- Ремонт бортовых фрикционов т 170
- Ремонт вала большой конической шестерни бортовых фрикционов Т-170 Б-170 ЧТЗ
- Снятие и разборка вала большой конической шестерни Т-170
- Технические требования вала большой конической шестерни Т-170
- Сборка и установка вала большой конической шестерни Т-170
- Запчасти для Т-170, Т-130
- Ремонт сервомеханизма бортовых фрикционов
- Снятие сервомеханизма бортовых фрикционов
- Разборка сервомеханизма бортовых фрикционов
- Предупреждение
- Технические требования сервомеханизма бортовых фрикционов
- Сборка сервомеханизма бортовых фрикционов
- Обкатка и испытание сервомеханизма бортовых фрикционов
- Установка сервомеханизма бортовых фрикционов
Ремонт бортовых фрикционов т 170
Трактор Т-170. Бортовые фрикционы тормоза и механизм управления поворотом
При невозможности отрегулировать механизм управление поворотом и тормоза в соответствии с инструкцией по эксплуатации, определить причину и снять соответствующую сборочную единицу для текущего ремонта.
5.14.1. Бортовые фрикционы и тормоза
Снятие
Снять кабину, топливный бак, панели пола трактора. Снять крышки верхних и задних-люков корпуса бортовых фрикционов. Отсоединить от двуплечих и внутренних рычагов тяги тормоза. Снять двуплечий рычаг с валиками с кронштейна, отвернув регулировочные гайки с вилок тормозных лент. Разъединить двуплечий рычаг, тормозную ленту и вилку, вынув валики. Снять кронштейн с внутренней стороны корпуса бортовых фрикционов, вывернув болты крепления. Вывернуть регулировочный болт. Отвернуть гайки, соединяющие верхнюю и нижнюю части тормозной ленты. Снять тормозную ленту с барабана бортового зрикциона.
Вывернуть технологическую пробку из корпуса бортовых фрикционов. Отсоединить трубку подвода мазки к рычагам бортовых фрикционов. Отвернуть гайки соединительных пальцев регулировочных ви-ок, снять пальцы и освободить вилки. Отвернуть болты крепления фланца полуоси к фланцу вала кони-еской шестерни. Отвернуть торцовым ключом болты крепления наружного барабана к ведущему фланцу ерез отверстие в корпусе бортовых фрикционов, из которого была вывернута технологическая пробка. 1овернуть внутренний барабан широким пазом вниз для того, чтобы при снятии бортового фрикциона че-ез этот паз прошла пробка крепления фланца ведущей шестерни бортового редуктора. Снять бортовой )рикцион.
Разборка
Отогнуть концы стопорных шайб б (рис.5.73) и вывернуть соединительные пальцы 5 и 12. Снять рычаг 11. Отогнуть концы стопорной шайбы 19, вывернуть пробку 18. Выпрессовать полуось из внутреннего арабана. Снять наружный барабан 1 с ведомых дисков 2.
Приспособлением сжать пружины, снять сухари 16. Разжать пружины. 13 и 17, снять тарелки 14 и пружины. Установить бортовой фрикцион на торец внутреннего барабана 20 и снять тарелку нажимную 4, зльцо, диски 2 и 3. Снять замковое кольцо и отвернуть гайку с нажимной тарелки. Спрессовать корпус 10 упорного подшипника 7 с подшипником в сборе. Снять замковое кольцо б, отражатель 9. Выпрессовать из корпуса упорный подшипник, вынуть из нажимной тарелки пальцы15 пружин.
Проверка технического состояния и ремонт
Длина общей нормали при охвате 11 зубьев внутреннего барабана 104,656 мм, при размере менее 103,5 мм и одностороннем износе зубьев, барабан с комплектом дисков и полуосью переставить на другую сторону. При двухстороннем износе зубьев по толщине до размера длины общей нормали 102,3 мм, заменить барабан.
Длина общей нормали по 13 впадинам наружного барабана 125,256 мм, при размере более
26,5 мм и одностороннем износе зубьев барабана в комплекте переставить на другую сторону. При двухстороннем износе зубьев по толщине до размера длины общей нормали 127,8 мм, заменить барабан. Нормальная толщина диска с внутренним зубом 2,4 ±0,18 мм. Износ диска по толщине допускается 32,00 мм.
Нормальная толщина диска с наружными зубьями с фрикционными накладками в сборе 7,2±0,41 мм. при износе фрикционных накладок дисков с наружными зубьями до размера 4,7 мм, заменить фрикционные накладки. Длина общей нормали диска с наружным зубом с охватом тринадцати зубьев 125,256 мм и износе допускается изменение длины общей нормали до 124 мм.
Нормальный диаметр полуоси бортового фрикциона 85 мм, нормальный диаметр тарелки нажимной 85 мм. Допускается зазор между полуосью и тарелкой нажимной 0,6 мм. Предельный зазор 1 мм.
При наличии трещин по отверстиям под заклепки, износе тормозных накладок менее чем 4,5 мм заменить накладки. Головки заклепок должны быть утоплены не менее, чем на 2,5 мм. Номинальная толщина фрикционных накладок должна составлять 10 мм.
Допускаются местные зазоры между накладкой и тормозной лентой вне зоны заклепок, не более
4 мм на дуге 30° на глубине не более 20 мм от края ленты, в количестве не более четырех на каждой 1кладке.
Допускаются местные зазоры между барабаном и накладками не более 0,6 мм, глубиной до 25 мм э дуге до 60 ° в количестве не более четырех с каждой стороны ленты и в двух местах — сквозные зазоры о 2 мм на дуге до 50°, в остальных местах щуп 0,3 мм не должен проходить междубарабаном и лентой.
Замена накладок тормозном ленты
Срубить заклепки, прикрепляющие накладки к верхней и нижней частям тормозной ленты. Установить болты, уложить новые накладки и приклепать их к ленте заклепками. Головки заклепок не должны иметь не полной расклепки и большого смещения. Допускаются” надрывы «на головках заклепок, не более шести, на всей ленте. Соединить верхнюю и нижнюю части ленты, наложив верхнюю часть тормозной ленты на выступающие болты нижней части и навернуть на болты гайки с шайбами. Проверить прилегание ленты к поверхности барабана. Допускается не более четырех участков не полного прилегания ленты.

Рис. 5.74. Сборка и установка
Перед сборкой все детали промыть в керосине или дизельном топливе и продуть сжатым воздухом. Полость тарелки нажимной заполнить графитовой смазкой СКа 2/6.
Следует помнить, что на фланец внутреннего барабана первым устанавливается диск с наружными зубьями. Толщина пакета дисков, сжатого пружинами, должна был” в пределах 96 мм. При меньшей толщине пакета количество дисков допускается увеличить. Корпус упорного подшипника должен вращаться легко, без заеданий.
Перед установкой бортовых фрикционов проверить соосность и биение фланца ведущей шестерни и фланца, установленного на шлицевом хвостовике вала конической шестерни.
Биение поверхностей фланцев: радиальное не более 0,2 мм, торцевое не более 0,25 мм проверять при помощи штатива с индикатором ИН 0,5 кл.1.
Установить бортовые фрикционы и тормоза в технологической последовательности, обратной снятию. Регулировочную гайку 3 (рис. 5.74) тормоза затянуть до плотного облегания барабана тормозной лентой б, затем отвернуть гайку на 10-13 оборотов. Ввернуть регулировочный болт 2 до касания тормозной лентой барабана, после чего отвернуть болт на 1-1,5 оборота и законтрить гайкой1. Длину тяги 5 отрегулировать таким образом, чтобы зазор между наружным рычагом и стенкой корпуса при полностью отжатом двуплечем рычаге 4 составлял не менее 5 мм. При переднем положении внутренний рычаг валика тормоза не должен упираться в стенку корпуса бортовых фрикционов.
Оборудование, приспособления, инструмент
Кран мостовой опорный 3,0 те ГОСТ 534-78, гидрофицированный стенд ОР-23711, пресс ПО-930, гайковерт ИП 3106 VH, приспособление для сжатия и сборки пружин бортовых фрикционов 9698-6970, справка для запрессовки упорного шарикоподшипника в корпус бортового фрикциона Т9815-1547, выколотка Т9815-1124, оправка для напрессовки корпуса шарикоподшипника на шейку нажимной тарелки бортового фрикциона Т9815-1549, захват для бортового фрикциона 612-311, ванна моечная передвижная СМ-1316, сверло 5 ГОСТ 19544-74.
Источник
Ремонт вала большой конической шестерни бортовых фрикционов Т-170 Б-170 ЧТЗ
Снятие и разборка вала большой конической шестерни Т-170
Слейте масло из коробки передач и отделения заднего моста. Снимите кабину, топливный бак, крылья трактора, сервомеханизм, бортовые фрикционы и коробку передач.
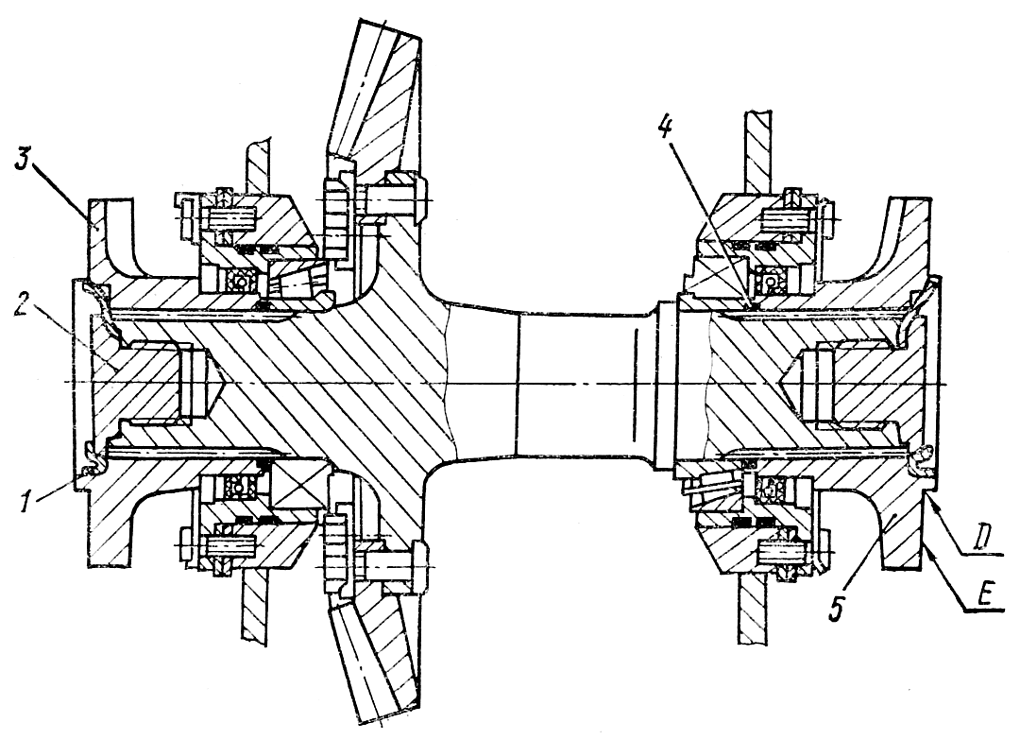
Отогните усики стопорных шайб 1 ( рис. 226 ). Отверните специальным ключом пробки 2, крепящие фланцы 3 и 5 на шлицах вала конической шестерни. Нанесите метки кернером на торцах фланцев и вала для того, чтобы при сборке установить их на прежние места. Снимите фланцы и два резиновых кольца 4.
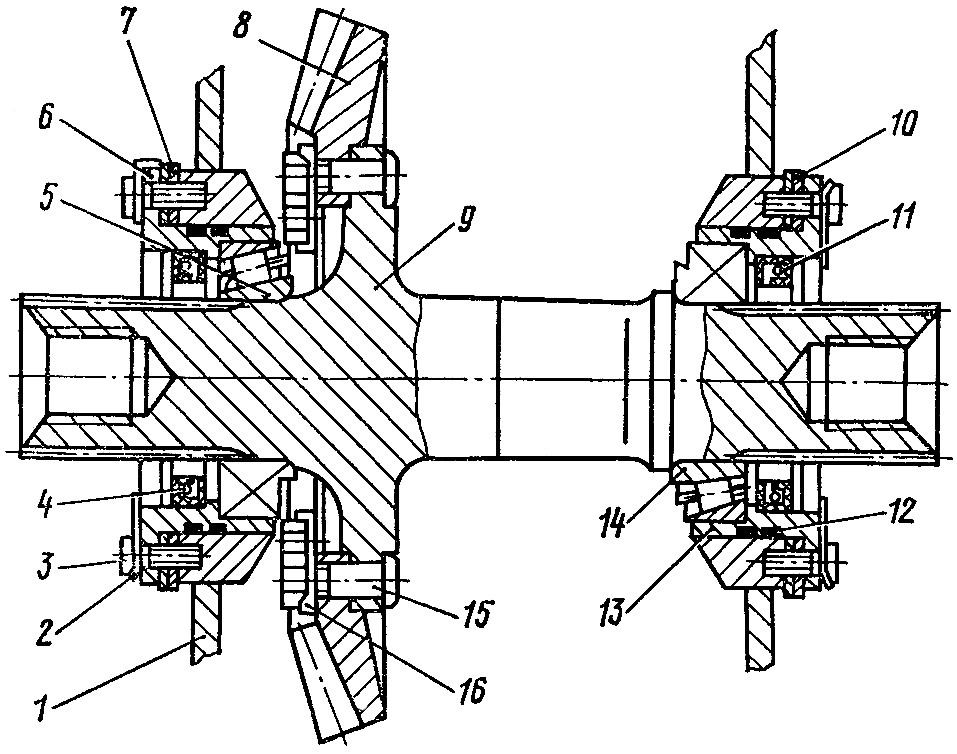
Отогните концы замковых пластин 2 ( рис. 227 ) и отверните пять болтов 3 крепления левого корпуса 6 шесть болтов правого корпуса 13 подшипников к перегородкам корпуса 1 бортовых фрикционов. Вверните в резьбовые отверстия фланцев корпусов отжимные болты М10 и выпрессуйте корпусы подшипников из фланцев перегородки вместе с пакетом регулировочных прокладок 7 и 10, снимите резиновые кольца 12. Пакет прокладок привяжите к корпусам подшипников.
Отогните замковые пластины 16 и отверните гайки с болтов 15, крепящих коническую шестерню 8 к валу 9, и выбейте болты. Сдвиньте вал вправо, снимите шестерню 8 с вала и выньте ее из корпуса бортовых фрикционов. Выньте вал из корпуса бортовых фрикционов. Спрессуйте с вала 9 съемником внутренние кольца роликовых подшипников 5 и 14. Выпрессуйте из корпусов подшипников наружные кольца роликоподшипников и манжеты 4 и 11. Не допускается непарность колец подшипников и конической шестерни вала с конической шестерней нижнего вала коробки передач.
Технические требования вала большой конической шестерни Т-170
- Поверхности зубьев конической шестерни и шлицевого вала должны быть чистыми. Забоины, заусенцы, глубокие риски, следы черновой нарезки, трещины на рабочих поверхностях зубьев конической шестерни и шлицевого вала не допускаются.
- Коническую шестерню вала устанавливайте скомплектованную с шестерней нижнего вала коробки передач. Номер конической шестерни, скомплектованной с шестерней нижнего вала коробки передач выбит на верхней плоскости КП около ее привалочной плоскости.
- Нормальный боковой зазор между зубьями конической пары со стороны большого торца 0,2. 0,8 мм. Колебание бокового зазора в зубьях конической пары допускается не более 0,4 мм.
- Осевой люфт в конических роликоподшипниках допускается в пределах 0,1. 0,2 мм. Перед замером люфта вал поверните на несколько оборотов.
- При вращении вала в подшипниках биение поверхностей фланцев: радиальное биение поверхности D ( см. рис. 226 ) не более 0,2 мм, торцовое биение поверхности Е не более 0,25 мм.
- При проверке зацепления конической пары отпечаток должен быть на длине не менее 20 мм, с началом не более 15 мм от малого торца. Допускается отпечаток в виде двух пятен с длиной пятна не менее 12 мм и разрывом между пятнами по длине зуба не более 12 мм. Середина отпечатка должна располагаться около половины высоты зуба. Допускается смещение до ¼ высоты зуба.
- Допускается установка не более трех регулировочных прокладок 7 ( см. рис. 227 ) толщиной 0,15 мм, разрезанных в одном месте между отверстиями.
Сборка и установка вала большой конической шестерни Т-170
Нагрейте внутренние кольца конических роликоподшипников 5 и 14 до температуры 363 К (90 °С). Посадите на вал 9 большой конической шестерни с помощью трубчатой оправки внутреннее кольцо роликоподшипника о до упора в бурт шейки вала. Заведите в отверстие правой перегородки корпуса 1 бортовых фрикционов вал конической шестерни и, сдвинув вправо, наденьте на вал коническую шестерню 8. Напрессуйте внутреннее кольцо роликоподшипника 14. Проверьте торцовый зазор между кольцом подшипника и торцом шейки вала. Зазор не должен быть более 0,05 мм на дуге не более 90°. Сдвиньте вал влево и положите его концами на опоры перегородок корпуса бортовых фрикционов.
Коническая шестерня 8 проходит совместную прикатку с шестерней нижнего вала коробки передач и устанавливается комплектно с коробкой передач. Не устанавливайте неприкатанные и не скомплектованные конические шестерни.
Закрепите шестерню на валу десятью болтами 15 с гайками и замковыми пластинами 16. Гайки застопорите, отогнув концы замковых пластин на грани гаек. Запрессуйте в корпусы роликоподшипников — правого 13 и левого 6 наружные кольца роликоподшипников и манжеты 11 и 4. Проверьте отсутствие торцового зазора между роликоподшипником и корпусом. Допускается зазор не более 0,05 мм на дуге не более 90°. Установите собранные корпусы роликоподшипников в соответствующие отверстия корпуса бортовых фрикционов Установите, вращая вал, большую коническую шестерню в плотное (беззазорное) зацепление с шестерней нижнего вала коробки передач и подожмите корпусы роликоподшипников до упора роликов в наружное кольцо с помощью болтов 3.
Замерьте зазоры между фланцами корпусов роликоподшипников и кольцами в перегорадках корпуса бортовых фрикционов и по величине зазора подберите пакет прокладок 7 и 10. Открепите и выньте корпуса подшипников. Уложите на корпуса 6 и 13 пакеты прокладок, подобранные по величине указанного зазора, и добавьте на правый корпус 13 дополнительно две прокладки толщиной 0,15 мм каждая. С левого корпуса 6 снимите одну прокладку толщиной 0,15 мм. Установите на корпуса подшипников резиновые кольца 12 и посадите корпусы с прокладками в отверстия перегородок корпуса бортовых фрикционов. Закрепите левый корпус подшипника пятью болтами 3, а правый шестью болтами с замковыми пластинами 2. Установите коробку передач. Проверьте индикатором боковой зазор в зацеплении конической пары шестерен. Боковой зазор между зубьями конической пары у широкого конца зубьев должен быть в пределах 0,2. 0,8 мм для новой пары шестерён. Колебание бокового зазора допускается не более 0,4 мм.
При установке приработавшейся пары шестерен сохраните прежний зазор с учетом износа, проверив правильность зацепления на краску. Чтобы обеспечить совпадение вершин образующих конусов уже прикатанных шестерен, не изменяйте толщину набора прокладок под правым корпусом подшипника.
Проверьте индикатором ( рис. 228 ) осевой люфт вала большой конической шестерни в подшипниках. Осевой люфт должен быть в пределах 0,1. 0,2 мм. Перемещайте вал в осевом направлении за рым-болт, вворачиваемый в резьбовое отверстие на торце вала. Перед замером осевого люфта поверните вал на несколько оборотов для устранения зазора между буртом внутреннего кольца и роликами подшипника. Если не удалось получить необходимых размеров люфта, повторите регулирование, изменяя толщину набора прокладок между левым корпусом подшипника и перегородками корпуса бортовых фрикционов. Наденьте на вал с правой и левой стороны резиновые кольца 4 ( см. рис. 226 ) до упора в кольцо подшипника. Нагрейте фланец 3 и 5 до температуры 358 К (85 °С) и посадите их на шлицы вала до упора в подшипник. Наденьте на пробку 2 стопорную шайбу/и заверните пробку специальным ключом в вал. Отогните усики стопорной шайбы в два паза пробки и в паз фланца. Аналогично закрепите фланец 5. Проверьте индикатором биение поверхностей D и Е фланцев при вращении вала. Радиальное биение поверхности D допускается не более 0,2 мм, торцовое биение поверхности Е не более 0,25 мм.
Источник
Запчасти для Т-170, Т-130
Введите строку и нажмите Enter
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.























10 августа 2013
10 августа 2013
Ремонт сервомеханизма бортовых фрикционов
Снятие сервомеханизма бортовых фрикционов
Снимите топливный бак, гидравлические трубы с кронштейнов на верхней крышке корпуса сервомеханизма, отсоедините их от распределителя, выньте из-под кабины трактора, снимите кронштейны. Отсоедините от сервомеханизма два гидравлических трубопровода (подвода и отвода масла). Снимите две крышки с люков на задней стенке корпуса бортовых фрикционов и через люки ослабьте контргайки и шаровые гайки на регулировочных тягах рычагов бортовых фрикционов. Отверните девять болтов крепления сервомеханизма к корпусу бортовых фрикционов.
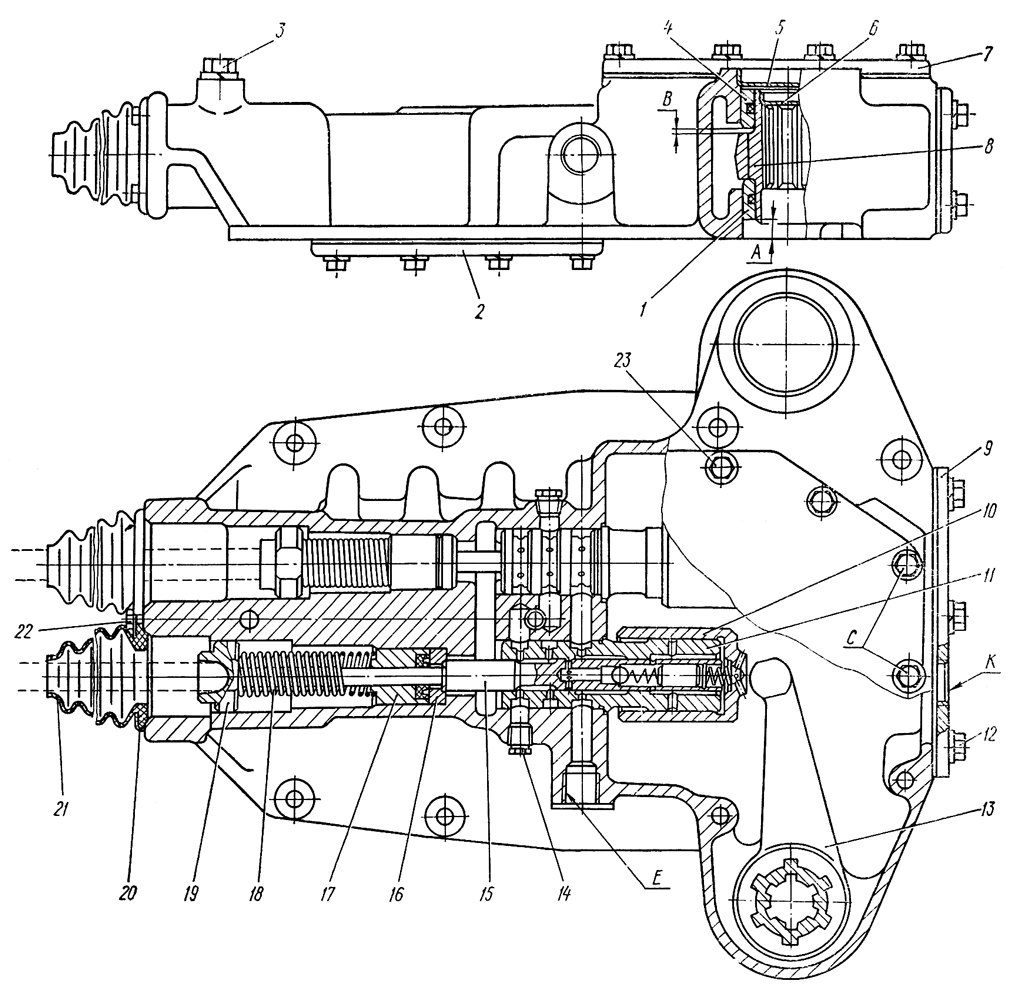
Приподнимите сервомеханизм, выведите из зацепления со шлицами двух вертикальных валиков управления бортовыми фрикционами и снимите с трактора. Масса сервомеханизма 43 кг. Снимите фланцевую уплотнительную прокладку и два уплотнительных кольца под втулками 1 (рис. 235) корпуса сервомеханизма.
Разборка сервомеханизма бортовых фрикционов
Отверните два болта 22, снимите переднюю крышку 20 вместе с уплотнительными чехлами 21. Подожмите толкатели 19, отверните стопорные винты 3 и выньте толкатели и пружины 18 из отверстий корпуса сервомеханизма.
Предупреждение
Удерживайте толкатели, чтобы они не выскочили под действием пружин.
Отверните девять болтов 23 и снимите верхнюю крышку 7. Выпрессуйте оправкой две муфты 8 вместе с верхними втулками 4 и заглушками 5 из корпуса сервомеханизма. Выньте рычаги l3 из корпуса. Выбейте из муфты заглушки 6. Снимите поршни 10 с гильз 11.

Отверните шесть болтов 12 и снимите заднюю крышку 9 с корпуса сервомеханизма. Выньте из гильзы золотники 15. Выньте из отверстия золотника пружину 1 ( рис. 236 ).
При необходимости выбейте кольца 16 ( см. рис. 235 ) и втулки 17 с манжетами при помощи медной или алюминиевой выколотки (стержень диаметром 18 мм и длиной 380 мм) через отверстие в гильзе. Выпрессуйте из корпуса сервомеханизма гильзу И при ее замене с помощью съемника или выбейте ее через отверстие в корпусе с помощью медной или алюминиевой выколотки (стержень диаметром 25мм и длиной 320 мм).
Выпрессуйте нижние втулки 1, втулки 17 и гильзы И только при их замене, при ослаблении посадок или предельном износе внутренних поверхностей. Не снимайте без необходимости крышку 2, так как она вместе с прокладкой установлена на лаке «Герметик».
Выверните две пробки 14 для промывки и продувки каналов в корпусе сервомеханизма.
Технические требования сервомеханизма бортовых фрикционов
- Наружный диаметр золотника 19мм Посадка золотника в гильзе должна быть с зазором 0,020. 0,073 мм. Допустимый зазор 0,1 мм.
- Наружный посадочный диаметр гильзы в корпусе сервомеханизма 42±9 мм. Диаметр отверстия в корпусе под гильзу 42±0,039 ,мм. Посадка гильзы в корпусе должна быть с натягом 0,004. 0,059 мм. Допустимый натяг 0,002 мм.
- Наружный диаметр гильзы под поршень 45мм — Внутренний диаметр поршня 45±0.027 мм. Посадка поршня на гильзе должна быть с зазором 0,025. 0,077 мм. Допустимый зазор 0,13 мм.
- Наружный посадочный диаметр толкателя в корпусе сервомеханизма 45мм. Диаметр отверстия в корпусе под толкатель 45±0’039 мм. Посадка толкателя в корпусе сервомеханизма должна быть с зазором 0,075. 0,199 мм. Допустимый зазор 0,25 мм.
- Наружный диаметр стержня толкателя 13мм Наружный диаметр направляющей втулки под стержень толкателя 13±0,070 мм. Посадка стержня толкателя в отверстии направляющей втулки должна быть с зазором 0,045. 0,175 мм. Допустимый зазор 0,22 мм.
- Наружный посадочный диаметр нижней и верхней втулок б2мм. Диаметр отверстия в корпусе сервомеханизма йод втулку 62±0,060 мм. Посадка втулки в корпусе сервомеханизма должна быть с натягом 0,015. 0,135 мм. Допустимый натяг 0,01 мм. Внутренний диаметр втулки под муфту 42±0,050 мм. Наружный диаметр муфты под втулки 42мм. Посадка муфты во втулках должна быть с зазором 0,050. 0,170 мм. Допустимый зазор 0,35 мм.
- Толщина наружных шлицев муфты 9 мм-Ширина пазов в рычаге 9мм. Посадка шлицев муфты в пазах рычага должна быть с зазором 0,085. 0,235 мм. Допустимый зазор 1,5 мм.
- Ширина внутренних пазов муфты 7 мм. Толщина шлицев валика управления бортовым фрикционом 7мм- Посадка шлицев валика во внутренних пазах муфты должна быть с зазором 0,235. 0,420 мм. Допустимый зазор 1,2 мм.
Сборка сервомеханизма бортовых фрикционов
Смажьте трущиеся поверхности сопрягаемых деталей чистым моторным маслом.
Установите кольца 16 ( см. рис. 235 ) и запрессуйте направляющие втулки 17 в сборе с манжетами в отверстия корпуса до упора. Запрессуйте гильзы 11. Вверните в отверстия корпуса две пробки 14, смазав их резьбу железным суриком. Установите пружины 18 и толкатели 19 в отверстия корпуса, подожмите пружины и заверните стопорные винты 3, ограничивающие ход Толкателей. Вставьте пружину 1 ( см. рис. 236 ) в отверстие золотника в сборе, установив первый виток пружины, увеличенный по диаметру, в кольцевую выточку отверстия.
Смажьте чистым маслом золотник 15 (см. рис. 235) и установите его в отверстия гильзы 11. Наденьте на гильзу поршень 10. Движение поршня 10, золотника 15, толкателя 19 по направляющим поверхностям должен быть свободным, без заедания. Запрессуйте в отверстия корпуса нижние втулки 1 в сборе с уплотнительными кольцами в корпус сервомеханизма, выдержав размер А = 11. 13 мм.
Установите рычаг 13 на запрессованные втулки 1, вставьте муфты 8 в отверстия рычагов и опустите муфты в нижней втулки. Устанавливайте муфты во втулки вручную, без молотка. Запрессуйте в отверстия корпуса верхние втулки 4 в сборе с уплотнительными кольцами, выдержав размер В = 0,5. 4 мм.
Проверьте свободный ход рычагов 13. Усилие поворота рычагов в собранном сервомеханизме не должно превышать 49 Н (5 кгс) на плече 200 мм.
Обезжирьте уайт-спиритом и протрите привалочные поверхности крышек 2, 7 и 9 и корпуса сервомеханизма. Смажьте уплотнительные прокладки крышек с двух сторон лаком «Герметик», установите крышки с прокладками на плоскости корпуса и закрепите их болтами с пружинными шайбами. Два болта С крепления верхней крышки 7 ставьте с гладкими, медными шайбами, смазав резьбу болтов железным суриком.
Обкатка и испытание сервомеханизма бортовых фрикционов
Обкатывайте и испытывайте сервомеханизм на специальном стенде.. Производительность насоса должна быть 20. 30 л/мин. Применяйте моторное или автомобильное масло с температурой 293. 323 К (20. 50°С). Рабочее давление масла в сервомеханизме 2,5. 3,5 МПа (25. 35 кгс/см²), давление масла в полости слива (противодавление)— 98 кПа (1 кгс/см²).
Присоедините штуцер маслоподводящего шланга стенда к отверстию Е (см. рис. 235) корпуса сервомеханизма, штуцер маслоотводящего шланга к отверстию К задней крышки 9 корпуса. Резьба отверстия Е — М22Х1.5-7Н, глубина резьбы 18 мм. Резьба отверстия К — М217Х1Д-7Н, глубина крышки 14 мм.
Проверьте работу сервомеханизма на холостом ходу и при периодически включаемой нагрузке.
Проверьте при испытании под нагрузкой работу сервомеханизма согласно следующих требований:
- На первой части хода толкателя 5. 10 мм поршень 10 не должен подвергаться нагрузке со стороны рычага 13.
- Дойдя до упора в рычаг, поршень должен плавно и безотказно срабатывать, перемещение ответственно ходу толкателя 19, преодолевая нагрузку на рычаге 13 от момента 590 Н • м (60 кгс-м). При этом Осевое усилие, приложенное к толкателю, должно быть 205. 305 Н (21. 31 кгс).
- При плавном снятии воздействия силы на толкатель система должна плавно возвратиться в исходное положение.
- Длительность каждого интервала работы под нагрузкой 5. 10 с.
- Течь масла через прокладки, втулки и уплотнения не допускается.
После испытания слейте масло из корпуса сервомеханизма вставьте чехлы 21 в переднюю крышку 20, протрите привалочные плоскости крышки и корпуса, установите крышку с чехлами на корпус и закрепите двумя болтами 22. Для предохранения от загрязнения закройте отверстия Ей К деревянными пробками.
Установка сервомеханизма бортовых фрикционов
Уложите уплотнительную прокладку на корпус бортовых фрикционов. Наденьте новые уплотнительные кольца на вертикальные валики управления бортфрикционами.
Установите сервомеханизм на плоскость корпуса, введите две тяги управления в уплотнительные чехлы 21 сервомеханизма. Приподнимите сервомеханизм, направляя тяги в уплотнительные чехлы; совместите шлицы муфт 8 сервомеханизма со шлицами вертикальных валиков управления бортфрикционами. Осадите сервомеханизм на валики, заправив уплотнительные кольца валиков в отверстия под втулками 1, и закрепите его на корпусе девятью болтами.
Запрессуйте заглушки 6 и 5 заподлицо в отверстия муфт и корпуса сервомеханизма, смазав посадочные поверхности железным суриком. Подсоедините к сервомеханизму два гидравлических трубопровода (подвода и отвода масла).
Установите и закрепите снятые при разборке трубы от распределителя.
Проверьте и при необходимости отрегулируйте длину тяг управления сервомеханизмом; отрегулируйте свободный ход рычага механизма управления поворотом (см. «Регулирование механизма управления поворотом и тормозов»).
Оперативно и компетентно проконсультируем по всей имеющейся базе запчастей Т-170, Т-130, Д-160, Д-180, ДЗ-98, ОБ10.
Источник