- Способы ремонта корпусных деталей.
- Ликвидация трещин.
- Ремонт пробоин и сколов производят:
- Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
- Ремонт изношенных отверстий производят:
- Ремонт изношенных гнезд под фиксаторы рукояток производят:
- Тема 4.1. Ремонт базовых и корпусных деталей.
- Ремонт базовых деталей
- 1. Шлифование базовых деталей
- 2. Шабрение
- 3. Проверка направляющих станины
- 4. Регулировка зазоров в направляющих
Способы ремонта корпусных деталей.
Ремонт базовых корпусных деталей является очень ответственным процессом, так как корпус в большинстве случаев несет не только защитную функцию от внешних факторов, которые могут повлиять на работу механизма, но также являлся и базовой опорой для расположенного внутри механизма. При обнаружении каких-либо дефектов, трещин или сколов на корпусе, следует немедленно провести полную диагностику всего аппарата чтобы оценить степень риска его дальнейшего использования и, в кратчайшие сроки восстановить первоначальный вид корпуса.
Ликвидация трещин.
- С помощью стяжек. По обе стороны трещины на некотором удалении от нее сверлят и развертывают два отверстия, в них запрессовывают штифты с выступающими концами. Изготовляют стальную пластину-стяжку с двумя засверленными и развернутыми отверстиями, расстояние между которыми несколько меньше расстояния между штифтами. При возможности трещину стягивают струбциной, стяжку нагревают и надевают на штифты. При своем охлаждении она стягивает трещину.
- С помощью штифтов. Концы трещины, определенные «керосиновым пробоем», засверливают сверлом диаметром 4-5 мм и между ними вдоль трещины тем же сверлом засверливают отверстия на расстоянии 6-7 мм. Во всех отверстиях нарезают резьбу, куда завинчивают резьбовые штифты из мягкой стали или меди, выступающие над поверхностью на 1-2 мм. После этого засверливают отверстия между штифтами с перекрытием их не менее чем на 1/4 диаметра; в отверстиях нарезают резьбу, куда заворачивают штифты, обрубаемые заподлицо. Концы выступающих штифтов расчеканивают и опиливают.
- С помощью накладок. Для предупреждения дальнейшего распространения трещины ее концы засверливают сверлом диаметром 4-5 мм. Из мягкой стали толщиной 4-5 мм вырезают накладку, размеры которой должны не менее чем на 15 мм перекрывать границы трещины. По размерам накладки из листового свинца или картона вырезают прокладку. На расстоянии 10 мм от края и 10-15 мм друг от друга по периметру в накладке и прокладке сверлят сквозные отверстия под винты с резьбой М5-М6 с потайной головкой. По накладке в корпусе по периферии района трещины сверлят отверстия и нарезают резьбу М5-М6. Накладку и прокладку смазывают суриком или клеем (БФ-2, карбинольным клеем-цементом и др.) и прикрепляют винтами к корпусу. Края накладки расчеканивают и опиливают.
- Заваркой с последующей механической обработкой (при необходимости).

Ремонт пробоин и сколов производят:
- Установкой ввертыша. Поврежденное место рассверливают, в нем нарезают резьбу, куда ввертывают и стопорят кернением резьбовую пробку, предварительно смазанную суриком.
- Установкой пробки. Небольшие сколы засверливают и развертывают, в отверстие запрессовывают пробку, опиленную по форме ремонтируемой поверхности.
- Установкой вставки. Сколотое место запиливают или фрезеруют, по форме паза изготовляют вставку, которую запрессовывают в паз. Вставка может дополнительно крепиться винтами.
- Заваркой пробоин наплавкой сколов с последующей механической обработкой.
Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.- Приваркой отломанной части к корпусу.
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.Ремонт изношенных отверстий производят:
- Установкой ремонтной втулки. Изношенное отверстие засверливают и развертывают или растачивают под запрессовку в него ремонтной втулки или стакана. От осевого смещения или проворота втулку (стакан) стопорят установкой винта в разъем с корпусом. В запрессованной втулке растачивают или развертывают отверстие нужного диаметра.
- Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
 Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.Ремонт изношенных гнезд под фиксаторы рукояток производят:
- Установкой ремонтной пробки. Изношенные гнезда засверливают сверлом большого диаметра, нарезают резьбу (разворачивают), заворачивают резьбовую пробку (запрессовывают пробку по посадке с натягом), обрабатывают пробку заподлицо со стенкой корпуса, размечают и засверливают новые отверстия под фиксатор.
- Установкой накладки. При расположении гнезд на выступающих приливах корпуса приливы фрезеруют или запиливают. На обработанные поверхности с помощью винтов с потайной головкой крепят стальную планку толщиной не менее 6 мм, в которой размечают и сверлят отверстия под фиксатор.
При всех способах ремонта корпусных деталей ремонтируемое место предварительно зачищают стальной щеткой или шлифовальной шкуркой. При необходимости соблюдения герметичности корпуса с трещинами и пробоинами после ремонта подвергают гидравлическому испытанию давлением 0,2-0,3 МПа.
Источник
Тема 4.1. Ремонт базовых и корпусных деталей.
Понятие о базовых и корпусных деталях. Износ направляющих станин и технические требования на их ремонт. Определение величины износа направляющих станин. Выбор баз.
Способы устранения износа и других дефектов. Выбор способов ремонта, исходя из экономической целесообразности.
Оборудование, приспособления и инструмент, применяемые при ремонте базовых, корпусных деталей и направляющих станин.
Способы повышения износостойкости направляющих. Методы контроля геометрической точности и качества ремонта. Ремонт сопряжений типа «ласточкин хвост». Ремонт направляющих станин механической обработкой. Восстановление прижимных планок и клиньев. Взаимная пригонка сопряжений деталей по направляющим.
Практическая работа №12
Разработка технологического процесса ремонта направляющих станин.
Литература: [2, с.166-170; 189-226];[5, т.2, с.322-354];[6, с.140-168];[7, с.72-120]; [12, с.171-207].
Методические указания
В данной теме и в последующих темах данного раздела необходимо использовать те способы восстановления деталей, которые рассматривались в разделе 3. Кроме того, нужно умело использовать типовые технологические процессы ремонта деталей имеющиеся в учебниках, справочниках, ОГМ. Изучая технологические процессы ремонта таких сложных деталей как станины и корпусные детали, следует помнить, что ремонт любой детали начинается с восстановления тех поверхностей, которые будут приняты за технологические базы при дальнейшем ремонте.
Вопросы для самоконтроля:
- Дайте определение понятиям « базовая деталь», « корпусная деталь», « направляющие», « станина».
- Приведите классификацию направляющим по конструктивным признакам.
- Перечислить факторы, оказывающие влияние на износ поверхности направляющих станин
- Перечислить способы повышения износостойкости направляющих.
- Приведите возможные способы восстановления направляющих в зависимости от величины износа.
- Привести технологическую последовательность восстановления трещин корпусных деталей различными способами.
- Какой общий недостаток ремонта плоских направляющих строганием, фрезерованием, шлифованием?
- Что принимается за исходную базу при ремонте станин с неразъемной шпиндельной бабкой? Почему?
Тема 4.2. Ремонт деталей механизмов вращательного движения.
Ремонт валов и осей. Виды и причины износа валов и осей. Способы ремонта. Выбор баз. Способы правки валов. Особенности ремонта тяжелонагруженных и длинных валов.
Ремонт шпинделей станков.
Виды и причины износа шпинделей. Восстановление поверхностей шпинделей.
Ремонт подшипников скольжения. Типы подшипников. Характер и причины износа подшипников. Определение дефектов и способы ремонта подшипников. Особенности ремонта разъёмных подшипников. Пригонка новых вкладышей. Заливка вкладышей баббитом и другими материалами. Применение биметаллических втулок и вкладышей.
Ремонт деталей подшипниковых узлов качения. Ревизия подшипников качения. Основные признаки неисправной работы подшипниковых узлов. Регулирование подшипников качения. Дуплексация подшипников качения. Приспособление для дуплексации подшипников качения. Особенности ремонта деталей подшипниковых узлов качения.
Оборудование, инструменты и приспособления, применяемые для ремонта деталей механизмов вращательного движения.
Контроль качества ремонта механизмов вращательного движения.
Практическая работа N13.
Разработка технологического процесса ремонта типовых деталей механизмов вращательного движения.
Литература: [2, с.226-235];[6, с.108-122];[5, т.2, с.143-160; 217-228];[12, с.105-121].
Методические указания
Данная тема ознакомит с технологией восстановления деталей механизмов вращательного движения. Из курса «Техническая механика» необходимо вспомнить основные виды поверхностей валов, осей, шпинделей, материал, из которого они изготавливаются. Используя рабочие чертежи узлов, рекомендуется ознакомиться с конструкцией и назначением данных деталей в станках, механизмах и машинах, а также способами их установки.
Все основные операции механической обработки валов производятся обычно в центрах. Центровые отверстия служат базой при изготовлении вала и ремонтных работах. Именно поэтому, после предварительной правки деталей у них зачищают центровые отверстия.
Используя справочную и учебную литературу, вспомните основные схемами обработки поверхностей валов и шпинделей.
В период эксплуатации у валов и осей изнашиваются посадочные шейки, шпоночные и шлицевые пазы, резьбовые поверхности, центровые отверстия, и, кроме того, валы и оси могут быть изогнуты или скручены. Выбор способа ремонта (см. раздел 3) этих деталей в каждом конкретном случае зависит от характера и величины износа и технической оснащенности ремонтной базы. Большинство деталей механизмов вращательного движения имеют посадочные шейки, износ которых проявляется в виде отклонений от круглости и цилиндричности. Необходимо изучить методы восстановления и обработки, применяемое оборудование и инструмент.
Восстановление шпинделей целесообразнее начинать изучать по типовым технологическим процессам ремонта.
Вопросы для самоконтроля:
1. Дайте определение понятиям «вал», «ось», «шпиндель», «подшипник».
2. Что является базой при ремонте валов, осей?
3. Выделите способы ремонта, которые пригодны для шеек валов сопряженных с подшипниками качения; сопряженных с подшипниками скольжения.
4. Установите последовательность восстановления переднего конуса шпинделя.
5. Установите технологическую последовательность ремонта разъемного подшипника с толстостенными вкладышами.
6. Перечислите основные типы уплотнений применяемых в сборочных единицах с подшипниками качения.
7. Что такое дуплексация подшипников? Для чего она применяется?

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Источник
Ремонт базовых деталей
Ремонт начинают с базовых деталей (станин, корпусов коробок). Восстановление базовых деталей производится точно по чертежам или по ремонтным размерам. При этом производится восстановление геометрической формы и чистоты поверхности детали без сохранения ее первоначальных размеров, которые изменились в результате удаления механической обработкой следов износа.
Применяют следующие способы обработки базовых деталей: чистовое строгание широкими резцами, чистовое фрезерование (фрезерование однозубой фрезой с глубиной резания 0,03–0,1 мм и подачей 1,0–2 мм/об, при скорости резания 180–250 м/мин. Достигаемая шероховатость поверхности Ra=2,5 ÷ 1,25 мкм), чистовое шлифование, шабрение и доводочные операции, в том числе обработка торцом чашки алмазного круга, для обеспечения требуемой шероховатости поверхности.
1. Шлифование базовых деталей
Шлифование базовых деталей торцом чашки алмазного круга диаметром 100–175 мм со скоростью 30–40 м/с производится при наклоне оси шпинделя на 1–3° или строго перпендикулярно шлифуемой поверхности (рис. 1).
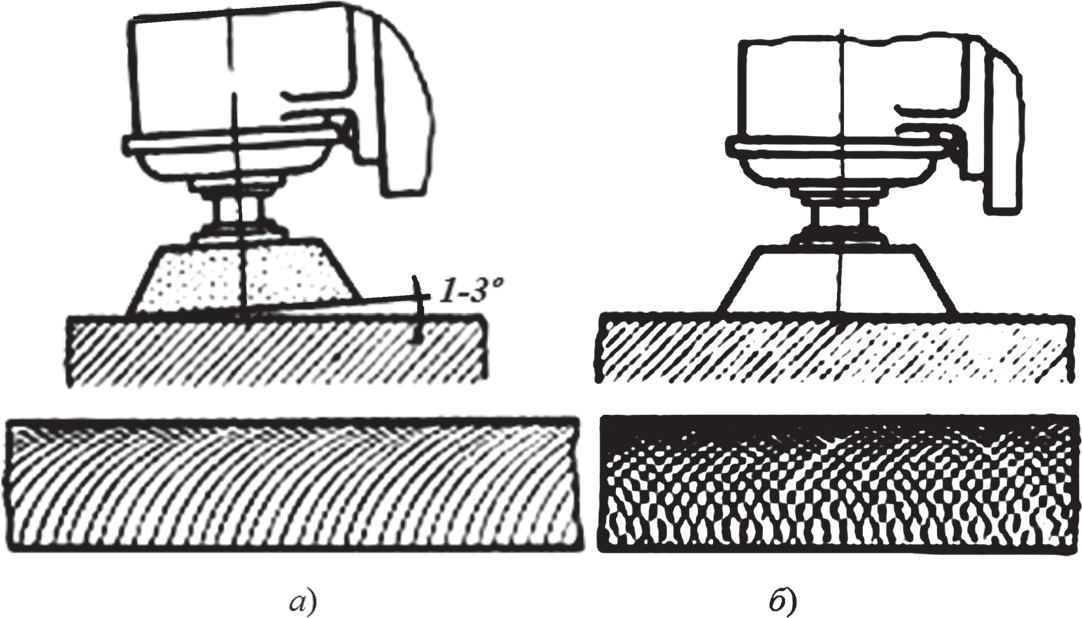
Рис. 1. Шлифование торцом чашки алмазного круга:
а — при наклоне оси шпинделя; б — при перпендикулярном расположении оси шпинделя
Во втором случае качество обработки поверхности получается значительно выше, но ухудшаются условия удаления стружки и теплоотвода, поэтому шлифование необходимо вести на пониженных режимах – при глубине резания не более 0,01 мм.
Точность установки шпинделя перпендикулярно обрабатываемой поверхности определяют по узору на ней, образующемуся в результате пересечения штрихов.
2. Шабрение
Шабрение при ремонте применяют для восстановления поверхностей скольжения в тех случаях, когда нет возможности произвести обработку базовых деталей на станках (табл. 1).
Таблица 1. Области применения шабрения
| Виды шабрения | Число пятен на площади 25х25 мм | Ra, мкм | Область применения |
| Тонкое | Более 22 | 0,08 | Для инструментов и направляющих точных станков |
| Точное | 10 — 14 | 0,63 | Для направляющих скольжения станков средних размеров и для привалочных плоскостей |
| Чистовое | 6 — 10 | 1,25 | Для направляющих скольжения большой ширины, для привалочных плоскостей и плотных стыков |
| Грубое | 5 — 6 | 2,5 | Для пригонки направляющих скольжения, работающих на малых скоростях |
| Обдирочное | 1 — 2 | Подготовка поверхности под более точное шабрение |
Перед шабрением станину устанавливают на регулируемые клиновые опоры, позволяющие выверить направляющие по уровню в продольном и поперечном направлениях.
Шабрение направляющих, например токарного станка, начинают с базовых поверхностей. Базовые поверхности выбирают так, чтобы по ним можно было шабрить и контролировать все остальные направляющие, а также пригонять и устанавливать суппорт, переднюю и заднюю бабки.
Наиболее удобной базой для шабрения будут направляющие под суппорт. Направляющие станины проверяют «на краску» линейкой и специальной плитой, профиль рабочей поверхности которой соответствует профилю обрабатываемых направляющих. На верху плиты находится контрольная площадка, параллельная горизонтальному участку рабочей поверхности, на которую ставят уровень (рис. 2).
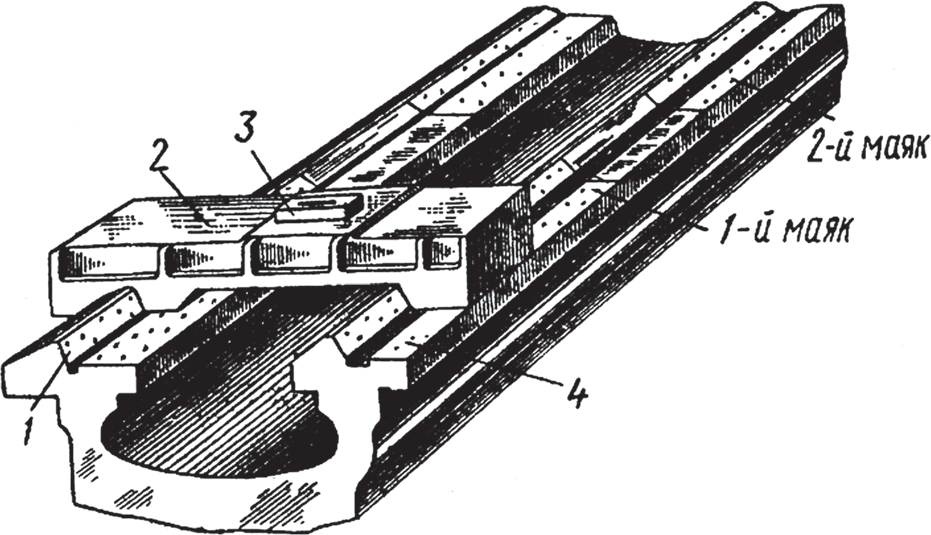
Рис. 2. Схема пробивки маяков на направляющей каретки: 1, 4 — направляющие каретки; 2 — плита для шабрения; 3 — уровень
Призматические и плоские направляющие грубо шабрят (зачищают) по линейке, причем удаляют только «штрихи», т.е. следы режущего инструмента, и после этого на зачищенные плоскости наносят маяки.
Сущность нанесения маяка состоит в том, что на обрабатываемой поверхности шабрят по плите небольшой участок (немного больше длины плиты). Шабрят до тех пор, пока плоскости направляющих не будут равномерно закрашиваться при проверке плитой. Уровень на контрольной площадке плиты не должен показывать отклонений от горизонтальности в продольном и в поперечном направлении. Такие маяки наносят на обоих концах направляющих.
Если шабрение выполняют по линейке и уровню, то на остальной части станины наносят маяки на таком расстоянии друг от друга, чтобы контрольная линейка перекрывала их. Чем ближе расположены маяки друг к другу, тем точнее будет шабрение. Средние маяки наносят так же, как и крайние, но по мере их заглубления шабрение маяков все время проверяют линейкой или мостиком с контрольной площадкой по уровню. Выполняя каждый маяк с контролем его по соседнему, выводят их все на один уровень, в результате чего они должны быть на одной прямой. Располагают и выполняют маяки аккуратно, так как в дальнейшем они являются базой для шабрения участков между ними.
Участки между маяками шабрят по линейке обычным способом с той лишь разницей, что закрашенные пятна на маяках не шабрят. Участки между маяками шабрят до тех пор, пока поверхность между маяками и на маяках не будет покрыта равномерно распределенными пятнами, но в меньшем количестве, чем требуется на окончательно шабренной поверхности. После шабрения участков между маяками проверяют всю направляющую на прямолинейность, выправляют неточности и приступают к отделочному шабрению. Окончательное шабрение выполняют по блеску по плите или суппорту и контролируют всю поверхность по линейке и уровню.
Шабрение нижней части суппорта начинают с пригонки нижних направляющих поверхностей скольжения, сопрягающихся с направляющими станины. Так как длина этих поверхностей небольшая, их шабрят по линейке и станине или по специальной плите, имеющей профиль рабочей поверхности станины (макет станины). Нижние поверхности скольжения нижней части суппорта окончательно шабрят по направляющим станины.
Когда шабрение нижних направляющих нижней части суппорта окончено, начинают шабрить поперечные направляющие, выполненные в виде «ласточкина хвоста», предназначенные для перемещения поперечных салазок.
Для этого сначала грубо шабрят все сопрягаемые поверхности по угловой линейке, чтобы удалить следы режущего инструмента, а затем нижнюю часть 1 суппорта укладывают на станину (рис. 3, а) и шабрят поперечные направляющие, сопрягаемые с салазками (на рисунке показаны жирными линиями) с проверкой по контрольной плите 2.
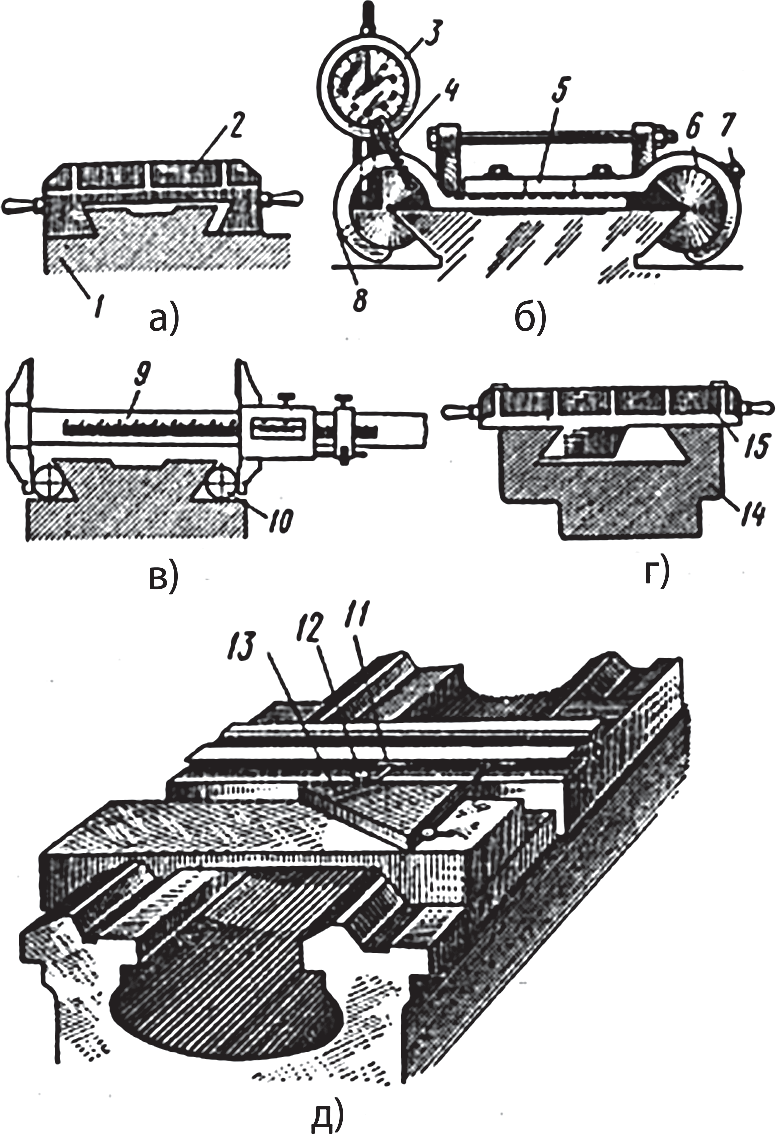
Рис. 3. Шабрение и проверка прямолинейности нижних направляющих суппорта: а, г — шабрение и проверка специальной плитой, проверка направляющих; б — ползушкой с индикатором; в — контрольными валиками; д — ползушкой с индикатором и контрольным угольником
Достигнув равномерного расположения пятен, шабрят вторую наклонную плоскость в виде «ласточкина хвоста». Шабрение поверхности в виде «ласточкина хвоста» периодически проверяют ползушкой, несущей индикатор 3 (рис. 3, б), соединенный с пружиной 4, или двум контрольными валиками 10 и штангенциркулем 9 (рис. 3, в). В ползушке 5 установлены цилиндры 6, закрепленные винтами 7 и штифтом 8.
Перпендикулярность поверхности в виде «ласточкина хвоста» направляющим станины проверяют ползушкой с индикатором и контрольным угольником. Ползушку, имеющую профиль двугранного угла в виде «ласточкина хвоста», плотно прижимают к проверяемой плоскости, а укрепленный на ней индикатор упирают наконечником в полку контрольного угольника (рис. 3, д). Угольник 13 устанавливают на специальной подставке или на плите задней бабки, а одну из его полок располагают параллельно направляющим станины. При перемещении ползушки 11 по всей длине наклонной направляющей в виде «ласточкина хвоста» индикатор 12 будет скользить наконечником по полке угольника и показывать отклонение этой поверхности от перпендикулярности. Если результаты проверки удовлетворительные, то после этого выполняют окончательное шабрение.
Поверхность скольжения поперечных салазок 14 предварительно шабрят с проверкой по плоской поверочной плите, затем с проверкой по специальной плите 15 шабрят наклонную плоскость направляющих (рис. 3, г).
Окончательное шабрение выполняют по направляющим поперечного суппорта. Когда пригонка трех поверхностей (двух плоских и одной наклонной) поперечных направляющих суппорта окончена, пришабривают клин. Для этого окрашивают поверхности, соприкасающиеся с клином, и, надев на них поперечные салазки, легкими ударами молотка вводят клин. Переместив несколько раз поперечные салазки взад и вперед вместе с клином, его вынимают. По следам оставшейся краски на клине выполняют шабрение. После окончательного шабрения клин обрезают по длине и делают вырез под регулировочный винт.
3. Проверка направляющих станины
Для проверки прямолинейности, параллельности и спиральной изогнутости направляющих станины используют различные универсальные приспособления. Одно из таких приспособлений — мостик — показано на рис. 4. Универсальный мостик имеет основание 1 Т-образной формы с четырьмя опорами 5 и еще одной опорой 3. Две из опор 5 можно перемещать в вертикальном направлении по нарезным колонкам 7 и закреплять гайками 6, две другие — передвигать в горизонтальном направлении по продольным пазам и закреплять в требуемом положении гайками 4.
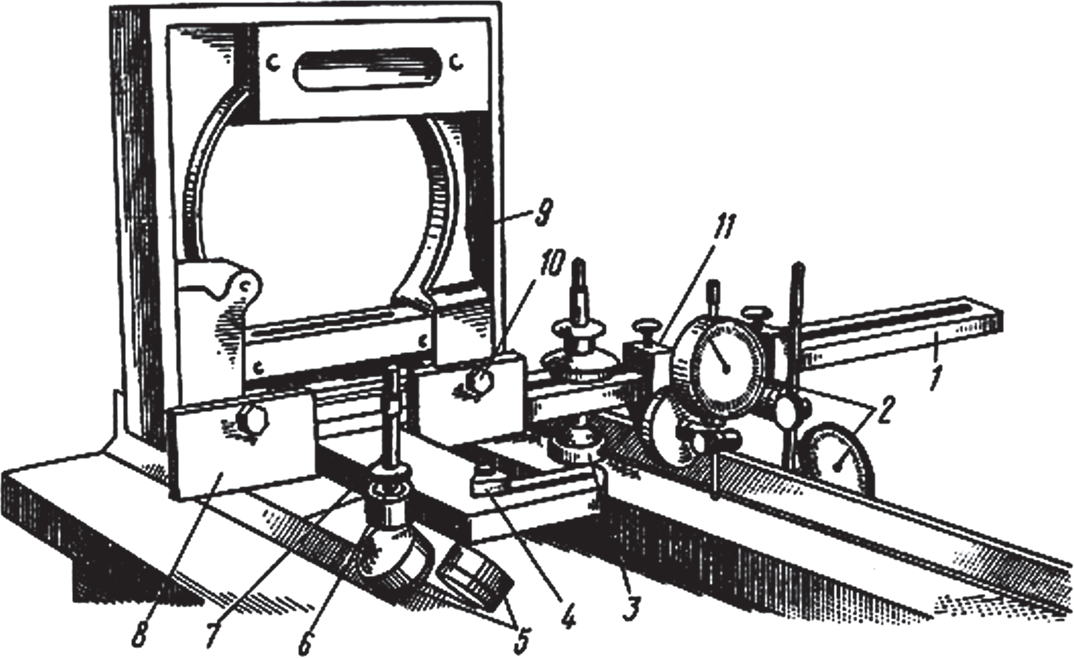
Рис. 4. Проверка направляющих станины универсальным приспособлением — мостиком
Опоры 5 можно также раздвигать в зависимости от ширины направляющих и расстояния между ними. Опора 3 допускает вертикальное и горизонтальное перемещение. На колодке 8, которую крепят к основанию 1 винтом (на рисунке не видны), устанавливается уровень 9, прикрепляемый к колодке винтами 10. Цена деления основной ампулы уровня 0,02 или 0,05 на 1000 мм. В специальных устройствах 11 устанавливают два индикатора 2.
Положение индикаторов можно регулировать, а закреплять их в любом месте основания.
Перемещая приспособление вдоль направляющих, определяют по индикатору 2 параллельность направляющей базовой плоскости. По уровню, расположенному поперек направляющих, устанавливают их спиральную изогнутость, т.е. отклонение от параллельности в горизонтальной плоскости.
После обработки базовых поверхностей проверяют точность их геометрических параметров (прямолинейность и плоскосность) на соответствие требованиям технической документации.
Затем таким же способом производят ремонт деталей, которые перемещаются по восстановленным поверхностям базовых деталей (суппорты, ползуны, каретки и т.п).
При необходимости для восстановления высоты расположения базовых поверхностей на перемещаемой детали вводят компенсаторы типа накладок, планок, лент и т.п. между сопрягаемыми поверхностями скольжения базовой и перемещаемой деталей.
4. Регулировка зазоров в направляющих
Профили направляющих, применяемые для перемещения столов, салазок и др. могут быть призматическими, в виде «ласточкина хвоста», прямоугольными, плоскими, V-образными и др.
Вследствие износа сопряженных поверхностей необходимо периодически регулировать зазоры в направляющих. Для этой цели предусмотрены клинья и прижимные планки. Регулировку зазора в направляющих типа «ласточкин хвост» можно проводить с помощью планки 1 (рис. 5, а) или клина 1 (рис. 5, б), который перемещают винтом 2. Гайка 3 служит для надежной фиксации клина. Для регулировки зазора в направляющих типа «ласточкин хвост» могут быть использованы трапецеидальные планки 1, которые поджимаются к направляющим винтам 3 и фиксируются винтами 2 (рис. 5, в) или винт 2 (рис. 5, г) является прижимным и фиксирующим. Иногда под планку помещают регулировочные тонкие прокладки 3.
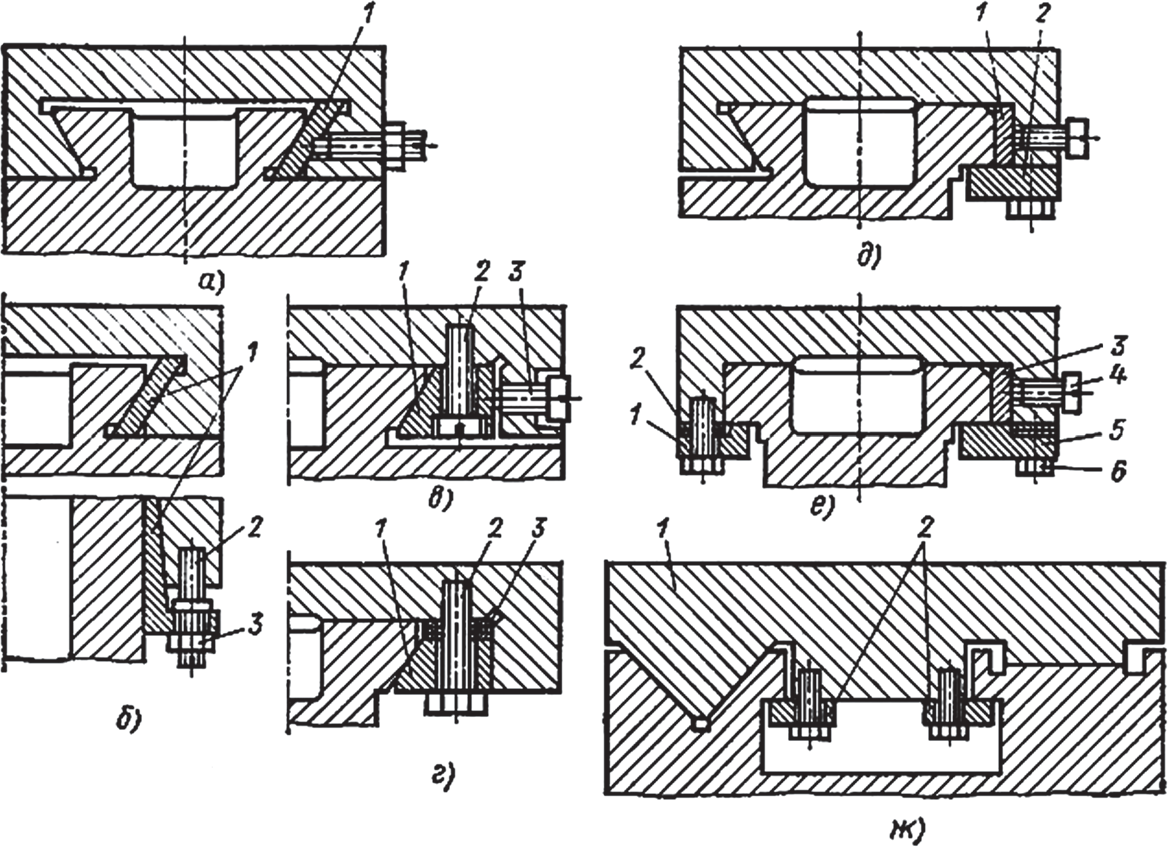
Рис. 5. Регулировка зазоров в направляющих
В случае комбинированных направляющих в форме половины «ласточкина хвоста» (рис. 5, д) зазор в сопряжении устраняют прижимными планками 1 и 2, при этом вместо планки 1 можно использовать клин. Зазоры в направляющих прямоугольного профиля (рис. 5, е) регулируются прижимными планками 1, 3 и 5. Чтобы избежать последующего шабрения, под планки 1 и 5 помещают слоистые прокладки 2, которые по мере изнашивания направляющих убирают и поджимают планки винтами 6. Для устранения зазора в вертикальных плоскостях периодически поджимают боковую планку к направляющей винтами 4. Вместо планки 3 может быть использован клин.
При сочетании V-образной и плоской направляющих (рис. 5, ж) регулировка зазора в направляющих не требуется, так как зазор выбирается опусканием стола 1 по мере износа направляющих. Для предотвращения возможности подъема стола от действующих на него сил резания используют прижимные планки 2, которые при движении стола скользят по дополнительным направляющим станины. Зазоры в направляющих контролируют щупом. Качество регулировки зазоров в направляющих проверяют передвижением узлов станка вручную или при малой подаче, контролируя нагрузку двигателя подачи.
Взаимно вновь подогнанные базовые детали, имеющие разъем, предварительно скрепляют крепежными деталями или струбцинами в рабочем положении. После этого сверлят и развертывают отверстия под штифты.
Использовать старые отверстия под штифты не рекомендуется, поскольку незначительное несовпадение старых отверстий под штифты может привести к относительному смещению соединяемых поверхностей. Отверстия под штифты располагают возможно дальше друг от друга, чем повышается точность взаимного положения соединяемых деталей. Применяют, как правило, конические штифты.
Источник