Ремонт автосцепного устройства пассажирских вагонов
Страницы работы
Содержание работы
1.1.1. Отделение КПА по ремонту автосцепного оборудования
по профилю выполняемой работы предназначено для ремонта автосцепного устройства пассажирских вагонов:
Ø Полного осмотра и разборки автосцепного устройства.
Ø Проверки и ремонта автосцепного устройства.
Ø Полного осмотра, разборки и ремонта поглощающих аппаратов.
Ø Осмотра и ремонт ударно-тяговых приборов.
Ø Наплавки автосцепного устройства.
1.1.2. Объем ремонта автосцепного устройства в КПА определяется объемом периодического ремонта вагонов, технической ревизии и текущего отцепочного ремонта вагонов, с учетом снабжения отремонтированными деталями пунктов технического обслуживания (ПТО), как ВЧД-8, так и дирекций Окт. ж.д..
1.1.3. В состав КПА входят участки: наружной очистки, разборки, сборки автосцепок, сварочных работ, механической обработки, ремонта поглощающих аппаратов, тяговых хомутов, упорных плит и других деталей автосцепного устройства.
1.1.4. Неразрушающий контроль деталей (хвостовика автосцепки, тягового хомута, поглощающих аппаратов, головной части корпуса автосцепки) производится в отделении КПА дефектоскопистами подразделения НК.
1.2. Руководство работой отделения.
1.2.1. Работой отделения руководит старший мастер заготовительного цеха, который несет полную ответственность за качество выполненных работ, за содержание оборудования и приспособлений, следит за состоянием и сроком проверки контрольно-измерительных приборов и шаблонов, а также контролирует выполнение технологического процесса в полном объеме.
1.2.2. Обязанности ст. мастера цеха: Организует и проводит в цехе техническое обучение, обучение по технике безопасности, а также обучение по правилам пожарной безопасности. Следит за содержанием помещений отделения и рабочих мест в соответствии с действующими правилами, инструкциями по технике безопасности и пром. санитарии и несет ответственность за соблюдение работниками отделения правил техники безопасности и противопожарной безопасности.
1.2.3. Во время отсутствия ст.мастера его обязанности возлагаются на лицо, замещающее его по приказу с безусловным обеспечением выполнения действующих технологических инструкций, правил по технике безопасности, охране труда и пром. санитарии.
После 17-00 часов и в выходные дни отделение по ремонту автосцепного устройства находится в подчинении освобожденного бригадира Заготовительного цеха.
1.2.4. Распределение работ непосредственно в отделении производит освобожденный бригадир отделения КПА. Бригадир осуществляет:
Ø наружный осмотр и проверку автосцепного устройства на вагонах, поступающих в ТО-3;
Ø полный осмотр автосцепки, поглощающих аппаратов, несъемного оборудования автосцепного устройства и определяет объем работ;
Ø наружный осмотр и проверку автосцепного устройства на вагонах, поступающих в текущий ремонт;
Ø производит контроль за выполнением технологического процесса ремонта узлов и деталей автосцепного устройства.
1.2.5. Осв. бригадир отд. KIIA обязан в процессе ремонта деталей и узлов контролировать качество выполнения работ по операциям, производить контроль особо ответственных деталей.
1.2.6. Для контроля за выполнением требований настоящего технологического процесса в КПА установлена следующая учетная документация:
Ø Журнал регистрации неразрушающего контроля корпуса автосцепки, тягового хомута. (см. Приложение 1).
Ø Журнал регистрации ремонта корпуса автосцепки, тягового хомута. (см. Приложение 1).
Ø Журнал списания деталей автосцепного устройства. (см. Приложение 1).
Ø Журнал учета разделки трещин автосцепного устройства. (см. Приложение 1).
Ø После производства ремонта автосцепок для сторонних организаций выдавать представителям организаций сопроводительный документа по установленной форме (Указ. ЦЗ1 Морозова № Н-306у от 31.03.03 г.) (см. Приложение 1).
1.2.7. Вся учетная документация хранится в помещении KПA. Ответственность за сохранность, целостность и своевременное заполнение документов несет бригадир KПA. Замену полностью заполненных журналов на новые производит старший мастер Заготовительного цеха. Полностью заполненные журналы хранятся у старшего мастера Заготовительного цеха в течение 3-х лет.
Ответственность за заполнение журнала неразрушающего контроля несет руководитель подразделения неразрушающего контроля.
1.2.8. Входной контроль при получении со склада запасных частей и материалов производит старший мастер Заготовительного цеха в соответствии с разделом 8 настоящего технологического процесса.
3. Технологический процесс осмотра, ремонта и проверки автосцепного устройства при плановых видах ремонта.
3.1. При плановых видах ремонта (ДР, КР) производится полный осмотр автосцепного устройства.
При полном осмотре съемные узлы и детали автосцепного устройства снимают с подвижного состава не зависимо от состояния и направляют в КПА для проверки и ремонта в соответствии с требованиями, изложенными в ЦВ-ВНИИЖТ-494 и настоящим технологическим процессом.
К несъемным деталям автосцепного устройства относятся: ударная розетка, передние и задние упоры, располагающиеся на хребтовой балке, детали расцепного привода (фиксирующий кронштейн, кронштейн и расцепной рычаг). Проверку несъемных деталей производит осв. бригадир отд. КПА на подвижном составе. Детали, требующие ремонта, демонтируются работниками цеха «Подъемка» и передаются в отделения Заготовительного цеха. После ремонта детали устанавливаются работниками цеха «Подъемка» на вагон.
3.2. Детали автосцепного устройства, снятые с подвижного состава и подлежащие проверке и ремонту, тщательно очищаются от грязи на участке наружной очистки и осматриваются. Участок наружной очистки оборудован следующим оборудованием:
— Установка абразивно-струйная УАС-2НТ для очистки корпусов автосцепки;
— Кассеты для закрепления автосцепок (2 шт);
— Кран-балка (грузоподъемностью 500 кг);
— Скребок, корщетки для очистки сильно загрязненных головок автосцепок;
— Лупа 3-х кратного увеличения согласно ГОСТа 25706-83;
— Переносной фонарь для осмотра кармана автосцепки на предмет видимых трещин.
3.3. После очистки корпус автосцепки, тяговый хомут, клин тягового хомута, маятниковые подвески центрирующего прибора должны быть подвергнуты неразрушающему контролю. Неразрушающий контроль автосцепки и тягового хомута производиться в отделении КПА, клин тягового хомута, маятниковые подвески и стяжной болт направляются для производства испытаний в цех «Подъемка».
3.4. Неразрушающий контроль производится в соответствии с инструкцией по испытанию на растяжение 656-2000 ПКБ ЦВ и неразрушающему контролю деталей вагонов РД32.174-2001, РД 32.159-2000, РД 32.150-2000, а также в соответствии с технологическими картами неразрушающего контроля настоящего технологического процесса.
3.5. Неразрушающий контроль производит дефектоскопист подразделения неразрушающего контроля, на позиции дефектоскопирования Заготовительного цеха.
Участок неразрушающего контроля Заготовительного цеха имеет следующее оборудование:
— Кран консольный поворотный;
— Дефектоскоп МД-12 ПС;
— Дефектоскоп ВД-15 НФ;
— Стенд для дефектоскопирования;
— КО (контрольные образцы).
3.6. Стяжной болт поглощающего аппарата, подвергают неразрушающему контролю только после ремонта сваркой. Неразрушающий контроль производит дефектоскопист отделения НК в цехе «Подъемка».
3.7. На детали, прошедшие дефектоскопирование и проверку шаблонами при их исправности наносят клеймо. Проверку шаблонами и нанесение клейм производит бригадир.
3.8. Детали с дефектами, указанными в Приложении 2, или не имеющие маркировки предприятия изготовителя, ремонту не подлежат и сдаются в металлолом. При этом каждый утилизированный корпус автосцепки записывается в Журнал списания деталей автосцепного устройства. (Приложение № 1).
3.9. Наплавка автосцепного устройства осуществляется согласно ЦЛ-201-03 и раздела 6 настоящего технологического процесса. В целях увеличения межремонтного пробега пассажирских вагонов и сокращения материальных затрат на их ремонт, повышения безопасности движения пассажирских вагонов, согласно Приказу МПС РФ №2 от 17.02.2002г., детали автосцепного оборудования должны упрочняться и восстанавливаться. Упрочнение деталей автосцепного устройства (корпуса автосцепки, замка автосцепки, центрирующей балочки, маятниковой подвески и тягового хомута) производится способом ГПН согласно технологического процесса работы участка упрочнения по восстановлению и упрочнению деталей пасс. вагонов Заготовительного цеха, утв. 23.06.03 г. и инструкции ТИ ВНИЖТ 0501/-99 «Упрочнение элементов автосцепного устройства газопорошковой наплавкой на пропане».
3.10. Для контроля за обеспечением установленной твердости наплавленных материалов ударно-тяговых поверхностей корпуса автосцепки и замыкающей поверхности замка производить периодические проверки твердости наплавленного металла. Проверки производить по получении новой партии электродов, порошковой проволоки, легирующих присадок, периодически, но не реже 1 раза в месяц. Проверку производит мастер КИП совместно с бригадиром отделения автосцепки с составлением акта. Акты хранятся у мастера Заготовительного цеха.
3.11. После ремонта производят контрольную проверку шаблонами. Перечень необходимых шаблонов указан в Приложении 3.
Источник
Ремонт автосцепного устройства
Износы и повреждения. К неисправностям автосцепного устройства относятся: трещины или излом корпуса автосцепки, излом или изгиб верхнего плеча предохранителя от саморасцепа или противовеса замкодержателя, излом шипа на замке для подвешивания предохранителя, износы большого и малого зубьев корпуса, превышающие допускаемые и могущие привести к само-расцепу, трещины и изломы тягового хомута, излом клина, трещины в корпусе пружинно-фрикционного аппарата, поломка пружины или износ клиньев и корпуса поглощающего аппарата. Трещины 4 (рис. 2.26) могут привести к излому корпуса. Кроме того, возможно нарушение работы автосцепного устройства вследствие повышенного износа отдельных его деталей, например износа большого и малого зубьев корпуса (поз. 1, 2, 6), ударной поверхности 5, хвостовика 3, превышающего предельно допустимые значения и могущего привести к саморасцепу автосцепки.

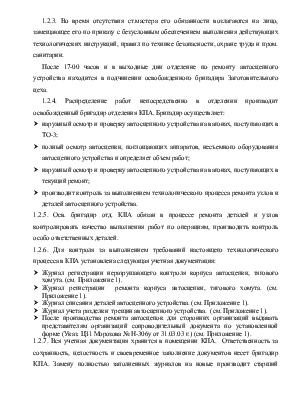
Осмотр и дефектировка. При ТР-1 автосцепку проверяют специальным комбинированным шаблоном с откид ной скобой и при необходимости заменяют. Для проверки исправности действия предохранителя от саморасцепа шаблон прикладывают к автосцепке, как показано на рис. 2.27, а, при этом полочка всей своей опорной плоскостью должна прилегать к тяговой поверхности большого зуба, а противоположная кромка основания шаблона — к лапе замкодержателя. Одновременно нажимают рукой на замок, пытаясь втолкнуть его в корпус автосцепки. Предохранитель исправен, если замок уходит в карман корпуса на расстояние не менее 7 мм и не более 18 мм при измерении в верхней части замка. Удержание механизмом замка в расцепленном положении проверяют, прикладывая шаблон, как показано на рис. 2.27, б. Затем поворотом валика подъемника до отказа перемещают замок внутрь и, освободив валик, продолжают удерживать шаблон в зеве автосцепки. Если при этом замок не выходит из кармана корпуса, а после прекращения нажатия на лапу шаблоном возвращается в первоначальное положение, то механизм автосцепки исправен.
Рис. 2.27. Проверка автосцепки комбинированным шаблоном
Откидной скобой шаблона проверяют возможность преждевременного включения предохранителя замка от саморасцепа при сцеплении автосцепок. Для этого шаблон устанавливают так, чтобы его откидная скоба стороной с вырезом 35 мм нажимала на лапу замкодержателя, а лист шаблона одновременно касался большого зуба (рис. 2.27, в). Автосцепка годна, если при нажатии на торец замка он беспрепятственно уходит в карман на весь свой ход.
Определяют толщину замка (рис. 2.27, г). Если она превышает контрольный размер выреза в шаблоне, т. е. между шаблоном и малым зубом имеется зазор, то замок годен. Толщину замка проверяют по всей высоте его вертикальной кромки.
Проверяют ширину зева корпуса автосцепки (рис. 2.27, д), предварительно слегка утопив замок, чтобы он не препятствовал правильному расположению шаблона. Ширина зева нормальная, если шаблон при его повороте не проходит мимо большого зуба. Проверку выполняют по всей высоте большого зуба.
Прикладывая шаблон к наружной поверхности охватом по ширине, проверяют износ малого зуба (рис. 2.27, е). Контроль осуществляют в средней части малого зуба в двух местах, отложив по 80 мм вверх и вниз от середины его высоты. При соприкосновении шаблона с боковой стенкой малого зуба автосцепка считается неисправной.
Износ тяговой стороны большого зуба и ударной поверхности зева определяют путем введения шаблона в зев. Если шаблон входит в зев, то автосцепка неисправна. Проверку выполняют в средней части большого зуба в двух местах, отложив по 80 мм вверх и вниз от середины.
Контролируют также состояние тягового хомута, клина, фрикционного аппарата, ударной розетки, маятниковой подвески и расцепного рычага. Для этого головку автосцепки снимают, осматривают хвостовик, хомут и клин. Хвостовик и клин проверяют магнитным дефектоскопом, убеждаются в отсутствии трещин. Трещины в частях авто сцепного устройства не допускаются. Болты, поддерживающие клин автосцепки, осматривают, погнутые или имеющие износ по диаметру более 2 мм заменяют. Проверяют выработку проушины для клина и износ хвостовика. Расстояние от упора хвостовика до цроушины должно быть не менее 46 мм. Клин, имеющий изгиб более 3 мм, ширину в местах износа менее 87 мм, толщину менее 30 мм, бракуют. Изношенный клин восстанавливают наплавкой.
Для проверки действия механизма автосцепки лапу замкодержателя утапливают внутрь головы автосцепки и делают попытку втолкнуть рукой замок. Если он не уходит дальше после упора верхнего плеча предохранителя в противовес замкодержателя, предохранительное устройство от саморасцепа считается исправным.
С помощью специального приспособления проверяют высоту автосцепки над головкой рельса. При необходимости ее регулируют.
Проверяют также положение фрикционного аппарата, который должен быть зажат задними и передними упорами буферного бруса.
Ремонт автосцепного устройства
Ремонт автосцепного устройства ТР-2 и ТР-3. Автосцепное устройство полностью разбирают и ремонтируют в специализированных отделениях, имеющих разрешение Главного управления вагонного хозяйства (ЦВ) на производство ремонта. После снятия с по-мощвто специального приспособления пружинно-фрикционного аппарата проверяют состояние упорных угольников в переднем брусе рамы. Упорные угольники с износом или перекосом исправляют наплавкой или приваркой планок. Проверяют состояние и крепление ударных розеток, маятниковых подвесок и расцепных рычагов.
Детали расцепных рычагов и их кронштейнов при наличии выработки восстанавливают наплавкой, погнутые рычаги выправляют. Ослабшие болты розеток и кронштейнов укрепляют, а негодные заменяют. Также заменяют поврежденные цепи приводов. Изношенные детали маятниковых подвесок восстанавливают или заменяют новы ми. Места повышенного износа плиты фрикционного аппарата восстанавливают электросваркой. Разборку поглощающего фрикционного аппарата выполняют в случае его неисправности.
Неисправности деталей автосцепки, возникшие в результате естественного износа, устраняют наплавкой под слоем флюса с последующей обработкой на строгальном или фрезерном станке и проверкой по специальным шаблонам.
После проверки — и ремонта на ряде деталей автосцепного устройства ставят клейма в предусмотренных инструкцией местах. Клеймению подлежат замок, замкодержатель, предохранитель, подъемник замка, валик подъемника, тяговый хомут, клин тягового хомута, ударная розетка, балочка центрирующего прибора, маятниковые подвески, ударная плита, корпус фрикционного аппарата и собранная автосцепка. Смазывать детали механизма головы автосцепки и трущиеся части поглощающего аппарата запрещается.
Снаружи голову автосцепки и другие детали (кроме деталей механизма, зева и внутренней поверхности головы) окрашивают черной краской, а сигнальный отросток замка — красной. После окончательной регулировки рессорного подвешивания замеряют высоту автосцепки над головками рельсов, определяют разность этих высот и положение автосцепки относительно горизонтали.
2.8. Р-.’мо’г.’ гузеео«
Нагрузки, действующие на кузов. Износы и повреждения элементов кузова. Кузова э. п. с. испытывают статические нагрузки от собственного веса и веса размещенного в них оборудования. Кроме того, при движении возникают дополнительные динамические нагрузки, действующие на кузов как в горизонтальной, так и вертикальной плоскостях. Под действием этих нагрузок элементы кузова изнашиваются; появляются трещины в их рамах, сварных швах рам и обшивки, деформация деталей каркаса кузова, обрывы болтов, нарушение уплотнений дверей, окон и др. Кроме того, детали кузова подвержены коррозии.
Осмотр кузовов. Проверяют состояние рамы и обшивки кузова, уделяя особое внимание опорам кузова. В них не должно быть трещин, ослабления крепления, следов вытекания смазки из ванн и амортизатора. На электровозах с пятниковыми опорами (ВЛ22 М , ВЛ8, ВЛ23 и др.) проверяют крепление пят и состояние подпятников. У дополнительных опор контролируют крепление их к раме кузова и тележек, а также состояние резиновых амортизаторов. Проверяют и при необходимости регулируют зазоры в боковых скользящих опорах. Резиновые конусы центральных опор кузова электровоза ВЛ60 не должны иметь разрывов и следов местного выдавливания. Комплектуют их после испытания под нагрузкой.
Осматривают детали, передающие усилия тяги и торможения от тележек к кузову (центральный шкворень электровозов ВЛ10, ВЛ11, ВЛ80, ЧС, тяго-‘вые кронштейны электровозов ВЛ60), а также противоотносные и противо-разгрузочные устройства. У электровозов ВЛ10, ВЛ11, ВЛ80, ЧС обращают внимание на состояние и надежность крепления деталей боковых опор, их смазку, целостность пружин, а также на износы деталей и зазоры между ними.
На сочлененных электровозах и вагонах электропоездов осматривают упругие переходные площадки и меха между ними, а у кузовов,вагонов электропоездов, кроме того, подвеску электрической аппаратуры и вспомогательных машин.
Проверяют состояние щитов и дверей высоковольтной камеры, их механических блокировок и предупредительных надписей, песочных бункеров, уплотнение их крышек и сеток, убеждаются в плотности патрубков и кожухов вентиляционной системы, целостности предохранительных сеток, а также в отсутствии течи через крышу и жалюзи.
При ТР-2 осуществляют подъем кузова с ревизией основных дополнительных и боковых опор кузова, ревизию шкворней, противоотносного устройства, противоразгрузочного устройства, люлечного подвешивания, гидравлических гасителей колебаний.
При ревизии опор кузова осматривают шкворневые балки кузова. Обнаруженные трещины разделывают и заваривают электродами Э42, а при необходимости усиливают постановкой накладок, контуры которых должны перекрывать поврежденные места не менее чем на 100 мм (а в особо стесненных условиях не менее чем на 50 мм).
Детали боковых опор очищают, контролируют состояние и износы наличников опор, скользунов, стаканов пружин, масляных ванн с их крышками, маслопроводов. Суммарный зазор между направляющими втулками стаканов в раме кузова должен быть не более 2,5 мм, а износы опоры верхнего стакана и бронзового скользуна — не превышать 5 мм. Износ накладки на раме тележки под скользуны боковой опоры не должен превышать 2 мм при ТР-3 и 4 мм в эксплуатации.
На шкворневых балках тележек электровозов с пятниковыми опорами (ВЛ8, ВЛ23 и др.) при осмотре убеждаются в отсутствии трещин в днищах гнезд для подпятников, признаком которых служит течь смазки.
Зазоры в пятниковых опорах измеряют щупом. Зазоры между пятой и подпятником по диаметру допускаются не более 2,5 мм. Общий боковой зазор между подвижным подпятником и стенками гнезда в шкворневой балке должен быть не более 3 мм, а зазоры между скользунами кузова и тележки — не менее 2 мм на сторону. При подъеме кузова обмеряют шкворень и зазоры в шаровом соединении сверху. Диаметр шкворня не должен быть менее 150 мм. Суммарный зазор между шаром и вкладышем более 2 мм не допускается.
Диаметр шара по наружной поверхности должен быть в эксплуатации не менее 217 мм для электровозов ВЛ10, ВЛ11, ВЛ80 и не менее 268 мм для электровозов ЧС4. Износ сегментообразных упоров допускается не более 2 мм, а зазор между ними и корпусом, который регулируют путем постановки прокладок, не более 1,5 мм. Суммарный зазор между шаром и вкла дышем, а также между упором и втулкой в шкворневом брусе не должен быть в эксплуатации более 2 мм для электровозов ВЛ10, ВЛ11, ВЛ80 и более 1,5 мм для электровозов ЧС4.
На электровозах с боковыми опорами кузова одновременно проводят ревизию противоотносного устройства. Излом пружин противоотносного устройства не допускается. Высота их в свободном состоянии должна быть не менее 246 мм для наружной пружины и не менее 233 мм для внутренней.
Источник