Электроника для начинающих
Ремонт бака трансформатора
Ремонт бака трансформатора
Бак, как и любая другая составляющая трансформатора, требует поддержания надлежащего состояния и в случае ненадлежащего ухода может явиться причиной возникновения серьезных неисправностей, которые выльются в серьезные денежные затраты.
Ремонт бака трансформатора осуществляется в сроки, предусмотренные плановым ремонтом, но если возникли неполадки, ремонт должен осуществляется непосредственно в кратчайшие сроки, так как работа трансформатора не может осуществляться с видимыми повреждениями бака.
Перейдем непосредственно к ремонту. Сначала из трансформаторного бака сливается масло, снимается крышка бака, достается активная часть.
После возникновения дуговых разрядов на дне бака может оставаться закипевшее масло, его необходимо удалить.
Стенки трансформаторного бака очищаются от нагара.
Если на стеках бака обнаружены трещины или даже пробои, то необходимо их устранить.
Трещины устраняются с помощью дуговой или газовой сварки.
Конструкция трансформаторного бака может быть усложненной, для дополнительного охлаждения в стенки могут быть встроены радиаторные трубки, по которым циркулирует масло.
Радиаторные трубки не подлежат ремонту, так что если в них произойдет повреждение их необходимо заменить.
После ремонта трансформатор собирается в обратной последовательности.
Источник
РЕМОНТ АРМАТУРЫ И СБОРКА ТРАНСФОРМАТОРОВ
Ремонт вводов.К основным неисправностям вводов можно отнести: трещины и сколы изоляторов, разрушение изоляторов, некачественную армировку и уплотнение, срыв резьбы стержня при неправильном навинчивании и затягивании гайки. При значительных сколах и трещинах ввод заменяют. Могут встретиться в трансформаторах устаревших типов, но еще пригодных для работы, несъемные вводы, которые целесообразно выполнить съемными, для чего делают переходной фланец, который приваривают к крышке маслоуплотненным швом.
Армирование фарфоровых изоляторов начинают с изготовления стержня из медных или латунных прутков соответствующего диаметра и длины; на концах стержня нарезают резьбу по размерам заменяемого. На стержень навинчивают стальной или бронзовый колпак и закрепляют его контргайкой. С внутренней стороны колпак со стержнем скрепляют газосваркой. Сваривают латунью с применением в качестве флюса буры. Качество сварки должно быть проверено.
После сварки стержень лудят гальваническим способом и подвергают вторичному испытанию. Внутрь колпака вкладывают резиновую прокладку. Фарфоровый изолятор верхней частью вставляют в колпак и сверху на стержень надевают шайбу, выполненную из электрокартона, и металлическую шайбу, которые до отказа затягивают контргайкой. Колпак заливают замазкой, которую после застывания покрывают нитроэмалью.
В качестве армировочных цементирующих замазок для изоляторов напряжением до 10 кВ рекомендуется глетоглицериновая или портландцементная замазка. В случае переармировки изоляторов необходимо старую затвердевшую замазку удалить равномерным нагреванием фарфоровой части ввода, а затем фланца до 100. 120 °С паяльной лампой или автогенной горелкой. Вследствие температурного расширения фланец отойдет от замазки и при легком ударе молотка по фланцу отделится от фарфора.
Ремонт переключателей.Частые повреждения переключателей — это оплавления и подгорания контактных поверхностей. При значительных оплавлениях и полном выгорании контактов переключатель заменяют новым.
В целях устранения повреждений пружины переключатель проверяют путем переключения его по всем ступеням. Исправная пружина для переключателей ТПСУ, ПТО обеспечивает давление контактов в рабочем положении 50. 60 Н. Каждое положение переключателя четко фиксируется, что сопровождается щелчком.
При осмотре переключателя его следует очистить, закрепить и подтянуть контакты. Иногда контактная поверхность переключателей покрывается очень стойкой, твердой и тонкой пленкой — продуктом старения масла. Ее удаляют, протирая поверхность колец и стержней контактов тряпкой, смоченной ацетоном. Применение для этой цели наждачной бумаги недопустимо, так как она может повредить никелированную поверхность.
Ремонт бака.Сравнительно распространенные случаи повреждений бака, вызывающие его течь, — это нарушение сварных швов и недостаточная плотность прокладки между баком и крышкой.
Пустой бак очищают от осадков, грязи, промывают и ополаскивают теплым маслом. Проверяют исправность работы спускного крана. Места течи заваривают газосваркой, предварительно тщательно очистив место сварки от масла и краски и просушив его постепенным и равномерным нагревом паяльной лампой. При плохой очистке места сварки оставшиеся масло и краска при нагреве обугливаются, образуя в шве пустоты, и течь бака не будет устранена. Повторная сварка таких мест безрезультатна. В этом случае шов, в котором обнаружена течь, надо вырубить зубилом и после этого заварить. Незначительную течь масла в швах или в местах вварки труб охлаждения можно устранить чеканкой.
Если активная часть трансформатора закреплена на его крышке, целесообразно это крепление перенести на стенки бака. Одновременно вваривают в бак для трансформаторов мощностью 160 кВ • А и выше термосифонный фильтр.
По окончании сварки бак в течение 1. 2 ч испытывают избыточным давлением столба масла высотой 1,5 м над уровнем масла в расширителе, используя трубку с воронкой диаметром 18. 25 мм. Трубку завинчивают в отверстие для пробки расширителя и заполняют маслом примерно до 2/3 высоты воронки.
На время испытания все отверстия, связанные с баком и расширителем, должны быть герметически закрыты. По окончании испытания масло из воронки сливают до наивысшего уровня в расширителе, а отверстие для заливки масла завинчивают пробкой. После этого удаляют выполненные для проведения испытаний герметические уплотнения и устанавливают необходимый уровень масла по указателю* сливая избыток масла из расширителя. Одновременно проверяют исправность действия маслоуказателя и пробок.
Ремонт прокладок.Пришедшие в негодность уплотняющие прокладки заменяют новыми, изготовленными из маслостойкой резины или пробки. Разметку отверстий в прокладках для прохода болтов делают по крышке или фланцу бака. Отверстия выполняют просечкой. В качестве уплотняющей прокладки может быть использована маслостойкая резина, которую укладывают с внутренней стороны крепящих болтов. Во избежание перекоса крышки дополнительно прокладывают проволочный ограничитель.
Ремонт расширителя.Ремонт расширителя чаще всего сводится к промывке его маслом. Но иногда необходимо очищать внутреннюю поверхность расширителя от ржавчины, которая может быть обнаружена при разборке трансформатора в виде большого скопления крупинок на плоскости верхнего ярма, под отверстием патрубка расширителя или чаще под отверстием выхлопной трубы при постукивании деревянным молотком по его поверхности (после полного слива из него масла).
В трансформаторах старой конструкции расширитель не имеет съемного дна. В процессе ремонта трансформатора рекомендуется сплошное дно заменить на съемное. При ремонте расширителя проверяют патрубок трубы, соединяющей расширитель с баком. Если патрубок выступает внутрь расширителя менее чем на 30. 50 мм, необходимо его переварить, так как при меньшей высоте через патрубок могут попадать в бак осадки, скапливающиеся в расширителе.
При очередном осмотре расширитель очищают от ржавчины стальной щеткой. Незначительное количество ржавчины удаляют керосином. После очистки от ржавчины внутреннюю поверхность расширителя следует протереть чистой тряпкой, смоченной бензином, и после полного высыхания покрыть нитроэмалью с последующей тщательной просушкой. Надо следить, чтобы эмаль не закупорила отверстия расширителя, особенно отверстия маслоуказателя. После покрытия эмалью расширитель должен быть высушен в печи в течение 6. 12 ч при температуре 105. 110 °С.

Ремонт крышки.На крышках трансформаторов, не имеющих расширителей, с внутренней стороны часто появляется ржавчина. После тщательной очистки крышку следует покрыть антиконденсационным составом. Его наносят два раза на горизонтально лежащую крышку. После 20-минутной выдержки на воздухе крышку просушивают в сушильном шкафу в течение 30 мин или на открытом воздухе в течение 4. 6 ч.
Ремонт маслоуказателя.Для восстановления работы трубчатого маслоуказателя достаточно очистить каналы в арматуре маслоуказателя, очистить или заменить стеклянную трубку. При этом необходимо, чтобы новая трубка точно подходила по длине и имела ровные торцевые поверхности. Не следует обжимать трубку уплотняющей прокладкой, чтобы не разбить ее. Необходимо следить, чтобы в нижней части стеклянной трубки была установлена ограничительная трубочка, обеспечивающая свободный проход для масла. Отсутствие ее может привести к закупорке отверстий маслоуказателя вследствие разбухания резиновой прокладки, уплотняющей стекло.
Маслоуказатели устаревших типов, сообщающиеся с расширителем только снизу, а в верхней части имеющие «дыхательное» отверстие, заменяют на маслоуказатели нового пластинчатого типа, которые можно изготовить по чертежам завода-изготовителя.
Ревизия термосифонного фильтра и воздухоосушителя.Эти устройства не требуют специального ремонта, поэтому достаточно ограничиться их ревизией. Силикагель по мере увлажнения теряет свои свойства, поэтому его заменяют сухим. Признаком увлажнения служит изменение его цвета, что легко наблюдать через смотровое стекло воздухоосушителя. Находящийся в сетчатом патроне индикаторный силикагель меняет голубую окраску на розовую.
При ревизии и замене силикагеля каждое из этих устройств демонтируют, разбирают, высыпают отработанный силикагель. Все внутренние полости и детали устройств промывают керосином. Резиновые и асбестовые уплотнения заменяют на новые. Устройство собирают и устанавливают на место. Масса силикагеля, загружаемого в фильтр, равна 0,1. 0,2 % массы масла в трансформаторе.
Если при ремонте в трансформаторе обнаружен воздухоочиститель старой конструкции, его модифицируют, используя заводскую техническую документацию. Воздухоочиститель вваривают в цилиндр расширителя по возможности ближе к съемному дну, где расположен и маслоуказатель.
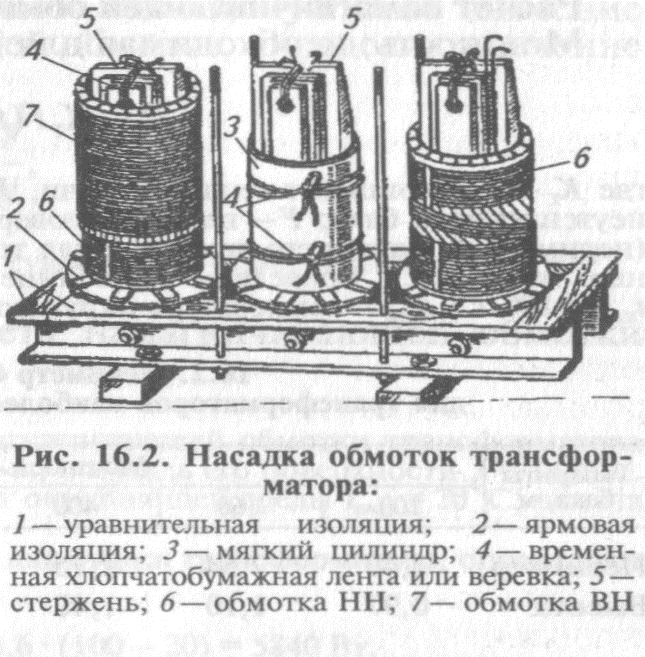
Сборка трансформаторов.После того как отремонтированы все детали, приступают к сборке трансформатора. На стержни магнитопровода насаживают отремонтированные обмотки: сначала НН, затем ВН. На рисунке 16.2 показана последовательность насадки обмоток. Обмотки расклинивают на стержнях и между собой.
После насадки обмоток приступают к шихтовке верхнего ярма.
Прессовка всей выемной части — это ответственная операция. Вертикальными стяжными шпильками сжимают ярмовые балки и тем самым осаживают обмотку, потом осаживают листы стали верхнего ярма. Стальной конусной оправкой выправляют отверстия верхнего ярма для стяжных шпилек.
Вставляют бакелитовые трубки и стяжными шпильками прессуют верхнее ярмо. После сборки выемной части выполняют серию предварительных испытаний. Далее проводят заготовку, установку, соединение, пайку, изолирование и крепление отводов.
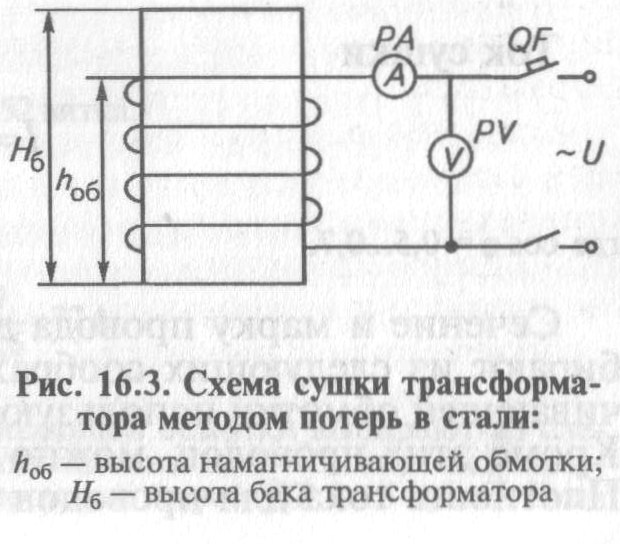
Полностью собранную выемную часть трансформатора сушат, так как она имеет много изоляционных деталей, которые в процессе хранения и сборки могли увлажниться. Существует три основных метода сушки выемной части трансформаторов: потерь в обмотке, потерь от постороннего источника тепла и потерь в стали. Наиболее распространенный и доступный в ремонтной практике — это метод потерь в стали, или метод индукционного нагрева. При этом методе на наружные стенки бака, предварительно утепленные асбестом, наматывают изолированный провод. Необходимое количество витков определяют расчетом или опытом. По обмотке пропускают расчетный ток при определенном напряжении.
Перед сушкой необходимо слить масло из бака трансформатора, бак утеплить и намотать на бак трансформатора намагничивающую обмотку. По этой обмотке пропускают переменный ток. Вихревые токи, индуктируемые в стали бака переменным магнитным потоком, нагревают бак до температуры 100. 105°С. Для контроля за температурой в магнитопровод встраивают термопары. Схема сушки трансформатора приведена на рисунке 16.3.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Ремонт бака, крышки, расширителя, термосифонного фильтра и арматуры
При ремонте трансформаторов проверяют состояние сварных швов бака, протекает ли масло из арматуры, целость резьбы крепежных деталей, наличие и состояние уплотняющих прокладок, крепление фланца предохранительной трубы на крышке, целость мембраны предохранительной трубы. Замеченные неисправности устраняют.
Поврежденные участки сварного шва вырубают зубилом и, очистив от грязи и масла, сваривают вновь; протекание масла в местах соединения циркуляционных труб с баком устраняют чеканкой, а из пробкового крана- притиркой пробки абразивными порошками; крепежные детали (болты, гайки, винты) с сорванной резьбой заменяют новыми; уплотняющие резиновые прокладки заменяют прокладками из маслостойкой резины; поврежденную стеклянную диафрагму, установленную на предохранительной трубке и прокладку, потерявшую упругость, заменяют новыми. Внутреннюю полость предохранительной трубы очищают от грязи, протирают тряпками и промывают чистым трансформаторным маслом. Поврежденную или потерявшую эластичность резиновую прокладку между фланцем предохранительной трубы и крышкой бака заменяют прокладкой, изготовленной из листа маслостойкой резины толщиной не менее 8 мм.
Расширитель, термосифонный фильтр, воздухоосушитель и маслозапорную арматуру разбирают, очищают от шлама и грязи, промывают в трансформаторном масле, а затем собирают. Покрытые ржавчиной поверхности очищают стальными щетками и окрашивают. В фильтрах и воздухоосушителях заменяют силикагель (свежим или восстановленным). Газовое реле, термометрический сигнализатор, пробивной предохранитель и другие контрольные и защитные приборы ремонтируют в соответствующих лабораториях (электрической, электротехнической, контрольно-измерительных приборов).
Отремонтированные и изготовленные сборочные единицы и детали после проверок и испытаний поступают в отделение сборки.
Сборка трансформаторов
Сборку трансформатора начинают со сборки его основной части-каркаса (остова) магнитопровода. К месту работы доставляют полный комплект изолированных пластин, изоляционных деталей, приспособлений и инструмента и располагают в таком порядке, чтобы при выполнении операций не нужно было делать лишних движений.
Магнитопроводы в зависимости от габаритных размеров собирают на металлических столах, приспособлениях или кантователях.
Пластины собранного магнитопровода неплотно прилегают одна к другой, поэтому его сначала прессуют, устанавливая груз или стягивая пластины временными шпильками, а затем проверяют по всему периметру толщину магнитопровода. Надевают на стяжные шпильки бумажно-бакелитовые трубки, электрокартонные и стальные шайбы, навинчивают гайки и слегка стягивают. Затем устраняют неровности и прессуют магнитопровод до требуемого размера (равномерно закручивая гайки на шпильках). После этого к нижним ярмовым балкам крепят опорные палки. Полностью собранный магнитопровод стропят, поднимают. Ставят вертикально на шпалы и устанавливают вертикальные прессующие шпильки.
После выполнения всех операций сборки магнитопровод осматривают, окончательно подтягивают шпильки, измеряют мегаомметром сопротивление изоляции ярмовых балок и шпилек по отношению к активной стали.
Полностью собранный магнитопровод доставляют в обмоточное отделение, где сначала расшихтовывают верхнее ярмо, устанавливают ярмовую изоляцию и изоляционные цилиндры, а затем насаживают обмотки на стержни и шихтуют верхнее ярмо.
При ремонте трансформаторов небольшой мощности в электроремонтном цехе магнитопровод собирают полностью (но без шихтовки верхнего ярма). На стержне такого магнитопровода насаживают обмотки НН и ВН. Изолируют их и только затем шихтуют верхнее ярмо и полностью собирают магнитопровод.
Заключительными операциями первого этапа сборки трансформатора являются сборка и соединение схемы обмоток.
Обмотки современных трансформаторов, применяемых в электроустановках промышленных предприятий, как правило, соединены “звездой” (в редких случаях- “треугольником”). В конце обмоток соединяют пайкой специальными паяльниками. После пайки участки соединения очищают от выступающих частиц припоя, изолируют лакотканью шириной 20-25 мм и покрывают лаком ГФ-95.
Для обеспечения высокой электрической прочности изоляции активную часть трансформаторов подвергают сушке, в результате которой удаляется влага из его твердой изоляции. Существуют различные способы сушки трансформаторов (например, в специальном шкафу, инфракрасными лучами, методом индукционных потерь, токами КЗ и др.).
После окончания сушки выполняют так называемую “отделку” активной части: подпрессовывают обмотку вертикальными шпильками верхнего и нижнего ярм магнитопровода. Затем проверяют сопротивление изоляции обмоток, стяжных шпилек и ярмовых балок и переходят к операциям второго этапа сборки трансформатора.
Крышки трансформаторов мощностью до 560 кВ*А устанавливают на подъемных шпильках магнитопровода и снабжают необходимыми деталями, а более мощных- комплектуют отдельно и закрепляют на подъемных шпильках выемной части или баке.
При этом особое внимание обращают на правильность установки уплотняющих прокладок, прочность затяжки гаек, правильность присоединения отводов к вводам и переключателю, уплотнения, исключающих протекание масла.
Активную часть с закрепленной на ней крышкой стропят за подъемные кольца тросами, поднимают краном и медленно опускают в бак, соблюдая меры предосторожности. Монтируют крышку, равномерно затягивают болты по всему периметру; на крышке устанавливают кронштейны, на которых крепят расширитель с маслоуказатем; располагают предохранительную трубу; устанавливают реле и пробивной предохранитель.
После сборки трансформатора перед заполнением его маслом еще раз проверяют мегомметром на 1000 В электрическую прочность изоляции обмоток. Затем трансформатор заполняют до требуемого уровня сухим трансформаторным маслом соответствующей электрической прочности, проверяют герметичность арматуры и установленных на крышке деталей, а также отсутствие течи масла из соединений и сварных швов.
Затем трансформатор подвергают электрическим испытаниям, объем и нормы которых установлены ГОСТом.
Техническое оснащение
трансформатор силовой ремонт мощность
Оборудование для обработки трансформаторного масла: устройство для обработки масла; цеолитовая установка для сушки масла; маслоочистительная установка; маслонагреватель; фильтры тонкой очистки; фильтр-пресс; электронасос центробежный, герметичный; электронасос шестеренчатый; установка для обработки масла; машина маслоочистительная; оборудование для вакуумировки трансформатора; вакуумные насосы пластинчатые, роторные, поршневые; оборудование для подсушки изоляции; устройство для подсушки изоляции; устройство для подогрева.
Электрооборудование: светильник ручной; электродрель.
Приборы: прибор для испытания электрической прочности масла; хроматограф; прибор для контроля влажности; психрометр аспирационный; течеискатель ультразвуковой; мегаомметр; комплект измерительных приборов для контроля тока и напряжения; термометр стеклянный.
Оснастка: подол плоский; лестницы деревянные; стропы; шпалы деревянные.
Инструменты общего назначения: инструмент слесарно-монтажный; зубило; ключи гаечные двухсторонние, односторонние; кернеры; кисти; киянки формировочные; кувалда; ножницы ручные для резки металла; круглогубцы; молоток; напильник; отвертки плоские, крестообразные; плоскогубцы; пассатижи; клейма ручные буквенные и цифровые; кусачки; шкурка шлифовальная тканевая; метчики гаечные; ножовка по дереву; лом монтажный; уровень строительный.
Измерительный инструмент: динамометр пружинный; микроомметр; линейка измерительная, металлическая; нутромер микрометрический; штангельциркуль; рулетка; лупа; набор щупов.
Электроизоляционные материалы: картон электроизоляционный; бумага кабельная; бумага крекированная; бумага для фильтрования; бумага телефонная; бумага электроизоляционная; бумага бакелизированная; бумага лакировальная кабельная; лакоткань; лента крекированная.
Лакокрасочные материалы: краски масляные; лак электроизоляционный, бакелитовый; олифа натуральная.
Нефтепродукты: масла трансформаторные; бензин автомобильный; солидол жировой; смазка литол; керосин для технических целей; смазка циатим; Уайт-спирит; ацетон технический.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.


Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Источник