Ремонт деталей переднего моста ЗИЛ-130
Балка передней оси. Балка изготовлена из стали 45 (ГОСТ 1050— 60), имеет твердость НВ 241—285. Основные дефекты детали приведены в табл. 63.


Балку передней оси на изгиб и скручивание проверяют на стенде или при помощи приспособления ( рис. 145). До проверки и правки балки зачищают забоины на торцах отверстия под шкворень и площадки под рессоры.
Приспособление устанавливают опорами 5 на площадки балки передней оси, фиксируя его в отверстиях под шипы рессор. Призму 3 приспособления направляют по фиксатору 2, установленному в отверстие под шкворень и закрепленному при помощи разжимной цанги /. Изгиб, скручивание и величину наклона отверстия под шкворень определяют по шкалам 4.
При необходимости балку правят в холодном состоянии на гидравлическом стотонном прессе или стенде. Стенд для холодной правки балки ( рис. 146) состоит из станины, пяти гидравлических домкратов, гидравлического привода и пульта управления. На стенде можно деталь править в различных плоскостях и проверять величины ее изгиба и скручивания.
Допустимый прогиб балки в горизонтальной плоскости должен быть± 1,5°, в вертикальной ± 30′, а допустимое скручивание —

±1,5°. Площадки крепления рессор должны лежать в одной плоскости в пределах 1,0 мм и быть перпендикулярны оси симметрии детали. Угол наклона оси отверстия под шкворень к вертикальной оси должен быть 8° ± 15′.
Рис. 145. Приспособление для проверки балки передней оси
Изношенное отверстие под клин шкворня восстанавливают развертыванием до ремонтных размеров: первый размер — 14,5+0,12 мм, второй — 15.0+0,12 мм.

Рис. 146. Стенд для холодной правки балок передних осей
Техническая характеристика станка
Расточная головка Фрезерная головка
Число оборотов шпин- Число оборотов фрезы 460 об/мин
деля — 460 об/мин Подача — 0,2 мм/об
Подача — 0,2 мм/об Ход штока цилиндра 140 мм
Ход штока цилиндра 350 мм Электродвигатель:
Электродвигатель: ния ротора . . 920 об/мин
скорость враще- мощность . 1,7 кет
ния вала ротора 920 об/мин
мощность — 1,7 кет
Балку закрепляют на столе станка прихватами и фрезеруют торцы бобышек «как чисто», выдерживая размер не менее 89 мм. Фрезерование выполняют парными фрезами, выдерживая перпендикулярность оси под шкворень. Допустимое отклонение для нижнего торца не более 0,10 мм и для верхнего торца не более 0,15 мм на длине 100 мм.
При небольших износах отверстий под шкворни отверстия протягивают на протяжном станке модели 7А 520 до ремонтных размеров:
первый размер — 38,25+0,035+0,010 мм, второй размер — 38,5+0,035+0,010 мм-При этом устанавливают шкворни увеличенных диаметров.

Рис. 147. Станок для обработки балки передней оси:
1/ — станина; 2 —направляющая; 3 — гидравлический цилиндр; 4 — суппорт; 5 —расточная головка; 6 — прихваты; 7—стол; 8 — основание; 9 — цилиндр поперечной подачи; 10 — механизм подъема суппорта
Отверстия под шкворень, превышающие ремонтные размеры, растачивают на станке ( рис. 147) под ремонтную втулку до диаметра 44+0,05 мм. В расточенное отверстие запрессовывают втулку так, чтобы радиусная канавка во втулке совпадала с отверстием под клин. Запрессованную втулку растачивают под номинальный размер диаметром 38+0,035+0,010 мм и подрезают торец бобышки с двух сторон «как чисто», но не менее размера 89,0 мм. Неперпендикулярность торцов относительно отверстий не должна превышать 0,1 мм.
Изношенные площадки под рессоры фрезеруют на вертикально-фрезерном станке модели 615 торцовой фрезой со вставленными ножами диаметром 200 мм, изготовленными из сплава Т15К6 (ГОСТ 8529—57). Фрезерование выполняют «как чисто». Толщина площадки под рессоры должна быть не менее 14,5 мм.
Изношенные отверстия под центрирующие выступы рессоры рассверливают и развертывают под ремонтные втулки до диаметра 15+0,02 мм на глубину 15 мм. В рассверленные отверстия запрессовывают втулки заподлицо с основным металлом и далее сверлят отверстие диаметром 11 мм на глубину 8 мм.
Поворотная цапфа. Цапфа изготовлена из стали 40Х (ГОСТ 4543— 61), твердость НВ 241—285. Основные дефекты поворотной цапфы приведены в табл. 64.


Перед восстановлением поворотной цапфы хромированием или осталиванием проверяют центровые фаски и при необходимости исправляют их.
Под гидравлическим прессом выпрессовывают втулки. Поворотные цапфы, имеющие небольшие износы шеек подшипников, шлифуют под хромирование на круглошлифовальных станках моделей 3160А, ЗА154 шлифовальным кругом ПП 600 X 32 X 305 Э 40-25 61-6М2К под размер меньше номинального на 0,12—0,15 мм.
Хромированные поворотные цапфы должны иметь припуск 0,13— 0,15 мм на шлифовку шеек подшипников.
Изношенные шейки под подшипники поворотной цапфы свыше 0,15 мм осталивают.
После хромирования или осталивания шейки шлифуют на кругло-шлифовальном станке: наружную до размера 40-0,010-0,027 мм на длине 34 мм, внутреннюю до размера 55-0,012-0,032 мм на длине 61 мм, выдерживая радиус закругления шейки у фланца R = 6+1 мм и биение посадочных шеек под подшипники не более 0,025 мм.
При износе кольца под сальник ступицы переднего колеса посадочную поверхность шлифуют под хромирование или осталивание. Слой электролитического осажденного металла должен быть в пределах
0,3—0,5 мм с последующей обработкой под номинальный размер

Втулки шкворня запрессовывают под гидравлическим прессом ГАРО модели 208 на подставке заподлицо с торцами цапфы. Втулки должны быть запрессованы с натягом 0,100—0,175 мм с последующим протягиванием до размеров, указанных в табл. 65.
При отсутствии протяжного станка втулки шкворня уплотняют,
развертывают напроход и зенкуют фаски 1 X 45о. После протягивания или развертывания в линию оси отверстий втулок шкворня должны лежать на одной прямой с точностью 0,015 мм. При этом контрольный палец должен одновременно проходить через два отверстия.
Поврежденную резьбу под гайку цапфы восстанавливают сваркой с последующей механической обработкой.
Перед сваркой проверяют центровые фаски и при необходимости исправляют их. Резьбу наплавляют плотным круговым швом до диаметра 42,0 мм на установке для вибродуговой наплавки типа УАНЖ-6 НИИАТ без охлаждающей жидкости.
Техническая характеристика режимов наплавки
Материал электродной проволоки . . сталь 50
Диаметр, мм — 1,6—1,8
Вылет из мундштука, мм — 12—15
Смещение электродной проволоки против
хода вращения детали, мм — 10—12
Скорость подачи проволоки, м/мин . . 1,0—1,3
Шаг наплавки, мм/об — 3,0
Скорость вращения детали, об/мин — 5
Напряжение, в — 14—]6
Сила тока, а — 150—180
При отсутствии установки для механизированной наплавки резьбовой конец наплавляют ручной дуговой сваркой электродом марки УОНИ-13/55 или ОММ-5 05 мм и силой тока 160—180 а.
Наплавленную часть поворотной цапфы обрабатывают на токарном станке 1К62 под резьбу и нарезают резьбу М36 X 2кл1.
На универсально-фрезерном станке типа 6М-80Г фрезеруют лыску на резьбовом конце цапфы.
Обработанный резьбовой конец поворотной цапфы нагревают в соляной ванне в течение 30 мин до температуры 860° С, выдерживают при этой температуре 15 мин, затем охлаждают на воздухе и промывают в 5%-ном растворе соды при 80—90о С. Далее зачищают заусенцы и прогоняют резьбу плашкой по всей длине.
Шкворень поворотной цапфы. Шкворень изготовлен из стали 18ХГТ (ГОСТ 4543—61), цементирован на глубину 1,0—1,4 мм с последующей закалкой и отпуском до твердости НRС 62—65.
При износе до диаметра менее 37,983 мм шкворень восстанавливают хромированием или осталиванием. Толщина слоя хрома должна быть не более 0,15 мм с припуском на шлифование 0,05—0,1 мм. При осталивании слой покрытия должен быть не менее 0,3 мм. Остали-вание выполняют при температуре электролита 80° С и плотности тока 50 а/дм2. Твердость осталенного покрытия должна быть НRС 55,0—60,0.
После хромирования или осталиваиия шкворень шлифуют под номинальный или один из ремонтных размеров: 1-й размер — диаметр 38,25-0,017 мм, 2-й размер — диаметр 38,5-0,017 мм.
У отремонтированного шкворня слой покрытия не должен иметь трещин, задиров, отслоения слоя хрома или стали. Эллипсность и конусность шкворня не должны превышать 0,01 мм.
Ступица переднего колеса. Ступица изготовлена из ковкого чугуна КЧ 35-10 (ГОСТ 1215—59) и имеет твердость не более ИВ 163. Основные дефекты ступицы переднего колеса приведены в табл. 66.
Изношенные отверстия под наружные кольца внутреннего и наружного подшипников растачивают со снятием слоя металла 1,5—2 мм на сторону под вибродуговую наплавку. Расточенное отверстие наплавляют на вибродуговой установке типа УАНЖ-6 НИИАТ плотным слоем металла толщиной 1,75—2 мм на сторону.
Техническая характеристика режимов наплавки отверстий
под наружные кольца внутреннего и наружного подшипников ступицы
Проволока марки — Св-08;
Диаметр, мм — , 1,6
Скорость подачи проволоки, м/мин . . 1,4
Вылет проволоки из мундштука, мм . . 15—18
Шаг наплавки, мм/об — 2,5
Угол подвода проволоки, град — 90
Скорость вращения ступицы при наплавке, об/мин:
гнезда внутреннего подшипника . . 1,3
Сила тока, а — 80
Напряжение, в — 16—17


Наплавленные отверстия под наружные кольца внутреннего и наружного подшипников растачивают под номинальный размер.
При восстановлении отверстия под наружное кольцо внутреннего подшипника с отломленным буртом ( рис. 148) отрезают отломленный буртик ступицы с радиусной выточкой, выдерживая размер 42,5±0,3 мм, и растачивают отверстие до 0126+0,08 мм на глубину 42,5±0,3 мм. В расточенное отверстие запрессовывают втулку, подрезают торец до размера 58,5±0,3 мм, обтачивают втулку поверху до диаметра 132 мм на длине 16 мм, выточку радиусом 2,5 мм и радиусный переход 2 мм к торцу ступицы. Затем растачивают отверстие во втулке до номинального размера
Рис. 148. Восстановление отверстия с обломленным буртом
120-0,024-0,059 мм на глубину 58,6±0,3 мм с конусным отверстием под углом 5° на глубину 12 мм и снимают фаски 1 Х45°. При ремонте отверстия под наружное кольцо наружного подшипника постановкой втулки изношенное отверстие растачивают, запрессовывают в него одну втулку, подрезают торец заподлицо с основным металлом, растачивают отверстие во втулке до диаметра 90-0,024-0,059 мм на глубину 34 мм и снимают фаску 1 X 45°.
После восстановления посадочных гнезд подшипников в ступице переднего колеса отверстия должны быть концентричны в пределах 0,06 мм. Указанные поверхности также должны быть концентричны цилиндрической посадочной поверхностью под тормозной барабан в пределах 0,15 мм при 0150 мм и перпендикулярны поверхностям прилегания тормозного барабана и диска колес. Допустимое отклонение не должно превышать 0,15 мм на радиусе 100 мм.
Изношенное отверстие под шпильки крепления тормозного барабана рассверливают до диаметра 15,8мм напроход, цекуют отверстие до 25 мм на глубину 2,5 мм, развертывают рассверленное отверстие до диаметра 16+0,019 мм и запрессовывают втулку до упора.
Изношенные отверстия под шпильки крепления диска колес рассверливают и развертывают до диаметра 24+0,045 мм, запрессовывают ремонтную втулку, зенкуют углубление 5 мм в двух местах на стыке запрессованной втулки и фланца ступицы, затем приваривают втулку электродом Э-34 постоянным током 90—-130 а с последующей зачисткой сварного шва. В приваренной втулке развертывают отверстие под размер 20+0,045 мм.
При повреждении резьбы под винты крепления крышки ступицы рассверливают отверстие с поврежденной резьбой до 08,3 мм на глубину 18 мм и нарезают ремонтную резьбу М10 X 1,5 на глубину 12 мм.
Источник
Ремонт переднего моста
Дефекты деталей переднего моста:
- прогиб оси;
- износ шкворней, втулок и опорных подшипников;
- разработка отверстий в оси под шкворни;
- износ подшипников цапф и мест их посадки;
- срыв резьбы на концах шеек цапф.
Разборка переднего моста
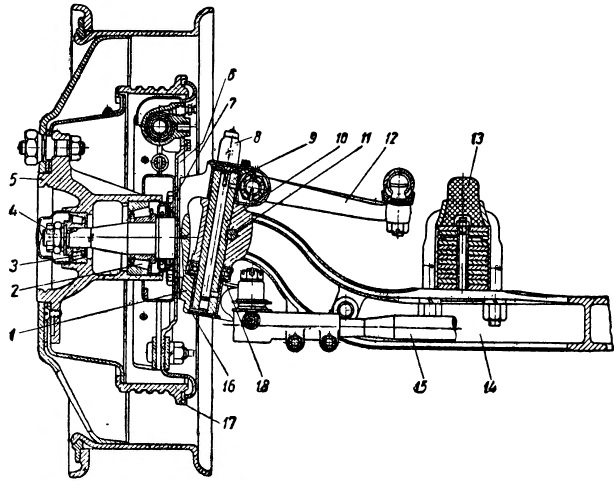
Рис. Передний мост автомобиля ГАЗ-51:
1 — цапфа; 2 и 3 — конические подшипники; 4 — гайка; 5 — ступица; 6 — защитный диск; 7 — сальник; 8 — автоматическая масленка; 9 — втулка; 10 — шкворень; 11 — стопор; 12 — рычаг поворотной цапфы; 13 — резиновый буфер; 14 — передняя ось; 15 — поперечная тяга; 16 — заглушка; 17 — тормозной барабан; 18 — шариковый упорный подшипник.
При разборке переднего моста автомобиля ГАЗ-51 необходимо выполнить следующие операции:
- отъединить тяги рулевого управления;
- расшплинтовать, отвернуть гайки и вынуть рычаги поворотных цапф;
- освободить стремянки и снять рессоры;
- снять колпаки, расшплинтовать и отвернуть гайки и снять ступицы с наружными коническими роликовыми подшипниками и тормозным барабаном;
- разобрать и снять детали тормозного механизма;
- отъединить от фланцев цапф защитные тормозные диски;
- отвернуть автоматические масленки (сверху) и гайки, выбить стопоры шкворней, вынуть шкворни и отъединить от оси цапфы вместе с упорными шариковыми подшипниками передней оси.
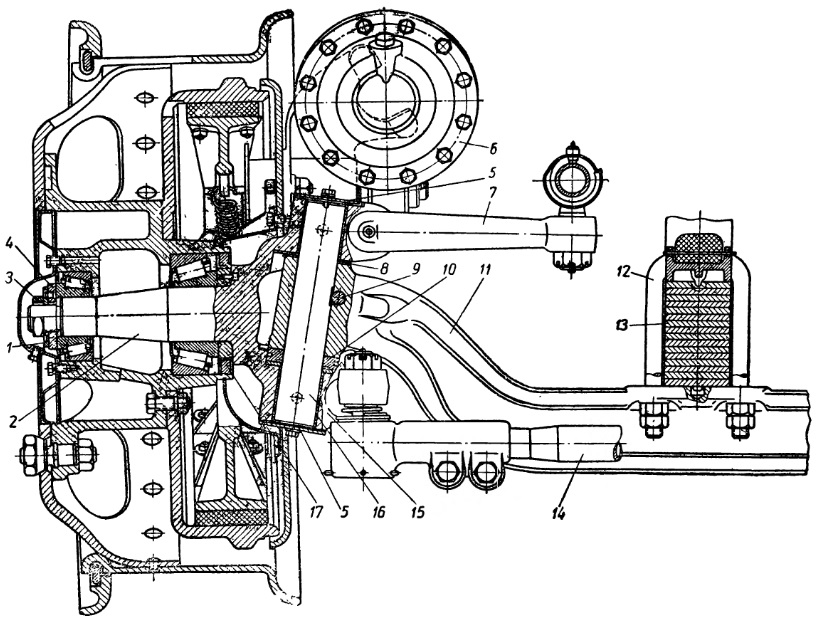
Рис. Передний мост автомобиля ЗИС-150:
1 — замочная шайба; 2 — поворотная цапфа; 3 — контргайка; 4 — гайка: 5 — крышка шкворня; 6 — тормозная камера; 7 — поворотный рычаг; 8 — шайба; 9 — стопор ; 10 — бронзовый подпятник шкворня; 11 — передняя ось; 12 — стремянка; 13 — рессора; 14 — поперечная рулевая тяга; 15 — шкворень; 16 — втулка шкворня; 17 — сальник ступицы.
При разборке переднего моста автомобиля ЗИС-150 необходимо:
- отъединить поперечную рулевую тягу 14, расшплинтовать и отвернуть гайки и вынуть рычаг 7 поворотной цапфы;
- разъединить штоки тормозных камер и отвернуть камеры;
- отвернуть стремянки 12 и снять рессоры 13;
- снять колпаки, отвернуть контргайки 3, снять замочные шайбы 1, отвернуть гайки 4 и снять ступицы с тормозными барабанами;
- разобрать и снять детали тормозного механизма в порядке, указанном выше;
- отвернуть крышки 5 шкворней, гайки стопоров и удалить конусные стопоры шкворней;
- вынуть шкворни 15, отъединить цапфы от передней оси 11, удалить бронзовые подпятники 10 шкворней;
- снять с шеек цапф внутренние роликовые подшипники и выпрессовать бронзовые втулки из проушин поворотных цапф.
Ремонт передней оси
Прогиб передней оси вызывает повышенный износ шин, нарушение взаимной установки передних колес и вследствие этого затрудняет управление автомобилем.

Рис. Проверка передней оси автомобиля ГАЗ-51:
1 — стержень; 2 — угольник; 3 — передняя ось; 4 — призма.
Для определения прогиба оси в отверстия под шкворни вставляют стержни, а на площадки крепления рессор — призмы (призмы на площадках центрируют). Затем устанавливают специальный угольник, имеющий угол в соответствии с конструкцией данной оси (для автомобилей ГАЗ-51 и ЗИС-150 угол = 82°). По зазору между угольником и призмами определяют величину и направление прогиба в вертикальной плоскости, а по отклонению угольника от оси призм — в горизонтальной плоскости. Проверку делают поочередно по двум стержням. Прогиб оси может быть также определен и шаблоном, изготовленным по конфигурации новой оси.
Ось правят под прессом в холодном состоянии. Нагрев оси вызывает нарушение ее термической обработки и допускается в исключительных случаях, когда невозможно выполнить правку в холодном состоянии (например, скручивание и большой изгиб, вызванные аварией).
Изношенные отверстия под шкворни можно восстановить развертыванием их под увеличенный размер шкворня (для шкворней, не имеющих шарико-роликовых подшипников) или развертыванием с последующей запрессовкой в них стальных втулок.
Запрессованные стальные втулки обрабатывают под номинальный или уменьшенный размер шкворня, чтобы использовать старые, перешлифованные шкворни. Изношенные отверстия также восстанавливают металлизацией их с последующей разверткой под номинальный размер.
Ремонт шкворня
При работе изнашивается поверхность шкворня в местах установки поворотной цапфы. Восстановить шкворень до номинального диаметра можно путем хромирования. Шкворни, не имеющие шарико-роликовых подшипников (автомобиль ЗИС-150), можно перешлифовывать на меньший диаметр с постановкой ремонтных втулок в отверстия оси и в проушины цапф.
Ремонт поворотной цапфы
Изношенные посадочные места под подшипники восстанавливают накаткой, металлизацией, хромированием и наваркой.
Накатку производят на станке рифленым роликом, установленным в специальной державке. После накатки шейки шлифуют под соответствующий размер. Этот способ ремонта — эксплуатационный. Наиболее качественным ремонтом шеек является их хромирование. При невозможности применить этот способ шейки наваривают, а затем подвергают механической и термической обработке.
Изношенную резьбу на конце шейки цапфы удаляют на станке резцом, затем на проточенную шейку наплавляют металл, после чего ее протачивают снова под требуемый размер и нарезают на ней новую резьбу.
Изношенные втулки проушин цапфы восстанавливают развертыванием под увеличенный размер шкворня (автомобиль ЗИС-150) или обжимают, а затем развертывают под номинальный размер шкворня.
Сборка переднего моста
Для сборки переднего моста автомобиля ГАЗ-51 необходимо:
- запрессовать в проушины поворотных цапф с натягом 0,065—0,165 мм стальные втулки 9, залитые свинцовистой бронзой, и развернуть их разверткой под размер шкворня с учетом получения требуемого зазора;
- установить и закрепить гайками рычаги поворотных цапф;
- надеть на ось поворотные цапфы, установить шариковые упорные подшипники 18, вставить шкворни 10, закрепить их стопорами 11 и завернуть автоматические масленки 8;
- собрать тормозные механизмы;
- установить на шейки поворотных цапф отражатели, сальники 7 и роликовые конические подшипники 2;
- запрессовать в ступицы 5 кольца роликовых конических подшипников и привернуть к фланцу ступицы тормозной барабан 17;
- надеть ступицы с тормозными барабанами на шейки цапф, установить роликовые конические подшипники 3 и шайбы; гайками 4 отрегулировать затяжку подшипников; перед установкой ступиц заполнить внутреннюю полость их смазкой;
- завернуть контргайки, зашплинтовать их и установить колпаки;
- прикрепить к поворотным рычагам рулевые тяги и привернуть к площадкам передней оси рессоры.
Сборку переднего моста ЗИС-150 выполняют в такой последовательности:
- Запрессовывают в проушины цапфы бронзовые втулки с натягом 0,086—0,175 мм, затем развертывают их разверткой под размер шкворня с учетом получения зазора в пределах 0,03—0,07 мм.
- Устанавливают в цапфу поворотные рычаги рулевых тяг, закрепляют их гайками и зашплинтовывают.
- Надевают цапфу на конец оси; снизу между проушиной цапфы и осью ставят упорный бронзовый подпятник с сальником, а вверху — шайбы для регулировки зазора. При правильном подборе шайб цапфа должна легко поворачиваться на шкворне и не иметь качки.
- Вставляют шкворень лыской к середине оси и закрепляют его стопором с гайкой. Сверху и снизу привертывают болтами крышки шкворня. Затем собирают и устанавливают вторую поворотную цапфу.
- Привертывают защитные диски к фланцам поворотных цапф и собирают тормозные механизмы.
- Надевают на шейку цапфы сальник и устанавливают внутренний роликоподшипник.
- Запрессовывают в ступицу наружные кольца роликоподшипников, устанавливают тормозной барабан, вставляют шпильки и закрепляют их гайками. Гайки шпилек затягивают до отказа и расклепывают их в четырех точках.
- На шейку цапфы надевают ступицу с тормозным барабаном, устанавливают наружный роликоподшипник, завертывают гайку и регулируют ею затяжку подшипников так, чтобы ступица легко вращалась и не имела осевого зазора более 0,15 мм. После регулировки затяжки подшипников ставят замочную шайбу и завертывают контргайку. Затем собирают вторую ступицу и устанавливают ее на место. При установке ступиц подшипники и внутренняя полость ступицы должны быть заполнены смазкой.
- Присоединяют к поворотным рычагам поперечную рулевую тягу так, чтобы масленки ее наконечников были направлены назад, и затем укрепляют на площадках оси рессоры.
Регулировка схождения и развала передних колес автомобиля
Расстояние между бортами шин передних колес должно быть спереди меньше чем сзади на 8—12 мм у автомобиля ЗИС-150 и на 1,5—3 мм — у автомобиля ГАЗ-51. Такая установка колес уменьшает износ шин.
Для регулировки схождения колес нужно передние колеса установить в положение, соответствующее движению автомобиля по прямой, ослабить гайки болтов наконечников поперечной рулевой тяги и, повернув трубным ключом поперечную тягу, установить нормальную величину схождения.
Схождение и развал передних колес проверяют специальной раздвижной линейкой.
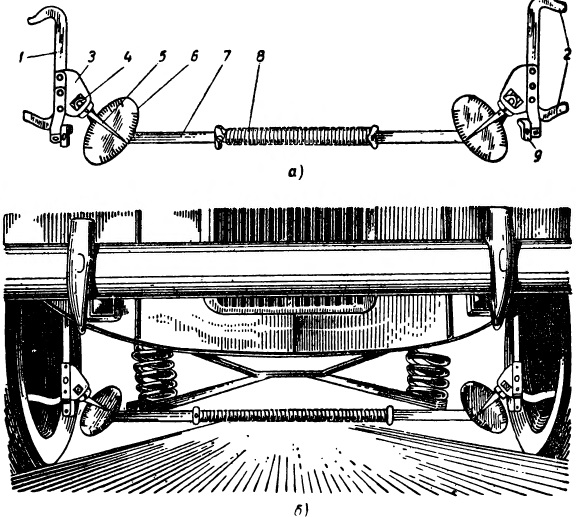
Рис. Проверка схождения и развала передних колес:
а — линейка: б — установка линейки при проверке; 1 — скоба; 2 — плоские упоры скобы; 3 — зубчатый сектор; 4 — цилиндрическая шестерня; 5 — стрелка; 6 — циферблат; 7 — стержень; 8 — пружина: 9 — уровень.
Раздвижная линейка состоит из двух стержней, раздвигаемых пружиной. На концах стержней шарнирно укреплены скобы, имеющие плоские упоры. На скобах укреплены зубчатые секторы, зацепленные с цилиндрическими шестернями, на оси которых укреплены стрелки. При проверке установки колес линейку ставят между колесами так, чтобы упоры скоб плотно прижимались к закраинам дисков колес, а скобы были строго вертикальны. Правильность установки линейки определяют по уровням на нижних упорах скоб. Небольшое отклонение скобы вызывает значительное отклонение стрелки по циферблату (предусмотренное передаточным числом зубчатой передачи). Отклонение стрелки от нулевого положения показывает угол отклонения колеса в градусах или в миллиметрах. Этой же линейкой проверяют и развал колес.
Источник