стопорной шайбы, заведенной в паз гайки, удерживающей подшипник на валу. Отверните гайку и снимите стопорную шайбу. Отогните со стороны шарикового подшипника у электродвигателя с одним свободным концом вала усик предохранительной пластины, отверните болты и снимите диск, удерживающий подшипник. Снимите с вала капсюли с помощью приспособления вместе с подшипниками. Винт приспособления вставьте в пентровое отверстие вала, а диск прикрепите к капсюлям болтами. Извлеките подшипник из капсюля с помощью пресса или медной выколотки и наружное кольцо роликового подшипника с помощью съемника.
Источник
Ремонт асинхронного электродвигателя АЭ92-402
Назначение и принцип действия асинхронных машин. Разборка, сборка и сушка асинхронного электродвигателя АЭ-92-402. Меры безопасности при производстве работ на путях. Средства сигнализации и связи при движении поездов. Организация работы дизельпоездов.
| Рубрика | Транспорт |
| Вид | дипломная работа |
| Язык | русский |
| Дата добавления | 20.05.2014 |
| Размер файла | 509,3 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
При выполнении работ, требующих ограждения места производства работ сигналами остановки, путевые бригады снабжаются переносными телефонами или радиостанциями. Руководители работ и путевые обходчики на участках со скоростным движением должны иметь при себе часы, сверенные с часами дежурного по станции. Переносные телефоны или радиостанции руководители работ используют для уточнения времени проследования скоростного поезда, для подачи заявки на выдачу предупреждения об ограничении скорости движения поездов, при необходимости выполнения непредвиденных работ. В случае, когда скоростной поезд не проследовал по расписанию, не разрешается приступать к работе до уточнения с поездным диспетчером времени его проследования.
Работа в зимних условиях, особенно в период снегопадов и метелей, выполняется при пониженной видимости и слышимости, ухудшении состояния рабочих мест в результате обледенения поверхностей подножек и поручней вагонов, локомотивов и др. При этих условиях особое значение приобретают правильная организация работ, обучение, инструктаж по технике безопасности, внимательное наблюдение и своевременное оповещение работающих о приближении поездов и маневровых составов, а также другие меры безопасности.
Пути и стрелки, как правило, очищают от снега механизированными средствами снегоуборки. Ответственность за обеспечение безопасности работ возлагается на бригадира пути. Временными рабочими, привлекаемыми к снегоуборке, руководит дорожный мастер, бригадир или опытный монтер пути.
При очистке станционных путей и стрелок снег складывают на широких междупутьях в валы, в которых не реже чем через 9 м устраивают проходы шириной не менее 1 м. Горочные и подгорочиые пути и стрелки очищают в периоды, когда на них не подают вагоны. На станциях с электрической централизацией стрелок должна быть разработана инструкция по организации работ и обеспечению безопасности при очистке стрелочных переводов. Инструкцией устанавливается порядок оповещения локомотивных и составительских бригад о местах производства работ, а путевых бригад — о движении поездов и маневровых составов. Место производства работ на перегоне, требующее остановки поезда, и место внезапно возникшего препятствия ограждают сигналами остановки независимо от того, ожидается поезд или нет.
3.2 Средства сигнализации и связи при движении поездов
Основными средствами сигнализации и связи при движении поездов являются автоматическая и полуавтоматическая путевые блокировки.
При организации двустороннего движения на двухпутных и многопутных перегонах, оборудованных автоблокировкой в одном направлении, движение поездов в противоположном направлении (по неправильному пути) может осуществляться по сигналам локомотивных светофоров.
На отдельных участках может применяться как самостоятельное средство сигнализации и связи автоматическая локомотивная сигнализация.
На малодеятельных участках и подъездных путях в качестве средств связи при движении поездов допускается применять электрожезловую систему и телефон.
В исключительных условиях по указанию Министерства допускается отправлять поезда с разграничением временем.
На каждом пути межстанционного перегона одновременно может действовать одно средство сигнализации и связи.
Порядок организации движения поездов при автоматической локомотивной сигнализации, применяемого как самостоятельное средство сигнализации и связи, при следовании по сигналам локомотивных светофоров, при электрожезловой системе и телефонных средствах связи а также порядок отправления поездов с разграничением временем устанавливаются Инструкцией по движении поездов и маневровой работе.
На отдельных малодеятельных участках подъездных путях движение поездов допускается:
по приказам поездного диспетчера, передаваемы непосредственно машинисту ведущего локомотива по поездной радиосвязи;
при посредстве одного жезла;
при посредстве одного локомотива.
Перечень участков и подъездных путей и порядок организации движения поездов при этих средствах связи устанавливаются руководством РГП «КТЖ».
При автоматической блокировке:
а) разрешением на занятие поездом блок-участка служит разрешающее показание выходного или проходного светофора;
б) как исключение, на проходных светофорах (кроме находящихся перед входными светофорами), расположенных на затяжных подъемах, допускается в каждом отдельном случае с разрешения руководства РГП «КТЖ» установка условно разрешающего сигнала — щита с отражательным знаком в виде буквы Т.
Наличие этого сигнала служит разрешением грузовому поезду на проследование красного огня светофора без остановки.
При этом машинист должен вести поезд так, чтобы проследовать светофор с красным огнем со скоростью не более 20 км/ч с особой бдительностью и готовностью немедленно остановить его, если встретится препятствие для дальнейшего движения;
в) после остановки поезда перед проходным светофором с красным огнем, а также с непонятным показанием или погасшим, если машинист видит или знает, что впереди лежащий блок-участок занят поездом, ему запрещается продолжать движение до тех пор, пока блок-участок не освободится. Если машинист не знает о нахождении на впереди лежащем блок-участке поезда, он должен после остановки отпустить автотормоза и, если за это время на светофоре не появится разрешающего огня, вести поезд до следующего светофора со скоростью не более 20 км/ч с особой бдительностью и готовностью немедленно остановиться, если встретится препятствие для дальнейшего движения.
В случае, когда следующий проходной светофор будет в таком же положении, движение поезда после остановки продолжается в том же порядке.
В случае, когда после проследования в установленном порядке проходного светофора с запрещающим показанием на локомотивном светофоре появится разрешающее показание, машинист может следовать, руководствуясь показаниями локомотивного светофора, но со скоростью не более 40 км/ч до следующего светофора.
При наличии разрешающего огня на локомотивном светофоре проходные светофоры с погасшим огнем разрешается проследовать безостановочно, руководствуясь показанием локомотивного светофора.
При полуавтоматической блокировке:
разрешением на занятие поездом перегона служит разрешающее показание выходного или проходного светофора;
на однопутных участках для открытия выходного светофора необходимо предварительно получить по блок-аппарату от дежурного по соседней станции, на которую отправляется поезд, блокировочный сигнал согласия или переключить блок-систему на соответствующее направление движения.
При автоматической локомотивной сигнализации, применяемой как самостоятельное средство сигнализации и связи:
разрешением на занятие первого блок-участка служит разрешающее показание выходного светофора;
разрешением на занятие следующего блок-участка служит разрешающее показание локомотивного светофора.
При перерыве действия всех средств сигнализации и связи движение поездов производится на однопутных участках при посредстве письменных извещений, а на двухпутных — с разграничением временем, положенным на проследование поездом перегона между станциями.
Порядок организации движения поездов при перерыве действия всех средств сигнализации и связи устанавливается Инструкцией по движению поездов и маневровой работе.
3.3 Стационарные источники загрязнения
На железнодорожном транспорте имеется 35 970 стационарных источников выбросов в атмосферу. От них поступает в атмосферу 197 тысяч тонн загрязняющих веществ ежегодно, в том числе 53 тысячи тонн твердых веществ, 144 тысячи тонн — газообразных. Более 90 % выбросов приходится на котлоагрегаты (котельные, кузнечные производства). Как правило, на каждом ремонтном предприятия железнодорожного транспорта имеется собственная котельная, работающая на газе или мазуте. Всего на железнодорожном транспорте насчитывается 1000 котельных.
Локомотивные, вагонные депо, предприятия промышленного железнодорожного транспорта, заводы по ремонту подвижного состава имеют производства и осуществляют технологические процессы, характерные для технического обслуживания и ремонта подвижного состава всех видов транспорта. Компоненты и структура загрязняющих веществ у них в основном совпадают. Так, например, при окрасочных работах на предприятиях железнодорожного транспорта используется более 70 тысяч тонн различных лакокрасочных материалов, при этом ежегодный выброс загрязняющих веществ в атмосферу составляет 27 тысяч тонн.
Кроме того, в локомотивных депо производится загрузка сухого песка в тормозную систему локомотива. Технологический процесс подготовки песка включает сушку в сушильной печи при сгорании газа или мазута, подачу сухого песка пневмотранспортером в хранилище, складирование и транспортировку в раздаточный бункер к месту загрузки. Процесс сопровождается выделением пылевидных частиц в окружающую среду практически на всех стадиях его протекания. В настоящее время пылеулавливающими устройствами на стационарных источниках оборудованы лишь 1,8 % вагонных депо, 4,6 % локомотивных депо, 7,8 % котельных. Сброс сточных вод локомотивным депо составляет 10-400 тысяч м3 в год, пассажирским вагонным депо — 30-180 тысяч м3, грузовым вагонным депо — 20-150 тысяч м3.
Специфическими для железнодорожного транспорта являются предприятия по подготовке и пропитке шпал, щебеночные заводы, промывочно-пропарочные станции.
Шпалопропиточные заводы (ШПЗ) производят подготовку и пропитку деревянных шпал, идущих на ремонт и строительство железнодорожных путей. Общий годовой объем перерабатываемой на них древесины — около 3 млн. м3. Шпалы пропитывают антисептиком, в состав которого входят каменноугольное и сланцевое масла. Подготовленные шпалы помещают в пропиточный цилиндр, который заполняют под давлением антисептиком. Процесс пропитки длится от двух до восьми часов при температуре около 200°С. После пропитки, антисептик удаляется из пропиточного цилиндра с помощью сжатого воздуха и вакуум-насоса. Готовые шпалы выгружаются из цилиндра, и после остывания отправляются на склад. Основными источниками выделения загрязняющих веществ являются пропиточный цилиндр в период откачки антисептика, трубопроводы и вакуум-насос, а также остывающие шпалы в процессе их транспортировки в вагонетках на склад.
Процесс обработки шпал сопровождается выделением в воздушную среду нафталина, антрацена, аценафтена, бензола, толуола, ксиола, фенола, то есть веществ, относящихся в большинстве своем к 2-му классу опасности. В целом ШПЗ выбрасывают в атмосферу до 10 тонн особо токсичных загрязняющих веществ ежегодно.
Помимо атмосферы, на шпалопропиточных заводах происходит загрязнение почвы и водоемов. Основными загрязнителями являются сланцевые и каменноугольные масла, в состав которых входят фенолы; их накопление в почве опасно для живых организмов. Сточные воды ШПЗ насыщены антисептиком, растворенными смолами, фенолами. Один шпалопропиточный завод сбрасывает в год от 40 до 150 тысяч м3 производственных и хозяйственно-бытовых вод.
В составе вагонных депо, либо как самостоятельные предприятия действуют около 20 промывочно-пропарочных станций (ППС), где производится очистка цистерн от остаточных нефтеропдуктов. При очистке цистерн выполняют следующие операции: пропарка внутренней полости пара, промывка горячей водой, продувка и удаление остаточных газов из цистерны (дегазация). Все они сопровождаются выделением загрязняющих веществ в окружающую среду.
Таблица 8 — Удельные выбросы загрязняющих веществ при очистке цистерн на ППС
Источник