Ремонт двигателя ЗМЗ 406 своими руками в гараже.
Специально для статьи был приобретен двигатель змз 406 с большим пробегом. По словам старого хозяина он пробежал более 600 тысяч км в разных условиях и эксплуатировался разными водителями, в том числе и пилотами, для которых капот является частью обшивки автомобиля, а не крышкой моторного отсека.

Этот двигатель тупо разобрали по болтикам без всякой диагностики неисправностей, так как пробег большой и делать надо всё. Сняв и почистив голову увидели: седла клапанов, особенно выпускных, обсевшие, т.е. это приведёт к снижению или потере компрессии. На фото видно, что клапана сидят глубже поверхности камеры сгорания. Кстати, для хозяев этих машин и начинающих мотористов, это очень серьезная неисправность для двигателя с гидрокомпенсаторами, которой необходимо уделить должное внимание. Замерами и цифрами в этой статье увлекаться не будем, она есть в соответствующей литературе, чтобы не упустить некоторых важных моментов.

Здесь тоже видно, как утоплены клапана, правда изображение некачественное.

Соответственно головку блока везем в мастерскую на замену направляющих втулок клапанов, сёдел клапанов и шлифовку, блок на расточку цилиндров под новые ремонтные поршня, а коленвал и промвал на шлифовку. Что приятно удивило — размеры шеек коленвала на несколько соток оказались ниже допуска, хоть и блок внутри был покрыт толстым слоем масляного нагара. Но в принципе тут нечего удивляться — это заводское качество.
Пока ждем результатов обработки, есть время разобраться с другими деталями.
Проверяем износ втулок верхней головки шатуна — как правило, лучше конечно замена.
Проверяем износ большой звездочки промежуточного вала со стороны их прилегания, если присутствует выработка от стопорной пластины, то её завариваем полуавтоматом и отдаем шлифовать —

чтобы получилось вот так.

Теперь выработки, как показывает практика, в этом месте никогда не будет, ввиду изменения структуры металла.
Проверяем маховик, если присутствует выработка от диска сцепления, то отдаем токарю или шлифовщику на проточку.
Привезли блок — как видно, кроме расточки, его еще шлифовали из-за небольшого коробления поверхности вовремя эксплуатации. Если исходить из практики то б/у блоки после расточки выхаживают на много больше, чем новые, так как за время работы получили многочисленные термические обработки, усадки металла и т.д.
Да, шлифовать блок надо обязательно с передней крышкой, чтобы они лежали в одной плоскости.
Теперь его следует хорошо отмыть и удалить всю стружку из масляных каналов.

После чистки блока чистим коленвал. Выкрутив пробки коленвала нередко приходится наблюдать такую картину — отверстие почти целиком забито отложениями масляного нагара. Чистим, промываем, продуваем.

Бывает, что грани пробки срезает, то тогда можно к ней приварить болт и выкрутить.
Источник
Ремонт блока цилиндров двигателя газель
Блок цилиндров — отлит из серого чугуна и выполнен в виде моноблока с картерной частью опущенной ниже оси коленчатого вала
Между цилиндрами в верхней части имеются выполненные в отливке протоки для прохода охлаждающей жидкости.
В нижней части блока расположены пять гнезд коренных подшипников.
Крышки коренных подшипников, изготавливаемые из высокопрочного чугуна, обрабатываются в сборе с блоком цилиндров и поэтому они не взаимозаменяемы.
На нижних поверхностях 1, 2 и 4-ой крышек выбиты их номера для правильной установки.
При установке крышек замочные пазы под вкладыши в блоке цилиндров и в крышках следует располагать с одной стороны.

Блоки с пробоинами на стенках цилиндров, с трещинами на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, с пробоинами на водяной рубашке и картере подлежат выбраковке.
В результате естественного износа цилиндры в блоке приобретают по длине форму неправильного конуса, а по окружности — овала.
Наибольшей величины износ достигает в верхней части цилиндров против верхнего компрессионного кольца, при положении поршня в ВМТ, наименьший — в нижней части, при положении поршня в НМТ.
Цилиндры и поршни разбиты на пять размерных групп А, Б, В, Г, Д.
Буква, обозначающая группу цилиндра, нанесена краской на левую наружную сторону блока напротив каждого цилиндра.
Все цилиндры в одном блоке должны, как правило, обрабатываться под один и тот же ремонтный размер с допуском +0,036. +0,072 мм от номинала, за исключением случаев, когда требуется вывести неглубокие царапины на зеркале цилиндров (в пределах увеличения диаметра цилиндра на 0,10 мм), здесь допускается исправление только дефектных цилиндров.
В тех случаях, когда в распоряжении имеются лишь ограниченное число поршней рекомендуется рассчитать номинальный диаметр для каждого цилиндра, исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, и под этот размер обрабатывать цилиндры с указанным ниже допуском на обработку.
Отклонения от геометрически правильной формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Проверку герметичности рубашки охлаждения производят методом опрессовки.
Для этого нужно заглушить все отверстия в блоке, кроме одного, к которому подводится сжатый воздух. Блок опускают в ванну с водой и подают сжатый воздух под давлением 1,5 атм.
В поврежденных местах будут выходить воздушные пузыри.
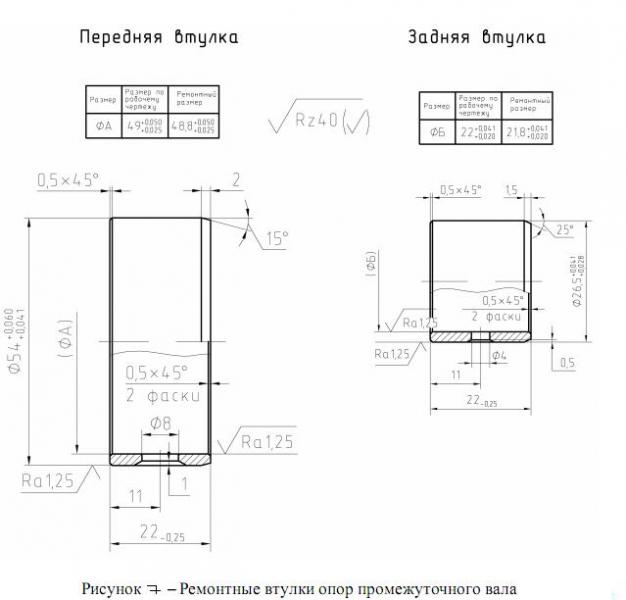
Ремонт втулок опор промежуточного вала заключается в их замене стандартными или ремонтными, увеличенной толщины, в зависимости от износа посадочных отверстий в блоке цилиндров и последующей расточкой внутреннего отверстия втулок под стандартный или ремонтный размер, в зависимости от износа опорных шеек промежуточного вала.

Ремонтные втулки изготовить из антифрикционного сплава .
Стандартные втулки заменять на ремонтные также при ослаблении их посадки или проворачивании.
Перед установкой опор промежуточного вала демонтировать трубку. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов.
Расточку опор промежуточного вала производить за одну установку для обеспечения соосности. Новую трубку запрессовать на анаэробный герметик.
Шейки промежуточного вала шлифуют под ремонтный размер в случае износа, превышающего максимально допустимый.
В случае износа отверстий под привод масляного насоса более допустимого, отверстия расточить до ремонтного размера под ремонтные втулки.
Ремонтные втулки изготовить из серого чугуна наружным диаметром 21 мм и длиной: нижняя — 17 мм, верхняя — 30 мм.
Запрессовать ремонтные втулки, просверлить в верхней втулке через отверстие с конической резьбой сквозное отверстие для подвода масла Ø 3,5 мм, входящее в масляную магистраль блока цилиндров, и обработать отверстия во втулках до номинального размера.
Обработку посадочных отверстий блока цилиндров под втулки и отверстий втулок производить за одну установку.
Повреждения резьбовых отверстий, в виде забоин или срыва резьбы менее двух ниток, восстанавливают прогонкой резьбы метчиком нормального размера.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и менее трудоемкий.
Контролируемые параметры при ремонте блока цилиндров, поршней, шатунов и промежуточного вала

*допуск 0,036 мм разбит на 3 группы — через 0,012 мм
* допуск 0,010 мм разбит на 4 размерные группы — по 0,0025 мм
Источник
Ремонт блока цилиндров двигателя газель
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ.
Очень важно сделать ремонт головки после того, как перегрели мотор.
Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров.
Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Хорошо отремонтированная головка – это 50% хорошей работы двигателя.
Разборка

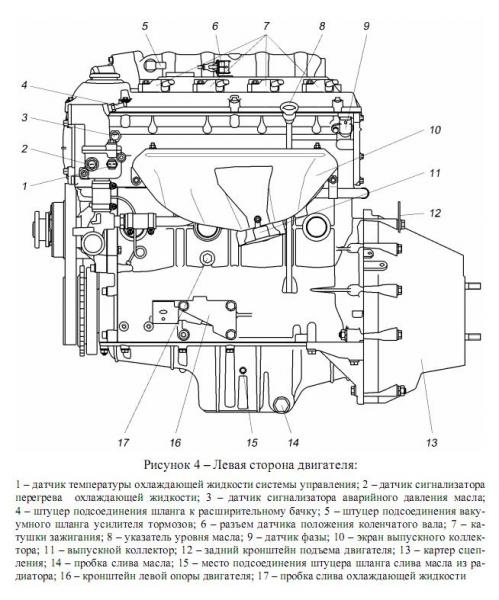
Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора. Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.

Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.

Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.


Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Снять прокладку крышки.

Вынуть гидротолкатели 1 клапанов.
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.


Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем. Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.


Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.


Съемником удаляем маслоотражательный колпачок.
Подцепляем отверткой и вынимаем опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.


Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов
Источник
Ремонт двигателя газель 405

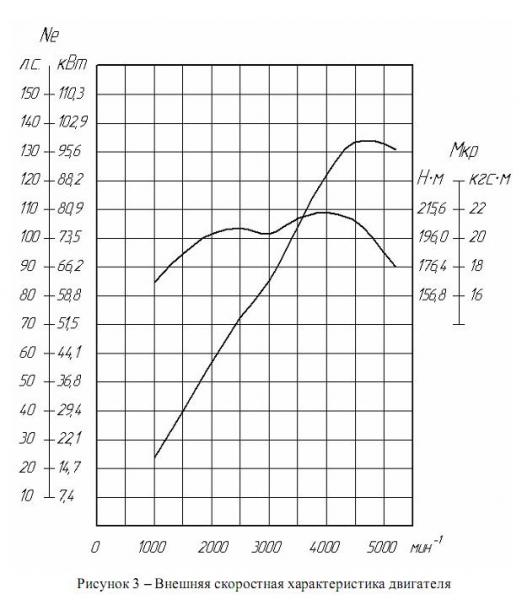
Двигатель газель 405 это усовершенствованный двигатель ЗМЗ-40522.10, главным образом уменьшили токсичность «Euro 3» и увеличили надежность и срок эксплуатации.
Так же ЗМЗ-405 устанавливали на грузовые автомобили массой до 3500 кг.
Двигатели рассчитаны для эксплуатации в климатическом исполнении «У2» в умеренном климате, т.е. при температурах от — 45 до + 40 градусов и влажности воздуха до 100 % при + 25 градусов.
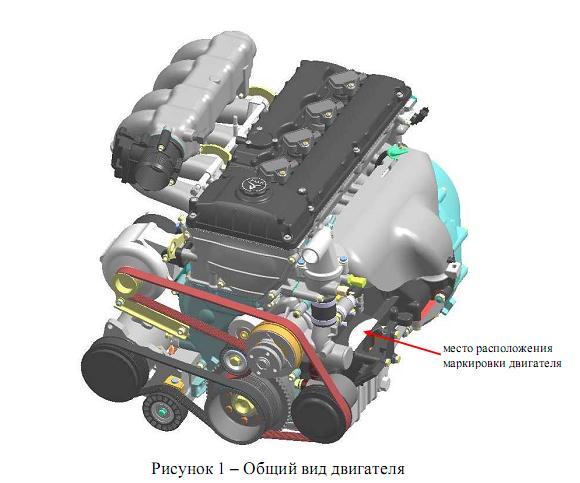
Общий вид двигателя газель 405
С чего начать ремонт двигателя автомобиля Газель 405
Ремонт двигателя газель 405 начинается со снятия двигателя с автомобиля и его дальнейшей разборке.
Если делая ремонт двигателя газель 405 обнаружились на ГБЦ пробоины на стенках цилиндров, с трещинами на верхней поверхности и на ребрах, которые поддерживают коренные подшипники, с пробоинами на рубашке и картер, все подлежит замене на новые.
В результате износа цилиндры в ГБЦ становятся по длине неправильного конуса, а по окружности — овала. Наибольшей износ происходит в верхней части цилиндров против верхнего компрессионного кольца, при положении поршня в ВМТ, а наименьший износ происходит в нижней части, при положении поршня в НМТ.
Делая ремонт двигателя газель 405 все цилиндры в одном блоке подгоняются под один ремонтный размер с допуском +0,036…+0,072 мм от нормы. Исключение составляет, когда нужно вывести неглубокие царапины на зеркале цилиндров (на 0,10 мм), здесь допускается исправление только дефектных цилиндров.
В тех случаях, когда в распоряжении имеются лишь ограниченное число поршней рекомендуется рассчитать номинальный диаметр для каждого цилиндра, исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, и под этот размер обрабатывать цилиндры с указанным ниже допуском на обработку.
Отклонения от геометрически правильной формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Меняем втулки промежуточного вала
Часто ремонт включает замену втулок опор промежуточного вала стандартными или ремонтными, увеличенной толщины, в зависимости от износа посадачных отверстий в блоке цилиндров и последующей расточкой внутреннего отверстия втулок под стандартный или ремонтный размер, в зависимости от износа опорных шеек промежуточного вала. Ремонтные втулки изготовить из антифрикционного сплава (см. рисунок 7).
Стандартные втулки заменять на ремонтные также при ослаблении их посадки или проворачивании.
Перед установкой опор промежуточного вала демонтировать трубку. При установке ремонтных втулок следить, что бы совпали отверстия масляных каналов. Расточку опор промежуточного вала производить за одну установку . Запрессовать трубку анаэробный герметик.
Если износились шейки промежуточного вала то «шлифануть» их под ремонтный размер.
Если отверстия под привод масляного насоса износились больше допустимого, то нужно расточить отверстия до ремонтного размера под ремонтные втулки. Ремонтные втулки изготовить из серого чугуна наружным диаметром 21 мм и дли- ной: нижняя — 17 мм, верхняя — 30 мм.
Запрессовать ремонтные втулки, просверлить в верхней втулке через отверстие с конической резьбой сквозное отверстие для подвода масла O 3,5 мм, входящее в масляную магистраль блока цилиндров, и обработать отверстия во втулках до номинального размера. Обработку посадочных отверстий блока цилиндров под втулки и отверстий втулок производить за одну установку.
Источник