Как отремонтировать треснутый блок (картер) двигателя.
В этой статье мы рассмотрим как отремонтировать треснутый блок (картер) двигателя своими силами. Причём рассмотрим два варианта ремонта, один из которых более простой и его можно осуществить даже в дальней поездке, и считать как временный, чтобы доехать домой своим ходом. А второй более основательный, который позволит картеру отработать до конца дней автомобиля.
В статье не будет рассматриваться ремонт трещины в блоке, например из-за заморозки не слитой воды зимой, или плохого тосола, подкрашенного зелёнкой. Такой ремонт не сложен и осуществляется он простой заваркой или заделкой трещины холодной сваркой . Мы рассмотрим более серьёзный случай повреждения картера, который на водительском слэнге называется рука дружбы.
Такое повреждение случается, когда в моторе начинает стучать шатун (чаще из-за закупорки масляного канала и недостатка смазки между его нижней головкой и шейкой коленвала), а водитель вместо того, чтобы заглушить двигатель, продолжает двигаться дальше, думая «надо же дотянуть до гаража».
В некоторых редких случаях, (при большой халатности водителя) когда нижняя головка шатуна не заклинивается на шейке коленвала, а просто сильно разбивается, а поршень подлетает выше ВМТ, и разбивается о поверхность камеры сгорания головки цилиндров (как отремонтировать головку читаем вот тут). Осколки поршня сыпятся в картер двигателя, а шатун с большой скоростью бьёт по гильзе цилиндра, и пробивает пробоину в рубашке охлаждения.
Такой блок цилиндров ремонтируют «сухой» вставкой, сделанной из специального чугуна, которую запрессовывают с натягом в нагретый в печи блок двигателя. Но в большинстве случаев (примерно 70%) нижняя головка шатуна портится от ударов коленвала изнутри и обрывается, слетая с шейки коленвала с большой скоростью. Мощный удар верхней головкой шатуна приходится в нижнюю часть картера блока цилиндров, и в результате образуется сквозная пробоина, с торчащим из неё покорёженным шатуном.
И именно такую пробоину отремонтировать проще всего, даже в полевых условиях, а более качественный ремонт можно сделать в обычном гараже. Конечно потребуется хороший сварщик, но его легко найти в любом автосервисе.
 Такая же пробоина может получится, когда нижнюю головку шатуна, от сухого трения и сильного нагрева (проплавления вкладышей), прихватывает как электросваркой к шейке коленчатого вала и заклинивший шатун проламывая своей верхней головкой и поршень и картер, выходит наружу. А в стенке картера образуется приличная дыра (см. фото 1). Картер с таким повреждением многие водители сдают на цветмет, а потом полностью отдаются поискам нового блока или двигателя, и с головой окунаются в «геморой» по переоформлению.
Такая же пробоина может получится, когда нижнюю головку шатуна, от сухого трения и сильного нагрева (проплавления вкладышей), прихватывает как электросваркой к шейке коленчатого вала и заклинивший шатун проламывая своей верхней головкой и поршень и картер, выходит наружу. А в стенке картера образуется приличная дыра (см. фото 1). Картер с таким повреждением многие водители сдают на цветмет, а потом полностью отдаются поискам нового блока или двигателя, и с головой окунаются в «геморой» по переоформлению.
В большинстве стран таких проблем нет, так как двигатель является там обычной запчастью и его можно менять без траты времени в МРЭО. Нашим блюстителям такие удобства для людей очень не выгодны, ведь сколько можно денежек потерять казне, если отменить бесполезное переоформление мотора. Но этого тупизма можно избежать, если отремонтировать родной картер.
Конечно не все повреждения картера, но всё таки большинство их них, можно отремонтировать несколькими способами, и первым из них, как я уже говорил, можно произвести ремонт даже в полевых условиях, чтобы благополучно добраться своим ходом до гаража или автосервиса.
И если в дальнем путешествии на вашем автомобиле случилась беда и шатун вашего двигателя протянул руку дружбы, то не стоит отчаиваться, так как даже такое серьёзное повреждение, не означает конец путешествия. Потребуется ремонт, но осуществить его можно будет и «на коленке» , в условиях путешествия.
Для начала нужно будет слить масло и демонтировать поддон и головку двигателя, что бы вынуть из блока шатун с убитым поршнем, или найти его осколки в поддоне. Нужно будет поддомкратить кузов (не забудьте на всякий случай подложить что то под кузов) и лечь под машину, чтобы раскрутить шатунные болты и извлечь прикипевший шатун.
Затем нужно будет заблокировать (заткнуть) масляную магистраль, подходящую к вкладышам убитого шатуна. Для этого в шейке коленвала находим отверстие для подачи масла к парам трения (шатунные вкладыши и шейка коленвала), и в это отверстие плотно забиваем деревянный клинышек (пробку). А выступающую часть пробки нужно срезать острым ножом.
Для верности (чтобы пробка не вылетела от действия центробежной силы) фиксируем её, намотав на шейку коленвала несколько витков проволоки, но так чтобы она перекрыла своими витками деревянный клинышек (пробку). Далее нужно будет удалить штанги толкателей клапанов того цилиндра, шатун которого повреждён (или удаляем коромысла, в зависимости от конструкции вашего мотора). Остаётся теперь только заделать пробоину в картере и можно ехать дальше.
 Если в багажнике вашей машины, отправляясь в дальнюю поездку, вы не возите с собой различные шайбы, тогда придётся из куска подходящего листового металла вырезать две квадратные пластины, которые будут служить заплатками (см. фото 2). Металлические пластины и их резиновая прокладка, вырезанная из куска камеры, должны перекрывать пробоину примерно на 6 — 7 миллиметров.
Если в багажнике вашей машины, отправляясь в дальнюю поездку, вы не возите с собой различные шайбы, тогда придётся из куска подходящего листового металла вырезать две квадратные пластины, которые будут служить заплатками (см. фото 2). Металлические пластины и их резиновая прокладка, вырезанная из куска камеры, должны перекрывать пробоину примерно на 6 — 7 миллиметров.
Если пробоина образовалась не в нижней плоской стенке картера, а в верхней полукруглой, как на рисунке 1, то тогда вам придётся изогнуть пластины с помощью молотка, чтобы форма их изгиба была такой же как и форма закругления стенки картера. Но в таком случае, полезно будет резиновую прокладку вырезать из резины потолще и обмазать изнутри ещё и герметиком.

Заделка пробоины картера без электросварки.
1 — заплата из листового металла 2 — 3 мм, 2 — наполнитель типа холодная сварка, 3 — винты М6, 4 — блок двигателя.
Кстати, на рисунке 1 показан один из вариантов не полевого, а гаражного ремонта на долгий срок, без электросварки (если у вас нет возможности заварить блок). Придётся просверлить отверстия по кругу пробоины и заплаты (заплата больше пробоины, чтобы было место под винты М6). А затем обмазать края пробоины специальным препаратом (типа холодной сварки) на основе специальной смолы и стойкого к высокой температуре наполнителя (на основе кевлара или спецпорошка).
Только нужно сначала снять фаску с кромок пробоины, чтобы не появились новые трещины, ну и хорошенько зачистить и обезжирить сопрягаемые места. Затем обмазываем составом чистые поверхности и притягиваем заплаты (одна изнутри, а другая снаружи) с помощью винтов, головки которых будут внутри картера, а гайки снаружи. Излишки выдавленного препарата удаляем тряпочкой.
Очень хорошо зарекомендовали себя составы известных фирм: Abro, Qualco, Loctite. Составы этих известных фирм, не дают усадки материала при высыхании, наоборот они немного расширяются при застывании, что улучшает герметичность зазоров сопрягаемых деталей.
 Но вернёмся к полевому ремонту. Самая серьёзная проблема в пути, это сверление отверстий (8 — 10 мм) в центре металлических пластин. И если вы не берёте в дальнюю поездку ручную дрель или дрель (шруповёрт) на аккумуляторе, тогда придётся поискать инструмент у местных жителей. Думаю никто не откажет в помощи, при такой беде. После сверления отверстий, подберите подходящий болт и установите внутри картера резиновую и металлическую заплату, а снаружи можно только металлическую и стяните их болтом с гайкой (см. фото 3).
Но вернёмся к полевому ремонту. Самая серьёзная проблема в пути, это сверление отверстий (8 — 10 мм) в центре металлических пластин. И если вы не берёте в дальнюю поездку ручную дрель или дрель (шруповёрт) на аккумуляторе, тогда придётся поискать инструмент у местных жителей. Думаю никто не откажет в помощи, при такой беде. После сверления отверстий, подберите подходящий болт и установите внутри картера резиновую и металлическую заплату, а снаружи можно только металлическую и стяните их болтом с гайкой (см. фото 3).
Всё, теперь можно закрывать поддон, заливать моторное масло (желательно через тряпку, так как в масле могут быть осколки металла), устанавливать головку на место и отправляться в путь. После такого полевого ремонта, двигатель будет вполне сносно работать. Конечно потеряется часть его мощности, ведь один цилиндр не будет работать и у мотора исчезнет одна четвёртая часть его рабочего объёма (если двигатель четырёхцилиндровый). К тому же будет сказываться небольшой дисбаланс коленвала, но не спеша и не завышая обороты двигателя, можно ехать достаточно долго и благополучно добраться до места назначения.
По приезду в свой гараж, нужно будет сделать более качественный ремонт картера и вернуть не рабочему цилиндру новые детали (поршень с шатуном, штанги клапанов или коромысла). Для начала надо будет полностью разобрать двигатель и вынуть коленчатый вал, чтобы шлифануть его повреждённую шейку до ремонтного размера (желательно шлифануть все шейки под один размер). После шлифовки коленвала, проверьте его каналы, ведь не просто так произошёл клин шатуна. Тщательно промойте каналы коленвала, об этом подробно я написал здесь.
С картера двигателя снимите резинометаллическую заплатку, и вместо неё вырежьте пластинку толщиной примерно 3 — 4 мм, из такого же металла, как и картер вашего двигателя. Пластинку нужно будет приварить к картеру электросваркой (см. фото 4), причём можно будет сделать слепок пробоины на бумаге, и затем вырезав точную копию пробоины из металла, вставить её заподлицо в стенку картера и проварить по кругу (предварительно прихватив). Обварить желательно и с наружной и с внутренней стороны картера (фото 5). После зачистки и шлифовки шва, место ремонта будет трудно найти.
 Кому не важен внешний вид блока, то можно просто вырезать квадратную пластинку с перекрытием 5-6 мм и наложив её сверху (в нахлёст) прихватить и обварить по кругу (как на фото 4) . Блоки как правило изготавливают из чугуна, а на более свежих машинах из алюминия , реже из магниевого сплава.
Кому не важен внешний вид блока, то можно просто вырезать квадратную пластинку с перекрытием 5-6 мм и наложив её сверху (в нахлёст) прихватить и обварить по кругу (как на фото 4) . Блоки как правило изготавливают из чугуна, а на более свежих машинах из алюминия , реже из магниевого сплава.
Для всех перечисленных металлов, нужны свои сварочные аппараты и способы сварки, чтобы получить шов отличного качества. И определив материал вашего блока, лучше обратитесь к профессиональному сварщику (особенно для чугуна), который отлично варит именно тот метал, из чего сделан ваш блок. Если вы сами подготовите заплату и место ремонта, то услуга по сварке будет стоить не дорого. Только попросите сварщика, чтобы он варил короткими швами, с перерывами, чтобы не перегреть картер (чтоб он не потерял форму).
Затем собираем двигатель с новым шатуном и поршнем (все детали проверяем, что бы они были одинакового веса). Не забудьте проверить стенки цилиндра повреждённого шатуна, не пострадало ли его зеркало, и если обнаружите забоины или царапины, придётся отремонтировать цилиндр. Собрав двигатель, нужно будет залить свежее масло и можно запускать мотор.
Отремонтированный таким способом треснутый (блок) картер двигателя, будет способен прослужить вам не хуже нового, то есть до конца срока службы всей машины, а при правильном подходе и с умелыми руками, конец срока службы любого автомобиля никогда не настанет; удачи всем!
Источник
Глава II. Ремонт двигателя внутреннего сгорания
§ 3. Ремонт цилиндрового блока и картера двигателя Д50
При малом периодическом, большом и подъёмочном ремонте производится осмотр крепления цилиндрового блока с картером и картера с рамой тепловоза. Ослабшие шпильки закрепляют.
При заводском ремонте двигатель вместе с генератором снимают с тепловоза и разбирают; блок снимают с картера. Наиболее опасные места у блока и картера, подверженные образованию трещин, при заводском,большом периодическом и подъёмочном ремонтах обмеливают и остукивают. У двигателей 2Д100 проверяют состояние сварных швов.
Свищи на боковых поверхностях блока заваривают с постановкой заплат; разрешается постановка шурупов. При наличии свищей на посадочных поясах для установки втулки при заводском ремонте впрессовывают кольца с резиновым уплотнением, а при текущем ремонте разрешается постановка цилиндровых втулок с резиновым уплотнением верхней части.
Основные неисправности. К характерным неисправностям блока и картера относятся:
1) разрушение блока со стороны охлаждающей полости вследствие кавитационных и коррозийных явлений;
2) трещины у картера, возникающие в результате ослабления блока с картером, ненормальной работы коленчатого вала и заклинивания поршней в цилиндрах;
3) ослабление крепления картера к раме тепловоза и блока к картеру в результате действия сил, возникающих во время работы двигателя, а также действия срезывающих усилий между рамой тепловоза и картером при движении с поездом;
4) течь в уплотнениях люков картера. Устранение неисправностей, вызванных кавитационными и коррозионными явлениями. Как показали исследования произведенные Всесоюзным научно-исследовательским институтом МПС (ЦНИИ), и наблюдения автора, разрушения стенок блоков (фиг. 24 и 25) являются следствием кавитационных и коррозийных процессов, происходящих в охлаждающих полостях блока.
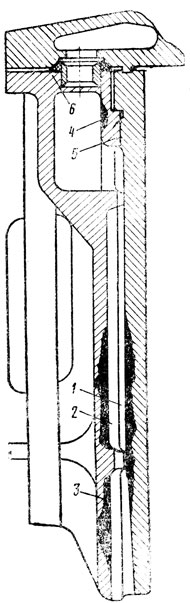
Фиг. 24. Места, пораженные коррозией и кавитационными разрушениями у блока и втулки двигателя Д50: 1-6 — места, подвергающиеся разрушениям
Вследствие переменной скорости воды в различных сечениях возникают области, в которых давления и условия течения жидкости меняются. В потоке жидкости возникают места с пониженным давлением, вследствие чего образются пузырьки с выделением в их полости водяных паров и газов. При движении пузырьки, перемещаясь вместе с потоком, заполняются жидкостью вследствие конденсации пара, что сопровождается местным гидравлическим ударом на поверхность стенки, которая подвергается разрушению и размыванию. При этом имеют место также явления коррозийного характера, связанные с удалением при гидравлическом ударе пассивирующей плёнки с поверхности стенки.
Замечено, что описанные повреждения в первоначальный период эксплуатации двигателя протекают медленно, но как только наметились места разрушений, процесс развивается с нарастающим ускорением. Как у блока, так и у втулок двигателей Д50 поражённые разрушением зоны находятся более или менее в определённых местах. На фиг. 24 такие места обозначены цифрами и окрашены чёрным цветом.
Фиг. 25. Разрушения цилиндровой втулки двигателя Д50 вследствие кавитации
Помимо кавитационных разрушений, имеет место также коррозия, наблюдающаяся на стенках и у уплотняющих поясов втулок в виде отдельных; точек и мелких каналов. Скорость развития этого вида разрушений небольшая.
Практикой установлено, что в депо, применяющих антикоррозионные присадки, как коррозионные, так и кавитационные разрушения развиваются медленнее.
Блоки, подвергшиеся большим разрушениям, обычно заменяются новыми. Ремонт вертикальных стенок блоков, поражённых сквозными свищами, делают в следующем порядке. У блока высверливают повреждённое место и обработкой на станках или при помощи абразивных кругов выравнивают кромки; вырубку делать не рекомендуется, так как она может повссти к образованию трещин.
В отверстие пригоняют стальную заплату, состоящую из двух частей (фиг. 26). Обе части приваривают к блоку в последовательном порядке, как указано римскими цифрами. Последними заваривают стыки заплат, а затем концы кругового выреза с внутренней стороны. Сварка производится комбинированным пучком электродов, состоящим из стального электрода, марки ОММ-5 или УОНИ-13/55, и двух медных прутков с меловой обмазкой
Ввиду того что способ наложения заплат не всегда достигает цели, ЦНИИ рекомендует наплавлять поражённые места, когда разрушения ещё не проникли на большую глубину. Перед наплавкой исправляемую поверхность зачищают до металлического блеска металлической дисковой щёткой и шлифовальным камнем, приводимых во вращение от электродвигателя или пневматической машинки.
Если глубина слоя, снимаемого при зачистке, составляет не более 3 мму то наплавку делают в 2 слоя стальными электродами диаметром 3 мм марки УОНИ-13/45. Первый валик накладывают на середине зачищенного места (фиг. 27), а последующие — по краям; затем в таком же порядке наносят и второй слой. Этот способ наплавки исключает перегрев наплавляемого места.
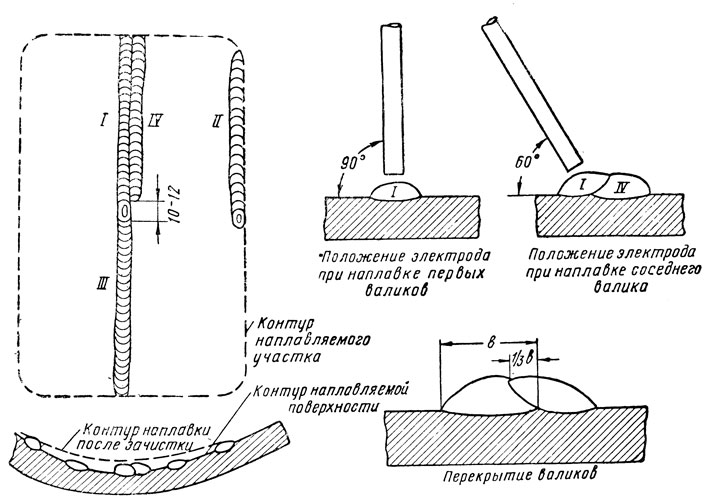
Фиг. 27. Наплавка стенок блока двигателя Д50, поражённых кавитационными разрушениями
Более глубокие повреждения (до 9 мм) после зачистки наплавляют пучком электродов, состоящим из одного стального электрода диаметром 2,5 мм марки УОНИ-13/45 и двух медных прутков диаметром 3 мм с меловой обмазкой. В случае применения одностержневого медно-железного электрода (034-1) диаметр его стержня не должен превышать 3 мм. Заварка производится короткими валиками, длиной не более 40 мм в первом слое и не более 60 мм в последующих слоях. После заварки глубоких мест поверхность наплавленного металла зачищают шлифовальным камнем заподлицо с поверхностью зачищенного ранее участка. После этого делают двуслойную наплавку зачищенного участка стальными электродами марки УОНИ-13/45 диаметром -3 мм, как описано выше. Ток при наплавке — 110-140 а при обратной полярности. Окончательно наплавленную поверхность зачищают камнем.
В качестве предохранительной меры у блоков, не поражённых сквозными свищами (но имеющих утоньшенные стенки вследствие разрушений) с внутренней стороны, наряду с наплавкой повреждённых мест, приваривают или прикрепляют на болтах защитные листы с хромовым покрытием, которые принимают на себя разрушающие силы кавитации. Разрушенные кавитацией листы впоследствии заменяют новыми.
В случае появления больших свищей у посадочного пояса ремонт блока в заводских условиях осуществляют в следующем порядке. Посадочное место в блоке (фиг. 28) растачивают и углубляют и в него впрессовывают сменное кольцо 1, изготовленное из стали 1Х18Н9Т (ЭЯIТ), ГОСТ 5949-51. Для экономии металла допускается контактная сварка кольца встык. Для предохранения от возможной утечки воды вместе с кольцом 1 впрессовывается уплотнительное резиновое кольцо 2. Поверхность А после запрессовки проверяют по краске. Отпечаток краски по кольцу должен быть непрерывным, шириной не менее 3 мм; допускается подшабровка. Между кольцом и блоком в месте Г пластина щупа толщиной 0,03 мм входить не должна.
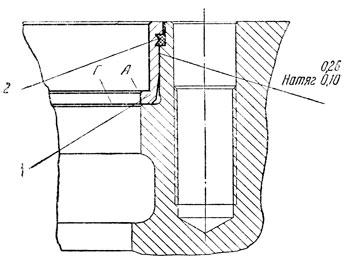
Фиг. 28. Вставка сменного кольца при ремонте блока: 1 — сменное стальное кольцо; 2 — резиновое кольцо
При текущем ремонте допускается более простой способ уплотнения втулок от течи воды в верхней части. В этом случае у верхнего бурта втулки протачивают канавку (фиг. 29), куда закладывают резиновое кольцо 1. Таких колец при заводском ремонте разрешается ставить не более двух.
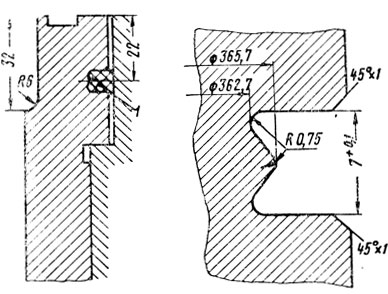
Фиг. 29. Уплотнение втулки при наличии свищей в посадочном поясе блока: 1 — резиновое кольцо
Отремонтированный блок опрессовывается водой давлением 2,5 ати в течение 25 мин. Перед опрессовкой отверстие для присоединения всасывающего патрубка водяного насоса, а также отверстия водосливного трубопровода из блока и под водяной всасывающий патрубок заглушают фланцами и резиновыми прокладками. На месте перехода воды из блока в цилиндровые крышки ставят резиновые кольца 6 (фиг. 30), прижимаемые гайками через стойки 7, сделанные из труб, а также болты 4, наконечники 5 и фланец 2.
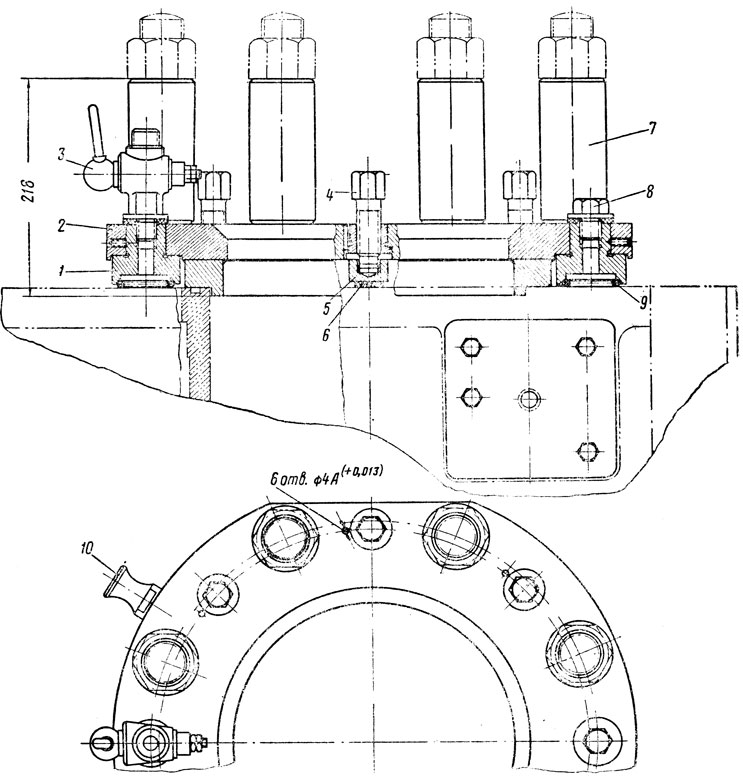
Фиг. 30. Приспособление для опрессовки блока цилиндров: 1 — штырь; 2 — фланец; 3 — кран; 4 — болт; 5 — наконечник; 6 — резиновое кольцо; 7 — стойка; 8 — пробка; 9 — резиновое кольцо; 10 — рым-болт
На крайние цилиндры блока устанавливают фланцы со сквозными штырями 1 и резиновыми кольцами 9 под кран 3 и пробку 8 для спуска воздуха при опрессовке. Для подъёма приспособления используют рым-болт 10. На фиг. 31 представлена фотография описанного приспособления.
Фиг. 31. Приспособление для опрессовки блока цилиндров
Если при опрессовке обнаружена течь воды сквозь поры стенок или сварочные швы, производится пропайка оловянно-свинцовистым припоем. Иногда с этой же целью делают бакелитирование или пропитку раствором жидкого стекла под давлением 2-2,5 ати.
Для предохранения посадочных поясов блоков и втулок от коррозии целесообразно покрывать их антикоррозийным лаком АБЛ-20.
Учитывая сложность и трудность исправления поражённых мест, необходимо уделять особое внимание профилактическим мероприятиям, к числу которых относятся регулярное применение антикоррозийных припадков к воде и наложение защитных покрытий.
Заварка трещин у картера. Трещины, образовавшиеся у стенок картера, заваривают холодным способом с применением комбинированного пучка электродов, как это производится при заварке блоков.
При электродуговой сварке могут быть использованы электроды из монель-металла. Эти электроды имеют следующий химический состав: медь — 30-33%, никель — 63-65%, марганец — 0,75-1,3%, железо — 1,25-2,5%, кремний — до 0,75%.
Для обмазки электродов употребляют смесь следующего состава: мел — 34%, ферросилиций — 28%, графит — 10%, кокс — 16%, барий 12%; в качестве связующего вещества употребляется жидкое стекло. Заварку ведут обратно-ступенчатым способом с проковкой наплавленного слоя и перерывами в работе для остывания. Трещины перед заваркой засверливают по концам: и разделывают под V-образный шов с углом 60°.
Монтаж блока на картер, замена шпилек. Перед постановкой блока взамен сменяемого проверяют монтажные поверхности картера и блока при помощи контрольной линейки и щупа. Блок проверяют в перевёрнутом положении. Допускаются отдельные просветы до 0,15 мм. Затем блок устанавливают на картер с направлением анкерных и сшивных шпилек в соответствующие отверстия картера, торцы которого со стороны масляного насоса совмещаются с блоком. Допускается ступенчатость не более 0,1 мм. Плотность посадки блока на картер до затяжки проверяют щупом. Допускается максимальный местный зазор до 0,25 мм, при большем* зазоре посадочные поверхности обрабатывают на станке.
Положение блока относительно постелей картера проверяют следующим порядком. В продольном направлении установленного по уровню картера по центрам постелей первого и седьмого коренных подшипников протягивают струну. У первого и шестого цилиндров по центру устанавливают струны, причём расстояние от торца расточки в картере у седьмой постели до центра нити 6-го цилиндра должно составлять 178 ± 1,0 мм.
В поперечном направлении блок относительно струны картера устанавливают в такое положение, чтобы вертикальные струны при касании с горизонтальной не отклонялись от своего положения. При заводском ремонте допускается смещение блока в поперечном направлении до 1,5 м в сторону топливного насоса и до 0,8 мм в сторону распределительного вала газораспределения.
Положение блока относительно картера отмечают рисками, наносимыми со стороны масляного насоса. Проверенный таким образом относительно картера блок снимают.
После укладки вала в картер и запрессовки втулок в блок целесообразно сделать контрольную проверку. Для этого удобно пользоваться приспособлением, представленным на фиг. 32. Приспособление состоит из двух колец и трубы. Верхнее кольцо 1 толщиной 20 мм имеет коническую поверхность, которая опирается на верхнюю кромку цилиндровой втулки. Нижнее кольцо 5 имеет цилиндрическую поверхность для двигателей Д50 диаметром, равным 317,9 ± 0,03 мм. Оба кольца соединяются с трубой 4 усиливающими планками 3. Для удобства пользования к верхнему концу трубы приваривают скобу 2. Концентричность наружных поверхностей колец и трубы достигается проточкой их на станке с одной постановки.
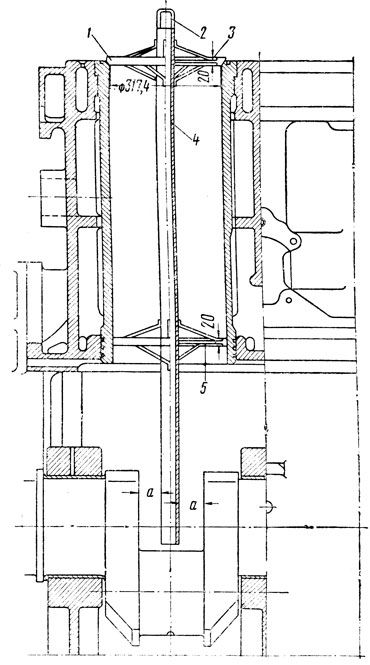
Фиг. 32. Проверка установки блока относительно коленчатого вала: 1, 5 — кольца; 2 — скоба; 3 — усиливающие планки; 4 — труба
При проверке положения блока относительно вала измеряют расстояния а от трубы до щёк вала. Измерения удобно производить при помощи набора специально изготовленных плиток, сделанных в соответствии с диаметром трубы и отличающихся одна от другой по толщине на 0,5 мм.
Поверхность соприкосновения блока с картером при окончательном монтаже смазывают герметиком и блок с проверкой по ранее намеченным рискам прикрепляют сшивными и анкерными шпильками. Сначала производится предварительное крепление шпилек усилием одного человека ключом с рукояткой длиной 400 мм; затем сшивные шпильки закрепляют до упора ключом, имеющим плечо 1 ООО мм, усилием одного человека (25 кг), а анкерные шпильки — ключом с плечом 1 500 мм усилием двух человек (50 кг). Как предварительное, так и окончательное крепление делают от четвёртого подшипника к концам блока; при этом обращается внимание на совпадение отверстий под. шплинты с прорезями гаек. Гайки шплинтуют.
Правильно установленный относительно картера и коленчатого вала блок должен иметь разность расстояний а от вертикальной струны первого и шестого цилиндров или трубы приспособления (см. фиг. 32) до щёк не более 2 мм. Продольный разбег коленчатого вала при этой проверке должен быть выбран в сторону генератора.
Положение блока относительно картера фиксируется контрольными штифтами диаметром 26 мм, устанавливаемыми со стороны распределительного вала против первого и шестого цилиндров.
Прокладки под боковые крышки люков приклеивают к крышкам герметиком, который предназначается для предупреждения течи в местах разъёма деталей и широко используется при сборке узлов двигателей. В табл. 6 приведён состав герметика.
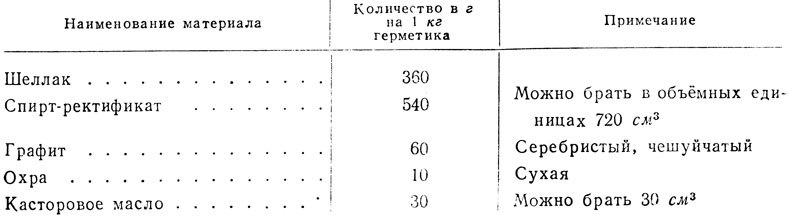
Таблица 6
Герметик приготовляют следующим способом. Шеллак растворяют в спирте, подогретом до 50-60°, после чего добавляют остальные составляющие. Чтобы избежать улетучивания спирта, герметик хранят в закрытом сосуде.
При отсутствии шеллака герметик может быть составлен из следующих, компонентов (табл. 7).
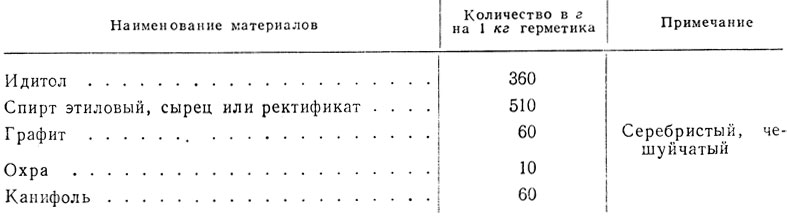
Таблица 7
В данном случае идитол и канифоль измельчают до величины зерна 3-5 мм, затем растворяют в подогретом спирте. В раствор добавляют графит, канифоль и охру, предварительно смешанные между собой.
Перед нанесением герметика на поверхность последнюю тщательно протирают чистой ватой или концами, смоченными растворителем № 645 или № 647.
Поверхность покрывают герметиком при помощи кисти, ровным, тонким слоем. Перед сборкой смазанные поверхности должны подсохнуть на воздухе в течение 10-15 мин. Засохший герметик при демонтаже удаляют механическим путём при помощи шабера или химическим с применением растворителей.
Шпильки анкерные, сшивные и цилиндровые в случаях их замены вследствие трещин и повреждений резьбы изготовляют из стали 37 Х С (ГОСТ 4543-48) и перед постановкой на место проверяют дефектоскопом. Нарезку цилиндровых шпилек делают по двум градациям, а поверхность оксидируют. Шпильки устанавливают с натягом 0,00-0,06 мм. Натяг обеспечивается подбором.
Во время текущего ремонта разрешается оставлять без замены не более двух оборванных шпилек крепления картера двигателя к раме тепловоза со стороны генератора и одной анкерной шпильки соединения картера с блоком.
Источник