- Ремонт головки блока цилиндров
- Проверка технического состояния деталей и их ремонт. Снятие и установка головки блока цилиндров КАМАЗа. Операции, наиболее часто применяемые в комплексном ремонте головки блока цилиндров. Регулировка тепловых зазоров в клапанном механизме двигателя.
- Подобные документы
- Технологический процесс ремонта блоков цилиндров двигателя Д-442
- Содержание работы
- Описание работы
- Содержание архива
- Совершенствование работ по ремонту блока цилиндров
- Особенности конструкции двигателя ВАЗ-11174 (универсал), ВАЗ-11184 (седан), ВАЗ-11194 (хетчбек) Lada Kalina. Технологический процесс восстановления поверхности блока цилиндра. Совершенствование технологического процесса ремонта и диагностирования.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Ремонт головки блока цилиндров
Проверка технического состояния деталей и их ремонт. Снятие и установка головки блока цилиндров КАМАЗа. Операции, наиболее часто применяемые в комплексном ремонте головки блока цилиндров. Регулировка тепловых зазоров в клапанном механизме двигателя.
Подобные документы
Регулировка тепловых зазоров в клапанном механизме двигателя. Установка головки блока цилиндров. Проверка технического состояния деталей и их ремонт. Операции, часто применяемые в комплексном ремонте головки блока цилиндров. Восстановление седла клапанов.
реферат, добавлен 30.10.2017
Проверка технического состояния деталей и их ремонт. Снятие и установка головки блока цилиндров КАМАЗа. Операции, часто применяемые в комплексном ремонте головки блока цилиндров. Клапанный механизм и его восстановление, регулировка тепловых зазоров.
реферат, добавлен 08.12.2009
Проверка технического состояния деталей и их ремонт. Снятие и установка головки блока цилиндров. Операции, наиболее часто применяемые в комплексном ремонте. Клапанный механизм. Восстановление клапана. Регулировка тепловых зазоров в клапанном механизме.
курсовая работа, добавлен 25.06.2013
Особенности конструкции головки блока цилиндров, проверка её технического состояния и ремонт. Характеристика и порядок разборки, сборки головки блока цилиндров, проверка технического состояния. Регулировка клапанов, установка головки блока цилиндров.
контрольная работа, добавлен 30.11.2016
Назначение и устройство головки блока цилиндров автомобиля ЗИЛ-130. Основные неисправности головки блока цилиндров. Строительно-монтажные работы грузоподъемными кранами. Описание технологического процесса управления автогидроподъемником АГП–12А.
контрольная работа, добавлен 23.01.2012
Общие сведения об автомобиле и его двигателе. Возможные неисправности двигателя и система технических осмотров и ремонтов. Определение техсостояния и техническое обслуживание головки блока цилиндров. Обеспечение безопасности труда при ремонте автомобиля.
дипломная работа, добавлен 11.11.2014
Использование остаточного ресурса деталей автомобиля как источника экономической эффективности их капитального ремонта. Служебное назначение и условия работы блока цилиндров двигателя. Определение себестоимости восстановления головки блока цилиндров.
курсовая работа, добавлен 21.10.2015
Описание признаков, по которым можно определить, что двигателю внутреннего сгорания (ДВС) требуется ремонт. Основные операции при капительном ремонте ДВС, составление технологической карты. Расточка блока цилиндров и ремонт головки блока цилиндров.
статья, добавлен 10.03.2019
Производственная программа станции технического обслуживания автомобилей. Объем работ агрегатного участка. Численность персонала, распределение рабочих по профессиям и квалификации. Схема технологического процесса ремонта головки блока цилиндров.
курсовая работа, добавлен 07.03.2017
Разработка технологического процесса восстановления головки блока цилиндра автомобиля с применением наиболее прогрессивных форм и методов организации авторемонтного производства. Оформление маршрутной и операционной карт. Планировка поста слесаря.
курсовая работа, добавлен 18.09.2015
Источник
Технологический процесс ремонта блоков цилиндров двигателя Д-442
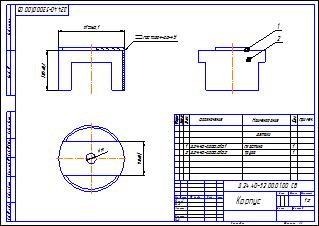 Корпус- деталировка Корпус- деталировка | 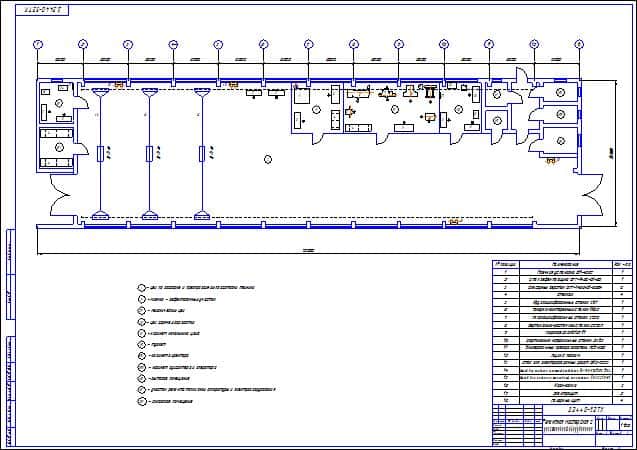 Ремонтная мастерская с расстановкой оборудования Ремонтная мастерская с расстановкой оборудования |
|---|
Содержание работы
Введение 4
1 Анализ производственной деятельности предприятия 6
1.1. Характеристика хозяйства 6
1.2. Структура управления 7
1.3 Штат работников ремонтного цеха 7
1.4. Техническая оснащённость предприятия 8
1.4.1. Состав машинотракторного парка хозяйства по маркам машин 8
1.4.2. Станочный парк и его характеристики 9
1.5 Перечень работ по ремонту 9
1.6 Перспектива развития предприятия 9
1.7 Обоснование дипломного проекта 10
2. Анализ литературных источников 12
2.1. Виды блока цилиндров 12
2.2. Виды дефектов блока цилиндров 13
2.3. Ремонт и восстановление блока цилиндров 14
2.3.1. Ремонт и восстановление трещин и пробоин в стенках блока цилиндров 14
2.3.2. Ремонт и восстановление постелей коленчатых валов 19
2.3.3. Восстановление коренных опор 21
2.3.4. Ремонт поверхностей разъёма блока цилиндров 25
2.3.5. Ремонт и восстановление цилиндров (для цельных блоков цилиндров) 28
2.4. Выводы 29
3. Технологическая часть 30
3.1. Обоснование выбора рационального способа восстановления блока цилиндров двигателя Д-442 30
Рис. Блок цилиндров материал СЧ 21-40 твёрдость НВ 170-241 32
3.2. Маршрут восстановления дефектов блока цилиндров двигателя Д-442 34
3.3. Разработка операций 35
3.4. Выводы 46
4. Конструкторский раздел 47
4.1. Общие сведения о разборочно–сборочных работах и их целесообразность 47
4.2. Обзор приспособлений для разборки 47
4.2.1. Съёмник для выпрессовки гильзы из блока цилиндров 47
4.2.2. Приспособление для выпрессовки гильзы цилиндров 48
4.2.3. Съёмник гильзы цилиндров 49
4.2.4. Приспособление для снятия гильзы из блока цилиндров двигателя Д-442 49
4.3. Принципиальная схема съёмника 50
4.4. Прочностной расчёт деталей приспособления 51
4.4.1. Натяговые параметры съемных элементов. Расчет силы выпрессовки 51
4.4.2. Расчет болта крепления захвата на срез 53
4.4.3. Расчёт винта на выров 54
4.4.4. Расчет резьбы гайки на срез 54
4.2.5. Расчет винта на устойчивость 55
4.2.6. Расчет захвата на срез 56
4.2.7. Расчет захвата на изгиб 57
4.2.8. Расчет сварного шва 58
4.5. Выводы и предложения 59
5. Охрана труда 60
5.1. Требования безопасности на рабочем месте 60
5.2. Требования безопасности к инструменту, оборудованию, приспособлениям 60
5.3. Требования безопасности к моечным работам 62
5.4. Требования безопасности к разборочным и сборочным работам 63
5.5. Требования безопасности при работе на металлообрабатывающих станках 64
5.6. Требования безопасности при работе на станках сверлильной группы 64
5.7. Правила техники безопасности при электросварочных работах 65
6. Экологическая безопасность 68
7. Технико-экономическое обоснование проекта 69
7.1. Расчет стоимости конструкторской разработки 69
7.2. Расчет стоимости ремонта одного двигателя 72
7.3. Выводы и предложения 74
Выводы и предложения 75
Список литературы 76
Описание работы
Технологический процесс ремонта блоков цилиндров двигателя Д-442 в условиях ОАО. Данный дипломный проект состоит из расчетно-пояснительной записки, выполненной на 113 листах машинописного текста и 9 листах графической части формата А1. Расчетно-пояснительная записка состоит из 7 разделов, которые включают в себя 18 таблиц, 31 рисунок, 5 фотографий и 16 наименований использованных источников. В рамках данного дипломного проекта представлена технология ремонта блока цилиндров двигателя Д-442. В проекте даются рекомендации по внедрению в стандартный технологический процесс ремонта блока цилиндров дополнительных операций, таких как: наплавка верхних и нижних посадочных поясков под гильзы цилиндра. Также даются рекомендации по выбору инструмента, оборудования и режимов.
В данном дипломном проекте был разработан съёмник для выпрессовки гильзы из блока цилиндров. Был произведен расчет элементов оснастки. При внедрении рекомендуемого технологического процесса ремонта наблюдается понижение себестоимости ремонта блока цилиндров примерно в 7 раз. Выполнены соответствующие расчеты и составлена таблица технико-экономических показателей проекта. Годовой экономический эффект составит 6129,48 руб. Кроме того, в проекте разработаны мероприятия по охране труда и противопожарной безопасности. Согласно темы дипломного проекта и имеющегося технического оснащения предприятия, в разделе, анализ литературных источников, были представлены основные возможные способы ремонта данного узла. В технологической части дипломного проекта, аналитическим путём определили самый рациональный способ ремонта блока цилиндров в условиях хозяйства. Составлен оптимально — экономичный маршрут ремонта и расписаны основные операции.
В конструкторском разделе были выполнены следующие пункты:
— общие сведения о разборочно — сборочных работах и их целесообразность;
— обзор приспособлений для разборки;
— принципиальная схема съёмника;
— прочностной расчёт деталей приспособления.
Патентный анализ показал, что представленные съёмники для выпрессовки гильз сложны в изготовлении и применении, т. к. имеют сложную конструкцию, большую массу и требуют тщательного ухода. Предложенная нами схема приспособления проста и рациональна. Материалы для съёмника подобраны с 2х — 3х кратным запасом прочности. Прочностные расчёты показали, что данное приспособление надёжно и эффективно. Так же была рассчитана технико-экономическая часть дипломного проекта. Предлагаемая технология ремонта блока цилиндров дает годовой экономический эффект 6129 рублей. Ресурс восстановленного блока цилиндров двигателя Д-442 составит 80% от ресурса новой детали, т.е. 5280 физ.га. Этот ресурс меньше, чем у новой детали, но себестоимость восстановления в 7 раз меньше, нежели у ремонта с заменой на новую деталь. В итоге видно, что внедрение новой технологии ремонта целесообразно и экономически выгодно.
Середа Виктор Алексеевич
Содержание архива
Остальные чертежи смотрите в папке «Скрины», архив
Цена дипломной работы 1830 ₽ Получить скидку 20%
Источник
Совершенствование работ по ремонту блока цилиндров
Особенности конструкции двигателя ВАЗ-11174 (универсал), ВАЗ-11184 (седан), ВАЗ-11194 (хетчбек) Lada Kalina. Технологический процесс восстановления поверхности блока цилиндра. Совершенствование технологического процесса ремонта и диагностирования.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 14.01.2012 |
| Размер файла | 488,4 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
Кафедра: «Сервис транспортных систем»
«Технологические процессы в сервисе»
студент гр. 2357
Проверил: к.т.н. доцент
Набережные Челны 2011 г.
Для выполнения курсовой работы по дисциплине «Технологические процессы в сервисе»
Студент: Арсланов Фанзиль Фанилович Группа: 2357
Тема проекта: Совершенствование работ по ремонту блока цилиндров
Блок цилиндров, без сомнения, можно назвать основой любого двигателя. К нему крепятся головка блока, агрегаты, коробка передач, а внутри расположены поршневая группа и кривошипно-шатунный механизм. Очевидно, каждый из этих узлов испытывает нагрузки, а, значит, на блок действуют большие силы, переменные по величине и направлению. И, чтобы противостоять им, блок должен быть достаточно жестким, т.е. не деформироваться под действием этих сил.
Однако требование высокой жесткости вступает в противоречие с необходимостью снизить до минимума массу. Это вполне понятно — чем толще стенки блока, тем он жестче, но и тяжелее. А тяжелый блок — это не только тяжелый автомобиль: материалы, из которых изготавливается блок цилиндров, будь то специальный чугун или алюминиевый сплав, нельзя назвать дешевыми. И даже небольшой выигрыш по весу, к примеру, 100 г, в массовом производстве с его миллионными «тиражами» может дать экономию в сотни и тысячи тонн металла.
С другой стороны, работающий двигатель — основной источник шума в автомобиле. Так вот, еще одна задача блока цилиндров — не только не усилить, а, наоборот, поглотить, свести до минимума все моторные шумы. Эта задача — тоже не из простых: ведь тонкие стенки блока сами могут вибрировать, становясь при этом источником шума.
Естественно, выполнить все перечисленные требования одновременно очень непросто, но для современного автомобиля это необходимо. А потому блок цилиндров — это не кусок чугуна, как ошибочно полагают некоторые, а сложная и дорогостоящая деталь, при проектировании которой используются компьютеры и точные математические методы расчетов.
Традиционным материалом для блоков цилиндров издавна считается специальный чугун, содержащий так называемый пластинчатый графит. Именно такая структура обеспечивает высокую износостойкость поверхности цилиндров, выполненных как одно целое внутри блока (моноблок).
Такая конструкция применяется на легковых автомобилях уже более полувека и продолжает оставаться наиболее распространенной и в наши дни, несмотря на существенный недостаток моноблока — большую массу. Дело в том, что если попытаться увеличить долговечность цилиндров, использовав более износостойкий материал, то стоимость блока сразу заметно возрастет (не будем забывать, что любое удорожание единицы продукции в массовом производстве надо сразу умножить на программу ее выпуска — тогда, к примеру, один лишний доллар обернется миллионами дополнительных затрат).
Но износостойкость для блока важна не в каждой точке, а только в узком поясе вокруг каждого цилиндра. Вот почему в разные годы конструкторы пытались улучшить указанные свойства блоков цилиндров. Так, в 50-60-х годах появились алюминиевые блоки цилиндров со вставными («мокрыми», т.е. омываемыми снаружи охлаждающей жидкостью) гильзами из чугуна. Эта конструкция была заимствована из авиации, где требования к снижению массы моторов, пожалуй, самые жесткие. Так, кстати, были сконструированы блоки у наших «москвичей» и «волг».
В 70-х годах эта конструкция получила дальнейшее развитие: вместо «мокрых» гильз стали применять заливку их в алюминиевый блок на стадии его изготовления. Такие гильзы получили название «сухих» (одной из первых конструкцию с «сухими» гильзами применила фирма Honda). Тем самым удалось совместить преимущество моноблока (высокая жесткость) с низкой массой конструкции и высокой износостойкостью цилиндров.
Не остались без изменения и традиционные чугунные блоки у некоторых моторов. Так, на дизельных двигателях, где при высоких нагрузках износостойкость цилиндров особенно важна, в чугунные блоки стали устанавливать «сухие» гильзы из специальных дорогостоящих чугунов.
Дальнейшее совершенствование конструкции и технологии привело к появлению цельноалюминиевых блоков цилиндров. Содержание кремния в алюминиевом сплаве пришлось резко увеличить — до 18-20%. Мера, надо сказать, не случайная. После химического травления рабочих поверхностей таких цилиндров на них остается тончайший слой кремния. На поршни, работающие с такими цилиндрами, при этом наносят специальное железное покрытие — иначе работоспособность трущейся пары «поршень-цилиндр» не обеспечить.
1. Особенности конструкции рассматриваемого узла
На автомобили ВАЗ-11174 (универсал), ВАЗ-11184 (седан), ВАЗ-11194 (хетчбек) Lada Kalina устанавливают двигатель ВАЗ-11194, созданный на базе двигателя ВАЗ-2112.
Двигатель ВАЗ 11194 это «облегченный» вариант двигателя ВАЗ 21126. Уменьшение рабочего объема осуществлялось за счет уменьшения диаметра цилиндров до 76,5мм. И доработки камеры сгорания. Использование новых технологий и конструкторских решений позволило при уменьшении рабочего объема сохранить мощность двигателя. Двигатель обладает высокими показателями экономичности. Расход масла не превышает 0,15% от расхода топлива. Двигатель может выпускаться в модификациях под нормы токсичности Евро 3 или Евро-4.
Блок цилиндров отлит из специального высокопрочного чугуна, что придает конструкции двигателя жесткость и прочность. Протоки охлаждающей жидкости, образующие рубашку охлаждения, выполнены по всей высоте блока, это улучшает охлаждение поршней и уменьшает деформацию блока от неравномерного перегрева. Рубашка охлаждения открыта в верхней части в сторону головки блока. В нижней части блока цилиндров расположено пять опор коренных подшипников коленчатого вала, крышки которых прикреплены болтами. В опорах установлены тонкостенные сталеалюминиевые вкладыши, выполняющие функцию подшипников коленчатого вала. В средней опоре выполнены проточки, в которые вставлены упорные полукольца, удерживающие коленчатый вал от осевых перемещений.
Блок цилиндров 11194 -1002011 выполнен с диаметром цилиндров — 76,5 мм. Высота блока составляет 197,1 мм (расстояние от оси вращения коленчатого вала до верхней плоскости блока цилиндров). Как у всех вазовских двигателей, с поперечным размещением в моторном отсеке, размер между центрами цилиндров соответствует 89 мм.
Для обработки стенок цилиндра использовалась новая технология фирмы Federal Mogul. Специальное хонингование позволило получить более качественные поверхности цилиндра. Для обеспечения повышенных требований к точности изготовления были определены всего три класса точности для диаметра цилиндра (А, В, С — через 0,01мм). Уменьшение диаметра цилиндров повысило жесткость блока и улучшило его охлаждение. На блоке 11194 , как и на блоках моделей 11193 и 21126, в опорах коренных подшипников установлены масляные форсунки для охлаждения поршней. Блок окрашивается в синий цвет. Маркировка класса цилиндра осуществляется на нижней поверхности блока. Буквенное обозначение класса наносится на нижней плоскости блока цилиндров. Коленчатый вал устанавливается и фиксируется с помощью пяти разъемных опор. Каждая опора является местом установки коренных вкладышей, которые являются подшипниками скольжения для вращающегося к\вала. На всех моделях двигателей производства ВАЗ применяются одинаковые коренные вкладыши мод. 2101.Вес — 26,600 кг. (без коленвала и поршней).
Еще одним, отличием по конструкции «переднеприводных» блоков, является то, что для установки полуколец используется третья опора. Полукольца устанавливаются в специальные проточки, выполненные на опоре. Полукольца ограничивают осевое смещение коленчатого вала. Максимально допустимая величина осевого зазора коленвала составляет 0,35мм. Это условие обеспечивается заменой изношенных полуколец на новые стандартные или на более «толстые» — ремонтные полукольца. При установке, необходимо чтобы смазочные канавки, находящиеся на одной из сторон полуколец, были обращены к упорным поверхностям коленчатого вала.
Основные размеры блока цилиндров показаны в таблице 1 и на рисунке 1.
Источник