- Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
- Ремонт блока цилиндров двигателя Камминз ISBe, ISLe, ISB, QSB
- Расточка и гильзовка блока цилиндров CUMMINS
- Расточка и гильзовка блока цилиндров ISF — ISBe
- Гильзовка блока цилиндров: КАМАЗ, ГАЗель-Бизнес, Газель-Next
- Купить гильзы для двигателей Камминз: (985) 210-75-22
- Двигатели объемом 4,5 и 6,7 л
- ПРИМЕЧАНИЕ : При выполнении измерений, матирования или расточки цилиндров все крышки коренных подшипников и несущая пластина должны быть закреплены болтами, затянутыми с требуемым моментом.
- ПРИМЕЧАНИЕ : На двигателях объемом 4,5 и 6,7 л цилиндры можно растачивать только один раз под поршни и кольца ремонтного размера (0,5 мм (0,020 дюйма)). Если цилиндр необходимо расточить более чем на 0,5 мм (0,020 дюйма), можно установить ремонтную гильзу. См. разделы «Расточка» и/или «Ремонтная гильза» в данной процедуре.
- Ремонт
- ПРИМЕЧАНИЕ : Посадка новых поршневых колец в цилиндрах с глянцевой поверхностью не будет плотной.
- ПРИМЕЧАНИЕ : Вертикальные проходы должны быть плавными и непрерывными по всей высоте цилиндра.
- ПРИМЕЧАНИЕ : Угол нанесения перекрещивающихся линий зависит от частоты вращения и скорости вертикального перемещения хонинговальной головки. Слишком высокая или слишком низкая скорость перемещения приведет к отклонению этого угла от нормы.
- ПРИМЕЧАНИЕ : Ниже приведены диаметры, полученные в результате расточки, с припуском на финишную обработку. Окончательный диаметр цилиндра будет получен после хонингования.
- ПРИМЕЧАНИЕ : Припуск на 1 проход — не более 0,228 мм (0,009 дюйма)
- Двигатели объемом 3,9 и 5,9 л
- Двигатели объемом 4,5 и 6,7 л
- ПРИМЕЧАНИЕ : Использование круглой хонинговальной головки рекомендуется только для доводки стенок цилиндра, которые не нуждаются в расточке и/или установке ремонтной гильзы.
- Процесс хонингования для двигателей B3.9, B4.5 и B5.9
- Процесс хонингования для двигателей B6.7 и B4.5 RGT
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
Ремонт блока цилиндров двигателя Камминз ISBe, ISLe, ISB, QSB
Цилиндры двигателя Камминз ISBe, ISLe, ISB, QSB выполнены целиком с блоком, без использования гильз. При повреждении или износе их можно отремонтировать.
На двигателях Камминз объемом 3,9 и 5,9 л цилиндры можно растачивать дважды под поршни и кольца ремонтного размера (0,5 мм и 1 мм). Можно установить ремонтную гильзу, если цилиндр необходимо расточить более чем на 1 мм.
На двигателях Cummins QSB 5,9 с системой рециркуляции отработавших газов при расточке цилиндров или установке ремонтных гильз обязательно устанавливается ремонтная прокладка головки цилиндров.
Она обеспечивает необходимое уплотнение по поверхности разъема камер сгорания.
На двигателях объемом Cummins QSB 4,5 и QSB 6,7 цилиндры можно растачивать только один раз под поршни и кольца ремонтного размера (0,5 мм).

Установка ремонтной гильзы не предусмотрена для случаев, когда цилиндр необходимо расточить более чем на 0,5 мм.
Работы по замене и ремонту блока цилиндров двигателя Камминз 4ISBe 185, 6ISBe 300, QSB 6,7
Перед снятием поршней в сборе с шатунами измерьте и запишите величину выступания каждого поршня.
Измерение выступания поршня перед разборкой поможет определить возможность шлифовки верхней поверхности блока цилиндра, если это потребуется.
Снимите двигатель и установите его на стенд. Разберите двигатель.
Перед очисткой или дальнейшей разборкой блока цилиндров осмотрите его, проверив отсутствие повреждений (трещин, следов истирания и пр.), которые могут исключить возможность его повторного использования.
Особое внимание следует уделить следующим позициям:
— Крышки и постели коренных подшипников
— Отверстия под распределительный вал
— Цилиндры
— Отверстия под толкатели
— Верхняя плоскость блока цилиндров
— Поверхность крепления поддона картера
— Поверхность крепления масляного насоса
— Поверхность крепления водяного насоса
— Поверхности под прокладки в передней и задней части блока цилиндров
— Полость маслоохладителя
Проверьте все трубные, компенсационные и цилиндрические резьбовые заглушки на отсутствие признаков повреждений и утечек.
Если необходимо тщательно очистить блок цилиндров двигателя Камминз 6 ISBe 300, 6ISBe 210, 4 ISBe 185, ISLe 340, QSB 5,9 перед повторным использованием из-за большого числа посторонних частиц или загрязнения, снимите все трубные, компенсационные и цилиндрические резьбовые заглушки.
Убедитесь в том, что все каналы систем смазки и охлаждения очищены.
Тщательно очистите все уплотнительные поверхности от остатков старых прокладок.
Снимите блок цилиндров со стенда. Очистите блок цилиндров в промывочной емкости.
Проверьте крышки и постели коренных подшипников на отсутствие трещин, признаков истирания и изменения цвета.
При обнаружении трещин обязательно замените блок цилиндров Cummins 4ISBe 185, 6ISBe 300, QSB 6,7.
Проверьте все резьбовые отверстия под болты на отсутствие повреждений резьбы.
Для ремонта резьбовых отверстий можно использовать футорки.
Футорки нельзя использовать для ремонта резьбовых отверстий под болты крышек коренных подшипников. При их повреждении блок цилиндров подлежит замене.
Проверьте поверхность цилиндров на отсутствие глянцевых участков.
На поверхности цилиндра должны быть заметны перекрещивающиеся линии, идущие под углом 25 — 30 градусов относительно верхней плоскости блока цилиндров.
Проверьте отверстия под распределительный вал дизельного двигателя Камминз ISBe, ISLe, ISB, QSB на отсутствие задиров или чрезмерного износа.
При обнаружении повреждений внутренних отверстий под распределительный вал в случае, когда втулки в них еще не устанавливались, расточите их под ремонтные втулки стандартного размера.
Если повреждения в отверстиях не удаляются расточкой или втулки уже были установлены, блок цилиндров подлежит замене. Втулок ремонтного размера не предусмотрено.
Проверьте состояние отверстий под распределительный вал без втулок.
Диаметр отверстия под распределительный вал без втулки, мм — 59.248/54.164
Если втулка в отверстие под распределительный вал уже устанавливалась, а оно не соответствует норме, обязательно замените блок цилиндров дизеля Камминз ISBe, ISLe, ISB, QSB. Втулок ремонтного размера не предусмотрено.
Если втулка в отверстие под распределительный вал не устанавливалась, а оно повреждено или не соответствует норме, его можно расточить под ремонтную втулку стандартного размера.
Для установки ремонтной втулки стандартного размера расточите отверстие до диаметра не более 59,248 мм.
Проверьте отверстия под толкатели на отсутствие задиров или повышенного износа. Измерьте отверстия под толкатели.
Если диаметр отверстий под толкатели не соответствуют норме, блок цилиндров двигателя Камминз 4ISBe 185, 6ISBe 300, QSB 6,7 подлежит замене.
Диаметр отверстия под толкатель 16.000/16.055 мм. Установите крышки коренных подшипников без вкладышей.
Затяните болты коренных подшипников. Момент затяжки: 176 Нм. Измерьте диаметр постели коренного подшипника.
Если диаметры постелей коренных подшипников не соответствуют норме, проверьте правильность установки и ориентации крышек коренных подшипников. Если крышки коренных подшипников установлены правильно, блок цилиндров подлежит замене.
Диаметр постели коренного подшипника — 87.983/88.019 мм. Измерьте отклонение от плоскостности верхней поверхности блока цилиндров.
Проверьте отсутствие мелких неровностей или дефектов. При их наличии верхняя поверхность блока цилиндров подлежит шлифовке.
Верхнюю поверхность блока цилиндров Cummins 6 ISBe 210, 6ISBe 285,QSB 4,5, ISLe 375, ISLe 400, ISB 6.7 e4 300 можно шлифовать только в случае соблюдения одного из следующих требований:
— После шлифовки можно будет обеспечить требуемую высоту выступания поршня.
— На двигателях, в которых предусмотрено применение прокладок головки цилиндров разной толщины, может использоваться прокладка следующего размера для обеспечения требуемой высоты выступания поршня.
Использование ремонтных прокладок после шлифовки верхней поверхности блока цилиндров не предусмотрено. Если после такой шлифовки нельзя обеспечить требуемую высоту выступания поршня, блок цилиндров подлежит замене.
Отклонение от плоскостности блока цилиндров двигателя Камминз 6 ISBe 300, 6ISBe 210, 4 ISBe 185, ISLe 340, QSB 5,9, мм: в продольном направлении 0.076, в поперечном — 0.051.
Проверьте поверхность цилиндров на отсутствие повреждений или чрезмерного износа.
При помощи нутромера измерьте диаметр цилиндра в 4 точках, отстоящих друг от друга на 90 градусов, в крайних положениях хода поршня.
Измерение диаметра цилиндра производится на расстоянии более 50 мм от верхней поверхности блока цилиндров во избежание снижения точности измерений.
Двигатели QSB объемом 5,9 л
— новый блок цилиндров — 102.010/102.030 мм
— бывший в употреблении блок цилиндров — 102.010/102.050 мм
Отклонение от округлости — 0.038 мм
Конусность — 0.076 мм.
На двигателях Камминз QSB 5,9 цилиндры можно растачивать дважды под поршни и кольца ремонтного размера (0,5 мм и 1 мм). Можно установить ремонтную гильзу, если цилиндр необходимо расточить более чем на 1 мм.
Для оценки необходимости использования ремонтной прокладки осмотрите снятую головку цилиндров. Если форма отверстия некруглая, обязательно установите ремонтную прокладку.
На некоторых двигателях объемом 5,9 л необходимо применение специальной ремонтной прокладки головки цилиндров, если производится расточка цилиндров или установка ремонтных гильз.
Ошибка в выборе правильной прокладки головки цилиндров приведет к выходу двигателя из строя.
Двигатели Cummins QSB объемом 4,5 и 6,7 л
Проверьте поверхность цилиндров на отсутствие повреждений или чрезмерного износа.
— новый блок цилиндров — 106.990/107.010 мм
— бывший в употреблении блок цилиндров — 106.990/107.030 мм
Отклонение от округлости — 0.038 мм
Конусность — 0.076 мм.
На двигателях Камминз QSB объемом 4,5 и 6,7 л цилиндры можно растачивать только один раз под поршни и кольца ремонтного размера (0,5 мм).
Установка ремонтной гильзы не предусмотрена для случаев, когда цилиндр необходимо расточить более чем на 0,5 мм.
Перед ремонтом цилиндров обязательно закройте масляные каналы и отверстия под толкатели в верхней части блока цилиндров водостойкой пленкой.
Используйте круглую хонинговальную головку с частотой вращения 300 — 400 об/мин, совершающую за секунду один цикл перемещения в вертикальном направлении.
Если размер цилиндра не соответствует норме, или его поверхность повреждена, можно выполнить расточку цилиндра под поршень и кольца ремонтного размера.
Расточка цилиндра для двигателей Камминз QSB4,5 и QSB 6,7 может производиться толькоодин раз. Если блок цилиндров уже проходил расточку или устранить повреждения поверхности цилиндра нельзя, блок цилиндров подлежит замене.
Диаметр расточки цилиндра для двигателей QSB объемом 3,9 и 5,9 л: первая расточка 102.469, вторая расточка 102.969.
Диаметр расточки цилиндра для двигателей Cummins QSB 4,5 и 6,7 л — 107.45.
Ремонтные гильзы предусмотрены только для двигателей объемом 3,9 и 5,9 л. Для двигателей объемом 4,5 и 6,7 л ремонтные гильзы не предусмотрены.
Если цилиндр необходимо расточить более чем на 1 мм, обязательно выполните расточку блока цилиндров под ремонтную гильзу. Установка ремонтной гильзы позволит использовать поршень и кольца стандартных размеров.
Балансировочный механизм двигателя Cummins 6 ISBe 300, 6ISBe 210, 4 ISBe 185, ISLe 340, QSB 5,9
Операции по замене балансировочного механизма
Слейте масло из системы смазки. Снимите поддон картера.
Проверните коленчатый вал в положение ВМТ на первом цилиндре.
Снимите восемь болтов крепления балансировочного механизма.
Демонтируйте балансировочный механизм двигателя Cummins 4ISBe 185, 6ISBe 300, QSB 6,7 в сборе.
Поставьте балансировочный механизм в сборе на верстак.
Снимите болты с крышки. Удалите крышку.
Снимите валы балансировочного механизма.
Очистите валы растворителем и просушите сжатым воздухом.
Проверьте шестерни приводного вала балансировочного механизма дизеля Камминз 6 ISBe 210, 6ISBe 285,QSB 4,5, ISLe 375, ISLe 400, ISB 6.7 e4 300 на отсутствие точечной коррозии, истирания или отсутствующих зубьев.
При наличии раковин или отсутствии некоторых зубьев замените шестерни.
Проверьте втулки вала балансировочного механизма на отсутствие повышенного износа.
Замените втулки при обнаружении заметного износа.
При снятии и осмотре промежуточного вала его необходимо установить так, чтобы отверстие подачи масла было под углом к ближайшей точке масляного канала пластины упорного подшипника.
Нанесите смазку на корпус и шейки вала балансировочного механизма двигателя Камминз 6 ISBe 210, 6ISBe 285,QSB 4,5, ISLe 375, ISLe 400, ISB 6.7 e4 300.
Установите валы и совместите метки синхронизации.
Смонтируйте крышку балансировочного механизма и болты. Момент затяжки: 32 Нм
Совместите метки синхронизации привода и шестерни.
Зафиксируйте валы, установиви болт M8 x 125 мм в левую часть крышки. Затяните болт от руки.
При первом цилиндре в ВМТ совместите балансировочное устройство в сборе с направляющими в блоке.
Совместите метки синхронизации шестерни приводного вала балансировочного механизма и шестерни коленчатого вала.
Установите болты. Момент затяжки: 48 Нм
Снимите фиксирующий болт с крышки балансировочного механизма дизеля Камминз 6 ISBe 300, 6ISBe 210, 4 ISBe 185, ISLe 340, QSB 5,9.
Установите поддон картера. Залейте в двигатель масло.
Источник
Расточка и гильзовка блока цилиндров CUMMINS

Расточка и гильзовка блока цилиндров ISF — ISBe
Сервис АПС Моторс осуществляет ремонт ГБЦ, расточку и гильзовку блока цилиндров, реставрация стаканов форсунок двигателей Камминз (Cummins). Восстановление и ремонт ГБЦ двигателей Cummins следующих серий: B, C, L, M, N, ISF 2,8, ISB, QSB, ISL, QSL, ISM, QSM, QSX, ISX
Гильзовка блока цилиндров и его механическая обработка — это дешевая альтернатива покупки нового блока цилиндров. При этом гильзовка блока цилиндров никак не скажется на эксплуатации и ресурсе двигателя.
Гильзовка блока цилиндров: КАМАЗ, ГАЗель-Бизнес, Газель-Next
Срок исполнения 1 день
Гарантия от 1 до 2-х месяцев в зависимости от двигателя.
Подробности по телефону: (985) 210-75-33 — Максим
Купить гильзы для двигателей Камминз: (985) 210-75-22
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонт
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя.
Двигатели объемом 4,5 и 6,7 л
Измерение диаметра цилиндра производится на расстоянии более 50 мм (1,97 дюйма) от верхней поверхности блока цилиндров во избежание снижения точности измерений.
ПРИМЕЧАНИЕ : При выполнении измерений, матирования или расточки цилиндров все крышки коренных подшипников и несущая пластина должны быть закреплены болтами, затянутыми с требуемым моментом.
Проверьте поверхность цилиндров на отсутствие повреждений или чрезмерного износа.
При помощи циферблатного нутромера измерьте диаметр цилиндра в 4 точках, отстоящих друг от друга на 90 градусов, в крайних положениях хода поршня.
| Диаметр цилиндра — только двигатели объемом 4,5 и 6,7 л (новый блок цилиндров) | ||
| mm | in | |
| 106.990 | МИН | 4.2122 |
| 107.010 | МАКС | 4.2130 |
| Диаметр цилиндра — двигатели объемом 4,5 и 6,7 л (для бывшего в употреблении блок цилиндров) | ||
| mm | in | |
| 106.990 | МИН | 4.2122 |
| 107.030 | МАКС | 4.2138 |
| Отклонение от округлости | ||
| mm | in | |
| 0.038 | МАКС | 0.0015 |
| Конусность | ||
| mm | in | |
| 0.076 | МАКС | 0.003 |
ПРИМЕЧАНИЕ : На двигателях объемом 4,5 и 6,7 л цилиндры можно растачивать только один раз под поршни и кольца ремонтного размера (0,5 мм (0,020 дюйма)). Если цилиндр необходимо расточить более чем на 0,5 мм (0,020 дюйма), можно установить ремонтную гильзу. См. разделы «Расточка» и/или «Ремонтная гильза» в данной процедуре.

Ремонт
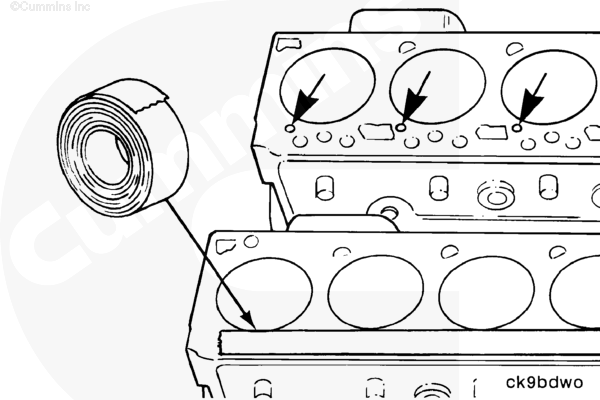
Не допустите попадания инородных частиц, образовавшихся в ходе выполнения ремонтных операций, в масляные каналы двигателя. Несоблюдение этого требования приведет к выходу двигателя из строя.
Перед ремонтом цилиндров обязательно закройте масляные каналы и отверстия под толкатели в верхней части блока цилиндров водостойкой пленкой.
Матирование поверхности цилиндра:
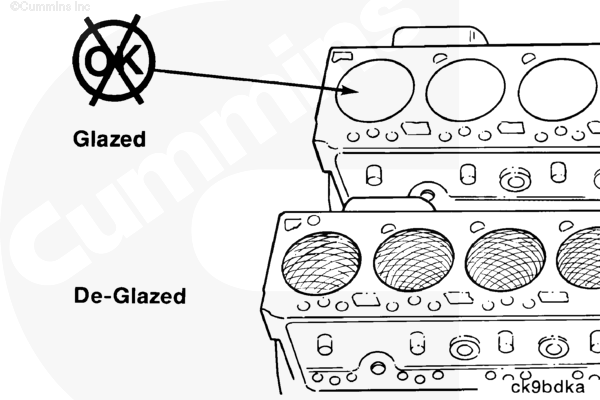
Матирование обеспечивает качество поверхности цилиндра, необходимое для нормальной работы поршневых колец. Матирование допускается только в том случае, когда размеры цилиндров все еще соответствуют норме.
ПРИМЕЧАНИЕ : Посадка новых поршневых колец в цилиндрах с глянцевой поверхностью не будет плотной.
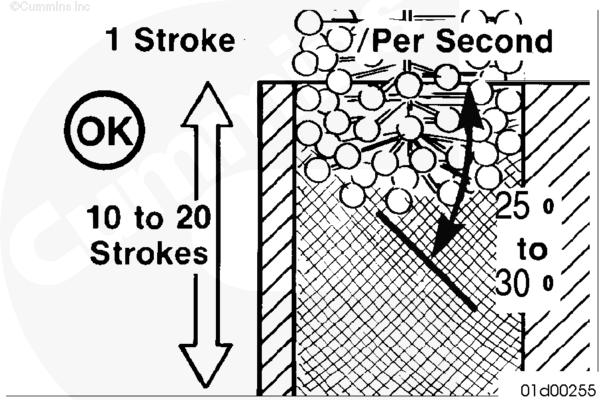
Используйте круглую хонинговальную головку с частотой вращения 300 — 400 об/мин, совершающую за секунду один цикл перемещения в вертикальном направлении. Используйте масло для хонингования высокого качества или смесь равных долей моторного масла SAE 30W и дизельного топлива.
ПРИМЕЧАНИЕ : Вертикальные проходы должны быть плавными и непрерывными по всей высоте цилиндра.
Проверьте отверстие цилиндра после 10 проходов.
ПРИМЕЧАНИЕ : Угол нанесения перекрещивающихся линий зависит от частоты вращения и скорости вертикального перемещения хонинговальной головки. Слишком высокая или слишком низкая скорость перемещения приведет к отклонению этого угла от нормы.
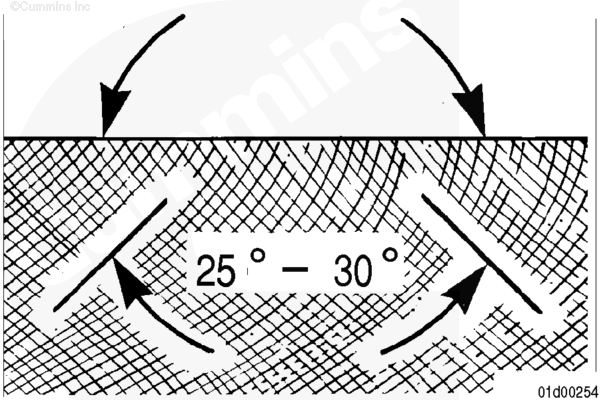
На правильно матированной поверхности цилиндра должны быть заметны перекрещивающиеся линии, идущие под углом 25 — 30 градусов относительно верхней плоскости блока цилиндров.
Если размер отверстия цилиндра не соответствует норме, или его поверхность повреждена, можно выполнить расточку отверстия цилиндра под поршень и кольца ремонтного размера.
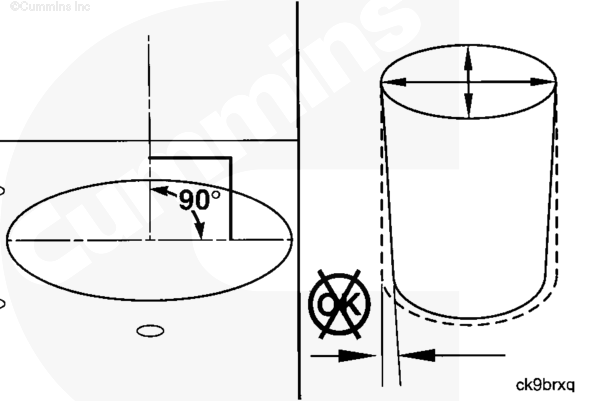
Расточка должна выполняться квалифицированными специалистами на специальном оборудовании. Обязательно обеспечьте перпендикулярность поверхности цилиндров и верхней поверхности блока цилиндров, а также соответствие нормам конусности и овальности отверстия цилиндра.
Соблюдайте рекомендации производителя оборудования по его настройке для получения наивысшего качества обработанной поверхности.
ПРИМЕЧАНИЕ : Ниже приведены диаметры, полученные в результате расточки, с припуском на финишную обработку. Окончательный диаметр цилиндра будет получен после хонингования.
Ниже приведены размеры, получаемые в результате расточки цилиндра:
ПРИМЕЧАНИЕ : Припуск на 1 проход — не более 0,228 мм (0,009 дюйма)
| Диаметр отверстия под гильзу для двигателей объемом 3,9 и 5,9 л | |||
| mm | in | ||
| Первая расточка | 102.469 | NOM | 4.0342 |
| Вторая расточка | 102.969 | NOM | 4.0539 |
| Диаметр расточки цилиндра для двигателей B4.5 и B6.7 | |||
| mm | in | ||
| Расточка | 107.45 | NOM | 4.2303 |

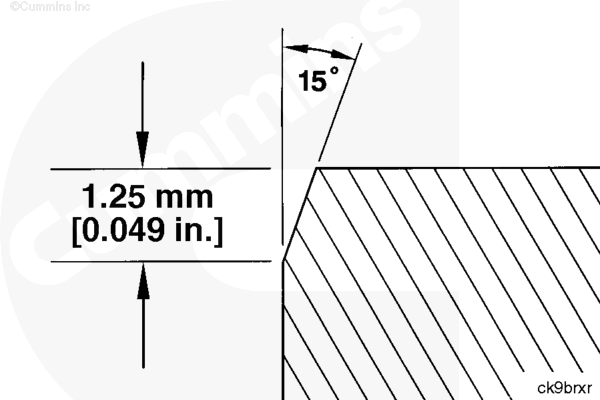
После расточки нанесите на кромку цилиндра фаску 15 градусов шириной около 1,25 мм (0,049 дюйма) с помощью хонинговального камня.
Если для двигателей рабочим объемом 3,9 л или 5,9 л цилиндр необходимо расточить более чем на 1,00 мм (0,0394 дюйма), или для двигателей рабочим объемом 4,5 л или 6,7 л цилиндр необходимо расточить более чем на 0,50 мм (0,0197 дюйма), то обязательно выполните расточку блока цилиндров под ремонтную гильзу. Установка ремонтной гильзы позволит использовать поршень и кольца стандартных размеров.
Для подготовки к установке ремонтной гильзы выполните расточку соответствующего цилиндра (цилиндров):
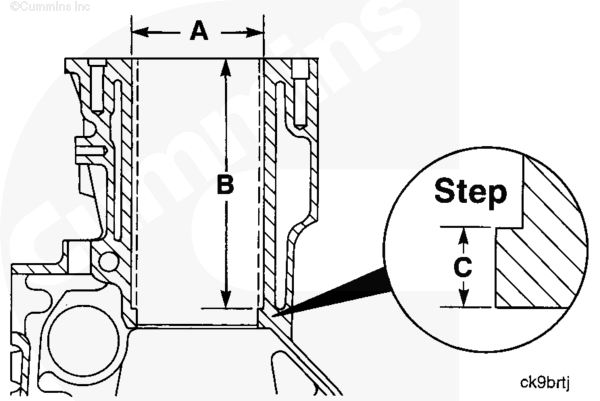
| Диаметр обработанного отверстия под гильзу для двигателей объемом 3,9 и 5,9 л (A) | ||
| mm | in | |
| 104.500 | МИН | 4.1140 |
| 104.515 | МАКС | 4.1146 |
| Диаметр обработанного отверстия под гильзу для двигателей объемом 4,5 и 6,7 л (A) | ||
| mm | in | |
| 109.700 | МИН | 4.3189 |
| 109.715 | МАКС | 4.3195 |
| Глубина расточки (В) | ||
| mm | in | |
| 192.65 | МАКС | 7.5846 |
В результате в нижней части цилиндра появится поясок высотой (С) около 6,35 мм (0,25 дюйма), на который встанет гильза.
После выполнения расточки полностью удалите металлическую стружку, посторонние частицы и масло перед установкой гильзы (гильз).
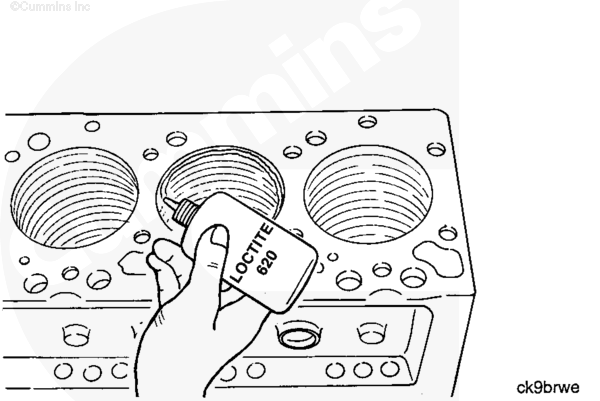
Нанесите состав Loctite® 620 на верхнюю часть отверстия цилиндра при установке гильзы.
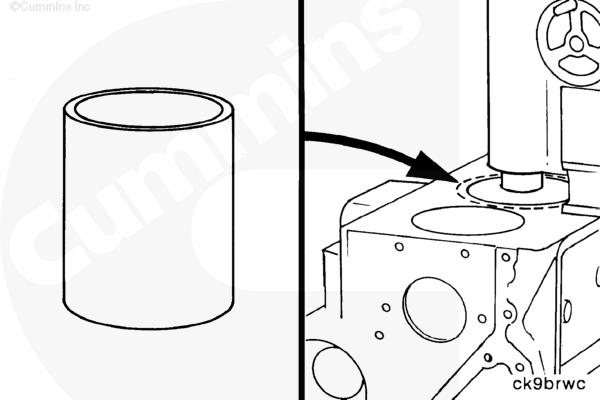
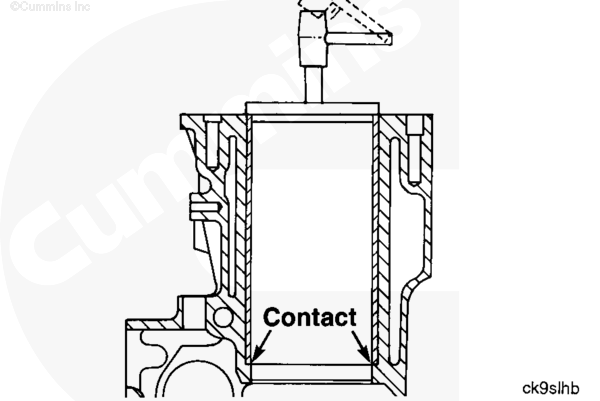
С помощью оправки для гильз, номер по каталогу 3823230 для 102 мм [4,0157 дюйма] или 2892407 для 107 мм [4,2126 дюйма], запрессуйте или вставьте ремонтную гильзу в цилиндр до ее контакта с пояском в нижней части цилиндра.
Двигатели объемом 3,9 и 5,9 л
- Расточите установленную гильзу до диаметра 101,956 мм [4,014 дюйма].

Двигатели объемом 4,5 и 6,7 л
- Расточите установленную гильзу до диаметра 106,880 мм (4,2079 дюйма).

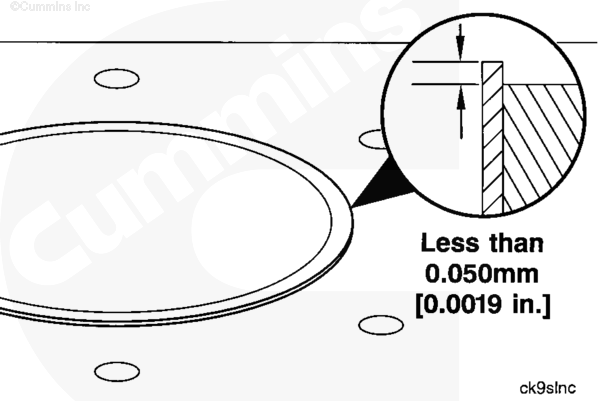
Обработайте верхний торец гильзы так, чтобы он выступал над верхней поверхностью блока не более чем на 0,050 мм (0,0019 дюйма).
После расточки нанесите на кромку цилиндра фаску 15 градусов шириной около 1,25 мм (0,049 дюйма) с помощью хонинговального камня.
После расточки цилиндра или ремонтной гильзы выполните финишную обработку поверхности хонингованием за 2 операции. Рекомендуется использовать для этого специальное оборудование высокого качества.
ПРИМЕЧАНИЕ : Использование круглой хонинговальной головки рекомендуется только для доводки стенок цилиндра, которые не нуждаются в расточке и/или установке ремонтной гильзы.

На поверхности цилиндра, прошедшей правильную финишную обработку, должны быть заметны перекрещивающиеся линии, идущие под углом 25 — 30 градусов относительно верхней плоскости блока цилиндров.
После матирования/финишного хонингования промойте цилиндры концентрированным раствором стирального порошка в горячей воде.
При работе со сжатым воздухом пользуйтесь средствами защиты глаз и лица. Разлетающиеся в стороны частицы грязи могут привести к травмам.
Выполняйте очистку цилиндров сразу после матирования/финишного хонингования. Несоблюдение этого требования может привести к выходу двигателя из строя.
Промывайте цилиндры до полного удаления чистящего средства.
Просушите блок цилиндров сжатым воздухом.
При работе со сжатым воздухом пользуйтесь средствами защиты глаз и лица. Разлетающиеся в стороны частицы грязи могут привести к травмам.
При очистке с помощью растворителей, кислот или щелочных соединений следуйте рекомендациям их производителя. Во избежание травм используйте защитные очки и защитную одежду.
После завершения очистки не забудьте удалить пленку, закрывающую отверстия под толкатели. Несоблюдение этого требования может привести к выходу двигателя из строя.
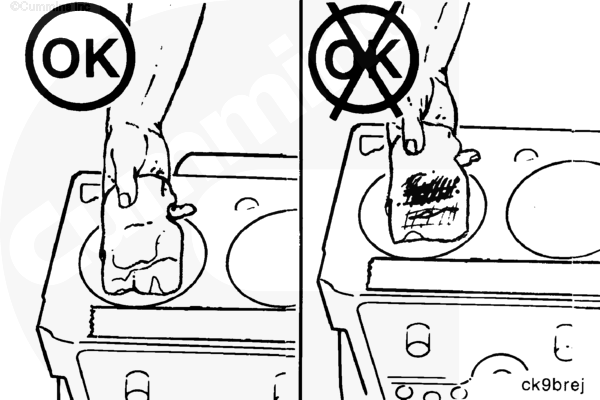
Проверьте чистоту поверхности цилиндра, протерев ее куском белой безворсовой ткани, слегка смоченной в масле. При наличии остатков абразивного материала продолжайте очистку до полного их удаления.
Промойте поверхность цилиндров растворителем. Просушите блок цилиндров сжатым воздухом.
Если блок цилиндров не подлежит немедленному использованию, нанесите на все обработанные поверхности консервационное масло для защиты от ржавчины.
Обязательно накройте блок цилиндров для исключения появления внутри него и на его поверхности отложений пыли и посторонних частиц.

При замене блока цилиндров или использовании блока цилиндров, находившегося на складе, обязательно удалите моторное и консервационное масло с поверхностей цилиндров, мест установки прокладок и постелей коренных подшипников перед его использованием.
Процесс хонингования для двигателей B3.9, B4.5 и B5.9
Используйте круглую хонинговальную головку с частотой вращения 300 — 400 об/мин, совершающую за секунду один цикл перемещения в вертикальном направлении. Обязательно используйте масло для хонингования высокого качества. Для первого прохода (грубого хонингования) используйте мягкий хонинговальный камень из карбида кремния с зерном №80 (для высокой скорости обработки). При этом производится хонингование цилиндра до его конечных размеров.
Для второго прохода (финишного хонингования) используйте хонинговальный камень средней твердости из карбида кремния с зерном №285. Выполните хонингование цилиндра за 15 — 20 проходов для получения на поверхности необходимых перекрещивающихся линий.
| Диаметры хонингования для двигателей серий B3.9, B4.5 и B5.9 | |||
| mm | in | ||
| Цилиндр стандартного диаметра / ремонтная гильза | 102.000 | МИН | 4.0157 |
| 102.040 | МАКС | 4.0173 | |
| Первая расточка | 102.500 | МИН | 4.0354 |
| 102.540 | МАКС | 4.0370 | |
| Вторая расточка | 103.000 | МИН | 4.0551 |
| 103.040 | МАКС | 4.0567 | |
| Диаметры хонингования для двигателей серий B4.5 RGT и B6.7 | |||
| mm | in | ||
| Цилиндр стандартного диаметра / ремонтная гильза | 106.990 | МИН | 4.2122 |
| 107.010 | МАКС | 4.2130 | |
| Расточка | 107.490 | МИН | 4.2319 |
| 107.510 | МАКС | 4.2327 | |

Процесс хонингования для двигателей B6.7 и B4.5 RGT
Для первого прохода (грубого хонингования) используйте алмазный хонинговальный камень с зерном №160. Выполните хонингование цилиндров до диаметра не более 106,9873 (4,2120 дюйма).
Для второго прохода (финишного хонингования) используйте хонинговальный камень из карбида кремния с зерном №280. Выполните хонингование цилиндров до диаметра не менее 106,990 мм (4,2122 дюйма) и не более 107,000 mm (4,2125 дюйма). Сделайте 10-12 проходов, используя щетку для плосковершинного хонингования.
На поверхности цилиндра, прошедшей правильную финишную обработку, должны быть заметны перекрещивающиеся линии, идущие под углом 25 — 30 градусов относительно верхней плоскости блока цилиндров.
После матирования/финишного хонингования промойте цилиндры концентрированным раствором стирального порошка в горячей воде.
При работе со сжатым воздухом пользуйтесь средствами защиты глаз и лица. Разлетающиеся в стороны частицы грязи могут привести к травмам.
Выполняйте очистку цилиндров сразу после матирования/финишного хонингования. Несоблюдение этого требования может привести к выходу двигателя из строя.
Промывайте цилиндры до полного удаления чистящего средства.
Просушите блок цилиндров сжатым воздухом.
При работе со сжатым воздухом пользуйтесь средствами защиты глаз и лица. Разлетающиеся в стороны частицы грязи могут привести к травмам.
При очистке с помощью растворителей, кислот или щелочных соединений следуйте рекомендациям их производителя. Во избежание травм используйте защитные очки и защитную одежду.
После завершения очистки не забудьте удалить пленку, закрывающую отверстия под толкатели. Несоблюдение этого требования может привести к выходу двигателя из строя.
Проверьте чистоту поверхности цилиндра, протерев ее куском белой безворсовой ткани, слегка смоченной в масле. При наличии остатков абразивного материала продолжайте очистку до полного их удаления.
Промойте поверхность цилиндров растворителем. Просушите блок цилиндров сжатым воздухом.
Если блок цилиндров не подлежит немедленному использованию, нанесите на все обработанные поверхности консервационное масло для защиты от ржавчины.
Обязательно накройте блок цилиндров для исключения появления внутри него и на его поверхности отложений пыли и посторонних частиц.
При замене блока цилиндров или использовании блока цилиндров, находившегося на складе, обязательно удалите моторное и консервационное масло с поверхностей цилиндров, мест установки прокладок и постелей коренных подшипников перед его использованием.
Источник