- Ремонт круглошлифовальных станков в СПб
- Ремонт направляющих станины, каретки и поворотного стола
- Ремонт передней и задней бабки круглошлифовального станка
- Ремонт шлифовальной бабки круглошлифовального станка
- Ремонт гидросистемы круглошлифовального станка
- Технология ремонта круглошлифовальных станков
- Модернизация и ремонт круглошлифовальных станков
- Как проводится модернизация круглошлифовальных станков
- Что входит в ремонт круглошлифовальных станков
- Наладка круглошлифовального станка при установке деталей в центрах
- Актуальность темы
- Наиболее часто встречающиеся приемы по регулированию отдельных механизмов станка
Ремонт круглошлифовальных станков в СПб
Основным назначением шлифовальных станков является чистовая и обдирочная обработка заготовок абразивными кругами. С помощью таких станков можно получать правильную геометрическую форму детали и высокое качество обработки поверхности. Группу круглошлифовальных станков делят на универсальные, специальные и простые.

В универсальных круглошлифовальных станках предусмотрен поворот верхнего стола, обрабатываемой заготовки и шлифовального круга. Благодаря этому на таких станках можно обрабатывать детали с большим углом конусности, а также производить торцевание поверхностей.
 Специальные круглошлифовальные станки (полуавтоматы и автоматы) используют для формирования сложных профилей деталей, например, коленчатых и распредвалов, зубчатых колёс, колец подшипников, режущих инструментов различной формы.
Специальные круглошлифовальные станки (полуавтоматы и автоматы) используют для формирования сложных профилей деталей, например, коленчатых и распредвалов, зубчатых колёс, колец подшипников, режущих инструментов различной формы.
Простые круглошлифовальные станки позволяют проводить поперечное и врезное получистовое и обдирочное шлифование. За счёт возможности поворота верхнего стола на малые углы (до 6 градусов) на таких станках можно создавать конусные поверхности с малым углом при вершине.
К станкам, выполняющим финишное шлифование, предъявляются высокие требования к точности обработки деталей, что напрямую зависит от технического состояния передних и задних бабок, кареток, направляющих станины, соосности шпинделей и пр.
На многих предприятиях страны до сих пор используются круглошлифовальные станки, произведённые многие десятилетия тому назад и требующие качественного ремонта. Специалисты компании «ИМПУЛЬС» готовы провести бесплатный осмотр станка и его диагностику. Инженеры компании помогут не только произвести ремонт круглошлифовальных станков, восстановив исходные показатели их точности и производительности, но и предложат варианты модернизации отдельных систем, узлов и механизмов станка.
Ремонт направляющих станины, каретки и поворотного стола
 Направляющие станины создают базовую поверхность, по отношению к которой будет проводиться ориентация и установка всех основных узлов станка. От качества восстановления геометрических параметров направляющих зависит точность последующего расположения узлов, отвечающих за позиционирование детали и её обработку, что, в свою очередь, напрямую отражается на качестве выполняемых станком работ.
Направляющие станины создают базовую поверхность, по отношению к которой будет проводиться ориентация и установка всех основных узлов станка. От качества восстановления геометрических параметров направляющих зависит точность последующего расположения узлов, отвечающих за позиционирование детали и её обработку, что, в свою очередь, напрямую отражается на качестве выполняемых станком работ.
Выбираемый метод восстановления направляющих (строганием, шлифованием, шабрением и т.д.) зависит от величины и характера износа поверхности, наличия дефектов и повреждений, таких как сколы, трещины, задиры, царапины и пр. Опытные инженеры компании устранят извёрнутость и восстановят прямолинейность, взаимную параллельность или перпендикулярность соответствующих плоскостей направляющих станины.
Основной задачей при ремонте каретки и поворотного стола является не только восстановление необходимой работоспособности данных узлов, но и обеспечение правильного сопряжения плоскостей каретки и стола между собой и соответствующими направляющими станины. Чаще всего для восстановления направляющих этих узлов применяют метод шабрения.
Ремонт передней и задней бабки круглошлифовального станка
 Ремонт передней бабки начинают после настройки положения шпинделя в подшипниках. Ось шпинделя должна быть ориентирована в вертикальной и горизонтальной плоскости строго параллельно направляющим передней бабки. Направляющие передней и задней бабки, в свою очередь, должны точно сопрягаться с направляющими стола.
Ремонт передней бабки начинают после настройки положения шпинделя в подшипниках. Ось шпинделя должна быть ориентирована в вертикальной и горизонтальной плоскости строго параллельно направляющим передней бабки. Направляющие передней и задней бабки, в свою очередь, должны точно сопрягаться с направляющими стола.
Также следует выровнять высоты оси шпинделя и центра задней бабки. В зависимости от величины и характера смещения осей выбирают способ выравнивания: путём уменьшения высоты направляющих передней бабки либо путём установки накладок на соответствующие плоскости направляющих задней бабки.
При ремонте задней бабки восстанавливают:
- геометрическую правильность отверстия под пиноль;
- геометрию направляющих, сопрягающихся с поверхностью стола;
- взаимную параллельность между осью перемещения стола и осью, проходящей между центрами передней и задней бабки.
Существуют разные способы восстановления данных узлов (расточка, притирка, шлифовка, шабрение, установка компенсирующих накладок и т.п.). Исходя из конструктивных особенностей конкретной модели станка и степени износа узлов, специалисты компании «ИМПУЛЬС» подберут оптимальную технологию их восстановления.
Ремонт шлифовальной бабки круглошлифовального станка
Основные задачи при выполнении ремонта шлифовальной бабки:
- восстановление одинаковой высоты оси шпинделя с осью между передней бабкой и пинолью задней бабки;
- восстановление правильного положения оси шпинделя относительно направляющих корпуса шлифовальной бабки;
- устранение биения, люфтов и перекосов шпинделя в подшипниках.
Для выполнения этих задач восстанавливают геометрию всех направляющих, а при необходимости заменяют направляющие ролики качения, подшипники и вкладыши к ним.
При разборке станка все имеющиеся шестерни проверяются на степень износа и наличие трещин, а валы – на наличие изгибов и биение.
Ремонт гидросистемы круглошлифовального станка
Большинство моделей круглошлифовальных станков оснащены гидравлическим приводом перемещения шлифовальной бабки и стола (каретки и поворотного стола) по направляющим станины. Такое решение позволяет обеспечить плавность хода стола и необходимую точность обработки детали.
Ремонт гидравлической системы станка подразумевает проверку надёжности всех соединений трубопроводов, диагностику работы гидронасосов и всей запорной арматуры, замену фильтров, промывку и очистку гидробаков от грязи и инородных частиц. Особое внимание уделяется восстановлению исходных характеристик гидроцилиндров. В процессе ремонта заменяют изношенные уплотнительные кольца и манжеты, выравнивают зазор между внутренней поверхностью цилиндра и поршнем.
Ремонт круглошлифовальных станков, произведённый высококлассными специалистами компании «ИМПУЛЬС», гарантированно позволяет восстановить точность и производительность станочного оборудования, а также существенно увеличить срок его службы.
Источник
Технология ремонта круглошлифовальных станков
Ремонт направляющих станины
Приведенный в настоящей главе технологический процесс капитального ремонта является типовым для различных моделей кругло-шлифовальных станков и рассчитан для ремонтных баз (цехов) средних и крупных машиностроительных заводов. По этой технологии могут ремонтироваться круглошлифовальные станки моделей 3151, 3160А, 3161, 3164 и др. В технологическом процессе дано несколько вариантов ремонта отдельных сборочных единиц упрощенными методами в зависимости от специфических условий и состояния ремонтной базы. Эти варианты ремонта позволяют технически слабо оснащенным ремонтным базам (цехам) производить высококачественный ремонт оборудования.
К шлифовальным станкам, выполняющим финишные операции, предъявляются высокие требования. Точность обработки изделий на этих станках в основном зависит от состояния направляющих станины, кареток, передних и задних бабок, а также точности расположения осей шпинделей и состояния их подшипниковых опор. Поэтому ремонт таких станков имеет определенную специфику.
Одной из основных баз при ремонте круглошлифовальных станков являются направляющие станины. Неточность ремонта этих направляющих приводит к неправильному положению и взаимодействию основных сборочных единиц станка, что в некоторых случаях не может быть исправлено даже путем дополнительных пригонок по месту.
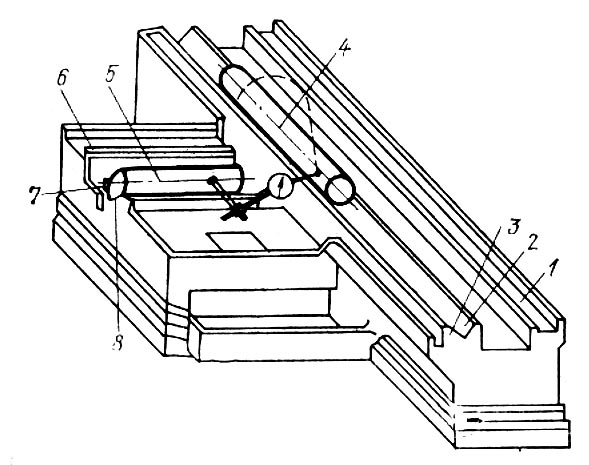
Рис. 6.1. Станина круглошлифовального станка
ри ремонте станины необходимо восстановить прямолинейность всех направляющих, при этом устраняют извернутость поверхностей 1—3 и 6—8 (рис. 6.1). Поверхности 2, 3 и 7, 8 призматических направляющих должны быть взаимно перпендикулярны, что также необходимо восстановить. Поверхности 1—3 изнашиваются значительно больше поверхностей 6—3, поэтому первые ремонтируют финишным строганием, шлифованием или шабрением, а вторые, как правило — шабрением (табл. 6.1). Порядок ремонта станины шлифованием направляющих на продольно-шлифовальном станке следующий.
1. Устанавливают станину на столе продольно-шлифовального станка, выверяя ее на параллельность направляющих продольному перемещению колонны шлифовального станка по станине. По индикатору, закрепленному на корпусе шлифовальной бабки, при движении колонны проверяют параллельность поверхностей 1 и 3. Перемещением шлифовальной бабки по траверсе проверяют параллельность поверхностей 6—8 направлению движения бабки. Точность установки станины по индикатору 0,02 мм на длине направляющих.
2. Шлифуют последовательно поверхности 1—3, добиваясь параметра шероховатости поверхностей Ra = 1,250,63 мкм. Допуск прямолинейности направляющих 0,02 мм на длине 1000 мм. Проверку прямолинейности и извернутости осуществляют приспособлением (см. рис. 2.7).
3. Шлифуют поочередно поверхности 6—8 (рис. 6.1). Технические условия и способы проверки см. табл. 6.1 (операция 3).
Типовой технологический процесс ремонта направляющих станины шабрением
Номер и содержание
1. Установить станину на фундаменте или на стенде и выверить правильность установки
Отклонение от горизонтальности направляющих в продольном и поперечном направлениях на длине 1000 мм — 0,04 мм, извернутость — 0,02 мм
Каретка стола, уровень (ГОСТ 9392—82), приспособление (см. рис. 2.6)
Установить уровень на направляющую 1 (рис. 6.1) станины вдоль поверхности, затем — на перпендикулярно находящуюся поверхность 6, располагая его вдоль этой направляющей. Извернутость проверить приспособлением (см. рис. 2.6)
Шабрить поверхности 1—3 (рис. 6.1) по поверочной линейке
Количество отпечатков каретки не менее 10—15 на площади 2525 мм. Допуск прямолинейности направляющих 0,02 мм на длине 1000 мм. Извернутость 0,02 мм на 1000 мм
Поверочная линейка (ГОСТ 8026—82), приспособление (см. рис. 2.6)
Линейкой на краску. Прямолинейность и извернутость проверять приспособлением (см. рис. 2.6)
Шабрить поверхность 6—8 и выверить на перпендикулярность направляющим для каретки
Допуск прямолинейности и перпендикулярности поверхностей 6—8 к поверхностям 1—3 — 0,02 мм на длине 1000 мм. Остальное — как в операции 2
То же и подставка для контрольного угольника (см. рис. 2.12), стойка с индикатором (ГОСТ 5584—82)
Линейкой на краску (см. рис. 2.12), установить на продольных направляющих, а приспособление (см. рис. 2.6) — на поперечных направляющих станины. Стойку с индикатором закрепить на приспособлении и подвести измерительный штифт к свободной грани угольника. Перемещая приспособление по поперечным направляющим, считывать показания стрелки индикатора. Проверять контрольными оправками 4 и 5
Источник
Модернизация и ремонт круглошлифовальных станков
Рабочий ресурс обрабатывающего оборудования, которое участвует в производственном процессе и подвергается переменным нагрузкам в непостоянном режиме, в процессе многолетней эксплуатации, как правило, исчерпывается. Помогает сохранить агрегаты в рабочем состоянии своевременное техническое обслуживание и ремонт станков . Для увеличения производительности устаревшего обрабатывающего оборудования проводятся мероприятия по модернизации и восстановлению установок, например, круглошлифовальных станков. Эти агрегаты широко применяются для обработки методом шлифования наружных поверхностей деталей. С помощью абразивных шлифовальных кругов проводится обдирочная и чистовая обработка на цилиндрических, конических и прямых заготовках.
Как проводится модернизация круглошлифовальных станков
Восстановление и модернизация круглошлифовальных станков – эффективная инженерно-техническая манипуляция. У крупногабаритного оборудования особенно ценится высокая металлоёмкость, которая может служить базой для установки новых конструкций, механизмов и электронных узлов. Модернизации также подвергаются станки, выпуск которых ограничен, а покупка нового агрегата экономически нецелесообразна из-за высокой стоимости.
Модернизация круглошлифовальных станков включает замену:
- всех элементов и блоков, которые усложняют технологический процесс обработки, обслуживание и эксплуатацию установки;
- устаревшей системы числового программного управления на более усовершенствованный блок ЧПУ;
- сервоприводов.
Производительность круглошлифовальных станков увеличивается за счёт установки новых балансиров, которые улучшают подводку абразивов к заготовке, совершенствуют точность обработки деталей. Реформенным изменениям также подвергается шлифовальная бабка станка – её автоматизация дает возможность ускорить перемещение детали. С этой же целью на круглошлифовальных станках используется электрическая модификация ступенчато-шкивного привода с кнопочным стартером, а также механизм для компенсации износа абразивного круга.
Что входит в ремонт круглошлифовальных станков
Ремонт станков, в том числе и круглошлифовальных, проводится в случае полного износа деталей оборудования. Ремонтные работы нацелены на восстановление рабочего состояния агрегата без потери производительности и качества обработки заготовок. К капитальному ремонту круглошлифовальных станков относятся следующие операции:
Ремонт направляющих станины, каретки и поворотного стола – восстанавливается геометрия установки, устраняется извёрнутость и регулируется прямолинейность.
Настройка передних и задних шлифовальных бабок – выравнивается положение шпинделя в подшипниках, а также подбирается высота осей перемещения.
Починка шлифовальной бабки – устраняются биение, перекосы, люфты.
Ремонт гидросистемы – проверяется надёжность трубных соединений и запорной арматуры, проводится гидронасосов и всей запорной арматуры, меняются фильтры, промывается гидробак.
Модернизация и ремонт круглошлифовальных станков повышает потенциал техники. Это позволяет использовать обрабатывающее оборудование с максимальной отдачей, расширяя при этом его функциональные возможности. Также модернизация направлена на повышение экономической эффективности производства за счёт сокращения расходов на обслуживание станков.
Источник
Наладка круглошлифовального станка при установке деталей в центрах
В данной статье описана Наладка круглошлифовального станка — первоначальная установка в заданное положение обрабатываемой детали, приспособления, инструмента, рабочих механизмов станка, а также режимов работы и последовательности действий исполнительных органов станка, обеспечивающих выпуск продукции.
Актуальность темы
Чтобы избежать наиболее часто встречающихся видов брака при наружном круглом шлифовании, необходимо знать причины возникновения и меры по их предупреждению и устранению.
Под наладкой шлифовального станка понимают первоначальную установку в заданное положение обрабатываемой детали, приспособления, инструмента, рабочих механизмов станка, режимов работы и последовательности действий исполнительных органов станка, обеспечивающее выпуск продукции.
Наладка шлифовальных станков автоматического действия состоит из следующих действий:
- проверка работы всех узлов станка в наладочном режиме и устранение возникших неисправностей;
- установка скорости продольного перемещения механизма правки и предварительная правка (при необходимости установки нового шлифовального круга) при отключенном копирном устройстве (обычно такая правка производится алмазозаменителем);
- балансировка шлифовального круга и проверка качества балансировки;
- правка шлифовального круга с помощью копирного устройства (если необходимо);
- установка в переднюю и заднюю бабки центров и выверка их соосности;
- установка передней и задней бабки на заданном осевом расстоянии;
- установка в центрах (патроне) заготовки и проверка надежности ее закрепления;
- выверка взаимного расположения шлифовальной бабки с заготовкой в осевом и радиальном направлениях;
- расстановка упоров для изменения направления перемещения стола при продольном шлифовании;
- установка заданных режимов обработки;
- при шлифовании длинных заготовок установить люнет (люнеты);
- установка и настройка по эталону измерительного устройства для контроля диаметра наружной поверхности и управления циклом станка;
- пробное шлифование двух-трех заготовок, измерение их погрешности и корректировка положения шлифовальной бабки и настройка измерительного прибора;
- при положительных результатах обработки заготовок установка на станке автоматического цикла и проверка работы станка путем обработки партии заготовок с обеспечением требуемой производительности и точности.
Работа, связанная с восстановлением первичной наладки, называется подналадкой станка. Наладка каждого станка различна и зависит от особенностей конструкции станка и процесса обработки детали. Приводим общие указания по наладке круглошлифовального станка при установке деталей в центрах.
Прежде всего необходимо установить переднюю и заднюю бабки по длине обрабатываемой детали. Установить их можно в любом месте стола таким образом, чтобы центр обрабатываемой детали совпал с осью поворота верхней части стола. Это упростит установку стола на заданный угол при шлифовании конических поверхностей. При длительной обработке большой партии деталей, у которых длина значительно меньше, чем наибольшее расстояние между центрами, целесообразно время от времени переставлять переднюю и заднюю бабки на столе станка. Это дает возможность длительное время сохранять точность станка за счет более равномерного распределения износа направляющих стола и станины.
Затем устанавливают упорные центры. При установке центров отверстия шпинделя передней бабки и пиноли задней бабки должны быть сухими и чистыми. Перед установкой детали на станок необходимо тщательно проверить, нет ли на рабочих поверхностях упорных центров каких-либо повреждений. Лишь после этого приступают к выверке центров станка. Для этой цели перемещают к передней бабке заднюю и, если центры не совпадают, путем поворота передней бабки вправо или влево от нуля добиваются совпадения центров.
Задний центр должен выступать из пиноли на величину, соответствующую полуторной высоте круга. Поводковый патрон для вращения детали отлаживается при неподвижном переднем центре. При шлифовании цилиндрических деталей поворотный стол устанавливают в нулевое положение.
Далее устанавливают заднюю бабку. Усилие прижима детали задним центром должно быть умеренным. Чем легче и тоньше шлифуемая деталь, тем меньше должно быть это усилие. Следует помнить, что излишняя сила прижима приводит к быстрому износу центров и, следовательно, к ухудшению качества обработки. Слабый прижим детали также недопустим, так как под действием давления круга на деталь задний центр может сместиться и точность обработки будет нарушена.
При шлифовании длинных деталей устанавливается необходимое число люнетов, исключающих прогиб детали под действием усилий, возникающих при шлифовании.
Затем следует отрегулировать и проверить систему охлаждения и очистки (фильтрования) рабочей жидкости, произвести правку круга. Если круг новый, его сначала тщательно балансируют, после чего подбирают и устанавливают согласно технологической карте скорость вращения детали и скорость хода стола.
После того как шлифуемая деталь будет установлена в центрах, необходимо приступить к расстановке упоров для изменения направления движения стола при продольном шлифовании. Проверка правильности их расстановки осуществляется путем перемещения стола вручную. Упоры, установленные в пазу станка, необходимо надежно закрепить, чтобы исключить возможность сдвига их во время шлифования.
Для следующего этапа — пробных проходов при наладке — включают электродвигатель бабки круга и детали, после чего подводят круг к обрабатываемой детали до появления искры и вручную перемещают стол. Если при этом искра будет равномерна по всей длине детали, то можно включить автоматическую подачу. Сделав несколько проходов, проверяют диаметр детали с обоих концов, и, если она окажется конусной, выверяют положение стола и снова обрабатывают деталь.
При настройке круглошлифовального станка нужно пользоваться имеющимся лимбом поперечной подачи, облегчающим настройку. Чтобы определить величину припуска на шлифование, перед установкой на станок деталь следует замерить. Убедившись, что деталь вращается с необходимой скоростью и положение упоров переключения хода стола соответствует требуемой длине шлифования, необходимо осторожно подвести круг к детали до появления искры. В этом положении следует освободить лимб и, не сдвигая маховик поперечной подачи, передвинуть его так, чтобы число делений между нулевым делением на корпусе механизма поперечной подачи и нулевым делением лимба соответствовало половине припуска на диаметр детали. После этого, закрепив лимб, можно обрабатывать деталь, включив автоматическую подачу, которая выключается упором поперечной подачи при совмещении нулевых делений лимба и корпуса механизма поперечной подачи. За два-три деления до нулевого положения необходимо проверить размер деталей, чтобы не допустить снятия лишнего материала и, если нужно, внести соответствующие коррективы в наладку. При шлифовании до упора необходимо периодически корректировать положение круга для компенсации его износа.
Наладка многокруговых станков имеет свои особенности. На рис. 104 приведена принципиальная схема монтажа шлифовальных кругов на шпинделе станка с шестикруговой наладкой. Для каждого круга следует применять только предназначенный ему комплект зажимных и распорных крепежных деталей с отштампованными на них порядковыми номерами. Станок должен быть оснащен подъемным устройством с учетом того, что вес в сборе шпинделя и кругов достигает 1000—1500 кг.

Сборку комплекта кругов производят в следующем порядке. На запасной шпиндель 8 устанавливают конусный разрезной фланец 2 и прикрепляют его винтами 1 к базовому кольцу 8а шпинделя. На конусный разрезной фланец надевают конусное кольцо 5, наружный диаметр этого кольца является местом для посадки шлифовального круга, и прикрепляют его к фланцу 2 винтами 9. Бумажную прокладку 5 надевают на кольцо 5 до упора в торец фланца 2. Далее устанавливают шлифовальный круг 4, расположив его торцом, на котором нанесена стрелка-указатель тяжелой части со стороны детали 10. Затем надевают вторую бумажную прокладку 5 до касания с торцом круга 4, и прижимное кольцо 10 на конусное кольцо 5, при этом устанавливают прижимной фланец 11 и прикрепляют его винтами 6 к кольцу 5. Распорное кольцо 12 прикрепляют винтами 7 к прижимному фланцу 11. Детали 5а между конусными зажимными кольцами 5 и разрезными фланцами 2 должны быть смонтированы таким образом, чтобы разрезной фланец-цанга 2 правильно обхватывала шпиндель 8. В указанном порядке производится монтаж всего комплекта кругов и при этом должны быть выдержаны размеры между кругами соответственно заданными по чертежу.
Так как балансировка перемещающимися грузами на станках с многокруговой наладкой не предусмотрена, уравновешенность системы достигается при сборке на запасном шпинделе станка за счет смещения тяжелой части каждого круга относительно предыдущего на определенный угол (рис. 105). Каждый круг, входящий в комплект, тщательно балансируется и его тяжелая часть четко обозначается стрелкой под углом 90° по отношению к рабочему месту. При наладке многокругового шлифовального станка установка каждого последующего круга относительно предыдущего производится со смещением стрелки — указателя его тяжелой части на 360/n градусов, где п — число кругов, участвующих в наладке. Уравновешенность кругов, входящих в комплект, должна соответствовать первому классу и точнее. Диаметр посадочного отверстия у таких кругов должен быть обработан с точностью 0,1 мм на плюс от номинального, непараллельность торцов — максимально 0,1 мм, допуск по высоте круга ±0,13 мм, наружный диаметр может иметь отклонение в пределах 1 мм.

Для автоматизированных станков с многокруговой наладкой обязательной является комплектация инструмента, при этом все круги, входящие в комплект, должны быть одинаковыми по режущей способности и стойкости. При многокруговой наладке, в связи с автоматической и частой правкой, применяют круги пониженной твердости, которые имеют повышенную режущую способность. Так, на автозаводе им. Лихачева при шлифовании коренных шеек коленчатых валов применяют круги характеристики Э9А40С2К5. На станках старой конструкции с ручной правкой применяются более твердые круги СТ2.
Наиболее часто встречающиеся приемы по регулированию отдельных механизмов станка
Регулирование натяжения ремней привода круга. Плита электродвигателя привода круга закреплена на направляющих задней части корпуса шлифовальной бабки двумя сухарями. Для регулирования натяжения ремней необходимо отпустить два винта, которыми затянуты клинья, и передвинуть плиту на нужную величину вместе с электродвигателем. Чтобы предотвратить повреждение подшипников шпинделя бабки, преждевременный износ ремней и возникновение вибраций, не следует туго натягивать ремни привода круга. Оптимальным является такое натяжение, при котором полная нагрузка передается без скольжения ремней.
Регулирование натяжения ремней привода детали. Для натяжения ремней привода от электродвигателя на промежуточный шкив следует открыть кожух передней бабки и специальным ключом отпустить винты, которыми плита электродвигателя закреплена на корпусе передней бабки, далее необходимо передвинуть плиту с электродвигателем в нужное положение и снова закрепить ее винтами. Натяжение ремней в передаче от промежуточного шкива на планшайбу производится эксцентриком. Для того чтобы отрегулировать натяжение ремней, необходимо отпустить три винта фланца, расположенного на правой торцовой крышке передней бабки, и поворачивать фланец до тех пор, пока не будет достигнуто требуемое натяжение. После регулировки фланец должен быть снова зафиксирован в требуемом положении винтами.
Регулировка подшипников шпинделя. Регулировка подшипников производится на заводе-изготовителе и рассчитана на продолжительное время. Если же в процессе работы будет обнаружено, что плохое качество шлифования получается из-за подшипников шлифовального шпинделя, то их следует отрегулировать. Для регулирования подшипников шпинделя шлифовальной бабки необходимо снять крышку кожуха круга и балансировочное приспособление, затем круг с фланцами и кожух шкивов бабки. Перед началом регулирования необходимо подготовить специальный ключ для провертывания шпинделя, ключ под винты с внутренним шестигранником и отвертку. Регулировать подшипники следует в нагретом состоянии после обкатки станка в течение 2—3 часов. Регулировку необходимо выполнять быстро, чтобы температура подшипников не успела понизиться.

Рекомендуется следующий порядок регулировки подшипников:
- останавливают станок и вывинчивают пробки 1, 2 (рис. 106) и контрящие винты (а и б);
- затягивают отверткой регулировочные винты в и одновременно поворачивают шпиндель в сторону его рабочего вращения ключом, надетым на гайку, крепящую шкив на шпинделе;
- завертывают промежуточные винты б, осторожно доведя их до упора в регулировочные винты в и отпуская на 3/4 оборота, чтобы образовался зазор между винтами б и в;
- осторожно (не нарушая установки винтов б и в) ввертывают и туго затягивают винты а, чтобы надежно зафиксировать положение регулировочных винтов в;
- регулируют винты 5, 6, 3 и 4 в соответствии с приведенными выше указаниями. Винты 1 и 2 рекомендуется затягивать туго, чтобы надежно зафиксировать шпиндель, прижав его к нижним вкладышам.
После регулировки следует проверить люфт шпинделя по индикатору, допустимый люфт 0,02 — 0,03 мм. После регулировки шпиндель шлифовальной бабки должен проворачиваться в сторону его рабочего вращения без особого усилия и люфт шпинделя по индикатору не должен превышать 0,03 мм.
Правильность регулировки подшипников шпинделя шлифовального круга у станка ЗБ12 определяют следующим образом. При снятом шлифовальном круге и шкиве нужно приложить к концу шпинделя усилие 5—8 кг. Стрелка индикатора, наконечник которого упирается в шейку шпинделя, должна показывать отклонение от первоначального положения 8—10 мк. Проверку производят на обоих концах шпинделя. При проверке надо приложить усилия по трем радиальным направлениям (параллельно прижимным винтам).
Регулирование упорного подшипника шпинделя шлифовальной бабки. В том случае, если после продолжительной работы станка в упорном подшипнике шпинделя бабки образуется повышенный осевой зазор вследствие износа бронзовых упорных колец, следует подтянуть этот подшипник.
Регулировку приурочивают ко времени ремонта станка и выполняют в следующем порядке:
- сливают масло из корпуса бабки, вывинчивают пробку, расположенную под кожухом шкивов;
- снимают крышку бабки;
- снимают кронштейн с опорой верхнего рычага;
- снимают фиксатор, закрепленный винтом на корпусе подшипника;
- затягивают корончатую гайку упорного подшипника так, чтобы фиксатор попал в следующую зарубку гайки;
- закрепляют фиксатор в корпусе подшипника.
Наиболее часто встречающиеся неполадки гидросистемы и меры по их устранению изложены в гл. IV.
До работы следует проверить исправность станка, положение рукояток управления, правильно установить и надежно закрепить упоры реверса. Следует также проверить наличие масла в резервуарах станины и шлифовальной бабки. Включение вращения шпинделя шлифовальной бабки при отсутствии масла в камере подшипников (маслоуказатель — на крышке шлифовальной бабки) не допускается. До работы рекомендуется также проверить надежность закрепления детали в центрах.
Во время работы необходимо следить за работой подшипников шпинделя шлифовальной бабки и их смазкой. Подводить шлифовальный круг к детали необходимо осторожно, не допуская ударов. Не следует измерять деталь ручным инструментом во время вращения, а также тормозить вращающуюся деталь руками во избежание серьезных ранений.
Лурье Г.Б. Шлифовальные станки и их наладка. 1972 г.
Источник