Ремонт головки блока цилиндров МТЗ-80
К основным дефектам головки блока цилиндров Д-240 трактора МТЗ-80 (рис. 2.1.16) относят: коробление плоскости разъема; износ внутренних поверхностей направляющих втулок, рабочих фасок клапанов и седел клапанов; трещины в перемычках клапанных гнезд; прогар посадочных мест под уплотнения форсунок или их стаканов.
При проведении технической экспертизы пользуются основными показателями и регулировочными данными деталей головки цилиндров и газораспределительного механизма ГРМ.
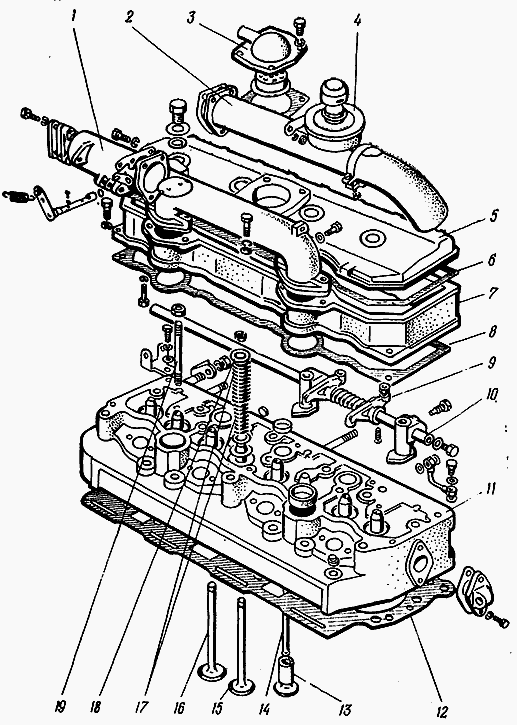
Рис. 2.1.16. Взаимное расположение деталей головки цилиндров Д-240
1 — патрубок; 2 — труба; 3 — корпус сапуна; 4 — бачок; 5 — колпак; 6, 8 — прокладки; 7— крышка головки; 9 — коромысло; 10 — ось; 11 — головка цилиндров; 12 — прокладка головки; 13 — толкатель; 14 — штанга; 15 — клапан выпускной; 16 — клапан впускной; 17 — пружины клапана; 18— тарелка клапана; 19 — шпилька
Основные показатели и регулировочные данные деталей головки цилиндров и ГРМ Д-240 трактора МТЗ-80
Выступание стержня клапана, мм:
— номинальное — 56,0
— допустимое — 57,2
Перемещение клапана, мм:
— номинальное — 10,2
— допустимое — 9,0
Отклонение от плоскостности поверхности головки, мм, не более — 0,15
Утопание тарелки клапана, мм:
— номинальное — 0,4—0,7
— допустимое — 1,8
Допустимый внутренний диаметр втулки клапана, мм — 11,10
Допустимая сила сжатия (упругость) наружных клапанных пружин до рабочей длины — 148
Рабочая длина наружной пружины, мм — 54,0
Допустимая сила сжатия (упругость) внутренних клапанных пружин до рабочей длины, Н — 74
Рабочая длина внутренней пружины, мм — 48,5
Допустимый диаметр стержня клапана, мм — 10,85
Внутренний диаметр втулки коромысел, мм — 19,02—19,05
Диаметр оси коромысел, мм — 18,98—19,00
Утопание тарелок клапанов в гнездах головки без снятия ее с блока цилиндров можно определить по выступанию стержней всасывающих клапанов относительно поверхности головки.
Для этого поочередно устанавливают поршни в ВМТ такта сжатия и измеряют расстояние от торца стержня клапана до головки. Если выступание стержня клапана превышает допустимую величину, то это свидетельствует о предельном износе тарелок клапанов и их седел.
Одновременно можно определить степень износа кулачков распределительного вала. Для этого прокручивают коленчатый вал дизеля до полного открытия клапана (при установленном для холодного дизеля тепловом зазоре) и замеряют расстояние от торца стержня клапана до головки.
По разности расстояний, измеренных при закрытых и полностью открытых клапанах, определяют перемещение каждого клапана.
Если перемещение клапана ниже допустимого значения, распределительный вал дизеля МТЗ-80 заменяют. После этих замеров головку снимают с дизеля и подвергают дальнейшей экспертизе.
Замеряют отклонение от плоскостности поверхности головки (рис. 2.1.17). Если отклонение от плоскостности превышает допустимое значение, то головку заменяют; если отклонение в пределах нормы, то проверяют состояние седел клапанов по утопанию тарелки нового клапана (рис. 2.1.18).
При утопании тарелки клапана более допустимого размера головку заменяют. Если утопание в пределах нормы, то головку разбирают и ремонтируют.
Сухари клапанов и клапанные пружины снимают приспособлением ОР-9913 (рис. 2.1.19). Если седло клапана имеет трещины, то головку заменяют. Снятые клапаны маркируют, а затем замеряют диаметр стержня (рис. 2.1.20), проверяют биение тарелки клапана и изгиб стержня (рис. 2.1.21).
Биение фаски тарелки и изгиб стержня относительно оси клапана не должны превышать 0,03 мм. При наличии следов износа, прогаров, раковин на фасках клапанов рабочую поверхность фасок обрабатывают на шлифовальных станках Р-108 (рис. 2.1.22) или ОР-6686.
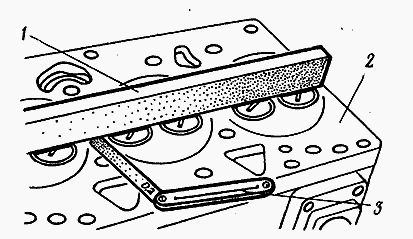
Рис. 2.1.17. Измерение отклонения от плоскостности поверхности головки блока цилиндров Д-240
1 — поверочная линейка; 2 — головка цилиндров; 3 — щуп
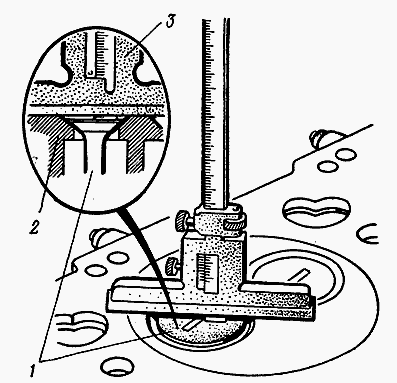
Рис. 2.1.18. Определение утопания тарелки клапана
1 — клапан; 2 — головка цилиндров; 3 — штанген-глубиномер
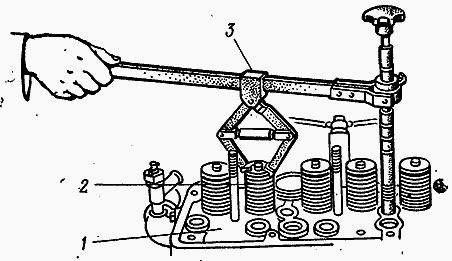
Рис. 2.1.19. Снятие сухарей клапанов и клапанных пружин
1 — головка цилиндров; 2 — клапанная пружина; 3 — приспособление ОР-9913
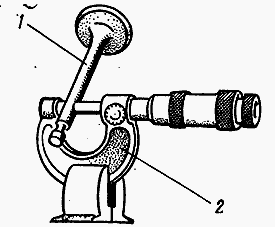
Рис. 2.1.20. Измерение диаметра стержня клапана Д-240
1 — клапан; 2 — микрометр
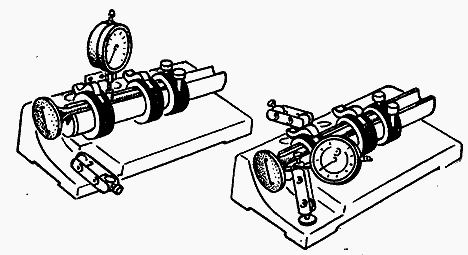
Рис. 2.1.21. Измерение изгиба стержня и биения фаски тарелки клапана
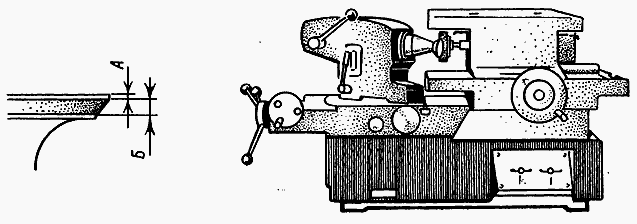
Рис. 2.1.22. Шлифование рабочей поверхности фаски клапана
Фаску впускного клапана шлифуют под углом 60°, выпускного — под углом 45°. После выведения следов износа ширина цилиндрической части тарелки клапана А должна быть не менее 0,5 мм, а ширина притертой матовой полоски на фаске клапана Б — не более 2 мм.
Направляющую втулку клапана заменяют при износе поверхности отверстия под стержень клапана до диаметра, превышающего допустимое значение, или при ослаблении посадки втулки в головке. Измерение диаметра отверстия направляющей втулки клапана показано на рис. 2.1.23.
При замене направляющую втулку выпрессовывают (рис. 2.1.24). Новую втулку подбирают с наибольшим допуском по наружному диаметру, смазывают эпоксидным клеем без наполнителя и запрессовывают в головку специальным (болтом (рис. 2.1.25).
После установки направляющих втулок седло клапана обрабатывают планетарно-шлифовальным приспособлением ОПР-1334А (рис. 2.1.26).
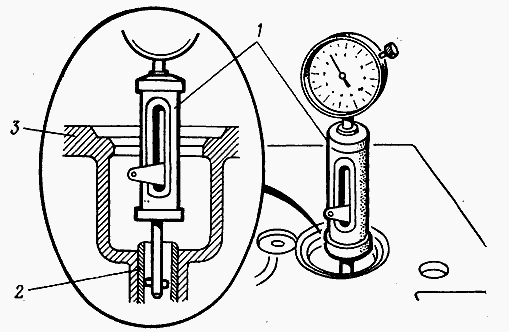
Рис. 2.1.23. Измерение диаметра отверстия втулки клапана МТЗ-80
1 — индикаторный нутромер; 2 — направляющая втулка клапана; 3 — головка блока цилиндров
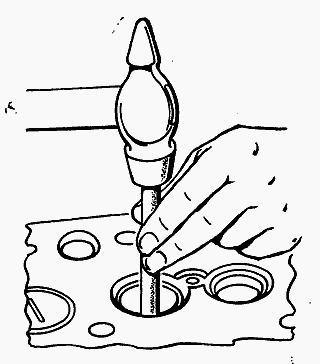
Рис. 2.1.24. Выпрессовка направляющей втулки клапана
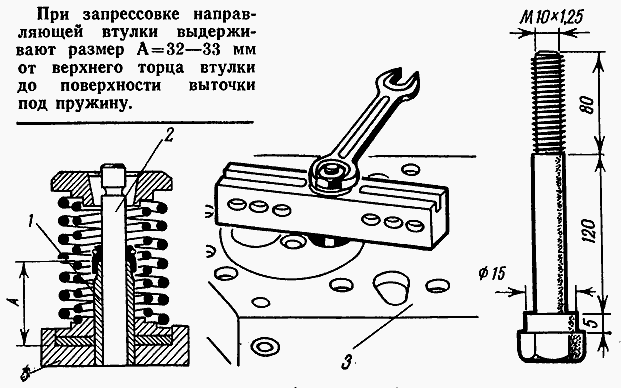
Рис. 2.1.25. Запрессовка направляющей втулки клапана
1 — направляющая втулка; 2 — клапан; 3 — головка блока цилиндров
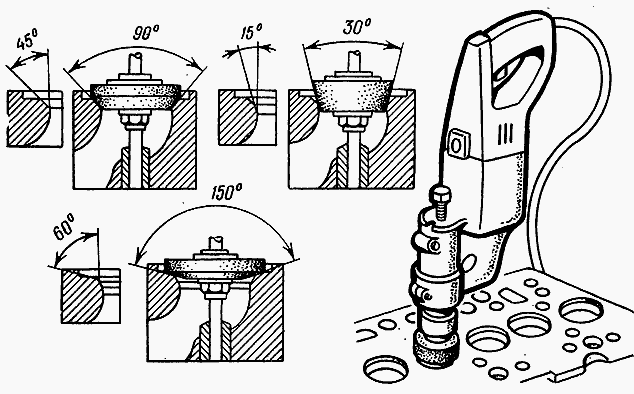
Рис. 2.1.26. Обработка седла клапана в головке блока цилиндров МТЗ-80
При рисках, раковинах, прожогах на рабочей фаске седла первоначально фаску шлифуют до выведения следов дефекта и проверяют состояние седла по утопанию тарелки нового клапана. Если утопание не превышает допустимого размера, то седло продолжают обрабатывать.
Нижнюю кромку рабочей фаски седла в головке цилиндров обрабатывают шлифовальным кругом с углом конуса 150°, а верхнюю кромку — 60°. Ширина рабочей фаски седла для впускных клапанов должна быть 2,0—2,5 мм для выпускных — 1,5—2,0 мм.
После обработки тарелки клапана Д-240 и седла их взаимно притирают. Если ремонту были подвергнуты все клапаны и седла, то притирку ведут на ставке ОПР-1841 А.
При ремонте одного-двух клапанов притирку ведут пневматическим приспособлением 2213 (рис. 2.1.27), используя пасту из смеси микропорошка М20 с индустриальным или моторным маслом.
В процессе притирки клапан периодически вращают и приподнимают. Время от времени проверяют состояние притирающихся фасок клапана и седла.
Верхняя кромка матовой полоски рабочей фаски должна располагаться на расстоянии не менее 0,5 мм от цилиндрической части тарелки клапана.
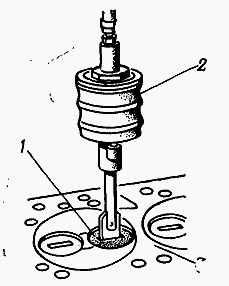
Рис. 2.1.27. Притирка клапана к седлу
1 — клапан; 2 — приспособление 2213; 3 — головка цилиндров
Если матовая полоска окажется значительно ниже или выше указанного расстояния, то седло снова обрабатывают шлифовальными кругами с углом конуса 60 и 150° и снова притирают клапан к седлу.
Перед сборкой клапанов Д-240 трактора МТЗ-80 проверяют длину и силу сжатия клапанных пружин на приспособлении МИП-100. Если параметры пружин выходят за допустимые значения, то пружины заменяют.
В некоторых случаях для компенсации длины и силы сжатия пружин под них устанавливают специальные шайбы, толщину которых можно определить по формуле: для впускного клапана А = В—1,3 мм; для выпускного клапана А = В—1,8 мм, где В — утопание клапана, замеренное после ремонта седла клапана.
После сборки клапанов выступание сухарей над плоскостью тарелки пружины должно быть не более 0,5 мм, утопание — не более 1,3 мм.
Для контроля герметичности клапанов впускные и выпускные каналы головки цилиндров заполняют керосином, который не должен просачиваться в течение 1,5 мин.
Перед установкой оси коромысел в сборе проверяют техническое состояние каждого коромысла. При наличии на бойках коромысел углублений более 0,3 мм поверхность бойка шлифуют до выведения следов дефекта.
Отклонение от параллельности рабочей поверхности бойка коромысла допускается не более 0,05 мм. При необходимости проверяют диаметр отверстий втулок коромысел. Зазор между втулкой и осью коромысел допускается не более 0,15 мм.
Источник
Ремонт блоков и гильз (цилиндров) тракторов и автомобилей
Основные возможные дефекты. Наиболее распространённые дефекты блоков: износы внутренних поверхностей гильз, износы поверхностей отверстий коренных опор; трещины/пробоины в стенках водяной рубашки, картере и перемычках между гильзами; срыв резьбы в отверстиях; обломы фланцев; нарушение соосного расположения отверстий коренных опор; деформация посадочных мест под бурты гильз; кавитационный износ стенок блока и гильз возле уплотнительных колец; коробление поверхностей, особенно соединяемых с головкой блока отложения накипи на стенках блока и гильзах и прочее.
Блок не подлежит восстановлению при выломах на внутренних перегородках, двух трещинах длиной 800 мм, проходящих через резьбовые отверстия на обработанных поверхностях.
Накипь и возможные отложения (кокс, смолы, лаки) перед проведением ремонта следует удалить вываркой блоков и промывкой в ваннах либо машинах.
Гильзы, как правило, подвергаются износу в области движения поршневых колец.
Допустимый без ремонта зазор между гильзой и юбкой поршня при положении его в верхней мёртвой точке (в. м. т.) установлен:
для двигателей Д-160 – 0,59 мм;
для двигателей СМД-60 – 0,44 мм;
для двигателей СМД-62 – 0,44 мм;
для прочих дизелей – 0,4 мм;
для двигателей ЗМЗ-53А и ЗИЛ-130 – 0,20 мм (при допускаемой овальности не более 0,09 мм для гильз всех двигателей).
Ремонт и восстановление. Изношенные гильзы растачиваются, затем их хонингуют на увеличенный ремонтный размер и укомплектовывают поршнями и кольцами того же размера.
Ремонтный размер гильз блоков большинства дизелей увеличен на 0,7 мм, а для ЯМЗ, А-01М, А-41 – на 0,5 мм.
Растачиваются гильзы в алмазно-расточных станках типа 2Е78П. Перед растачиванием замеряется наибольший диаметр гильз и определяют, возможно ли её расточить на ремонтный размер Dц, используя формулу:
где Dрасч – расчётный диаметр гильзы, мм;
Dmax– наибольший замеренный диаметр изношенной гильзы, мм;
a – припуск на заглубление резца (0,02-0,03 мм);
δ – припуск на хонингование (0,02-0,03 мм).
Овальность и конусообразность гильзы после растачивания допустимы не более 0,02 мм по всей её длине, а шероховатость поверхности – Ra = 2,0-1,25 мкм.
Расточенные гильзы хонингуют на станках типа 3Г833 алмазными либо абразивными брусками, которые закреплены в специальной головке (хон).
В качестве смазочно-охлаждающей жидкости при хонинговании используется керосин либо дизельное топливо.
Шероховатость внутренней поверхности гильзы после хонингования должна быть не более Ra = 0,3 мкм, а овальность и конусообразность в пределах 0,012-0,020 мм.
Замеряемая твердомером 2018ТР твёрдость внутренней поверхности должна быть в пределах 40-50 HRC, кроме двигателя марки Д-240, где она составляет 207 HB.
Хонингование выполняют в два приёма:
1) предварительное – брусками с алмазами АСБ зернистостью 125/100 на связке МК2 со стопроцентной концентрацией (сокращённо АСБ 125/100 МК2 100%);
2) окончательное – брусками МА со связкой МК3 без алмазов, заменённых на антифрикционный наполнитель (дисульфид молибдена) и мягкий абразив.
Для контроля биения верхнего и нижнего посадочных поясков относительно внутренней поверхности гильзы применяют приспособление КИ-3340, при этом биение допустимо для всех гильз в пределах 0,05-0,10 мм.
Вместо расточки для автомобильных гильз может использоваться следующая технология (алмазного хонингования): обдирочное, получистовое и чистовое хонингование. Обдирочное хонингование производится брусками АСБ 400/315 МК2 50% для серых чугунов и АСБ 500/400 МК2 50% для закалённых (HRC ≥ 40). Получистовое хонингование выполняется брусками АСБ 160/125 МК2 100%, а чистовое хонингование выполняется брусками АСМ 28/20 МК3 100%.
Восстановление гильз производится постановкой упругой стальной ленты (сталь У8А, У10А, 65Г осветлённая, нагартованная) толщиной 0,5-0,7 мм. Отрезают стальную ленту определённой длины, в специальном приспособлении свёртывают её в цилиндр, затем запрессовывают в предварительно расточенную гильзу. Размер расточки гильзы под ленту рассчитывается так, чтобы после запрессовки остался припуск на окончательное шлифование. Запрессовывание возможно в два-три приёма в зависимости от длины гильзы и ширины ленты.
У моноблоков цилиндры восстанавливаются путём постановки сухой гильзы, которая изготовлена из марганцовистого чугуна. В расточенный блок запрессовывается гильза с натягом 0,08-0,12 мм, затем вновь она обрабатывается на нормальный размер.
Разрабатываются и внедряются способы восстановления изношенной рабочей поверхности гильз методом наращивания хромом в проточном электролите, термопластическим обжатием с использованием нагрева ТВЧ и другие способы.
При износе поверхностей отверстий коренных опор либо деформации блока нарушается соосное их расположение. Коленчатый вал испытывает дополнительную упругую деформацию, которая способна привести к появлению трещин либо поломке, к заклиниванию и задирам его в подшипниках. Блоки могут быть восстановлены при износе либо отклонении от соосности коренных опор более чем на 0,05-0,08 мм (для блоков дизелей) либо 0,02-0,03 мм (карбюраторных двигателей).
Отклонение от соосности коренных опор проверяется на пневмоиндикаторной установке КИ-5508 для комплексного контроля блоков.
Коренные опоры дизелей типа СМД, Д-50, А-41, Д-37М контролируются пневматическим приспособлением КИ-4862, а ЯМЗ-240Б, А-01 оптико-механической установкой КИ-5506. Также применяется скалка с индикаторами часового типа, закрепляемая в крайних коренных опорах блока при помощи ступенчатых либо конических опор-втулок. В простейшем случае используется скалка с лыской, укладываемая на опоры блока. Отклонение от соосности замеряется щупом между ребром и опорой.
Изношенные поверхности коренных опор и нарушенная их соосность устраняются следующими способами:
1) расточкой на специальных станках на увеличенный ремонтный размер (0,25 мм) с последующей постановкой вкладышей увеличенного ремонтного размера по наружному диаметру;
2) нанесением и отверждением состава на основе эпоксидных смол с наполнителем из алюминиевой пудры и последующей расточкой на нормальный размер (блоки карбюраторных двигателей);
3) наплавкой поверхностей коренных опор малоуглеродистыми электродами либо электродами на никелевой основе с последующей расточкой на нормальный размер и другими.
После расточки коренные опоры в блоках двигателей Д-50, Д-240, СМД-60, Д-65 хонингуются на установке 014-24 «Ремдеталь».
Отклонение от перпендикулярности расположения оси посадочных поясков под гильзы цилиндров относительно оси коренных опор допускается до 0,05 мм на длине 100 мм.
Восстановленные блоки испытываются на герметичность на стендах (например, Ки-5372А для дизелей многих марок). При проведении гидравлического испытания блоков под давлением 0,4-0,5 МПа в течение 3-х минут не должно быть потения швов.
Пробоины на стенках водяной рубашки либо на боковой стенке картера, не проходящие через обработанные плоскости, заделываются постановкой стальной заплаты с эпоксидным составом на сгибах.
Трещины в перемычках между отверстиями под гильзы устраняются постановкой упрочняющей фигурной вставки.
Износ и срыв резьбы в отверстиях устраняется постановкой пружинных спиральных вставок, резьбовых переходных втулок, ступенчатых шпилек с резьбой увеличенного размера либо применяются анаэробные составы «Унигерм-7», «Унигерм-11».
Шпильки, ввёрнутые до отказа в блок, должны иметь нормальную длину, при допустимом отклонении от перпендикулярности не более 0,5 мм по всей длине.
Отклонение от плоскостности поверхности блока, соединяемой с головкой, проверяется лекальной линейкой со щупом, не вывёртывая шпилек (допустимое отклонение – не более 0,15 мм). При большем отклонении нужно вывернуть шпильки и подвергнуть плоскость обработке шабрением, плоским шлифованием либо фрезерованием. После этого гильзы, которые установлены в блок и прижаты с усилием 9 кН, должны выступать над поверхностью на 0,04-0,20 мм при разности между ними для одного блока не более 0,05 мм (иначе возможны прогорание прокладок и просачивание воды). Выступание гильзы менее 0,04 мм необходимо увеличить постановкой под её поясок кольца из листовой латуни.
Изношенные поверхности канавок под резиновые уплотнительные кольца растачиваются на алмазно-расточном станке и запрессовываются стальные кольца с эпоксидным составом либо заливаются этим составом, вставив в блок уплотнительное кольцо и гильзу, предварительно смазанную консистентной смазкой. После отверждения состава гильза и резиновое кольцо убираются, а поверхность в канавке зачищается резцами с помощью специального приспособления, зафиксированного на блоке.
Изношенные поверхности отверстий под толкатели в блоке более 0,07 мм развёртываются на увеличенный размер.
Блоки и гильзы ремонтируются в специализированных ремонтных предприятиях. Допускается в мастерских хозяйств устранение трещин в деталях постановкой фигурных вставок, заделкой эпоксидным составом и восстановление резьбы в отверстиях блока постановкой резьбовых спиральных вставок.
Источник