- УСТРОЙСТВО И РЕМОНТ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ АЭ92-4
- Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
- Ремонт асинхронного электродвигателя АЭ92-402
- Ремонт асинхронного эл, двигателя
- Ремонт асинхронного электродвигателя: устранение механических неисправностей
- Технология ремонта асинхронного двигателя 4МТМ225L8

УСТРОЙСТВО И РЕМОНТ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ АЭ92-4
Назначение. Асинхронные трехфазные электродвигатели типа АЭ92-4 с короткозамкнутым ротором служат для привода вспомогательных машин электровоза (компрессора МК и центробежных вентиляторов МВ1—МВ4).
Принцип работы трехфазного асинхронного двигателя.Принцип работы трехфазного асинхронного двигателя основан на явлении образования вращающегося магнитного поля внутри статора. Для его образования должны быть выполнены два условия: пространственный сдвиг обмоток статора в пазах сердечника и сдвиг токов в этих обмотках во времени (сдвиг токов по фазе). Трехфазный асинхронный двигатель состоит из станины, статора, ротора и двух подшипниковых щитов.
Статор — состоит из шихтованного сердечника (пластин в виде колец) с пазами внутри. В пазах сердечника статора уложены три обмотки, сдвинутые относительно друг друга на 120°. Эти три обмотки статора соединяются между собой в звезду (при трехфазном напряжении 380 В) или в треугольник (при трехфазном напряжении 220 В). Когда к обмоткам статора подводится трехфазное напряжение, то по каждой из трех обмоток статора пойдет свой переменный ток, сдвинутый относительно тока в двух других обмотках на 120 электрических градусов (т.е. на 1/3 периода). Тогда внутри статора образуется вращающийся магнитный поток Фс. (Для практического доказательства образования Фс необходимо внутрь статора поместить стальной шарик, который начнет вращаться.)
Скорость вращения магнитного потока статора (об/мин) определяется формулой nст = 60f/p, где 60 — число секунд в минуте; f — частота тока (50 Гц); р — число условных пар полюсов.
Каждые три обмотки статора образуют одну условную пару полюсов. Если статор имеет три обмотки, то р = 1 и nст = 3000 об/мин.
Внутри статора помещен ротор. На его вал напрессован шихтованный сердечник с наружными пазами. Эти пазы ротора вдоль заливаются алюминием вместе с боковыми короткозамыкающими кольцами, т.е. ротор имеет короткозамкнутую обмотку в виде беличьего колеса.
При пуске вращающийся Фс статора пересекает проводники неподвижного ротора и наводит в них по закону электромагнитной индукции ЭДС, под действием которой по проводникам ротора и через боковые короткозамыкающие кольца пойдет свой внутренний переменный ток ротора. Теперь проводники ротора с током начинают выталкиваться из магнитного потока статора и образуется вращающий момент ротора, ротор начнет вращаться в сторону вращения магнитного потока статора, но со скоростью чуть меньшей чем на величину скольжения.
При пуске проводники ротора пересекаются Фс с самой большой скоростью. Из-за этого при пуске в проводниках ротора наводится самая большая ЭДС и по проводникам ротора идет самый большой ток, при этом возрастает пусковой ток по обмоткам статора Iпуск = (5-7) Iном.
После пуска ротора его проводники будут пересекаться вращающимся Фс статора с меньшей скоростью, в результате чего уменьшается ЭДС ротора, уменьшается ток ротора и в итоге ток статора снижается до номинального.
Устройство. Асинхронный трехфазный электродвигатель типа АЭ92-4 (рис. 1) состоит из станины, статора, ротора и двух подшипниковых щитов.
Станина — выполнена сварной в виде цилиндра из двух торцевых колец, к которым приварены продольные ребра. Снаружи приварена обшивка в виде двойного цилиндра из листовой стали. Снизу к станине приварены четыре лапы для крепления к кузову. Сверху в ребро станины вкручен рым-болт для транспортировки. Сбоку с одной стороны к станине приварена клеммная коробка для выводов.
Статор — состоит из шихтованного сердечника и трехфазной обмотки. Сердечник статора набран из отдельных листов электротехнической стали (толщиной 0,5 мм) в виде колец с пазами с внутренней стороны (48 пазов).
При сборке все листы сердечника складываются и с боков ставятся утолщенные листы. Затем все листы сердечника спрессовываются снаружи четырьмя скобами, при этом загнутые концы скоб привариваются к боковым утолщенным листам (длина сердечника 200 мм). Собранный сердечник запрессовывается внутрь станины, в ее продольные ребра. Обмотка статора является трехфазной и состоит из трех отдельных обмоток, уложенных изнутри в пазы сердечника статора под углом 120° друг к другу.
Каждая из трех обмоток выполнена из медного изолированного провода (сечением 3×5 мм) в виде отдельных катушек. Крепятся обмотки в пазах сердечника статора магнитными стальными клиньями (в каждом пазу 6 проводников). Лобовые части всех трех обмоток статора изолируются и крепятся скобами сбоку к станине.
Все три обмотки статора двигателя АЭ92-4 постоянно соединены звездой на трехфазное напряжение 380 В и в клеммную коробку двигателя выведены только начала трех обмоток статора, которые обозначены Cl, C2, СЗ. Ротор — состоит из вала, на который напрессовывается шихтованный сердечник с наружными косыми пазами (60 пазов) и с вентиляционными отверстиями. Все пазы сердечника заливаются сплавом алюминия вместе с боковыми короткозамыкающими кольцами и вентиляционными лопатками, т.е. обмотка ротора короткозамкнутая в виде беличьего колеса. Изоляцией между обмоткой ротора и сердечником служит пленка окиси алюминия, образующаяся при застывании алюминия.
После заливки пазов сердечника алюминием ротор обтачивается снаружи для большей точности (так как зазор между ротором и сердечником статора 0,5 мм).
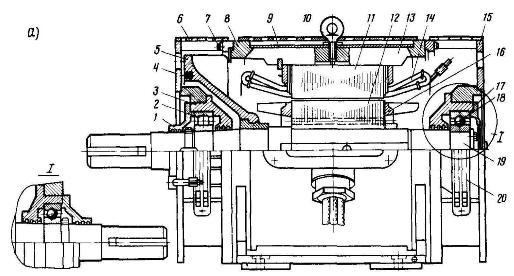
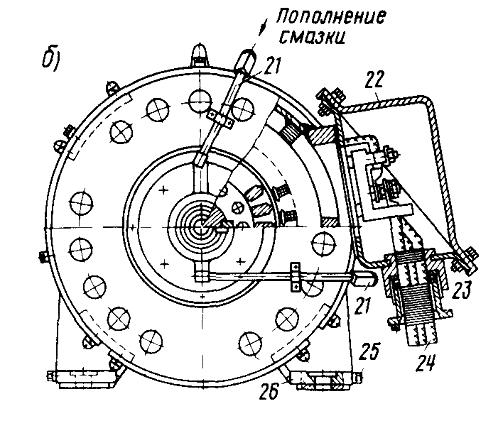
Рисунок 1 — Продольный (а) и поперечный (б) разрезы электродвигателя АЭ92-402: 1 — крышка лабиринтная; 2, 18 — подшипники; 3 -капсюль подшипника; 4, 15 — подшипниковые щиты; 5 — вентилятор; 6, 20 — сетки; 7- болт; 8 -кольцо стопорное; 9 — обшивка станины; 10 — болт грузовой; 11, 12 — сердечники статора и ротора соответственно; 13 — ребро станины; 14 — обмотка статора; 16 — клетка ротора; 17 — крышка подшипника; 19 — вал; 21 — маслопровод; 22 — коробка выводов; 23 — гайка сальника; 24 — провод; 25 — болт заземления; 26 — лапа станины
На вал напрессовывается вентилятор, отлитый из алюминия с прямыми лопатками, для самовентиляции двигателя. Один конец вала ротора выведен наружу двигателя и имеет коническую часть со шпонкой для напрессовки на него вентиляционного колеса центробежного вентилятора. У мотор-вентиляторов МВЗ и МВ4 наружу двигателя АЭ92-4 выведены оба конца вала ротора для двух вентиляторов.
Подшипниковые щиты — отлиты из стали и крепятся болтами к станине сбоку. В горловинах щитов установлены подшипники ротора: с передней стороны — шариковый подшипник, с задней стороны (со стороны вентиляторного колеса) — роликовый подшипник. Подшипники закрыты с обеих сторон крышками.
Внутренние крышки запрессованы в щит. Передние крышки крепятся к щиту болтами. Крышки имеют лабиринты в виде кольцевых канавок на горловинах.
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
К работе прилагается чертеж в программе КОМПАС на формате а1
Источник
Ремонт асинхронного электродвигателя АЭ92-402




![]()
![]()
чистите электродвигатель от пыли и грязи и разберите его. Промойте бензином подшипниковые узлы. При необходимости замените подшипники и уплотнения. Осмотрите ротор, проверьте, нет ли вмятин и забоин, а также трещин в заливке короткозамкнутой клетки. Повреждения устраните. Если есть трещины в заливке, ротор замените.
Осмотрите вентилятор. Проверьте крепление балансировочных грузов, при их смещении или выпадании осуществите динамическую балансировку ротора. Очистите вентиляционные каналы в роторе. Осмотрите концы вала, забоины устраните. Осмотрите станину, расточку станины под подшипниковые щиты. Если в станине имеются трещины, заварите их, устраните забоины и заусенцы в расточке под подшипниковые щиты. Осмотрите рым-болт или проушины для транспортирования машины. Очистите от пыли и грязи обмотку статора, продуйте ее сжатым воздухом. При загрязнении обмотки, маслом протрите ее отжатой ветошью, предварительно смоченной в спирте. Не допускается применение для этих целей бензина или бензола.
Проверьте состояние изоляции обмотки статора, выводных кабелей. При повреждении обмотки статора электродвигатель отправьте в капитальный ремонт. Поврежденные кабели изолируйте двумя слоями ленты из стеклолакоткани толщиной 02 мм, одним слоем стеклоленты 0,2×25 мм и покройте изоляционным лаком. Проверьте качество пайки наконечников выводных кабелей, панель выводов. При необходимости очистите ее. Проверьте крепление клиньев в пазах статора. В случае ослабления клиньев выбейте их из пазов, подложите под них необходимое число прокладок из стекломиканита и установите вновь на кремнийорганической эмали воздушной сушки КО-911. Сломанные клинья замените новыми.
Осмотрите расточку статора, следы задиров удалите и продуйте сухим сжатым воздухом. Обмотку статора просушите и при необходимости покройте кремнийорганической эмалью КО-935. Проверьте сопротивление изоляции обмотки статора, испытайте ее электрическую прочность относительно корпуса, а также электрическую прочность межвитковой изоляции в соответствии с Правилами ЦТ/2931.
Осмотрите подшипниковые щиты, убедитесь в отсутствии забоин, вмятин на сопрягаемых поверхностях, трещин и других повреждений. Повреждения устраните. Щиты, имеющие трещины, подлежат замене. Проверьте крепление маслопроводов, при необходимости очистите их и закрепите. При сборке подшипниковых узлов удалите смазку и промойте подшипники в бензине. Во время сборки подшипники можно брать только чистыми сухими руками, в чистых перчатках из хлопчатобумажной ткани или руками через парафинированную бумагу. Очистите перед установкой подшипников посадочные места на валу и в капсюле, промойте их керосином, а затем бензином и покройте тонким слоем смазки К-17, промойте бензином детали подшипникового узла.
Проверьте непосредственно перед сборкой и после сборки нормальный ход подшипника от руки. Если не удается устранить заедание или тугой ход подшипника, а также если подшипник издает неравномерный шум, замените его другим. Заполните все свободное пространство подшипника смазкой согласно карте смазки. Вложите подшипник в предварительно нагретый капсюль. Нагревайте капсюль с подшипником до температуры 90-100 °С, при этом капсюль не должен касаться ни дна, ни стенок масляной ванны. Нагретый капсюль с подшипником наденьте на посадочную шейку вала, плотно прижав внутреннюю обойму к заплечику вала легким постукиванием по специальной оправке, приставленной к внутренней обойме подшипника.
После, сборки электродвигателя поверните вал на несколько оборотов вручную для первоначального распределения смазки, включите электродвигатель на 5- 10 мин, прослушивая работу подшипников. Перед включением электродвигатель заземлите.
Окрасьте электродвигатель. Место под заземление зачистите. Испытайте электродвигатель в соответствии с Правилами ЦТ/2931 .

Разборка асинхронного электродвигателя АЭ92-402
Разборку электродвигателя ведите в следующем порядке. Снимите защитные сетки; маслопроводы, болты, крепящие подшипниковые щиты к станине, а также болты, крепящие капсюль. Снимите подшипниковые щиты, отжав их от станины отжимными болтами.
Приподнимите ротор и вложите в образовавшийся зазор прессшпан или картон толщиной 0,3-0,5 мм для предохранения обмотки статора и антикоррозионного покрытия ротора от повреждения при извлечении ротора. Установите рычаг или трубу длиной 1 м на свободный конец вала. Ротор поднимите на столько, чтобы он мог свободно перемещаться вдоль оси в расточке статора, выньте его в направлении встроенного вентилятора и уложите на деревянные бруски. При выемке ротора пользуйтесь подъемными механизмами (краном, талью). Масса ротора с подшипниковыми узлами 156 кг.
Отверните болты, крепящие лабиринтные крышки к капсюлям, и снимите крышки с помощью отжимных болтов. Отогните со стороны роликового, а в электродвигателе с двумя свободными концами вала и шарикового подшипника выступ стопорной шайбы, заведенной в паз гайки, удерживающей подшипник на валу. Отверните гайку и снимите стопорную шайбу. Отогните со стороны шарикового подшипника у электродвигателя с одним свободным концом вала усик предохранительной пластины, отверните болты и снимите диск, удерживающий подшипник. Снимите с вала капсюли с помощью приспособления вместе с подшипниками. Винт приспособления вставьте в пентровое отверстие вала, а диск прикрепите к капсюлям болтами. Извлеките подшипник из капсюля с помощью пресса или медной выколотки и наружное кольцо роликового подшипника с помощью съемника.
Источник
Ремонт асинхронного эл, двигателя

Электродвигатели применяются в составе оборудования разного назначения, в том числе бытового. На бытовой технике, в отличие от промышленной, устанавливаются асинхронные моторы небольшой мощности (не выше 1 – 1,5 кВт). Достаточно широко применяются маломощные электродвигатели в дачном хозяйстве. В большинстве своём электромоторы асинхронного действия показывают надёжную и долгосрочную работу. Тем не менее, казусы случаются. И тогда неизбежной видится проблема — ремонт электродвигателя своими руками или с помощью сервиса. Первый вариант ремонта обычно возможен при лёгких симптомах. Второй – это уже капитальный ремонт, включая перемотку.
Ремонт асинхронного электродвигателя: устранение механических неисправностей
Проблемы с механикой у асинхронных моторов связаны с износом подшипников. Определяется проблема по звуку: при увеличении зазоров в подшипниках качения шум работы двигателя становится громче, возникает вибрация. Торцевые части в районе вала нагреваются. Это приводит к высыханию смазки, подшипник, работая «на сухую», теряет свои качества еще быстрее. Иногда при остановке вала после выключения слышно, как перекатываются шарики.
Чтобы электродвигатель работал бесперебойно читайте статью про «Устройства плавного пуска двигателей»
Выход из строя подшипников не всегда связан с их старением и выработкой ресурса. Недостаточная или неправильная смазка проводит к преждевременным поломкам. Не смазываются только полностью закрытые подшипники качения, сепараторы которых закрыты от воздействия внешней среды, смазка помещается в них на заводе. Остальные смазываются Литолом-24 или ее аналогами так, чтобы она полностью обволокла сепараторы с шариками.
Устройство закрытого подшипника качения
Увеличение зазоров в подшипниках приводит к еще одному явлению: вал с ротором получает дополнительную свободу в перемещениях в радиальном и поперечном направлениях. В итоге:
- Приводимый во вращение механизм вращается неравномерно и тоже выходит из строя;
- Ротор цепляется за крышки двигателя и за магнитопровод статора и повреждает их, а также – повреждается сам.
Для замены подшипников нужно разобрать двигатель, при этом подшипники обычно остаются на его валу. В этом случае для их демонтажа используется съемник соответствующих размеров. Можно использовать выколотку из латуни, меди или другого мягкого материала. Выколотку прижимают к внутренней обойме подшипника. Ударяя по ней молотком и проворачивая вал, чтобы усилие распределялось равномерно, старый подшипник снимается с него. Главное – не повредить посадочное место, на которое он одевается.
Съемник для подшипников  Пример применения съемника
Пример применения съемника
Если подшипник остался внутри крышки, то его выбивают, подобрав для этого подходящую по диаметру круглую болванку. Край ее можно заточить под конус, чтобы она точно оказалась в центре внутренней обоймы. Необходимо бить по болванке строго перпендикулярно плоскости подшипника, чтобы его наружная обойма не повредила посадочное место.
Для установки нового подшипника на вал двигателя используется металлическая трубка, желательно из мягкого материала. Внутренний ее диаметр должен быть чуть больше диаметра вала. Трубку плотно прислоняют к внутренней обойме подшипника и легкими ударами молотка по ней загоняют его на место.
При установке крышки следят, чтобы она садилась на место без перекосов, иначе наружная обойма подшипника повредит свое посадочное место.
На роторе двигателя установлены лопасти, предназначенные для вентиляции внутренних полостей мотора. Если происходит скол одной или нескольких лопастей, нарушается балансировка ротора. Это приводит к его биению, и подшипники выходят из строя чаще. Новый ротор найти сложно, поэтому такой двигатель придется выбросить.
 Расположение лопастей вентилятора на роторе
Расположение лопастей вентилятора на роторе
Технология ремонта асинхронного двигателя 4МТМ225L8
Принцип работы асинхронных электродвигателей.
Принцип работы асинхронной машины основан на использовании вращающегося магнитного поля. При подключении к сети трехфазной обмотки статора создается вращающееся магнитное поле, угловая скорость которого определяется частотой сети f и числом пар полюсов обмотки p, т. е. щ1=2рf/p.
Пересекая проводники обмотки статора и ротора, это поле индуктирует в обмотках ЭДС (согласно закону электромагнитной индукции). При замкнутой обмотке ротора ее ЭДС наводит в цепи ротора ток. В результате взаимодействия тока с результирующим магнитным полем создается электромагнитный момент. Если этот момент превышает момент сопротивления на валу двигателя, вал начинает вращаться и приводить в движение рабочий механизм. Обычно угловая скорость ротора щ2 не равна угловой скорости магнитного поля щ1, называемой синхронной. Отсюда и название двигателя асинхронный, т. е. несинхронный.
Работа асинхронной машины характеризуется скольжением s, которое представляет собой относительную разность угловых скоростей поля щ1 и ротора щ2: s=(щ1-щ2)/щ1
Рисунок 1-Асинхронный двигатель
Значение и знак скольжения, зависящие от угловой скорости ротора относительно магнитного поля, определяют режим работы асинхронной машины. Так, в режиме идеального холостого хода ротор и магнитное поле вращаются с одинаковой частотой в одном направлении, скольжение s=0, ротор неподвижен относительно вращающегося магнитного пол, ЭДС в его обмотке не индуктируется, ток ротора и электромагнитный момент машины равны нулю. При пуске ротор в первый момент времени неподвижен: щ2=0, s=1. В общем случае скольжение в двигательном режиме изменяется от s=1 при пуске до s=0 в режиме идеального холостого хода.
При вращении ротора со скоростью щ2>щ1 в направлении вращения магнитного поля скольжение становится отрицательным. Машина переходит в генераторный режим и развивает тормозной момент. При вращении ротора в направлении, противоположном направлению вращения магнитного поли (s>1), асинхронная машина переходит в режим противовключения и также развивает тормозной момент. Таким образом, в зависимости от скольжения различают двигательный (s=1ч0), генераторный (s=0ч-8) режимы и режим противовключення (s=1ч+8). Режимы генераторный и противовключения используют для торможения асинхронных двигателей.
Асинхронный двигатель с фазным ротором(рисунок 1. и 2) применяют для привода таких машин и механизмов, которые пускаются в ход под нагрузкой (краны, лифты и пр.). В подобных приводах двигатель должен развивать при пуске максимальный момент, что достигается с помощью пускового реостата.
Рисунок 1. — Электрическая схема асинхронного двигателя с фазным ротором (а) и его условное графическое изображение (б): 1 — статор; 2 — ротор; 3 — контактные кольца со щетками; 4 — пусковой реостат
Рассматриваемый асинхронный двигатель4МТМ225L8 используется для работы в электроприводах металлургических агрегатов и подъемно-транспортных механизмах всех видов в макроклиматических районах с умеренным (У), тропическим (Т), умеренно-холодным (УХЛ) и общеклиматическим (О) климатом в условиях, определяемых категорией размещения по ГОСТ 15150.
Вдвигателе 4МТМ225L8с фазным ротором статор выполнен так же, как и в двигателе той же серии с короткозамкнутым ротором. На роторе же расположена трехфазная обмотка, состоящая из трех, шести, девяти и т. д. катушек (в зависимости от числа полюсов машины), сдвинутых одна относительно другой на 120° (в двухполюсной машине), 60° (в четырехполюсной) и т. д. Числа полюсов обмоток статора и ротора берутся одинаковыми.
Рисунок 2. Схема включения двигателя с фазным ротором
Рисунок 3.Основные конструктивные узлы асинхронного двигателя с фазным ротором: 1 — приспособление для подъема щеток; 2, 12 — подшипниковые щиты; 3 — щеткодержатели; 4 — траверса; 5 — обмотка статора; 6 — остов; 7 — сердечник статора; 8 — коробка с выводами; 9 — сердечник ротора; 10 — обмотка ротора; 11 — контактные кольца
Обмотку фазного ротора соединяют «звездой». Концы ее присоединяют к трем контактным кольцам, к которым посредством щеток подключают трехфазный пусковой реостат, т. е. в каждую фазу ротора в момент пуска вводят дополнительное активное сопротивление.
Для уменьшения износа контактных колец и щеток двигатели с фазным ротором иногда снабжают приспособлениями для подъема щеток и замыкания колец накоротко после выключения реостата.
Асинхронный двигатель 4МТМ225L8с фазным роторомимеет лучшие пусковые и регулировочные свойства, однако ему присущи большие масса, размеры и стоимость, чем асинхронному двигателю с короткозамкнутым ротором.
Капитальный ремонт асинхронного двигателя с фазным ротором чтобы определить объем ремонта электрической машины, необходимо выявить характер ее неисправностей. Неисправности электрической машины разделяют на внешние и внутренние.
К внешним неисправностям относятся: обрыв одного или нескольких проводов, соединяющих машину с сетью, или неправильное соединение; перегорание плавкой вставки предохранителя; неисправности аппаратуры пуска или управления, пониженное или повышенное напряжение питающей сети; перегрузка машины; плохая вентиляция.
Внутренние неисправности электрических машин могут быть механическими и электрическими.
Механические повреждения: нарушение работы подшипников; деформация или поломка вала ротора (якоря); разбалтывание пальцев щеткодержателей; образование глубоких выработок («дорожек») на поверхности коллектора и контактных колец; ослабление крепления полюсов или сердечника статора к станине; обрыв или сползание проволочных бандажей роторов (якорей); трещины и подшипниковых щитах или в станине и др.
Электрические повреждения: межвитковые замыкания; обрывы в обмотках; пробой изоляции на корпус; старение изоляции; распайка соединений обмотки с коллектором; неправильная полярность полюсов; неправильные соединения в катушках и др.
Наиболее распространенные неисправности асинхронных электродвигателей:
- 1) перегрузка или перегрев статора электродвигателя — 31%;
- 2) межвитковое замыкание — 15%;
- 3) повреждения подшипников — 12%;
- 4) повреждение обмоток статора или изоляции — 11%;
- 5) неравномерный воздушный зазор между статором и ротором — 9%;
- 6) работа электродвигателя на двух фазах — 8%;
- 7) обрыв или ослабление крепления стержней в беличьей клетке — 5%;
- 8) ослабление крепления обмоток статора — 4%;
- 9) дисбаланс ротора электродвигателя — 3%;
- 10) несоосность валов — 2%;
Технологический процесс ремонта электродвигателей состоит из следующих этапов и операций:
- 1) прием и определение неисправностей электродвигателя:
- — механических и электрических неисправностей;
- — причины выхода из строя;
- — определение вида и целесообразности ремонта;
- 2) подготовка электродвигателя к укладке:
- — отжиг в электропечи с автоматическим контролем при следующих условиях: Температура отжига = 3500 С, время отжига = 6 ч;
- — определение обмоточных данных и сравнение их со справочными.
- — оптимизация обмоточных данных;
- 3) изготовление обмотки электродвигателя:
- — изготовление пазовой изоляции;
- — изготовление фазных секций на оборудовании с автоматическим отсчетом; количества витков в катушке и электромеханическим контролем;
- — укладка фазных секций;
- — выполнение коммутационных работ;
- — бандажирование и формирование лобовых частей;
- 4) предварительные испытания, пропитка и сушка обмоток:
- — проверка состояния витковой изоляции;
- — проверка состояния межфазной и корпусной изоляции;
- — измерение сопротивления изоляции электродвигателя;
- — пропитка обмотки и сушка электродвигателя в электропечи с автоматическим контролем, при обязательном условии: Температура сушки = 1200 С, время сушки = 6 ч.
- — измерение сопротивления обмотки.
- 5) cборка электродвигателя:
- — восстановление посадочных мест.
- — замена подшипников.
- — заварка трещин.
- — восстановление крепежных соединений.
- — покраска.
- 6) Окончательные испытания электродвигателя:
- — определение параметров Iх.х..(A).
- — определение nх.х.. (об/мин).
- — контроль работы подшипников
- — контроль t х.х.. 0С.
Проверка двигателя. Для проверки состояния двигателя, устранении неисправностей и повышения надежности периодически производят капитальные и текущие ремонты двигателей. В объем капитального ремонта входят полная разборка с выемкой ротора, чистка, осмотр и проверка статора и ротора, устранение выявленных дефектов (например, перебандажировка схемной части обмотки статора, переклиновка ослабевших клиньев, покраска лобовых частей обмотки и расточки статора), промывка и проверка подшипников скольжения, замена подшипников качения, проведение профилактических испытаний. В объем текущего ремонта входят замена масла и измерение зазоров в подшипниках скольжения, замена или добавление смазки и осмотр сепараторов в подшипниках качения, чистка и обдувка статора и ротора при снятой задней крышке, осмотр обмоток в доступных местах.
Периодичность капитальных и текущих ремонтов электродвигателей устанавливается по местным условиям. Она должна быть не только обоснована для каждой группы двигателей по температуре и загрязненности окружающего воздуха, но и учитывать требования заводов-изготовителей, выявившуюся недостаточную надежность отдельных узлов. Капитальный ремонт электродвигателей, работающих нормально, без замечаний, по-видимому, целесообразно проводить во время капитальных ремонтов
основных агрегатов (котлов, турбин), на которых электродвигатели установлены, т. е. 1 раз в 3—5 лет, но не реже. При этом будут обеспечены одинаковые уровни надежности электродвигателей и основного агрегата. Текущий ремонт электродвигателей обычно проводят 1—2 раза в год. В целях сокращения трудозатрат на работы по центровке и подготовке рабочего места ремонт электродвигателя целесообразно совмещать с ремонтом механизма, на котором он установлен.
Разборка двигателя. Для разборки двигатель стропится на крюк подъемного устройства за ремболт и перемещается на свободное место или разворачивается на фундаменте.
Снятие и установка полумуфты. Для надежной работы полумуфты в большинстве случаев устанавливаются с напряженной посадкой. Для этого диаметр отверстия в полумуфте должен быть точно равен номинальному диаметру выступающего конца вала или превышать его не более чем на 0,03—0,04 мм. Снятие полумуфт удобней всего производить съемником. Установка полумуфты на вал крупных двигателей, как правило, производится с подогревом ее до 250 °С, когда пруток из олова на чинает плавиться.
После снятия полумуфты замеряются зазоры в подшипниках и зазоры между ротором и статором. Отклонение от среднего значения зазора не должно превышать ±10 %. При наличии над двигателем крана или монорельса выемку и ввод ротора в статор удобней всего производить при помощи скобы. Скоба ступицей надевается на конец вала ротора и стропится на крюк подъемного устройства. Затем ротор выводят из статора и укладывают в удобном для ремонта месте.
Осмотр двигателя. При осмотре активной стали статора следует убедиться в плотности прессовки ее, как это указано для генераторов, и проверить прочность крепления распорок в каналах. При слабой прессовке возникает вибрация листов, которая приводит к разрушению межлистовой изоляции стали и затем к местному нагреву ее и обмотки. Вибрирующими листами стали зубцов истирается изоляция обмотки статора. Наконец, листы зубцов от длительной вибрации могут отломиться у основания и при выпадании задеть за ротор, врезаться в пазовую изоляцию обмотки статора до меди. Уплотнение листов стали производится закладкой листочков слюды с лаком или забивкой гетинаксовых клиньев. При осмотре ротора проверяется состояние вентиляторов и их крепления. Проверяется также плотность посадки стержней обмотки в пазах, отсутствие трещин, обрыва стержней, следов нагрева и нарушения пайки в местах выхода их из короткозамыкающих колец. электрический ротор двигатель ремонт
При осмотре подшипников скольжения обращают внимание на то, как работал вкладыш, а также на отсутствие торцевой выработки, трещин, отставания, подплавления или натаскивания баббита.
В правильно пришабренном вкладыше зона касания вала поверхности вкладыша (рабочая зона) располагается по всей его нижней поверхности примерно на 1/6 части окружности. Карман для масла должен переходить на рабочую зону вкладыша плавно, безизлома. При этом создаются хорошие условия для затягивания масла под шейку вала.
При осмотре подшипников качения после их промывки бензином проверяются легкость и плавность вращения, отсутствие заеданий, притормаживания и ненормального шума, нет ли обрыва заклепок, трещин в сепараторе, не имеет ли он чрезмерного люфта, не касается ли колец, нет ли недопустимого радиального или осевого люфта наружного кольца.
При обнаружении дефектов в деталях подшипника, в том числе малейших раковин, точечных подплавлений от электросварки, этот подшипник должен быть заменен. Подшипники, работающие в особо тяжелых условиях, например в крупных двигателях на 3000 об/мин, следует заменить независимо от их состояния по истечении 5000—8000 ч работы.
В подшипниках качения двигателей применяются мазеподобные (консистентные) смазки, представляющие собой смесь минерального масла (80—90 %) и мыла, играющего роль загустителя. Наиболее подходящими смазками для подшипников качения двигателей являются высококачественные смазки ЛИТОЛ-24, ЦИАТИМ-201 и др., обеспечивающие нормальную работу как при низких (до —40°С), так и при высоких (до +120 °С) температурах.
Для электродвигателей, установленных в помещении, наряду с указанными смазками широко применяется универсальная тугоплавкая водостойкая смазка марки УТВ (1-13).
Сравнительно частой причиной преждевременного выхода из строя подшипников качения является их неправильная посадка на вал: с чрезмерно большим натягом, со слабиной или перекосом. В двигателях на 1500 об/мин и ниже чаще всего применяется напряженная посадка подшипников на вал и плотная в торцевой крышке. В двигателях на 3000 об/мин и частично при более низкой частоте вращения применяются посадки с меньшим натягом: плотная на валу и скольжения — в торцевой крышке.
Если двигатель еще возможно просушить, то производится сушка двигателя. Двигатели, имеющие пониженное сопротивление изоляции, подвергаются сушке.В условиях эксплуатации чаще всего сушка осуществляется внешним нагреванием путем подачи горячего воздуха в двигатель через имеющиеся в нем проемы или люки от воздуходувки или потерями в меди обмотки статора и ротора путем включения обмотки статора на пониженное напряжение. Еще лучшие результаты получаются при одновременном применении обоих способов.
Двигатели 6 кВ при сушке включаются на напряжение 380—500 В, двигатели 3 кВ —на 220 В, а двигатели 380 В — на 36 В.
Температура обмотки во время сушки не должна превышать 90 °С, если она определяется измерением сопротивления, и 70 °С при измерении термометром.Контроль сушки ведется по изменению сопротивления изоляции. Сушка считается законченной, когда сопротивление изоляции после понижения до минимального значения и последующего подъема в течение нескольких часов остается неизменным.
Ремонт двигателя. Если электродвигатель неисправен, то производится перемотка статорной или роторной обмотки (выемка старой обмотки и изоляции; подбор или расчет данных по обмотке; намотка и укладка катушек обмотки; соединение катушек в схему пайкой или сваркой; связка лобовых частей кипирной лентой и расклинивание обмотки в пазах). Далее, после перемотки, двигатель припитывают и сушат в печи. После чего производят сборку, проверку и испытания электродвигателя.
Технология демонтажа обмотки ротора
Если при ремонте машины полностью перематывают обмотки, то поврежденные обмотки демонтируют, используя приспособления, показанные на рисунке 4. Стержни ротора извлекают из пазов при помощи устройства, состоящего из зажима 7, распорки 2 хомута 5 и гайки 3.
Хомут устанавливают на предварительно обернутую картоном в два слоя шейку вала 4, закрепляют конец стержня 6 в зажиме, а затем медленным вращением гайки вытягивают стержень из паза.
Механизированный демонтаж роторных обмоток осуществляют следующим образом. На лобовую часть извлекаемой из пазов катушки статора надевают крюк 17 заключенный в обойму, прикрепленную к тросу 12.
С другой стороны статора эту катушку разрезают. При вращении барабана 13, приводимого в движение через редуктор 14, трос наматывается на него, натягивается и зажимает лобовую часть обмотки между крюком и подвижной рейкой 16.
Рисунок 4 — Приспособления для демонтажа обмоток(1 — для выемки стержней ротора из пазов, 2 — для механизированного демонтажа роторных или статорных обмоток): 1) зажим, 2) распорка, 3) гайка, 4) вал, 5) хомут, 6) стержень, 7) секция обмотки, 8) статор, 9) клещи, 10) рычаг, 11) брусок, 12 )трос, 13) барабан, 14) редуктор, 15) пружина, 16)рейка, 17) крюк.
При дальнейшем вращении барабана обмотка извлекается из пазов статора. После ослабления троса рейка под действием пружины 75 возвращается в исходное положение, а крюк освобождается от извлеченной из пазов катушки.
Схема участка (рабочего места) для выполнения заданного технологического процесса
Рабочее место(рисунок 5) — это часть пространства, приспособленная для выполнения работником или группой их своего производственного задания. Рабочее место, как правило , оснащено основным и вспомогательным оборудованием (станки, механизмы, энергетические установки и т.д.), технологической (инструмент, приспособления, контрольно-измерительные приборы) оснасткой. Правильная организация рабочего места обеспечивает рациональные движения работающего и сокращает до минимума затраты времени на отыскание и использование инструмента и материалов.
Рисунок 5. Рабочее место:1. Съемник гидравлический СГ-1, 2- Съемник для снятия контактных колец, 3 — Станок универсальный, 4 — Стойка для роторов, 5 — Натяжное устройство, 6 — Передвижной рабочий стол, 7 — Шкаф-стиллаж с интрументами, 8 — Шкаф с измерительной аппаратурой, 9 — Шкаф с рабочей одеждой, 10 — Стул-табурет, 11 — станок для намотки обмотки ротора
Передвижной стол используют при разборке, промывке и сборке различного электрооборудования. Он также служит транспортным средством для перевозки груза. Столешница облицована бумажно-слоистым пластиком с окантовкой из стального уголка. В нижней части стола имеется металлическая полка из стального листа толщиной 1,5 мм, предназначенная для складирования технологической оснастки и вспомогательных материалов. Стол установлен на колеса (с ободом из маслостойкой резины) с подшипниками качения. Это обеспечивает хорошую маневренность и не требует больших усилий на его передвижение.
Шкаф-стеллаж предназначен для хранения крупных приспособлений и запасного инструмента, используемого при ремонте электрооборудования. В верхних отделениях хранятся различные материалы, необходимые для проведения ремонта. Каркас шкафа- стеллажа выкрашен серой эмалью.
Переносную сумку дежурный электромонтер использует для переноски инструмента и измерительной аппаратуры, приспособлений, мелких деталей для ремонта электрооборудования на участках цеха.
Конструкция стула-табурета позволяет предусматривать наиболее удобную рабочую позу: сиденье легко и быстро может быть поднято или опущено.
На рабочем месте должна находиться техническая и учетная документация, должностная инструкция, а также документация по безопасности и организации труда. Рабочее место должно быть оформлено в соответствии с требованиями технической эстетики.
Выбор оборудования, приспособлений, контрольно-измерительного инструмента необходимого для выполнения описанного технологического процесса с их краткой характеристикой, эскизами и т.п.
Съёмник гидравлический СГ-1:Предназначен для демонтажа составных частей оборудования, подшипников, муфт, крыльчаток и т.п., посаженных с натягом.
Рисунок 6 — Съёмник гидравлический СГ-1.
Комплект съемника состоит из собственно съемника и насоса гидравлического , связь между которыми осуществляется через рукав высокого давления с быстросъемным самозапирающимся разъемом. При расстыковке не происходит потери рабочей жидкости.
Длина рукава — 2,5 м.
Рисунок 7- Натяжное устройство
Предназначено для натяжения проволоки при наложении бандажа на якорь или фазный ротор.
Станок для снятия блоков контактных колец.
Рисунок 8 — Станок для снятия блоков контактных колец
Предназначен для снятия блоков контактных колец с роторов электродвигателей с высотой центров до 315 мм.
Источник