Ремонт беличьей клетки ротора
4-7. РЕМОНТ РОТОРНЫХ ОБМОТОК
Обрыв роторной фазы у двигателей с фазным ротором может произойти вследствие распайки соединений или неисправной работы замыкающего механизма. Двигатель при этом может «взять с места», однако в его работе проявляются следующие характерные ненормальности:
1. Колебание тока статорной обмотки.
2. Гудение двигателя, причем характер гула изменяется при изменении нагрузки и числа оборотов.
3. Колебание вращающего момента, приводящее к вибрации двигателя и связанных с ним агрегатов.
4. Сильное уменьшение перегрузочной способности. Двигатель при увеличении нагрузки может снизить число
оборотов до половины нормального или при пуске разгоняться только до половины нормального числа оборотов.
5. Перегрев ротора.
Обрыв в фазе ротора иногда носит временный характер, т. е. появляется только при вращении ротора под действием центробежных усилий и нагревания и не обнаруживается при измерении сопротивления обмоток фаз неподвижного ротора.
Все описанные выше явления могут иметь место и у короткозамкнутого ротора при наличии треснувших стержней или плохой заливки или заварки беличьей клетки.
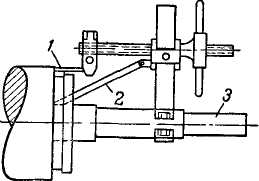
Наиболее часто встречается двухслойная стержневая роторная обмотка. Соединение стержней производится пайкой или сваркой и является обычно наиболее уязвимым местом обмотки. Загрязнение стержней вблизи места пайки проводящей пылью и маслом приводит часто к поверхностным перекрытиям между стержнями при пуске. В этом случае могут быть рекомендованы тщательное промывание ротора бензином, перепайка соединений и пропитка. Однако в ряде случаев чистка и пропитка при значительном загрязнении и общей изношенности роторной изоляции не являются радикальной мерой и требуется полная перемотка ротора. В этом случае должна быть составлена обмоточная таблица. Ротор должен быть размечен, т. е. должны быть указаны места укладки соединительных дуг и удлиненных или укороченных шагов. После распайки соединений стержни с одной стороны выпрямляются и вытаскиваются из паза. Для облегчения вытаскивания требуется прогрев ротора. Вытаскивать стержни следует при помощи приспособления (рис. 4-24), значительно ускоряющего и облегчающего удаление старой обмотки. Старую изоляцию стержней удаляют, стержни промывают бензином, отжигают и изолируют вновь. Если необходимо изготовить новые стержни, то их изгибают с одной стороны по образцу старых на приспособлении (рис. 4-25).
Рис. 4-24. Приспособление
для вытаскивания роторных
I — вынимаемый стержень; 2—упор; 3 — вал.
Изоляция роторных стержней по классу А выполняется для напряжений на кольцах до 500 в. Пазовую часть изолируют обкаткой лакобумагой (см. § 2-4) толщиной 0,07 мм шестью слоями для 300 в и десятью для 600 в. Лобовую часть изолируют одним слоем тафтя-иой ленты вполупереирытие 1(300 в) или одним слоем лаколенты толщиной 0,2 мм вполулерекрытие и одним слоем миткалевой ленты вполуперекрытие (500 в).
Смешанную изоляцию (класс А—В) выполняют, обматывая весь стержень мйкаленгой ‘(один слой вполуперекрытие для 500 в) и обкатывая пазовые части лаиабумагой.
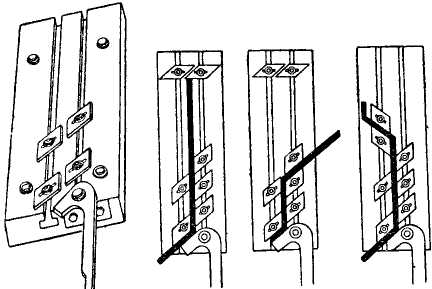
Рис 4-25. Приспособление для гнутья роторных стержней.
Изоляцию роторных стержней по классу В для напряжений до 1 500 в выполняют изолированием стержня и лобовой части мика-лентой толщины 0,13—0,17 мм (один слой .влолуперекрытие для 750 в, два слоя вполуперекрытие для II 000 в, три слоя вполупере-крытие для 1 500 в). В пазовой части сверх микаленты накатывают микафолий толщиной 0,2 (один слой 750 в, два слоя 1 000 в, три слоя 1500 в).
На пазовую часть наносят защитный слой электрокартана, лобовые же части обматывают одним слоем тафтяной ленты вполуперекрытие.
Стык между изоляцией пазовой и лобовой частей (в тех случаях, когда нет общей ленточной изоляции этих частей) выполняют в виде обратного конуса (см. § 3-16). Изоляцию паза делают одним слоем пропитанного электрокаргана.
Изоляцию класса Н выполняют на стекломиканите с пропиткой кремнийорганическими лаками.
Подготовка ротора к укладке обмотки заключается в тщательной проиистКе пазов, наложении пазовой изоляции и изоляции обмоткодержателей. Изоляция цилиндрической нажимной шайбы у малых « средних машин
обычно выполняется из пропитанного электрокартона, стягиваемого лентой, с промазкой слоев клеящим лаком.
Вблизи мест выхода стержней из паза изоляция нажимной шайбы должна плотно подходить к пазовой изоляции, чтобы при бандажировке не получить излома изоляции в месте выхода из паза. Перед укладкой обмотки рекомендуется нанести на нажимную шайбу ленту с разметкой обмотки.
Первыми укладывают со стороны колец (передняя сторона) три соединительные дуги.
Рис. 4-26, Ключи для гнутья роторных стержней.
Плоские лобовые части этих дуг располагаются под лобовыми частями нижних стержней обмотки и должны быть тщательно изолированы от них.
Затем со стороны привода (задняя сторона) вдвигают нижние стержни. Выводящие на заднюю сторону концы дуг изгибают по форме лобовой части заложенных нижних стержней. Стержни подбивают вниз фибровым молотком и стягивают тонким временным бандажом. На передней стороне нижние стержни отгибают при помощи двух специальных ключей (рис. 4-26), один из которых надевают на стержень в месте, где кончается вылет, а вторым, надетым рядом с первым, производят отгиб.
После этого кладут изоляцию между нижней и верхней лобовыми частями и с передней стороны вдвигают верхние стержни. На передней стороне производят выгиб головки нижней секции для соединения с верхней. На задней стороне у верхних стержней отгибают наклонную часть (кроме головки), стержни осаживают и бандажи-руют. После этого у верхних шин отгибают головку для соединения с нижними. Верхние и нижние шины в соответствии с обмоточной запиской соединяют медными об-луженными скобочками, между стержнями забивают медные луженые клинья, а между скобками для их укрепления забивают деревянные клинья. Тщательно пропаивают скобочки мягким или твердым припоем, причем наилучшим способом пайки стержневой обмотки мягким при-

поем является погружение мест спая в кольцевую ванну с расплавленным припоем. Далее производят пайку кольцевой шины, соединяющей обмотку в звезду. Соединение в треугольник применяется реже.
Места пайки стержней подрезают с торца резцом на станке или опиливают. Деревянные клинья выбивают и проверяют изоляцию на корпус. Временный бандаж заменяют постоянным, производят сушку и пропитку ротора.
Повреждение клеток короткозамкнутых роторов проявляется в виде трещин в замыкающих кольцах или в стержнях. Трещины в стержнях могут быть обнаружены по колебанию тока в статоре в опыте короткого замыкания двигателя при поворачивании ротора (беличьей клетки). Обнаружить обрыв стержней короткозамкнуто-го ротора можно при помощи магнитного ярма. Над пазами, где лежат оборванные стержни, притяжения стальной пластинки не будет, а неоновая лампа погаснет ‘.
У роторов, залитых алюминием, трещина в замыкающем кольце может быть после разделки пропаяна специальным припоем: олова 63%, цинка 33%. алюминия 4%.
Для пайки ротор должен быть нагрет до 450° С.
Разделанную трещину заливают припоем, после чего ротору дают остыть. Если имеют место трещины в нескольких стержнях алюминиевой клетки, то целесообразно выплавить клетку при 700—750° С и заменить ее на медную или латунную, для чего в пазы вставляют медные или латунные стержни.
Сечение стержней и колец должно быть рассчитано таким образом, что электрическое сопротивление новой клетки было бы такое же, как у старой (алюминиевой). Если оно будет меньше, то упадет пусковой момент двигателя, если больше, увеличится нагрев ротора и понизится скорость вращения. По торцам стержни приваривают к медному кольцу.
Ремонт роторов с медной клеткой сводится к заварке трещин в кольце и замене треснувшего стержня с последующей впайкой его по торцам в кольцо. Пайка производится медно-фосфористым припоем. Нагрев места пайки производится при помощи автогенной горелки.
При изготовлении новых клеток для получения торцового кольца может быть применен следующий метод.
IB пазы вставляют медные стержни требуемого сечения, выступающие по обе стороны из пазов ротора, и на торец сердечника кладут два графитовых кольца, одно внутри другого. Зазор между кольцами, в который выходят из пазов стержни, заполняют медной стружкой. Свариваемые места следует посыпать бурой. Угольным электродом стружка оплавляется в сплошное медное кольцо, и графитовые кольца удаляют. Аналогично заливают вторую сторону, после чего наплавленные кольца проходят обточку.
Перезаливка алюминием требует специальной технологии, обеспечивающей заливку пазов без трещин, пустот и подобных дефектов. Для заливки применяется алюминий (нормальные двигатели) или алюминиево-марган-цовистый сплав (двигатели с повышенным скольжением). Присадка марганца улучшает литейные свойства сплава, однако резко увеличивает сопротивление. Присадка марганца более 2—3% нецелесообразна, так как увеличивает хрупкость.
Наилучшие результаты дает заливка под давлением, требующая специального оборудования. Более доступной для ремонтных цехов является вибрационная заливка, при которой заливаемый ротор помещается на свободном конце балки (другой конец балки заделывается), вибрирующем в вертикальной плоскоеi и под действием двигателя (1 500 об/мин), установленного на конце балки, на валу которого посажен несбалансированный груз. Размах колебаний конца балки должен быть 3—4 мм. Если изготовление установки для вибрационной заливки затруднительно, то для коротких сердечников может быть применен обычный (статический) метод заливки, при котором ротор ставится наклонно и применяются высокие литники.
Алюминиевый сплав при заливке должен быть подогрет до 750—800 е С (но не выше 850° С). Температура ротора при заливке обычно составляет около 450° С и не может быть допущена выше 500° С.
Источник
Ремонт короткозамкнутых обмоток ротора
Короткозамкнутые обмотки роторов выполняются литыми или сварными. Типичные повреждения литой обмотки — разрыв короткозамыкающего кольца и обрыв стержня в пазу. Для сварной обмотки характерно ослабление или нарушение контакта между стержнями и короткозамыкающим кольцом, а также обрыв или подгар стержней.
При осмотре сварной обмотки необходимо обращать внимание на факторы, которые могут привести к обрыву стержня или его распайки с кольцом. К таким факторам относятся: наличие цветов побежалости на кольцах в местах паянных соединений со стержнями; подгар болтов, соединяющих сегменты короткозамыкающей обмотки явнополюсных синхронных машин; волнообразный изгиб короткозамыкающих колец или стержней; прогиб выступающих из сердечника концов стержней; смещение обмотки (беличьей клетки) вдоль ротора.
Ремонт литой обмотки.Трещины короткозамыкающего кольца устраняют пайкой (если число трещин более двух на кольцо, обмотку не восстанавливают). Поврежденные места очищают и промывают бензином. Места трещин расширяют и разделывают по форме ласточкиного хвоста, но не более чем на 2/3 толщины кольца. Ротор устанавливают так, чтобы поврежденное место располагалось горизонтально, нагревают его газовой горелкой до 350. 400 «С и залуживают припоем (15% олова, 20% кадмия и 65% цинка, либо 63 % олова, 33 % цинка и 4 % алюминия). В процессе лужения протирают поверхность щеткой из кардоленты. Облуженную трещину после этого заполняют одним из указанных припоев, подавая его с прутка. Излишки припоя снимают стальной горячей гладилкой. Трещины могут устраняться также аргонно-дуговой сваркой.
Литые обмотки, имеющие разрывы стержней, не восстанавливаются.
Ремонт сварной обмотки. При ослаблении или нарушении контакта стержня с кольцом необходимо зачистить и пропаять его медно-фосфорным припоем. При пайке нельзя допускать перегрева меди. При ослаблении стержня в пазу выполняют расчеканку, производя ударами чекана по прямоугольной части стержня на всей длине сердечника.

Рис. 9.11. Установка вставкистержня сварной короткозамкнутой обмотки
Если трещины неглубокие (не более 0,25 толщины стержня) и расположены на выступающей из сердечника части стержней, их устраняют сваркой. Если трещина более глубокая, то стержень в этом месте разрезают и удаляют, высверливая участок, примыкающий к короткозамкнутому кольцу 1. Через отверстие в кольце высверливают отверстие в стержне 3 глубиной 6. 7 мм (рис. 9.11) и на место удаленной части стержня устанавливают вставку 2. При пайке медно-фосфорным припоем зазор а должен быть равен 0,2 мм, а при пайке серебросодержащим припоем (применяется при линейных скоростях ротора от 50 м/с) — 0,10. 0,15 мм.
При необходимости удаления стержня целиком высверливают его сверлами с удлиненными хвостовиками. Можно прорезать стержень через шлиц в пазу, ослабив его посадку, после чего выбить из паза на 50. 80 мм и извлечь из паза, используя механизм с захватом. После ремонта необходимо провести динамическую балансировку ротора.
Источник
Ремонт роторов с короткозамкнутой обмоткой
У короткозамкнутых роторов асинхронных электродвигателей наиболее часто наблюдается повреждение беличьей клетки, выражающееся в ослаблении стержней в пазу, нарушении контакта в местах пайки стержня с короткозамыкаюшими кольцами, образовании трещин и обрывов стержней.
Ослабление крепления стержня в пазу приводит к увеличению его вибрации, что вызывает знакопеременные деформации, в результате которых образуются трещины в месте выхода стержня из паза и в местах соединения с короткозамыкающими кольцами. Эти трещины могут привести к надлому стержня, а надорванные концы стержня, изгибаясь под действием центробежных сил, могут повредить изоляцию лобовых частей. Такие повреждения характерны для электродвигателей, имеющих большое число пусков.
У некоторых типов электродвигателей наблюдается повышение вибрации из-за ослабления крепления или поломки распорных клиньев стержней обмотки ротора. Выявление этих дефектов производится при разборке электродвигателя.
На работающем электродвигателе на наличие в беличьей клетке оборванных стержней указывают следующие признаки.
Увеличение времени пуска.
У агрегатов с тяжелым пуском электродвигатель может вообще не развить номинальной частоты, а если оборвано несколько стержней, то даже не тронуться с места.
Усиление вибрации, вызываемой асимметрией магнитных потоков ротора и появлением дополнительных сил одностороннего магнитного тяжения.
Появление шума, не характерного для нормальной работы электродвигателя данного типа, также свидетельствующее о нарушении симметрии магнитных потоков.
При обрыве одного-двух стержней вышеуказанные признаки могут проявляться очень слабо, что практически затрудняет обнаружение по ним дефекта беличьей клетки. Поэтому обнаружение неисправностей производится осмотром ротора.
При осмотре короткозамкнутых обмоток следует обращать внимание: на наличие цветов побежалости и подгары на короткозамыкающих кольцах в местах соединений со стержнями; подгары болтов, соединяющих короткозамыкающие сегменты пусковых клеток; волнообразный изгиб короткозамыкающих колец (или сегментов), появляющийся от неравномерного удлинения отдельных стержней; изгиб концов стержней в направлении вращения ротора, возникающий от скручивания короткозамыкающим кольцом. Такие дефекты могут наблюдаться в роторах с большими окружными скоростями и массивными короткозамыкающими кольцами.
Встречается прогиб выступающих из активной стали концов стержней. Такой дефект могут иметь все или некоторые стержни беличьей клетки как асинхронных, так и синхронных электродвигателей (причем у последних это наблюдается у крайних стержней на каждом полюсе). Среди прочих неисправностей наблюдается также смещение беличьей клетки вдоль оси ротора.
Повреждения без обрыва короткозамкнутой обмотки в процессе эксплуатации ничем себя не обнаруживают. Они могут быть выявлены только при внимательном осмотре короткозамкнутой обмотки в период профилактического ремонта. С особой тщательностью следует вести поиск трещин на выступающих концах стержней, используя при этом оптический, химический (протравливанием подозрительных мест реактивами) или электромагнитный (с помощью приборов) способы.
Определение поврежденных стержней способом, основанным на измерении магнитного потока рассеяния, предполагает, что над стержнями, обтекаемыми током, магнитный поток рассеяния будет иметь максимальное значение, а между пазами над оборванными стержнями — минимальное. При неполном обрыве стержня магнитный поток рассеяния над этим стержнем будет иметь какое-то промежуточное значение. Измерение производят прибором типа ВАФ-85 (вольтамперфазоиндикатор). Питание на короткозамыкающие кольца ротора подается от понижающего трансформатора 220—127/12 В, от вторичной обмотки которого можно получить ток 10—30 А. Магнитный поток рассеяния над стержнями и между пазами измеряют по всей окружности бочки ротора.
Сравнивая относительное изменение магнитного потока рассеяния по пазам, судят об исправности стержней ротора и определяют поврежденные стержни.

Рис. 1. Схема измерения сопротивления стержней
Для определения дефектов паек, трещин и обрывов стержней короткозамкнутой обмотки путем непосредственного измерения активного сопротивления стержней используют микроомметр М-246 и игольчатые щупы, подключаемые к концам стержней в непосредственной близости от места паек их к короткозамыкающему кольцу (рис. 1). О качестве пайки или о наличии трещин и обрывов стержней судят по значению сопротивления. В случае полной исправности стержней и мест паек прибор покажет полное сопротивление всех параллельно включенных стержней ротора. При обрыве стержня (или плохом контакте в месте пайки) прибор измерит сопротивление одного стержня, которое в несколько раз больше сопротивления всей обмотки. Если сопротивление, измеряемое на этом стержне, будет в 1,5 раза и более превышать сопротивление, измеренное на других стержнях, то это будет свидетельствовать о наличии значительных дефектов в стержне или в месте пайки его к короткозамыкающему кольцу.
Повреждение в обмотке ротора может быть выявлено с использованием способа трех амперметров. К обмотке статора, в каждую фазу которого включаются амперметры, подводится напряжение, равное 0,2—0,25 номинального. Ротор медленно поворачивают и определяют максимальное и минимальное значения тока статора по амперметрам. При исправной обмотке ротора ток в фазах статора во всех положениях ротора будет одинаковым, а при обрыве или наличии плохого контакта в местах соединения стержней с короткозамыкающими кольцами будет измеряться в зависимости от положения ротора.
Критерием годности обмотки ротора является соотношение, %:

Если это соотношение не превышает 3%, то обмотка ротора считается исправной.
Следующий способ не требует специальных приборов и может быть применен в любых эксплуатационных условиях. Для нахождения поврежденных стержней ротор несколько выдвигают из статора и надежно предохраняют от проворачивания.

Рис. 2. Прибор с жестким магнитопроводом для отыскания дефектных стержней: 1 — ротор; 2 — магнитопровод; 3 — обмотка трансформатора 
Рис. 3. Прибор с гибким магнитопроводом для отыскания дефектных стержней: 1 — стержни обмотки ротора; 2 — катушка-датчик; 3 — измерительная обмотка; 4 — индикаторный прибор, измеряющий разницу ЭДС; 5 — гибкий магнитопровод
Состояние стержней проверяют с помощью тонкой стальной пластины, поочередно накладываемой на каждый паз так, чтобы перекрылись два соседних зубца ротора. При отсутствии дефекта в стержне (или в месте пайки) пластина будет притягиваться и дребезжать, а над пазом с поврежденным стержнем притяжение и дребезжание значительно ослабнут или вовсе исчезнут. Эту операцию следует производить достаточно быстро, чтобы не допускать перегрева обмоток.
Способ магнитной порошковой дефектоскопии заключается в применении понижающего трансформатора, вторичная обмотка которого способна пропустить ток 300— 500 А при напряжении 1,5—2,5 В, и стальных опилок, которые насыпают на плотный слой белой бумаги, которой предварительно обертывают ротор. При протекании тока по параллельно включенным стержням роторной клетки вокруг каждого стержня создается магнитное поле, под воздействием которого опилки располагаются плотной линией вдоль целых стержней. У стержней, имеющих обрывы, плотность опилок будет резко отличаться.
Кроме вышеуказанных способов отыскание дефектных стержней может быть осуществлено приборами трансформаторного типа с жестким или гибким магнитопроводами (рис. 2, 3).
При ослаблении стержня обмотки ротора в пазу активной стали, если расклиновка уже выполнена и она не дает полного устранения ослабления, дополнительно выполняется расчеканка стержня. Эта операция производится ударами чекана по прямоугольной части стержня в пределах всей длины активной части стали ротора. При расчеканке стержней в крайних пакетах ротора во избежание надлома места спая стержня с короткозамыкающим кольцом между стержнем и нажимной шайбой прокладывают металлическую прокладку.
При ремонте роторов асинхронных электродвигателей с короткозамкнутым ротором в условиях мастерской, оснащенной необходимым станочным парком, может быть произведена полная замена беличьей клетки. Для этих целей стержни обмотки и короткозамыкающие кольца могут быть изготовлены в условиях мастерской или получены от завода-изготовителя электродвигателя.
Удаление поврежденных стержней из пазов.
Способ удаления стержня зависит от его конструкции. Так, стержни бутылочного профиля, плотно сидящие в пазах за счет их расчеканки по всей длине ротора, следует удалять высверливанием сверлами с удлиненным хвостовиком или предварительной прорезкой в стержне продольной щели шириной 2—3 мм. Эту операцию можно выполнить вулканитовым камнем, предназначенным для резки труб. Приспособление устанавливается на каретке, перемещаемой в направляющих, изготовленных из уголка и прикрепленных скобами к обойме вала ротора. Прорезанная щель ослабляет крепление стержня в пазу, и он выбивается из паза на длину 50—80 мм, необходимую для захвата его зажимом, с помощью которого производится полное извлечение стержня из паза.
Частичный ремонт короткозамкнутой обмотки может быть выполнен как в условиях мастерской, так и на месте установки электродвигателя, если для этих целей не требуется станочная обработка стержня и короткозамыкающего кольца.
Пайка медных стержней.
При обнаружении трещин на выступающих из активной стали частях стержней принимают меры к их устранению. Если глубина трещины не превышает примерно четвертой части толщины стержня, то ее заваривают, предварительно вырубив в этом месте углубление на величину, превышающую размер трещины. 
Рис. 4. Пайка медного стержня:
1 — короткозамыкающее кольцо: 2 — вставка; 3 — стержень
Если трещина более глубокая, то стержень разрезают и высверливанием удаляют припаянный к короткозамыкающему кольцу участок. Через образовавшееся в короткозамыкающем кольце отверстие в торце оставшейся в пазу части стержня высверливается отверстие на глубину 6— 7 мм. Диаметр этого отверстия не должен превышать половину диаметра стержня. На место удаленной части стержня устанавливают и припаивают вставку (рис. 4), изготовленную из меди марки Ml и М2. При этом односторонний радиальный зазор а между стержнем и короткозамыкающим кольцом и между торцами ремонтируемого стержня и вставки должен быть равен: 0,2 мм при пайке медно-фосфористым припоем МФ-9; 0,1—0,15 мм — серебросодержащими припоями. Выбор марки припоя определяется условиями эксплуатации (тяжелый пуск) и окружной скоростью. При окружной скорости 50 м/с и более применяют припой ПсР-45. Для двигателей, работающих в более легких условиях, — припой МФ-9.
Перед пайкой производят обезжиривание и травление замыкающих колец. Местное обезжиривание производят чистой ветошью, смоченной в пожаробезопасной моющей жидкости, повторяя эту операцию 3—4 раза. Травление выполняют в течение 15—30 с в растворе концентрированной азотной кислоты с содержанием 250—350 г/л при температуре 20°С. Места травления промывают горячей водой, протирают сухой чистой ветошью и просушивают.
Пайку выполняют ацетилено-кислородным пламенем горелкой №4 или 5. Пайка должна выполняться не позднее чем через 8 ч после травления. В качестве флюса используют буру или флюс № 209. При выполнении пайки второй горелкой поддерживают температуру стержня и короткозамыкающего кольца и после их разогрева. Расплавление припоя производят касанием им наиболее нагретых мест. Не допускают плавления припоя в пламени горелки. Флюс наносят на спаиваемые поверхности разогретым прутком припоя. Пайку вставки с короткозамыкающим кольцом выполняют при вертикальном положении ротора. После пайки зачищают и опиливают соединенные места и проверяют лупой качество пайки. После ремонта ротор балансируют.
Ремонт алюминиевых стержней и короткозамыкающих колец. Участки с трещинами разделывают, как указано на рис. 5. Перед заваркой разделанные места и прилегающие участки шириной 30—40 мм подвергают механической зачистке с предварительным и последующим обезжириванием.

Рие. 5. Пайка алюминиевых стержней:
а — на вылете стержня; б — в месте соединения с короткозамыкающим кольцом; h — по месту (на 1—2 мм больше глубины трещины); в — приварка к кольцу спаренных стержней
Механической зачисткой удаляют плотный слой окиси алюминия. Эта операция выполняется стальной щеткой из проволоки диаметром 0,1—0,15 мм из нержавеющей стали.
Обезжиривание производят пожаробезопасной моющей жидкостью.
Полностью оборванные стержни и стержни с глубиной трещины, превышающей половину его ширины, удаляют из обмотки ротора. Заварку разделки в стержнях толщиной более 10 мм производят с предварительным и сопутствующим подогревом до температуры 100—150 °С. Подогревать можно пламенем ацетиленовой горелки или другим источником тепла. Выборки в стержнях заваривают ручной аргонодуговой сваркой на установке УДТ-501. В качестве присадочного материала применяется электродная проволока марки АО, А1 либо прутки из сплава АК, содержащего 5 % кремния.
Режимы ручной аргонодуговой сварки приведены в табл. 1.
При выполнении сварки рабочее место должно быть защищено от сквозняков, ветра и дождя. Сварка выполняется в нижнем положении, маленькой ванной, не допуская перегрева.
Таблица 1. Режимы ручной аргонодуговой сварки
Источник