Ремонт балок переднего моста
Основные дефекты передних мостов: погнутость передней оси, поперечной тяги и поворотных рычагов, износ посадочного места передней оси под шкворень, шкворней и втулок под шкворни, посадочных мест под подшипники поворотных цапф, срыв резьбы. Износ деталей переднего моста нарушает установку передних колес, увеличивает односторонний износ резины на них и затрудняет управление автомобилем.
Преждевременный износ деталей переднего моста вызывается несвоевременной смазкой, ездой на повышенных скоростях по неровной дороге.
Разборка и дефектация деталей. Перед снятием переднего моста с машины регулируют подшипники ступицы и замеряют зазор между втулкой и шкворнем. В грузовых автомобилях этот зазор определяют прибором, разработанным научно-исследовательским институтом автомобильного транспорта ( НИИАТ ). Индикатор прибора закрепляют струбцинами на передней оси I автомобиля- При установке натяга индикатора переднюю ось поднимают так, тобы колесо не касалось земли. Измерительный стержень индикатора подводят к нижней части опорного тормозного диска и уста-вливают с натягом в три-четыре оборота стрелки. При медленном опускании передней оси до соприкосновения с землей индикатор покажет суммарный зазор. Сопряжение с зазором до 1,5 мм считается годным к дальнейшей эксплуатации, при большем зазоре сопряжение разбирают и ремонтируют.
Рекламные предложения на основе ваших интересов:
Передние мосты разбирают на специальных стендах или подставках. Для выпрессовки шкворней, шаровых пальцев, наружных и внутренних колец подшипников качения применяют съемники. Изношенные подшипники, пружины и пробки сочленений рулевых тяг не восстанавливают, а заменяют новыми.
Восстановление деталей. Погнутость и скручивание передней оси определяют различными приспособлениями, шаблонами, линейками, угольниками. Оси правят под прессом в холодном состоянии.
На специализированных авторемонтных предприятиях передние оси проверяют и правят на специальных стендах. Перед проверкой восстанавливают площадки оси для крепления рессор. Площадки наваривают и обрабатывают абразивным кругом на гибком валу.
Ось с трещинами выбраковывают. Отверстия под шкворень при незначительном износе развертывают под увеличенный размер, при больших износах их растачивают. В расточенные отверстия запрессовывают втулки и развертывают их под нормальный размер.
Посадочные поверхности поворотных цапф под подшипники восстанавливают хромированием или железнением с последующим шлифованием под нормальный размер. Допускается восстановление электромеханической обработкой с применением дополнительного материала или без него, но без обработки галтелей цапфы. Можно также восстанавливать посадочные места под подшипники нанесением пленки эластомера ГЭН -150 (В). Применять ручную электродуговую или другие виды электродуговой и газовой наплавки опасно, они понижают усталостную прочность цапфы, что приводит к поломке и аварии.
Изношенные втулки шкворней заменяют новыми. Их развертывают перпендикулярно внутренним торцам втулок, обеспечивая соосность отверстий. Запрессовывают и развертывают одну втулку, вставив направляющий хвостовик развертки в специально оставленную старую втулку, затем запрессовывают и обрабатывают вторую втулку. При запрессовке следят за совмещением отверстий для смазки. После обработки тщательно очищают от стружки поверхности и масляные канавки втулок.
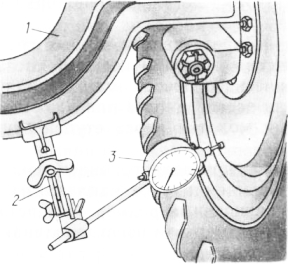
Рис. 1. Измерение зазора между шкворнем и втулкой грузового автомобиля:
1 — передняя ось; 2 — струбцина; 3 — индикатор.
Изношенные отверстия развертывают и в них запрессовывают увеличенные по наружному диаметру втулки с натягом 0,01…0,1 мм.
Поврежденную резьбу хвостовика цапфы протачивают и нарезают новую, ремонтного размера, или наваривают и нарезают резьбу нормального размера.
Для шкворня характерен износ наружной поверхности под втулки. Ее хромируют и шлифуют под нормальный или увеличенный размер.
Иногда шкворни шлифуют до выведения износа, а втулки развертывают под уменьшенный размер шкворня.
Сборка и регулировка переднего моста ведутся на стендах для разборки.
Передние мосты грузовых автомобилей собирают в такой последовательности. Переднюю ось ставят на стенд. В поворотных цапфах закрепляют поворотные рычаги, устанавливают цапфы на ось и монтируют поперечную рулевую тягу. Устанавливают опорные тормозные диски и тормозные колодки. Ставят тормозные барабаны и колеса в сборе. Проверяют правильность установки колес и регулируют угол их схождения и максимальный угол поворота. Определенный угол развала передних колес и угол поворота шкворня назад предусмотрены конструкцией передней оси и поворотных цапф.
Угол развала передних колес проверяют специальным прибором М-2183 ГАРО или специально изготовленным приспособлением, можно также использовать большой угольник и линейку с делениями. Перед измерением должны быть отрегулированы подшипники ступиц колес и шины накачаны воздухом до нормального давления.
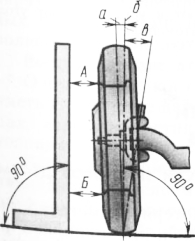
Рис. 2. Схема проверки передних колес
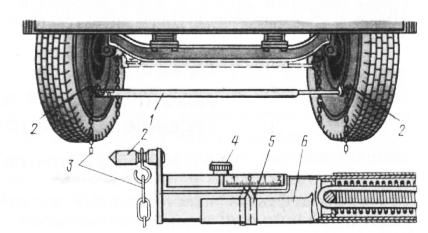
Рис. 3. Проверка схождения колес специальной линейкой:
1 — линейка; 2 — упор; 3 — цепочка; 4 — подвижная шкала; 5 — стрелка-указатель; 6 — раздвижная труба.
Точно так же проверяют развал колес тракторов. Для трактора «Беларусь», например, он равен 4°.
Если развал колес не удовлетворяет техническим требованиям, переднюю ось и шкворневые соединения подвергают повторному ремонту, так как нарушение этого угла приводит к неравномерному износу шин передних колес.
Схождение передних колес проверяют также на ровной площадке специальной линейкой при нормальном давлении в шинах. Линейку располагают впереди передней оси так, чтобы ее упоры прижимались к выпуклым частям шин на уровне горизонтальной плоскости, проходящей через оси колес, или концы ее цепочек касались площадки. В этом положении нулевое деление подвижной шкалы совмещают со стрелкой раздвижной телескопической трубы линейки. Затем перекатывают автомобиль или трактор вперед, чтобы линейка оказалась на таком же уровне сзади передней оси, и по шкале линейки отмечают схождение колес. Если этот размер выходит за пределы допускаемых значений, схождение регулируют изменением длины поперечной тяги. Нормальное схождение колес автомобиля ГАЗ -53 должно быть в пределах 1,5…3 мм, ЗИЛ -130 — 5…8 мм, трактора «Беларусь» — 8…12 мм.
Максимальный угол поворота колес устанавливают специальными упорными болтами. Например, для автомобилей ЗИЛ -130 максимальный угол поворота колес вправо 34°, влево — 36°. Проверяют угол поворота специальным переносным прибором.
Источник
Ремонт деталей переднего моста ЗИЛ-130
Балка передней оси. Балка изготовлена из стали 45 (ГОСТ 1050— 60), имеет твердость НВ 241—285. Основные дефекты детали приведены в табл. 63.


Балку передней оси на изгиб и скручивание проверяют на стенде или при помощи приспособления ( рис. 145). До проверки и правки балки зачищают забоины на торцах отверстия под шкворень и площадки под рессоры.
Приспособление устанавливают опорами 5 на площадки балки передней оси, фиксируя его в отверстиях под шипы рессор. Призму 3 приспособления направляют по фиксатору 2, установленному в отверстие под шкворень и закрепленному при помощи разжимной цанги /. Изгиб, скручивание и величину наклона отверстия под шкворень определяют по шкалам 4.
При необходимости балку правят в холодном состоянии на гидравлическом стотонном прессе или стенде. Стенд для холодной правки балки ( рис. 146) состоит из станины, пяти гидравлических домкратов, гидравлического привода и пульта управления. На стенде можно деталь править в различных плоскостях и проверять величины ее изгиба и скручивания.
Допустимый прогиб балки в горизонтальной плоскости должен быть± 1,5°, в вертикальной ± 30′, а допустимое скручивание —

±1,5°. Площадки крепления рессор должны лежать в одной плоскости в пределах 1,0 мм и быть перпендикулярны оси симметрии детали. Угол наклона оси отверстия под шкворень к вертикальной оси должен быть 8° ± 15′.
Рис. 145. Приспособление для проверки балки передней оси
Изношенное отверстие под клин шкворня восстанавливают развертыванием до ремонтных размеров: первый размер — 14,5+0,12 мм, второй — 15.0+0,12 мм.

Рис. 146. Стенд для холодной правки балок передних осей
Техническая характеристика станка
Расточная головка Фрезерная головка
Число оборотов шпин- Число оборотов фрезы 460 об/мин
деля — 460 об/мин Подача — 0,2 мм/об
Подача — 0,2 мм/об Ход штока цилиндра 140 мм
Ход штока цилиндра 350 мм Электродвигатель:
Электродвигатель: ния ротора . . 920 об/мин
скорость враще- мощность . 1,7 кет
ния вала ротора 920 об/мин
мощность — 1,7 кет
Балку закрепляют на столе станка прихватами и фрезеруют торцы бобышек «как чисто», выдерживая размер не менее 89 мм. Фрезерование выполняют парными фрезами, выдерживая перпендикулярность оси под шкворень. Допустимое отклонение для нижнего торца не более 0,10 мм и для верхнего торца не более 0,15 мм на длине 100 мм.
При небольших износах отверстий под шкворни отверстия протягивают на протяжном станке модели 7А 520 до ремонтных размеров:
первый размер — 38,25+0,035+0,010 мм, второй размер — 38,5+0,035+0,010 мм-При этом устанавливают шкворни увеличенных диаметров.

Рис. 147. Станок для обработки балки передней оси:
1/ — станина; 2 —направляющая; 3 — гидравлический цилиндр; 4 — суппорт; 5 —расточная головка; 6 — прихваты; 7—стол; 8 — основание; 9 — цилиндр поперечной подачи; 10 — механизм подъема суппорта
Отверстия под шкворень, превышающие ремонтные размеры, растачивают на станке ( рис. 147) под ремонтную втулку до диаметра 44+0,05 мм. В расточенное отверстие запрессовывают втулку так, чтобы радиусная канавка во втулке совпадала с отверстием под клин. Запрессованную втулку растачивают под номинальный размер диаметром 38+0,035+0,010 мм и подрезают торец бобышки с двух сторон «как чисто», но не менее размера 89,0 мм. Неперпендикулярность торцов относительно отверстий не должна превышать 0,1 мм.
Изношенные площадки под рессоры фрезеруют на вертикально-фрезерном станке модели 615 торцовой фрезой со вставленными ножами диаметром 200 мм, изготовленными из сплава Т15К6 (ГОСТ 8529—57). Фрезерование выполняют «как чисто». Толщина площадки под рессоры должна быть не менее 14,5 мм.
Изношенные отверстия под центрирующие выступы рессоры рассверливают и развертывают под ремонтные втулки до диаметра 15+0,02 мм на глубину 15 мм. В рассверленные отверстия запрессовывают втулки заподлицо с основным металлом и далее сверлят отверстие диаметром 11 мм на глубину 8 мм.
Поворотная цапфа. Цапфа изготовлена из стали 40Х (ГОСТ 4543— 61), твердость НВ 241—285. Основные дефекты поворотной цапфы приведены в табл. 64.


Перед восстановлением поворотной цапфы хромированием или осталиванием проверяют центровые фаски и при необходимости исправляют их.
Под гидравлическим прессом выпрессовывают втулки. Поворотные цапфы, имеющие небольшие износы шеек подшипников, шлифуют под хромирование на круглошлифовальных станках моделей 3160А, ЗА154 шлифовальным кругом ПП 600 X 32 X 305 Э 40-25 61-6М2К под размер меньше номинального на 0,12—0,15 мм.
Хромированные поворотные цапфы должны иметь припуск 0,13— 0,15 мм на шлифовку шеек подшипников.
Изношенные шейки под подшипники поворотной цапфы свыше 0,15 мм осталивают.
После хромирования или осталивания шейки шлифуют на кругло-шлифовальном станке: наружную до размера 40-0,010-0,027 мм на длине 34 мм, внутреннюю до размера 55-0,012-0,032 мм на длине 61 мм, выдерживая радиус закругления шейки у фланца R = 6+1 мм и биение посадочных шеек под подшипники не более 0,025 мм.
При износе кольца под сальник ступицы переднего колеса посадочную поверхность шлифуют под хромирование или осталивание. Слой электролитического осажденного металла должен быть в пределах
0,3—0,5 мм с последующей обработкой под номинальный размер

Втулки шкворня запрессовывают под гидравлическим прессом ГАРО модели 208 на подставке заподлицо с торцами цапфы. Втулки должны быть запрессованы с натягом 0,100—0,175 мм с последующим протягиванием до размеров, указанных в табл. 65.
При отсутствии протяжного станка втулки шкворня уплотняют,
развертывают напроход и зенкуют фаски 1 X 45о. После протягивания или развертывания в линию оси отверстий втулок шкворня должны лежать на одной прямой с точностью 0,015 мм. При этом контрольный палец должен одновременно проходить через два отверстия.
Поврежденную резьбу под гайку цапфы восстанавливают сваркой с последующей механической обработкой.
Перед сваркой проверяют центровые фаски и при необходимости исправляют их. Резьбу наплавляют плотным круговым швом до диаметра 42,0 мм на установке для вибродуговой наплавки типа УАНЖ-6 НИИАТ без охлаждающей жидкости.
Техническая характеристика режимов наплавки
Материал электродной проволоки . . сталь 50
Диаметр, мм — 1,6—1,8
Вылет из мундштука, мм — 12—15
Смещение электродной проволоки против
хода вращения детали, мм — 10—12
Скорость подачи проволоки, м/мин . . 1,0—1,3
Шаг наплавки, мм/об — 3,0
Скорость вращения детали, об/мин — 5
Напряжение, в — 14—]6
Сила тока, а — 150—180
При отсутствии установки для механизированной наплавки резьбовой конец наплавляют ручной дуговой сваркой электродом марки УОНИ-13/55 или ОММ-5 05 мм и силой тока 160—180 а.
Наплавленную часть поворотной цапфы обрабатывают на токарном станке 1К62 под резьбу и нарезают резьбу М36 X 2кл1.
На универсально-фрезерном станке типа 6М-80Г фрезеруют лыску на резьбовом конце цапфы.
Обработанный резьбовой конец поворотной цапфы нагревают в соляной ванне в течение 30 мин до температуры 860° С, выдерживают при этой температуре 15 мин, затем охлаждают на воздухе и промывают в 5%-ном растворе соды при 80—90о С. Далее зачищают заусенцы и прогоняют резьбу плашкой по всей длине.
Шкворень поворотной цапфы. Шкворень изготовлен из стали 18ХГТ (ГОСТ 4543—61), цементирован на глубину 1,0—1,4 мм с последующей закалкой и отпуском до твердости НRС 62—65.
При износе до диаметра менее 37,983 мм шкворень восстанавливают хромированием или осталиванием. Толщина слоя хрома должна быть не более 0,15 мм с припуском на шлифование 0,05—0,1 мм. При осталивании слой покрытия должен быть не менее 0,3 мм. Остали-вание выполняют при температуре электролита 80° С и плотности тока 50 а/дм2. Твердость осталенного покрытия должна быть НRС 55,0—60,0.
После хромирования или осталиваиия шкворень шлифуют под номинальный или один из ремонтных размеров: 1-й размер — диаметр 38,25-0,017 мм, 2-й размер — диаметр 38,5-0,017 мм.
У отремонтированного шкворня слой покрытия не должен иметь трещин, задиров, отслоения слоя хрома или стали. Эллипсность и конусность шкворня не должны превышать 0,01 мм.
Ступица переднего колеса. Ступица изготовлена из ковкого чугуна КЧ 35-10 (ГОСТ 1215—59) и имеет твердость не более ИВ 163. Основные дефекты ступицы переднего колеса приведены в табл. 66.
Изношенные отверстия под наружные кольца внутреннего и наружного подшипников растачивают со снятием слоя металла 1,5—2 мм на сторону под вибродуговую наплавку. Расточенное отверстие наплавляют на вибродуговой установке типа УАНЖ-6 НИИАТ плотным слоем металла толщиной 1,75—2 мм на сторону.
Техническая характеристика режимов наплавки отверстий
под наружные кольца внутреннего и наружного подшипников ступицы
Проволока марки — Св-08;
Диаметр, мм — , 1,6
Скорость подачи проволоки, м/мин . . 1,4
Вылет проволоки из мундштука, мм . . 15—18
Шаг наплавки, мм/об — 2,5
Угол подвода проволоки, град — 90
Скорость вращения ступицы при наплавке, об/мин:
гнезда внутреннего подшипника . . 1,3
Сила тока, а — 80
Напряжение, в — 16—17


Наплавленные отверстия под наружные кольца внутреннего и наружного подшипников растачивают под номинальный размер.
При восстановлении отверстия под наружное кольцо внутреннего подшипника с отломленным буртом ( рис. 148) отрезают отломленный буртик ступицы с радиусной выточкой, выдерживая размер 42,5±0,3 мм, и растачивают отверстие до 0126+0,08 мм на глубину 42,5±0,3 мм. В расточенное отверстие запрессовывают втулку, подрезают торец до размера 58,5±0,3 мм, обтачивают втулку поверху до диаметра 132 мм на длине 16 мм, выточку радиусом 2,5 мм и радиусный переход 2 мм к торцу ступицы. Затем растачивают отверстие во втулке до номинального размера
Рис. 148. Восстановление отверстия с обломленным буртом
120-0,024-0,059 мм на глубину 58,6±0,3 мм с конусным отверстием под углом 5° на глубину 12 мм и снимают фаски 1 Х45°. При ремонте отверстия под наружное кольцо наружного подшипника постановкой втулки изношенное отверстие растачивают, запрессовывают в него одну втулку, подрезают торец заподлицо с основным металлом, растачивают отверстие во втулке до диаметра 90-0,024-0,059 мм на глубину 34 мм и снимают фаску 1 X 45°.
После восстановления посадочных гнезд подшипников в ступице переднего колеса отверстия должны быть концентричны в пределах 0,06 мм. Указанные поверхности также должны быть концентричны цилиндрической посадочной поверхностью под тормозной барабан в пределах 0,15 мм при 0150 мм и перпендикулярны поверхностям прилегания тормозного барабана и диска колес. Допустимое отклонение не должно превышать 0,15 мм на радиусе 100 мм.
Изношенное отверстие под шпильки крепления тормозного барабана рассверливают до диаметра 15,8мм напроход, цекуют отверстие до 25 мм на глубину 2,5 мм, развертывают рассверленное отверстие до диаметра 16+0,019 мм и запрессовывают втулку до упора.
Изношенные отверстия под шпильки крепления диска колес рассверливают и развертывают до диаметра 24+0,045 мм, запрессовывают ремонтную втулку, зенкуют углубление 5 мм в двух местах на стыке запрессованной втулки и фланца ступицы, затем приваривают втулку электродом Э-34 постоянным током 90—-130 а с последующей зачисткой сварного шва. В приваренной втулке развертывают отверстие под размер 20+0,045 мм.
При повреждении резьбы под винты крепления крышки ступицы рассверливают отверстие с поврежденной резьбой до 08,3 мм на глубину 18 мм и нарезают ремонтную резьбу М10 X 1,5 на глубину 12 мм.
Источник