- ОРГАНИЗАЦИЯ РАБОТЫ АКП. РЕМОНТ ГРУЗОВЫХ АВТОРЕЖИМОВ
- Технологический процесс ремонта и испытания авторежима грузового вагона
- Роль, место и сущность автотормозной техники в функционировании железнодорожного транспорта. Назначение и конструкция авторежима, разработка карты неисправностей. Установка и регулировка авторежимов, их испытание и ремонт, значение техники безопасности.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже

ОРГАНИЗАЦИЯ РАБОТЫ АКП. РЕМОНТ ГРУЗОВЫХ АВТОРЕЖИМОВ
Содержание
Введение. Цели и задачи работы
1 Назначение, устройство и работа авторежимов
1.1 Назначение
1.2 Устройство авторежима
1.3 Работа авторежима
2 Технология деповского ремонта авторежима
2.1Организация ремонта
2.2 Ремонт авторежимов
2.3 Сборка авторежимов
2.4 Испытание авторежимов после ремонта
2.4.1 Испытание на стенде унифицированной конструкции
2.4.2 Испытание на установке УКАР
2.5 Установка авторежима на вагон
2.6 Перечень измерительного и слесарного инструмента. Перечень технологического оборудования автоматно-контрольного пункта
3 Охрана труда и техники безопасности при ремонте тормозного оборудования вагонов
3.1Общие требования безопасности
3.2 Требования безопасности перед началом работы
3.3 Требования безопасности во время работы
3.4 Требования безопасности в аварийных ситуациях
3.5 Требования безопасности по окончанию работы
Заключение.
Литература
1 Назначение, устройство и работа авторежимов
1.1 Назначение
Авторежимы предназначены для автоматического регулироваия давления в тормозном цилиндре ТЦ в зависимости от загрузки вагона. Наличие авторежима исключает необходимость вручную переключать режимы торможения воздухораспределителей вагонов.
Авторежим усл. № 265-002 устанавливают на грузовых вагонах между воздухораспределителем и тормозным цилиндром.
1.2 Устройство авторежима
Авторежим состоит их корпуса 13 демпферной части, пневматического реле и кронштейна 7. К кронштейну подключены трубопроводы от воздухораспределителя ВР и тормозного цилиндра ТЦ. В демпферной части находится демпферный поршень 20 со штоком 77, нагруженный пружиной 21. В диске демпферного поршня запрессован ниппель 24 с дроссельным отверстием диаметром 0,5 мм. Диск поршня уплотнен резиновой манжетой и имеет фетровое смазочное кольцо. Корпус демпферной части (полость над поршнем) уплотнен резиновой прокладкой 23 и закрыт крышкой 22. Полость под демпферным поршнем уплотнена сальником 18 и манжетой 19. Шток демпферного поршня с помощью винта 14 жестко соединен с ползуном 15, сухарем 16 и хвостовиком направлявляющей 12, которая помещена в стакане 11, вставленном в вилку 9 и удерживаемом металлическим пружинным кольцом 10. Скользун 75 входит в прорезь вилки 9, на хвостовик которой навернута регулировочная гайка 5 с упором 4, закрепленная шплинтом с контргайкой 6. Внутри вилки находятся две пружины 7 и 8. В корпусе 26 верхней полости пневматического реле расположены поршень 27 с полым штоком и двухседельчатый клапан 29 с пружиной. В корпусе 2 нижней полости пневматического реле находится поршень 32. Верхний поршень 27 нагружен пружиной 28 стороны штока, а нижний поршень 32 нагружен пружиной 31 со стороны диска.
Хвостовики поршней 27 и 32 опираются на рычаг 25, а осью поворота рычага является сухарь 16.
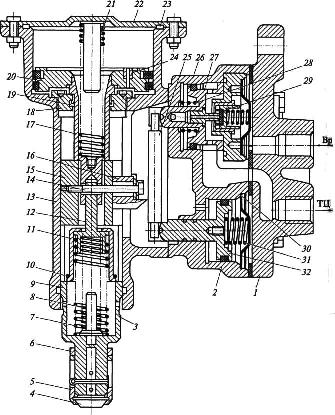
Рисунок 1 — Устройство авторежима
1.3. Работа авторежима
Авторежим монтируют на раме вагона. При загрузке вагона из- за прогиба рессор упор авторежима упирается в опорную плиту, укрепленную на поперечной балке, соединенной с боковинами тележки вагона. Вследствие этого вилка 9 утапливается в корпусе демпферной части, а демпферный поршень вместе с ползуном и сухарем перемещается вверх, и соотношение плеч А и Б рычага 25 изменяется в зависимости от загрузки вагона. Таким образом, на порожнем вагоне демпферный поршень занимает крайнее нижнее положение, а при загрузке вагона более 75. 80% максимальной — крайнее верхнее положение. Полный ход демпферного поршня составляет при этом 38. 40 мм.
При оборудовании вагона чугунными тормозными колодками и наличии авторежима воздухораспределитель устанавливают на груженый режим торможения, а рукоятку переключателя режимов торможения изымают. Если вагон с авторежимом оборудован композиционными колодками, то его воздухораспределитель устанавливают на средний режим торможения.
При торможении сжатый воздух из ЗР через воздухораспределитель поступает к двухседельчатому клапану 29 и в полость справа от нижнего поршня 32, заставляя последний перемещаться влево. Рычаг 25 при этом поворачивается на сухаре по часовой стрелке, перемещая верхний поршень 27 и двухседельчатый клапан вправо. Двухседельчатый клапан 29 отжимается от седла и начинает пропускать воздух из ЗР в ТЦ. По мере роста давления в ТЦ увеличивается нажатие на рычаг со стороны верхнего поршня, который начинает перемещаться влево, поворачивая рычаг против часовой стрелки. Рычаг 25 займет исходное положение при равенстве моментов сил относительно сухаря. При этом двухседельчатый клапан 29 закроется своей пружиной, прекращая ход воздуха из ЗР в ТЦ. В случае снижения давления в ТЦ из-за утечек сжатого воздуха нарушается равновесие моментов сил поршнях пневматического реле авторежима. В этом случае рыч поворачивается по часовой стрелке, отжимая от седла двул дельчатый клапан 29, который начинает пропускать воздух из ЗР в ТЦ, восстанавливая равенство моментов сил относительно точки опоры рычага.
При срабатывании воздухораспределителя на отпуск понижается давление в полости справа от нижнего поршня 32. Давлением ТЦ верхний поршень 27 перемещается влево, поворачивая рычаг против часовой стрелки, и двухседельчатый клапан 29 открывает атмосферный канал в штоке поршня, через который воздух ТЦ выходит в атмосферу.
Источник
Технологический процесс ремонта и испытания авторежима грузового вагона
Роль, место и сущность автотормозной техники в функционировании железнодорожного транспорта. Назначение и конструкция авторежима, разработка карты неисправностей. Установка и регулировка авторежимов, их испытание и ремонт, значение техники безопасности.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 21.03.2016 |
| Размер файла | 526,4 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Самарский Государственный университет путей сообщения
по дисциплине «Автотормоза и безопасность движения»
на тему: «Технологический процесс ремонта и испытания авторежима грузового вагона»
Выполнил: студент гр.591
Проверил: Киселев Г.Г.
1. Описание контрольного пункта автотормозов
2. Назначение и конструкция авторежима
3. Разработка карты неисправностей
4. Разработка карты технического процесса
4.1 Ремонт авторежимов
4.2 Испытание авторежимов
4.3 Установка и регулировка авторежимов
5. Требования охраны труда и техники безопасности
5.1 Общие требования безопасности работников АКП
5.2 Техника безопасности при эксплуатации моечной установки
Список использованной литературы
Автотормозная техника является одним из важнейших элементов железнодорожного транспорта, от уровня развития и состояния этой техники в значительной мере зависит провозная способность дорог и безопасность движения поездов.
Тормозное оборудование подвижного состава должно нормально работать в условиях сложных процессов, происходящих в движущемся поезде (сухое трение тормозных колодок с преобразованием механической энергии в тепловую, газодинамические процессы в тормозной магистрали, качение колес по рельсам в условиях предельного использования сил сцепления, взаимодействия вагонов между собой с появлением значительных продольных сил и др.).
Для обеспечения бесперебойного действия автотормозной техники подвижного состава в сложных метеорологических условиях и при большой грузонапряженности много делают работники контрольных пунктов автотормозов и автоматных отделений локомотивных и вагонных депо, постоянного совершенствуя технологию ремонта тормозного оборудования, обеспечивая высокую надежность и устойчивость его действия в поездах.
С целью обеспечения безопасной работы тормозного оборудования, установлены следующие виды ремонта и осмотра тормозного оборудования вагонов: заводской, деповской, ревизия и текущий.
В современных условиях эксплуатации и на ближайшую перспективу особое значение приобретет автоматизация обслуживания различных узлов тормозной системы, приспособление ее для дистанционного управления с автомашинистом и другими устройствами.
Для успешного решения этих задач необходимо всемерно расширять и укреплять творческое содружество инженерно — технических работников тормозостроительных заводов, линейных предприятий вагонного и локомотивного хозяйств, а также научных работников, связанных с созданием и эксплуатацией автотормозной техники. Требуется также всесторонне и критически изучать опыт зарубежных стран и вести углубленную научно — исследовательскую работу для создания более совершенных перспективных тормозных систем.
1. Описание контрольного пункта автотормозов
Контрольные пункты автотормозов АКП организуют в депо, ремонтирующих грузовые и пассажирские вагоны, а также на вагоноремонтных заводах. АКП специализируют на ремонте тормозного оборудования либо грузовых, либо пассажирских вагонов, а в отдельных случаях — грузовых и пассажирских вагонов.
Имеющаяся на АКП компрессорная установка (станция), кроме обеспечения своих потребностей, снабжает сжатым воздухом пункты технического обслуживания вагонов, а также других потребителей узла.
В АКП имеются отделения наружной очистки, разборки тормозных приборов, ремонта воздухораспределителей и авторежимов, авторегуляторов, тормозной арматуры и междувагонных соединений, поршневых узлов тормозных цилиндров, механическое отделение, а также кладовая и при необходимости — служебно-бытовые помещения. С учетом опыта работы передовых АКП сети дорог разработан проект типового АКП (рис.1), который рекомендуется при строительстве новых и реконструкции существующих пунктов. Суточная программа ремонта для типового АКП составляет около 100 воздухораспределителей.
Тормозное оборудование в АКП ремонтируют в соответствии с типовым технологическим процессом, технологическими картами, техническими нормами и требованиями инструкций.
Тормозные приборы очищают и обмывают в специальной машине с использованием моющего раствора, подогретого до температуры 70—80°С, после чего приборы разбирают и комплектно укладывают в специальные поддоны или корзины из проволочной сетки и направляют в машину для вторичной обмывки. Затем тормозные приборы направляют в ремонтное отделение, оборудованное конвейерным транспортером и стойками с оснасткой для ремонта и испытания подкомплектов магистральных и главных частей воздухораспределителей, авторежима. Ремонтные позиции размещены последовательно вдоль потока с расчетом, чтобы с любой из них было удобно брать перемещающиеся по конвейеру узлы. Здесь же установлены специальные станки для притирки и подгонки уплотнительных металлических колец, гидравлические и пневматические прессы, устройство для проверки пружин тормозных приборов, стеллажи и шкафы для инструмента. На рабочих местах вывешиваются выписки из действующих правил и технологических процессов ремонта соответствующих узлов.
При поточно-узловом методе ремонта неисправные части заменяются новыми или заранее отремонтированными при строгом соблюдении очередности и максимальной параллельности ремонтных операций.
Все воздухораспределители и авторежимы после ремонта обязательно испытывают на стендах в специально оборудованном отделении, расположенном рядом с отделением ремонта.
Для испытания воздухораспределителей применяют двухпози-ционные стенды с электропневматическим управлением, которые обеспечивают быстроту, высокое качество и точность выполнения операций в соответствии с установленными нормами и правилами.
Приемку тормозных приборов при испытании на стендах производит бригадир или мастер АКП.
На принятом после испытания тормозном приборе ставят пломбу и бирку, на которой ставят клеймо-дату ремонта и условный номер АКП- При этом номер отремонтированного прибора и результаты испытаний записывают в специальный журнал с подписью работников, сдавших и принявших тормозной прибор.
На привалочные фланцы принятых и опломбированных приборов устанавливают предохранительные щитки (резиновые, пластмассовые, картонные) и сдают в кладовую.
Авторегуляторы рычажных передач ремонтируют в отделении, находящемся, как правило, рядом с отделением наружной обмывки. После обмывки их разбирают, очищают от грязи внутренние полости и поверхности деталей регулировочного механизма, а затем ремонтируют и испытывают с применением типовой оснастки. На принятом после испытания авторегуляторе, так же как и на тормозном приборе, закрепляют бирку с клеймами.
Концевые, разобщительные краны и краны экстренного торможения ремонтируют в отделении тормозной арматуры. Вдоль поточной линии установлены типовые столы — верстаки с приспособлениями и оснасткой для разборки, ремонта и испытания. На рабочих местах расположены выписки из правил и технологического процесса выполнения операций.
Рис.1. Типовой проект планировки АКП
I — отделение наружной очистки; II — отделение ремонта авторегуляторов; III — отделение ремонта тормозных цилиндров; IV — отделение разборки приборов; V — отделение ремонта воздухораспределителей и авторежимов; VI — отделение испытания тормозных приборов; VII — кладовая готовых приборов; VIII — комната отдыха; IX — комната мастера; X — женский гардероб; XI — мужской гардероб; XII — механическое отделение со станками по технологии ремонта; XIII — арматурное отделение; XIV — насосное отделение для моечной установки
Отделение ремонта соединительных рукавов оснащено приспособлениями для очистки, ремонта и испытания. Неисправный рукав раскомплектовывают, негодные элементы заменяют исправными. Соединительные головки, хомутики, резинотканевые трубки, снятые головки и штуцера очищают, проверяют контрольными шаблонами, ремонтируют и передают для комплектования новых рукавов на специальных стендах. Перед гидравлическим и пневматическим испытаниями скомплектованный рукав выдерживают не менее 24 ч для высыхания резинового клея, которым смазывают наконечники головки и штуцера.
После испытания на соединительных рукавах закрепляют бирки с клеймами.
2. Назначение, устройство и работа авторежимов
Авторежимы предназначены для автоматического регулироваия давления в тормозном цилиндре ТЦ в зависимости от загрузки вагона.
Наличие авторежима исключает необходимость вручную переключать режимы торможения воздухораспределителей вагонов.
Авторежим усл. № 265-002 устанавливают на грузовых вагонах между воздухораспределителем и тормозным цилиндром.
Авторежим состоит их корпуса 13 демпферной части, пневматического реле и кронштейна 7. К кронштейну подключены трубопроводы от воздухораспределителя ВР и тормозного цилиндра ТЦ. В демпферной части находится демпферный поршень 20 со штоком 77, нагруженный пружиной диске демпферного поршня запрессован ниппель 24 с дроссельным отверстием диаметром 0,5 мм. Диск поршня уплотнен резиновой манжетой и имеет фетровое смазочное кольцо. Корпус демпферной части (полость над поршнем) уплотнен резиновой прокладкой 23 и закрыт крышкой 22. Полость под демпферным поршнем уплотнена сальником 18 и манжетой 19. Шток демпферного поршня с помощью винта 14 жестко соединен с ползуном 15, сухарем 16 и хвостовиком направлявляющей 12, которая помещена в стакане 11, вставленном в вилку 9 и удерживаемом металлическим пружинным кольцом 10. Скользун 75 входит в прорезь вилки 9, на хвостовик которой навернута регулировочная гайка 5 с упором 4, закрепленная шплинтом с контргайкой 6. Внутри вилки находятся две пружины 7 и 8. В корпусе 26 верхней полости пневматического реле расположены поршень 27 с полым штоком и двухседельчатый клапан 29 с пружиной. В корпусе 2 нижней полости пневматического реле находится поршень 32. Верхний поршень 27 нагружен пружиной 28 стороны штока, а нижний поршень 32 нагружен пружиной 31 со стороны диска. Хвостовики поршней 27 и 32 опираются на рычаг 25, а осью поворота рычага является сухарь 16.
Рисунок 2 — Устройство авторежима
Авторежим монтируют на раме вагона. При загрузке вагона из- за прогиба рессор упор авторежима упирается в опорную плиту, укрепленную на поперечной балке, соединенной с боковинами тележки вагона. Вследствие этого вилка 9 утапливается в корпусе демпферной части, а демпферный поршень вместе с ползуном и сухарем перемещается вверх, и соотношение плеч А и Б рычага 25 изменяется в зависимости от загрузки вагона. Таким образом, на порожнем вагоне демпферный поршень занимает крайнее нижнее положение, а при загрузке вагона более 75. 80% максимальной — крайнее верхнее положение. Полный ход демпферного поршня составляет при этом 38. 40 мм.
При оборудовании вагона чугунными тормозными колодками и наличии авторежима воздухораспределитель устанавливают на груженый режим торможения, а рукоятку переключателя режимов торможения изымают. Если вагон с авторежимом оборудован композиционными колодками, то его воздухораспределитель устанавливают на средний режим торможения.
При торможении сжатый воздух из ЗР через воздухораспределитель поступает к двухседельчатому клапану 29 и в полость справа от нижнего поршня 32, заставляя последний перемещаться влево. Рычаг 25 при этом поворачивается на сухаре по часовой стрелке, перемещая верхний поршень 27 и двухседельчатый клапан вправо. Двухседельчатый клапан 29 отжимается от седла и начинает пропускать воздух из ЗР в ТЦ. По мере роста давления в ТЦ увеличивается нажатие на рычаг со стороны верхнего поршня, который начинает перемещаться влево, поворачивая рычаг против часовой стрелки. Рычаг 25 займет исходное положение при равенстве моментов сил относительно сухаря. При этом двухседельчатый клапан 29 закроется своей пружиной, прекращая ход воздуха из ЗР в ТЦ. В случае снижения давления в ТЦ из-за утечек сжатого воздуха нарушается равновесие моментов сил в поршнях пневматического реле авторежима. В этом случае рычаг поворачивается по часовой стрелке, отжимая от седла двухседельчатый клапан 29, который начинает пропускать воздух из ЗР в ТЦ, восстанавливая равенство моментов сил относительно точки опоры рычага.
При срабатывании воздухораспределителя на отпуск понижается давление в полости справа от нижнего поршня 32. Давлением ТЦ верхний поршень 27 перемещается влево, поворачивая рычаг против часовой стрелки, и двухседельчатый клапан 29 открывает атмосферный канал в штоке поршня, через который воздух ТЦ выходит в атмосферу. Вертикальные колебания вагона не сказываются на работе авторежима. Так, при толчке кузова или тележки вверх поперечная балка сжимает пружины 7 и 8, стремясь переместить демпферным поршень вверх, но этому препятствует пружина 21 и воздух в полости над поршнем. При толчке вниз поперечная балка опускается, усилие пружин 7 и 8 уменьшается, и пружина 21 стремится переместить демпферный поршень вниз, но этому препятствует воздух в полости под поршнем. Таким образом, в процессе движения вагона демпферный поршень занимает некоторое равновесное положение в соответствии с загрузкой вагона и его колебания незначительны. В процессе загрузки или разгрузки вагона воздух успевает перетекать из одной полости в другую через дросселное отверстие диаметром 0,5 мм в диске демпферного поршня, и последний занимает положение, соответствующее прогибу рессор т.е. загрузке вагона.
Регулировка авторежима осуществляется на порожнем вагоне путем свинчивания гайки 5 с упором 4 до касания с опорной плитой (а также с помощью металлических прокладок, закрепляемых на опорной плите). На порожнем вагоне допускается наличие зазора не более 3 мм между упором авторежима и опорной плитой, причем кольцевая выточка на вилке должна выходить из I корпуса не менее чем на 2 мм. На груженом вагоне зазор между упором авторежима и опорной плитой не допускается, и кольцевая выточка на вилке должна быть полностью утоплена в корпусе демпферной части.
Рисунок 3 — Схема работы авторежима
1 — кронштейн; 2 — корпус нижней полости пневматического реле; 3 — кольцевая выточка; 4 — упор; 5 — регулировочная гайка; 6 — контргайка; 7, 8, 21, 28, 31 — пружины; 9 — вилка; 10 — пружинное кольцо; 11 — стакан; 12 — направляющая; 13 — корпус демпферной части; 14 — винт; 75 — ползун; 16 — сухарь; 17 — шток; 18 — сальник; 19 — манжета; 20 — демпферный поршень; 22 — крышка; 23 — резиновая прокладка; 24 — ниппель с дроссельным отверстием диаметром 0,5 мм; 25 — рычаг; 26 — корпус верхней полости пневматического реле; 27 — верхний поршень; 29 — двухседельчатый клапан; 30 — упорная шайба; 32 — нижний поршень; а, б — плечи рычага 25
3. Разработка карты неисправности
Для повышения эффективности контроля целесообразно разрабатывать карты неисправности. Она представляет собой чертеж узла на котором указаны места появления неисправности сопровождающие надписями в верхней строке указывают характер неисправности, а под чертой признаки, по которым можно определить наличие данной неисправности при контроле оборудования. Или делается анализ неисправности в виде таблицы где указывают признаки неисправности, причины и способы устранения. При составление карты выбор признаков неисправности и их рациональной совокупности, стремлением повышения достоверности контроля и снижения вероятности ошибок 1 рода (пропуск дефекта) , 2 рода (ложная тревога). Возможность таких ошибок определяется следующими обстоятельствами :
2)Назначение признака конкретного исполнителя осуществляющего контроль
3)Небрежность и невнимательность исполнителя
4)Связь одного признака с несколькими неисправностями
Одним из путей повышения эффективности и достоверности контроля является увеличения числа признаков которые рекомендуется исполнителем для обнаружения той или иной неисправности. При составление карты неисправности необходимо стремится чтобы число признаков соответствующей каждой неисправности.
Источник