Возможные неисправности и текущий ремонт трактора Т-130, Т-170 Б-10 и способы их устранения
Возможные неисправности Т-170 Б-10 и способы их устранения
Для того, чтобы быстро и правильно определить характер неисправности и устранить ее, нужно знать возможные причины возникновения неисправности, способ и порядок ее устранения. В таблице 8.1 приводится перечень возможных неисправностей, которые могут возникнуть в результате нарушения правил эксплуатации, нарушения регулировок и других причин, и даны рекомендации по их устранению.
Текущий ремонт трактора Т-130 Т-170 Б-10
Текущий ремонт проводится для устранения отказов, возникающих в процессе эксплуатации, и в профилактических целях. Для повышения безотказности трактора текущий ремонт должен быть преимущественно профилактическим.
Как правило, текущий ремонт совмещается по времени с третьим техническим обслуживанием (ТО-3). В случае каких-либо отклонений от нормальных режимов работы механизмов и систем трактора нужно своевременно принять соответствующие меры и предотвратить возможность преждевременного выхода их из строя.
В целях быстрого восстановления работоспособности трактора рекомендуется агрегатный метод текущего ремонта. Этот метод заключается в замене агрегатов, механизмов, сборочных единиц, требующих ремонта, заранее отремонтированными или новыми из обменного фонда. Необходимым условием применения агрегатного метода ремонта является наличие запаса основных сборочных единиц трактора. Хозяйствам с небольшим парком тракторов это может быть экономически затруднительным или не выгодным. В этом случае рекомендуется обращаться в сервисные центры (трактороцентры) ООО «ЧТЗ-УРАЛТРАК», имеющие обменные пункты с запасом основных сборочных единиц и агрегатов трактора.
Технический персонал, производящий ремонт должен знать конструкцию трактора, соблюдать общепринятые правила техники безопасности и меры безопасности, приведенные в настоящем руководстве.
Производя текущий ремонт, следует соблюдать ряд общих технологических требований, правил и условий:
– объем ремонта определяется техническим состоянием и должен быть минимально необходимым. Не следует снимать и разбирать узлы без необходимости;
– сборочные единицы и детали массой более 20 кг перемещать с помощью специальных захватов (чалочных приспособлений), исключающих повреждение рабочих поверхностей. Рекомендуемые схемы строповки приведены в приложении 5;
– ремонтируемые узлы и детали должны быть очищены от грязи, вымыты и высушены;
– при извлечении деталей (втулок, сальников, подшипников) из корпусных деталей применять специальные наставки, выколотки с медными или алюминиевыми наконечниками. Шлифованные, полированные и резьбовые поверхности должны быть предохранены от повреждений;
– не обезличивать детали ремонтируемых сборочных единиц. При необходимости замены деталей проверить техническое состояние сопрягаемых деталей, чтобы после замены была обеспечена их нормальная работа. Разукомплектовка приработавшихся деталей годных для дальнейшей эксплуатации не допускается. Не допускается также разукомплектовка совместно обработанных или прикатанных деталей;
– при разборке резьбовых соединений применять ключи, отвертки, ручной механизированный инструмент (пневматические, электрические гайковерты) соответствующих типов и размеров. Снятые крепежные детали до сборки рекомендуется хранить в отдельной таре или временно устанавливать на свои места;
– крепежные детали должны быть продефектованы. Состояние резьб проверяют внешним осмотром и навертыванием (ввертыванием) новой гайки (болта). Стержни болтов, винтов и шпилек не должны иметь заметных выработки и изгиба. При износе граней более 0,5 мм, более двух сорванных ниток резьбы, гайки и болты подлежат замене. Годные шпильки не следует вывертывать из деталей;
– шплинты, шплинтовочную проволоку, картонные прокладки не следует устанавливать повторно;
– проверить техническое состояние резиновых манжет. Рабочие кромки манжет должны быть острые, ровные, без вырывов и заусенцев. Они не должны иметь трещин, надрывов, пузырей и других дефектов;
– пружинные шайбы могут быть повторно использованы только при сохранении упругости, определяющейся величиной развода концов, которая не должна быть менее 1,5 толщины шайбы;
– у подшипников качения на беговых дорожках колец и телах качения не допускаются трещины и выкрашивание металла, цвета побежалости, выбоины и отпечатки (лунки), коррозия, раковины, глубокие риски и забоины, шелушение и отслоение металла, заметная на глаз и на ощупь ступенчатая выработка рабочей поверхности. Не допускаются надломы, трещины, отсутствие или ослабление заклепок, забоины и вмятины на сепараторе, препятствующие плавному вращению подшипника;
– болты и гайки должны быть при сборке равномерно затянуты. Моменты затяжки приведены в приложении 8.
Сборка КПП
При сборке КПП трактора Т-170, Т-130 необходимо соблюдать следующие требования:
— трущиеся поверхности, гладкие отверстия шестерен и наружные поверхности втулок подшипников скольжения смазывают трансмиссионным маслом;
— внутренние и наружные кольца цилиндрических роликоподшипников должны быть одной группы;
— передняя крышка и корпус коробки передач КПП бульдозера Т-170, Т-130 не должны раскомплектовываться и обрабатываются в сборе, на их верхних
плоскостях проставляют одинаковые порядковые номера;
— ролико- и шарикоподшипники перед установкой на валы нагревают в масляной ванне до температуры 80 . 100 °С;
— нижний вал КПП Т-170 (Т-130) комплектуется с конической шестерней главной передачи; разукомплектование этой конической пары не допускается;
— перемещение рычагов переключения передач КПП трактора Т-170, Т-130 из нейтрального положения вправо или влево до отказа должно происходить с
плавно возрастающим усилием упругого сопротивления пружин;
— перемещение валиков с вилками должно быть свободным, с четкой фиксацией нейтрального и рабочих положений;
— поворот рычагов валиков фиксаторов должен быть свободным, без заеданий при нейтральном положении рычага переключения передач и в положениях, соответствующих полному включению какой-либо передачи; при заблокированных фиксаторах перемещение валиков не допускается;
— при перемещении валика с вилкой из нейтрального положения в рабочее другой валик должен надежно стопориться шариковым замком в нейтральном положении;
— шпильки устанавливают на сурике железном густотертом;
— нормальный зазор между отверстием в шестернях и наружной поверхностью втулок должен быть 0,12 . 0,21 мм; допустимый зазор 0,3 мм;
— нормальный боковой зазор между шлицами верхнего вала КПП Т-130/170 и втулками шестерен должен быть 0,146 . 0,424 мм; допустимый зазор 1,0 мм;
— коробка передач КПП трактора Т-170, Т-130 поступает в запасные части в комплекте с конической шестерней.
При замене коробки необходимо одновременно заменить коническую шестерню главной передачи. Порядковый номер конической шестерни маркируется
на корпусе коробки передач.
Сборка верхнего вала коробки передач бульдозера Т-170, Т-130

Рис.4. Верхний вал коробки передач Т-170, Т-130
Верхний вал коробки передач Т-170, Т-130 (1) (см. рис. 4) устанавливают в приспособление поверхностью со шпоночным пазом вниз.
Последовательно устанавливают на вал кольцо 3, втулку б, шестерню 4, муфты 5 и 8, вторую втулку б, шестерню 7, вторые муфты 5 и 5, третью втулку б, шестерню 9 и втулку 10.
При установке муфт и втулок пазы со снятыми шлицами совмещают с каналами подвода смазочного материала в верхнем вале.
Устанавливают хомут 12 с пружиной 11 на втулку 10 лыской в сторону нижнего вала и совмещают смазочные отверстия. Устанавливают шестерню 13 и
втулки 14 и 19 на верхний вал.
Сдвинув детали, установленные на вал, до упора, ставят пакет прокладок 18 так, чтобы обеспечить зазор А — 0,05 . 0,3 мм между втулкой 19 и подшипником 15.
Прокладки толщиной 2 мм устанавливают с двух сторон пакета. Нагревают подшипник 15 в масляной ванне до температуры 80 . 90 СС и, напрессовав
его на вал, надевают стопорную шайбу 17 и затягивают гайкой 16 с моментом затяжки 450 . 550 Нм.
Отгибают стопорную шайбу на грань гайки 16. Переворачивают верхний вал. Нагревают подшипник 2 в масляной ванне до температуры 80 . 90 СС и
напрессовывают на вал до упора.
У собранного верхнего вала коробки передач Т-170, Т-130 шестерни должны свободно вращаться на втулках, а муфты должны перемещаться без заеданий.
Сборка первого промежуточного вала коробки передач КПП Т-170, Т-130 
Рис.5. Первый промежуточный вал коробки передач Т-170, Т-130
Первый промежуточный вал КПП Т-170, Т-130 (15) (см. рис. 5) устанавливают в приспособление шлицевой поверхностью вверх и надевают на него втулку
14, шестерни 2, 3 и 4 и кольцо 13.
Далее собирают шестерню 7 с кольцами 5, подшипниками 12, проставкой 6 и напрессовывают ее на вал до упора в кольцо 13.
Надевают кольцо 11. Нагревают подшипник 8 в масляной ванне до температуры 80 . 90 °С и напрессовывают на вал до упора в кольцо 11.
Устанавливают стопорную шайбу 9, навертывают гайку 10 обработанным торцом к шайбе, затягивают ее моментом затяжки 450 . 550 Нм и стопорят
шайбой 9.
Переворачивают вал. Нагревают подшипник 1 в масляной ванне до температуры 80 . 90 °С и напрессовывают его на вал до упора.
Сборка второго промежуточного вала коробки передач КПП Т-170, Т-130

Рис.6. Второй промежуточный вал коробки передач КПП бульдозера Т-170, Т-130
Второй промежуточный вал коробки передач бульдозера Т-170, Т-130 (см. рис. 6) устанавливают в приспособление резьбовым концом вверх и собирают
его с шестерней 10, втулкой 9, шестернями 8 и 7, втулкой 6, шестернями 5 и 4.
Сдвинув до упора шестерни и втулки, устанавливают пакет прокладок 3, обеспечив зазор А = —0,05 . 0,3 мм между торцом шестерни 4 и торцом
внутреннего кольца подшипника 2.
Прокладки толщиной 2 мм устанавливают с двух сторон пакета. Нагревают подшипник 2 в масляной ванне до температуры 80 . 90 °С и устанавливают
на вал.
Переворачивают вал 1. Нагревают подшипник 11 в масляной ванне до температуры 80 . 90 °С и напрессовывают на вал до упора. Устанавливают стопорное кольцо 12.
Сборка нижнего вала коробки передач бульдозера Т-170, Т-130 
Рис.7. Нижний вал КПП Т-170, Т-130
Нижний вал коробки передач Т-170, Т-130 (см. рис. 7) устанавливают в приспособление конической шестерней вниз.
Нагревают подшипник 17 в масляной ванне до температуры 80 . 90 °С и устанавливают на вал до упора в бурт.
Далее устанавливают последовательно втулки 16 и 11, шестерню 15, муфты 14 и 9, вторую втулку 11, шестерню 13, проставку 12, третью втулку 11,
шестерню 10, муфты 8 и 9, втулку 7, шестерню 6, кольцо 5 и втулку 4.
Сдвинув все детали до упора, устанавливают пакет прокладок 3, так чтобы обеспечить зазор А =0,05. 0,3 мм между торцом втулки 4 и внутренним
кольцом подшипника 2.
Прокладки толщиной 2 мм ставят с обеих сторон пакета. Нагревают подшипник 2 в масляной ванне до температуры 80 . 90 °С и напрессовывают на вал до упора.
При сборке нижнего вала КПП Т-170, Т-130 необходимо совмещать паз со снятым шлицем в муфтах и втулках с отверстиями подвода смазочного
материала к втулкам в валу.
Нижний вал коробки передач устанавливается комплектно с проверенной по зацеплению зубьев конической шестерней главной передачи.
Сборка валов коробки передач Т-170, Т-130 с передней крышкой
Верхний вал 4 устанавливают на стол стенда так чтобы расстояние от торца зубьев шестерни 8 (см. рис. 4) до плоскости приспособления было (126 ±
0,06) мм.
Этот размер устанавливают с помощью шаблона. Указанный размер обеспечивает в собранной коробке передач расстояние Г = (126 -0,2) мм (см. рис. 8).
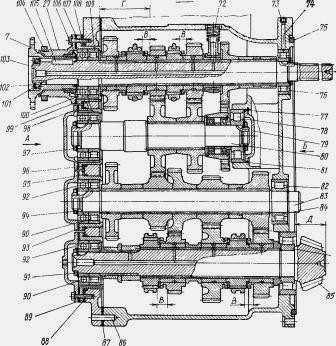
Рис.8. КПП Т-170, Т-130 в разрезе
Устанавливают первый промежуточный вал Т-170, Т-130 в приспособление, так чтобы выступание торцов зубьев шестерни 8 (см. рис. 1) верхнего вала по
отношению к торцам зубьев шестерни 2 (см. рис. 5) первого промежуточного вала было (2 ± 0,5) мм.
Устанавливают валы в приспособление на указанные размеры вращением рукояток.
Устанавливают второй промежуточный вал 5 в приспособление, так чтобы зазор между торцами шестерни 2 (см. рис. 5) первого промежуточного вала и шестерни 7 второго промежуточного вала был в пределах (4 ± 0,5) мм.
Устанавливают нижний вал КПП Т-170 (Т-130). Ставят переднюю крышку на штифты и плоскость приспособления и прижимают прижимами.

Рис.9. КПП Т-170, Т-130 вид Б
Надев пакет прокладок 108 (см. рис. 9,10) на фланец корпуса подшипников верхнего вала 99 и уплотнительное кольцо, устанавливают корпус подшипников в переднюю крышку 2.

Рис.10. КПП Т-170, Т-130 вид А
Запрессовывают наружное кольцо подшипника 109 до упора в бурт корпуса подшипников верхнего вала 99.
Нагревают подшипник 100 в масляной ванне до температуры 80 . 90С и напрессовывают его на верхний вал 103 до упора в подшипник 109 номером на
кольце вверх, устанавливают маслоотражатель 106 и шпонку 105.
Смазывают прокладку 107 герметиком и устанавливают ее на фланец корпуса подшипников верхнего вала 99 и устанавливают крышку 27 верхнего вала
и закрепляют вместе с корпусом подшипников болтами 25 с пружинными шайбами 26.
Надевают резиновое кольцо 104 на крышку верхнего вала. Нагревают фланец 7 до температуры (260 ± ± 10) °С и напрессовывают на верхний вал 103.
Навертывают гайку 102 на верхний вал 103 до упора во фланец 7 и стопорят двумя болтами 101 с пружинными шайбами.
Проверяют размер Г (126 ± ± 0,2) мм и при необходимости регулируют прокладками 108.
ННадевают пакет прокладок 96 и уплотнительное кольцо на корпус подшипников 98 первого промежуточного вала КПП Т-170, Т-130, устанавливают его в переднюю крышку 2.
Запрессовывают наружное кольцо подшипника 109 в корпус подшипников 98 до упора номером на кольцо вверх.
Нагревают подшипник 100 в масляной ванне до 80 . 90 °С и напрессовывают на первый промежуточный вал 80 до упора в подшипник 109.
УУстанавливают стопорную шайбу внутренним усиком в шпоночный паз вала 80, навертывают гайку 97 обработанным торцом к шайбе и отгибают концы шайбы на грани гайки.
Смазывают прокладку герметиком с обеих сторон, устанавливают ее и крышку 4 на фланец корпуса подшипников 98 и закрепляют болтами 25 с пружинными шайбами 26.
Проверяют размер (2 ± 0,5) мм и при необходимости регулируют прокладками 96.
Надевают пакет прокладок 95 и уплотнительное кольцо на корпус подшипников 93 второго промежуточного вала, устанавливают его в переднюю крышку 2.
Запрессовывают наружное кольцо подшипника 90 в корпус подшипников 93 до упора в бурт номером на кольце вверх.
Нагревают подшипник 92 в масляной ванне до 80 . 90 °С и напрессовывают на второй промежуточный вал 83 до упора в подшипник 90.
Устанавливают стопорную шайбу внутренним усиком в шпоночный паз вала 83, навертывают гайку 94 обработанным торцом к шайбе и отгибают концы шайбы на грани гайки.
Смазывают прокладку с обеих сторон герметиком, устанавливают ее и крышку 32 на фланец корпуса подшипников 93 второго промежуточного вала КПП Т-170, Т-130 и закрепляют болтами 25 с пружинными шайбами 26.
Проверяют размер (4 ± 0,5) мм и при необходимости регулируют прокладками 95.
Надевают пакет прокладок 88 и уплотнительные кольцо па корпус подшипников нижнего вала 85, устанавливают его в переднюю крышку 2.
Запрессовывают наружное кольцо подшипника 90 в корпус подшипников до упора в бурт.
Устанавливают стопорную шайбу внутренним усиком в шпоночный паз нижнего вала 85, навертывают гайку 91 обработанным торцом к шайбе и отгибают
концы шайбы на грань гайки.
Толщину пакета регулировочных прокладок 88 окончательно устанавливают при регулировке размера Д = 83,9 ± ±0,1 мм (см. рис. 8).
Сборка корпуса КПП Т-170, Т-130)
Корпус Т-170, Т-130 устанавливают на подставку.
Смазывают трансмиссионным маслом посадочные места под подшипники в корпусе коробки и устанавливают наружные кольца подшипников 76, 78, 82 и 84, расположив гнезда под стопоры против отверстий в корпусе.
Устанавливают стопор 74 в отверстие корпуса до упора в гнездо подшипника 76 и запрессовывают заглушку 73 до упора в гнездо корпуса.
Аналогично устанавливают стопоры и заглушки под подшипники 78, 82 и 84.
Надевают резиновое кольцо 77 на крышку 79 и устанавливают ее в корпус коробки передач Т-170, Т-130.
Устанавливают стопорное кольцо 81 в канавку корпуса коробки.
Запрессовывают штифты 3 и 86 (если они выпрессовывались) и втулку 110 в отверстия корпуса.
Смазывают прокладку с обеих сторон герметиком и вместе с крышкой 34 устанавливают на корпус коробки передач и закрепляют гайками 35 с
пружинными шайбами.
Ввертывают магнитную пробку 33 с прокладкой в крышку 34.
Сборка передней крышки с корпусом коробки передач трактора Т-170, Т-130
Корпус КПП Т-170, Т-130 и передняя крышка должны иметь одинаковый порядковый номер. Корпус устанавливают на стенд привалочной плоскостью вниз и закрепляют прижимами.
Смазывают прокладку 87 с обеих сторон герметиком и устанавливают на фланец корпуса КПП.
Устанавливают переднюю крышку 2 в сборе с валами на корпус коробки, так чтобы штифты 86 вошли в отверстия передней крышки. Вставляют пружину
72 в отверстие корпуса.
Закрепляют переднюю крышку 2 болтами 29 с шайбами. Поворачивают коробку передач и выставляют нижний вал 85 на размер Д = (83,9 ± 0,1) мм между
торцом вала и плоскостью корпуса коробки КПП Т-170, Т-130 прокладками 88.
Размер Д замеряют при сдвинутом нижнем вале 85 во внутрь коробки передач.
Смазывают прокладку герметиком и устанавливают на фланец корпуса подшипников 89.
Ввертывают штуцер подвода смазочного материала в крышку 28, устанавливают ее на прокладку и, перемещая в пределах зазора между болтами и
отверстиями, находят такое положение, когда при вращении нижнего вала 85 штуцер не задевает за него.
В этом положении крышку закрепляют болтами 25 с прижимным шайбами 26.
Ввертывают в отверстия передней крышки 2 две шпильки и, надев на них треножки 30, закрепляют их гайками 31.
Установка валиков переключения передач, вилок и хвостовиков КПП бульдозера Т-170, Т-130
Поворачивают корпус КПП Т-170, Т-130 люками механизмов переключения вверх.
Устанавливают вилку 65 в кольцевую канавку муфты включения верхнего вала 103.
Валик 66 устанавливают в корпус коробки КПП Т-170, Т-130, пропустив его через отверстия вилки 65, и закрепляют на него хвостовик 38.
Устанавливают два шарика 111 во втулки 110.
Вставляют вилку 64 в кольцевую канавку муфты включения верхнего вала 103 и устанавливают второй валик 66 в отверстие корпуса коробки, пропустив
его через отверстие вилки 64.
Устанавливают на валик 66 хвостовик 38, закрепляют хвостовики 38 на валиках 66 стопорами.
Закрепляют клиньями 71 с гайками 62 вилки 64 и 65 при центральном расположении наружной зубчатой муфты относительно внутренней и в нейтральном
положении валика 66.
Стопорят гайки 62 стопорными пластинами 63. Размер В должен быть (21,5 ± 0,8) мм. Перемещение валиков должно быть свободным.
Запрессовывают заглушку и устанавливают крышки 24, выдерживая с помощью регулировочных прокладок зазор 0,3+1,2 мм между крышкой и торцами валиков во включенном положении, и крепят их болтами 5 с пружинными шайбами.
Аналогично устанавливают вилки 36 и 37 и валики 66 для нижнего вала 85. Устанавливают штуцер подвода смазочного материала к верхнему валу.
Смазывают прокладку герметиком, укладывают ее на фланец масляного насоса и устанавливают насос с маслоприемником в люк корпуса коробки
передач на штифты и крепят его болтами с пружинными шайбами.
Сборка механизмов переключения передач бульдозера Т-170, Т-130
При сборке левого механизма переключения устанавливают проставку 40 на верстак. Вводят валик 60 в отверстия проставки 40 и рычага 61.
Вставляют в отверстия проставки пружины 58, причем длинную пружину устанавливают с внешней стороны коробки передач.
Укладывают кольцо 46, прокладки 47 и шаровой фланец 48. Запрессовывают палец 57 в рычаг 51 и устанавливают рычаг в шаровой фланец 48 и отверстие рычага 61.
Надевают вторую прокладку 47, второй шаровой фланец 48, устанавливают на прокладку шаровой фланец 56 и закрепляют болтами 68 с пружинными
шайбами 67.
Устанавливают кольцо 49, крышку 55, колпачок 50, крышку 54 и стопорят шплинтом 53. Навертывают рукоятку 52 на рычаг 51.
Смазывают прокладку 39 герметиком и укладывают ее на левую крышку 22.
Устанавливают левый механизм переключения передач проставкой 40 на левую крышку 22 и закрепляют болтами с пружинными шайбами.
Сборку правого механизма переключения КПП Т-170, Т-130 и его установку проставкой 69 на правую крышку 6 выполняют так же, как и левого
механизма, за исключением установки включателя ВК-403, которую производят в такой последовательности: устанавливают в выточку резьбового отверстия резиновое кольцо 116 (см. рис. 6), замковую пластину 119, регулировочные прокладки 117 (не более восьми), отрегулировав ими зазор Е — 0,3 . 0,5 мм между торцом включателя и цилиндрической поверхностью валика 60 завертывают включатель 118 до упора и стопорят его замковой пластиной 119.
Сборка корпуса фиксаторов с валиком и установка на левую крышку КПП Т-170, Т-130
Вставляют валик 17 (см. рис. 10) в отверстие корпуса валика фиксаторов 16, надевают сальник 13 на выступающий конец валика и запрессовывают в
корпус заподлицо с торцом корпуса.
Надевают рычаг 12 в сборе с наконечником на валик 17 и совмещают паз валика с отверстием в рычаге. Устанавливают стопор 10 и закрепляют гайкой 11 с шайбой.
Устанавливают упорную планку 75, вставив ее в выточку на валике 17; ставят направляющую плиту 14 с прокладками, смазав их герметиком, и прикрепляют корпус валика фиксаторов 16 к левой крышке 22 болтами с пружинными шайбами; запрессовывают заглушку 18 в отверстие корпуса валика фиксаторов 16.
Аналогично собирают и устанавливают на правую крышку 6 второй корпус фиксаторов с валиком.
Установка левого механизма переключения передач. В корпус коробки передач Т-170, Т-130 ввертывают шпильки 70 и укладывают прокладку 23, смазав
ее с обеих сторон герметиком.
Устанавливают два фиксатора 112 в пазы валиков при нейтральном положении. Лыски в верхней части фиксаторов должны располагаться вперед по
ходу трактора.
Устанавливают левую крышку 22 в сборе с механизмом переключения на две шпильки и два штифта корпуса коробки передач 1 и заводят рычаги 61 в пазы хвостовиков.
Закрепляют левую крышку 22 в сборе с механизмом переключения гайками 9 с пружинными шайбами 8. Устанавливают резиновое кольцо 59.
При нейтральном положении рычага 61 выставляют валик 60 на размер (29 ± 1) мм от торца малой бобышки проставки 40 и через боковой люк закрепляют рычаг 61 болтами 45 и стопорят стопорной шайбой.
Устанавливают крышку 44 с прокладкой 43 и закрепляют гайками 42 с пружинными шайбами.
Надевают на пробку 113 стопорную шайбу 115 и прокладку 114 и завертывают в малую бобышку проставки 40 до отказа.
Аналогично завертывают пробки 113 в резьбовые отверстия остальных бобышек. Установку правой крышки в сборе с правым механизмом переключения
передач производят аналогично.
Перемещение валиков с вилками должно быть свободным, с четкой фиксацией нейтрального и рабочих положений.
При заблокированных фиксаторах перемещение валиков переключения передач не допускается; это обеспечивается регулировкой зазора между торцами фиксатора и валиком с помощью прокладок 19, устанавливаемых под корпус валика фиксаторов 16.
Резиновое кольцо 75 приклеивают клеем в выточку фланца корпуса коробки передач Т-170.
При правильной сборке КПП Т-170, Т-130 все валы и шестерни должны легко проворачиваться без заеданий и заклиниваний, переключение валиков с
вилками должно быть легким, без заеданий, с четкой фиксацией нейтрального и рабочего положений, перемещение рычагов переключения передач из крайнего левого положения вправо и из правого — влево до отказа должно происходить с плавно возрастающим усилием упругого сопротивления пружин.
Установка коробки передач КПП трактора Т-170, Т-130
Устанавливают в отверстие привалочной плоскости корпуса бортовых фрикционов штифт. Фрезерованные плоскости штифта должны быть перпендикулярны к прямой, соединяющей центр отверстия диаметром 160 мм с центром отверстия диаметром 16 мм под штифт.
Смазывают выточку на привалочной плоскости корпуса бортовых фрикционов клеем и устанавливают кольцо.
Проверяют наличие кольца в выточке привалочной плоскости коробки. Заводят коробку между лонжеронами и устанавливают ее на шпильки и штифт, а
выступающий конец подшипника нижнего вала коробки — в отверстие корпуса бортовых фрикционов.
Закрепляют коробку передач КПП Т-170, Т-130 на шпильках гайками с шайбами. Гайки затягивают крестообразно, начиная с верхних шпилек.
В стыке привалочных плоскостей корпуса бортовых фрикционов и коробки передач Т-170, Т-130 зазоры не допускаются. Смазывают кольцевую канавку клеем и устанавливают кольцо.
Устанавливают муфту сцепления, механизм управления поворотом и кожух муфты сцепления.
Подсоединяют маслопроводы к масляному насосу коробки передач, штуцерам подвода масла к верхнему и нижнему валам, отделению конических
шестерен и фильтру. Устанавливают кабину с крыльями и панели пола.
Устройство и работа дизеля двигателя Д-160 ЧТЗ
Устройство и работа дизеля двигателя Д-160 ЧТЗ
Основной сборочной единицей, воспринимающей нагрузки, возникающие при работе дизеля, является литой чугунный блок цилиндров со вставными гильзами. Вертикальные перегородки блока вместе с передней и задней стенками служат опорами коленчатому валу. Боковые стенки блока плавно переходят в боковые стенки картера.
К блоку крепятся все остальные сборочные единицы и агрегаты дизеля. Головка цилиндров общая на два цилиндра. Газовый стык между головкой и блоком уплотняется медноасбестовой прокладкой. Клапаны подвесные, по одному впускному и выпускному на каждый цилиндр. Коленчатый вал пятиопорный с противовесами. Литой чугунный маховик крепится болтами к фланцу коленчатого вала. Коренные взаимозаменяемые и шатунные взаимозаменяемые подшипники скольжения сталеалюминевые. Поршень овальнобочкообразный из алюминиевого сплава с камерой сгорания в днище, с тремя компрессионными и двумя маслосъемными кольцами. Верхние компрессионное и маслосъемное кольца хромированы. Под верхним маслосъемным кольцом устанавливается радиальный расширитель.

Рис. 1. Дизель Д-160 (вид со стороны пускового двигателя)
1-двигатель пусковой; 2-пробка сливного отверстия картера; 3-блок; 4-кожух шестерен распределения; 5-опора передняя; 6-насос системы охлаждения; 7-вентилятор; 8-воздухоочиститель; 9-воздухозаборник; 10-мультициклон; 11-труба эжекционная; 12-турбокомпрессор; 13-датчик аварийного давления масла в турбокомпрессоре; 14-механизм проворачивания; 15-масленка; 16-коллектор выхлопной; 17-глушитель; 18-трубка слива топлива из форсунок; 19-труба выпускная; 20-управление дизелем; 21-тяга воздушной заслонки; 22-тяга дроссельной заслонки; 23-коллектор всасывающий; 24-кожух маховика; 25-пробка кожуха маховика; 26-пробка картера магнитная.

Рис. 2. Дизель Д-160 (вид со стороны топливного насоса)
1-датчик указателя давления масла в главной масляной магистрали дизеля; 2-горловина заливная; 3-сапун; 4-центрифуга масляная; 5-датчик температуры охлаждающей жидкости; 6-кран-бензоотстойник; 7-бачок пускового двигателя; 8-фильтр масляный турбокомпрессора; 9-пробки сливные фильтра тонкой очистки топлива; 10-вентиль продувочный; 11-датчик аварийного давления топлива; 12-фильтр тонкой очистки топлива; 13-генератор; 14-картер; 15-работо-мер; 16, 17-пробки сливных отверстий; 18-фильтр грубой очистки топлива; 19-подвод масла от масляного радиатора; 20-отвод масла к масляному радиатору.

Рис. 3. Дизель Д-160 (продольный разрез)
1-шкив коленчатого вала; 2-сальник; 3-кронштейн вентилятора; 4, 5, 6-масленки; 7-винт натяжения ремней; 8-головка цилиндров; 9-колпак; 10-клапан выпускной; 11-клапан впускной; 12-гильза цилиндров; 13-поршень; 14-крышка; 15-указатель; 16-маховик; 17-кожух маховика; 18-маслоприемник задний; 19-шатун; 20-маслоприемник центральный; 21-механизм уравновешивающий; 22-маслоприемник передний.

Рис. 4. Дизель Д-160 (поперечный разрез)
1-вал распределительный; 2-толкатель; 3-опора задняя; 4-насос топливный; 5-штанга толкателя; 6-поршень; 7-кольцо поршневое; 8-штанга декомпрессора; 9-коромысло клапана; 10-валик коромысел; 11-форсунка; 12-рычаг крепления форсунки; 13-насос масляный; 14-линейка маломерная.

Рис. 5. Механизм кривошипно-шатунный
1-шкив коленчатого вала; 2, 3-шестерни; 4-поршень; 5-шатун; 6-полукольцо упорное; 7-кольцо поршневое маслосъемное; 8-кольцо поршневое компрессионное (верхнее хромированное); 9-кольцо поршневое компрессионное нижнее; 10-палец поршневой; 11-сухарик; 12-цапфа; 13-маховик; 14-вал коленчатый.
Устройство дизеля показано на рис. 1, 2, 3, 4, кривошипно-шатунный механизм — на рис. 5.

Рис. 6. Кинематическая схема дизеля
1-кожух шестерен распределения; 2-вентилятор; 3-механизм уравновешивающий; 4-регулятор; 5-насос топливный; 6-насос масляный; 7-двзель; 8-редуктор пускового двигателя; 9-муфта сцепления пускового двигателя; 10-двигатель пусковой; 11-механизм проворачивания вала пускового двигателя; 12-кожух шестерен распределения пускового двигателя; 13-регулятор пускового двигателя; 14-шестерня привода уравновешивающего механизма; 15-шестерня привода масляного насоса; 16-шестерни паразитная (малая); 17-шестерня привода насоса; 18-шестерня распределительная; 19-шестерня привода к топливному насосу; 20-шестерня паразитная (большая); 21-шестерня привода насоса системы охлаждения; 22-шестерня промежуточная (большая); 23-шестерня привода насоса; 24-шестерня коленчатого вала (малая); 25-шестерня коленчатого вала (большая).
Сборка и установка корпуса распределительных шестерен
Сборка и установка корпуса распределительных шестерен. Разбор и сборка пускового двигателя П-23УСборка
Запрессуйте в корпус распределительных шестерен втулку 15. Отверстия во втулке разверните под размер валика 14, запрессуйте в расточки корпуса заглушку 2 и самоподжимной сальник 6 кромкой кожаной манжеты внутрь корпуса. Торец заглушки и сальника должен быть заподлицо с плоскостью корпуса распределительных шестерен. Смажьте моторным маслом валик привода магнето и установите его во втулку. Установите в паз валика сегментную шпонку 13 и посадите с помощью оправки на валик и шпонку шестерню 12. Валик привода магнето должен вращаться во втулке свободно, без заеданий
Запрессуйте в корпус распределительных шестерен два штифта 7 для фиксирования кронштейна магнето. Заверните в кронштейн 4 три шпильки 5 крепления магнето. Установите кронштейн с фланцевой прокладкой на два штифта и закрепите на корпусе тремя болтами 3 с пружинными шайбами. Установка
Запрессуйте в блок-картер два штифта 9 для фиксирования корпуса распределительных шестерен. Снимите крышку люка на корпусе муфты сцепления пускового двигателя и, проворачивая коленчатый вал, установите поршень первого цилиндра в конце такта сжатия, совместив при этом метку «ВМТ-1Ц» на ободе маховика с меткой А (риской) на люке корпуса муфты сцепления

Положение маховика пускового двигателя при установке корпуса распределительных шестеренА — метка (риска) на люке корпуса муфты сцепления; В — метка «Заж.» на ободе маховика; С — метка «ВМТ-1Ц» на ободе маховикаСовместите метку Е (риску) на торце валика привода магнето 2с меткой Я на фланце кронштейна магнето 1.

Установка корпуса распределительных шестерен по меткамI — положение меток на валике 2 привода и фланце 1 кронштейна магнето до установки корпуса распределительных шестерен на блок-картер (до ввода н зацепление шестерен); II — положение меток па валике 2 привода магнето и фланце 1 кронштейна магнето после установки и крепления корпуса распределительных шестерен на блок-картере (после ввода в зацепление шестерен)В таком положении установите корпус 10 распределительных шестерен со смонтированным на нем кронштейном магнето 4 на два штифта 9 блок-картера, уложив между привалочными плоскостями фланцевую прокладку 11 и введя одновременно в зацепление шестерню 12 привода магнето с шестерней коленчатого вала. После установки корпуса риска на валике привода магнето должна совпадать с меткой М на фланце кронштейна магнето при совмещенной метке «ВМТ-1 Ц» на маховике с риской на люке корпуса муфты сцепления. Закрепите корпус распределительных шестерен на два-три болта 3 и проверьте правильность установки привода магнето, провернув коленчатый вал на два оборота: при совмещенной риске на корпусе муфты сцепления с меткой «ВМТ-1Ц» на маховике должны совместиться риска валика привода магнето с меткой М на фланце кронштейна магнето. Окончательно закрепите корпус распределительных шестерен всеми одиннадцатью болтами с пружинными шайбами
Технические требования на коленчатый вал
Коленвал и вкладыши Т-170
1. Коренные и шатунные шейки должны быть прошлифованы, если износ шеек превышает 0,25 мм или овальность их больше 0,17 мм. Шейки коленчатого вала шлифуйте на размеры, указанные в таблице под размеры ремонтных вкладышей. Для одного вала все одноименные шейки должны быть одного ремонтного размера.
2. Коленчатый вал балансируется высверливанием металла в противовесах, поэтому противовесы не снимайте, не переставляйте и не подвергайте обработке. Момент затяжки болтов крепления противовесов 150. 190 Н.м (15. 19 кгс.м).
3. Полости в шатунных шейках должны быть очищены от загрязнений.
Для очистки масляных каналов от металлических загрязнений пользуйтесь намагниченным стержнем, который вводится в каналы вала, затем извлекается вместе с прилипшими частицами загрязнений.
4. Нормальный рабочий зазор в вертикальной плоскости между вкладышем и шейкой равен:
для коренных подшипников — 0,09. 0,154 мм;
для узких вкладышей пятой коренной шейки и маслосгонной резьбой вала — 0,21. 0,274 мм;
для шатунных подшипников — 0,1. 0,164 мм.
Если зазор в подшипниках коленчатого вала превышает 0,30 мм, замените изношенные вкладыши. При обнаружении на узких вкладышах уплотнения заднего коренного подшипника следов касания шейкой коленчатого вала, вкладыши заменяйте во избежание утечки масла из блока.
5. Осевой люфт коленчатого вала 0,04. 0,59 мм. Допускается увеличение, продольного люфта вала вследствие износа до предельной величины не более 1,0 мм.
6. Коленчатый вал поставляется в запасные части комплектно с коренными и шатунными вкладышами (комплект 16-03-126СП).
7. По диаметру коренных и шатунных шеек коленчатые валы разбиваются на размерные группы. В таблице приведены обозначения, размеры и маркировка коленчатого вала, шатунных и коренных вкладышей, сопрягаемых с соответствующими по размерам шейками вала
Обозначения, размеры и маркировка коленчатого вала Т170 Т130
Диаметры шеек, мм
Размеры и маркировка вкладышей
Трактор Б-10 с упругой муфтой
Перед коллективом разработчиков стояла цель: создать современный, недорогой, надежный, простой в производстве и эксплуатации трактор, способный вытеснить с рынка более дорогие машины класса 10 и ниже отечественного и зарубежного производства. При этом новый трактор должен был иметь высокую степень унификации с выпускаемыми моделями и обеспечить снижение стоимости серийного производства по сравнению С тракторами ЧТЗ класса 10 с механической и гидромеханической трансмиссиями. Несмотря на относительно низкую цену, новый трактор должен был отличаться высоким техническим уровнем и улучшенными условиями труда оператора.
Поставленная цель была достигнута применением на тракторе планетарной коробки передач, связанной с двигателем через упругую муфту (рис. 1). Кинематическая схема моторно-трансмиссионной установки нового трактора представлена на рис. 2. Она включает в себя:
— серийный двигатель Д-180М или Д-180М1 (коэффициент запаса по моменту не менее 1,25);
— упругую муфту, выполненную в виде простого автономного необслуживаемого узла;
— серийный карданный вал трактора Т-10М.0000;
— серийную планетарную КПП трактора Т-10М.0000 с передаточным числом цилиндрической пары 1,25;
— серийные агрегаты заднего моста (главная передача, бортовые фрикционы) и бортовые редукторы.
В отличие от базового трактора Т-10М с механической трансмиссией, замена в новой машине прежней коробки передач на планетарную от трактора Т-10М.0000 (с ГМТ) позволяет отказаться от муфты сцепления и достаточно сложного механизма ее управления. Роль муфты сцепления, как и на тракторе Т-10М.0000, играют два фрикциона реверса коробки передач (I и II планетарных рядов). Гидравлическое управление коробкой передач позволяет проводить быстрое и легкое переключение передач (в отличие от механической КПП) и реверсирование хода агрегата. Для снижения динамических усилий в трансмиссии применена упругая муфта на базе торсионного вала, монтируемая на кожух маховика двигателя. Муфта конструктивно проста, она не имеет механизмов управления и практически не обслуживается. Двигатель и упругая муфта соединяются с коробкой передач через серийный карданный вал, что позволяет исключить сложную и трудоемкую операцию центровки силового агрегата. Это дает возможность установить двигатель на амортизаторы (как и на тракторе Т-10М.0000).
Гидравлическая система управления питания и смазки трансмиссии, а также ноет управления новой машины полностью унифицированы с трактором Т-10М.0000. Благодаря этому С трактором Т-10М.0000 унифицирована и кабина (типа «диван»), улучшающая условия труда оператора.
В отличие от серийного трактора Т-10М с ГМТ новая машина имеет современную механическую трансмиссию. По сравнению с ГМТ она имеет более высокий КПД, обеспечивает прирост производительности агрегата при бульдозировании и снижение расхода топлива. При этом из трансмиссии исключается (путем замены на упругую муфту) дорогой и сложный в изготовлении гидротрансформатор ITP-480. Для более плавного тро-ганья трактора с места и переключения передач (снижения темпа нарастания давления в бустерах КПП) в серийном блоке клапанов гидросистемы управления применено дросселирующее отверстие меньшего сечения.
Новая трансмиссия по сравнению с гидромеханической — «холодная», поэтому ее применение позволяет использовать трактор в условиях жаркого климата. В связи с этим также появляется возможность отказаться от дорогого радиатора ГМТ и применить стальной радиатор. Кроме того, у трактора с упругой муфтой вместо маховика двигателя, устанавливаемого на трактор Т-10М с ГМТ, используется маховик трактора Т-10М с механической трансмиссией.

Рис. 1. Упругая муфта в сборе (слева); установка упругой муфты на двигатель Д-180М (справа)
Преимущества трактора с упругой муфтой
Преимущества нового трактора заключаются в повышении технического уровня и надежности, улучшении условий труда оператора, простоте конструкции и обслуживания, высокой унификации и снижении стоимости серийного производства. Кроме этого, результаты эксплуатационных испытаний машин выявили еще целый ряд достоинств таких тракторов.

Рис. 2. Кинематическая схема МТУ трактора
1. Увеличение производительности и снижение расхода топлива бульдозерного агрегата. Эффективность применения ГМТ на тракторах класса 10 и ниже нивелируется по сравнению с тракторами С механической трансмиссией, на которых устанавливаются двигатели с запасом крутящего момента не менее 1,25. Это, прежде всего, связано с более высоким КПД механической трансмиссии и ав-гоматизмом моторно-трансмиссионной установки за счет запаса двигателя по моменту. условный тяговый КПД трактора с упругой муфтой выше на 25,8 %, чем у серийного трактора с ГМТ. Установка более современной планетарной КПП на тракторах с механической трансмиссией позволяет достигнуть еще большей эффективности агрегата за счет быстрого реверсирования и снижения утомляемости оператора.
По сравнению с моделью Б10М.ООООЕР (с ГМТ) прирост производительности трактора с упругой муфтой (Б10М.0800-1Е) при траншейной технологии бульдозирования с отсыпкой грунта в кавальер по результатам испытаний составил для различных вариантов передаточных чисел трансмиссии от 3,2 % до 17,2 %.
По абсолютному часовому расходу топлива агрегат с упругой муфтой на 9.5-17,1 % экономичнее, чем агрегат Б10М с ГМТ (загрузка двигателя по топливу но результатам испытаний составляет около 73 % против 86 % у агрегата с ГМТ). Снижение расхода топлива на кубометр разработанного грунта достигает 25 %.
2. Улучшение условий труда оператора. У трактора с упругой муфтой легкое управление трансмиссией. Это обеспечивается тем, что исключена «тяжелая» педаль муфты сцепления, и нет необходимости при каждом реверсе последовательно манипулировать двумя рычагами КПП (передачи и реверса) с отжимом педали муфты сцепления. Это существенно снижает утомляемость оператора при работе.
Применение кабины типа «диван» позволило снизить усилия и уровень вибрации на рычагах управления КПП и механизмами поворота. Отсутствие двух колонок управления серийной коробки передач трактора с механической трансмиссией позволяет привести в норму систему доступа на рабочее место. Исключение необходимости центровки силового агрегата и коробки передач и соединение их с помощью карданного вала дает возможность установить двигатель на амортизаторы и тем самым снизить вибрацию на рабочем месте оператора.
3. Простота конструкции и обслуживания, повышение надежности. Исключение муфты сцепления но сравнению с трактором Т-10М с механической трансмиссией позволяет:
— сократить операции по ее техническому обслуживанию (свободный ход штока сервомеханизма, установка лапок и зазора между фланцем и отжимной муфтой, регулировка давления в сервомеханизме), а также ИСКЛЮЧИТЬ точки смазки муфты и соответствующие детали;
— исключить габаритные но размерам и сложные по конфигурации корпусные детали муфты сцепления, ее сервомеханизм, блокировочный механизм, тяги и педаль управления;
— избавиться от отказов муфты сцепления (износ ползуна муфты выключения, разбивание отверстия в кожухах под стакан выжимного рычага, течи по сервомеханизму и др.).
Исключение ГТР-480 по сравнению С трактором Т-10М с ГМТ позволяет:
— сократить трубопроводы, клапан выхода ГТР, контрольные датчики давления и температуры ГМТ; исключить маховик двигателя, устанавливаемый на трактор Т-10М с ГМТ, заменив его на маховик трактора с механической трансмиссией;
— избавиться от отказов но ГТР и ГМТ (повышенные утечки по тору и переполнение корпуса ГТР, перегрев ГМТ и др.).
Простота трансмиссии новой машины, снижение ее габаритов и массы позволяет облегчить доступность к узлам трактора и улучшить его компоновочные возможности. Упругая муфта практически но требует обслуживания, за исключением контроля уровня масла (при ТО-2) и необходимости его замены, а также промывки сапуна (при ТО-3).
Отсутствие повышенного нагрева трансмиссии позволяет увеличить ее надежность, снизить внутренние утечки в КПП и гидравлической системе, дает возможность использовать новую машину в отличие от трактора Т-10М с ГМТ в более жарких климатических условиях;
Надежность трактора с упругой муфтой и его преимущества подтверждены лабораторно-полигонными, тензометрическими и эксплуатационными испытаниями. По результатам Эксплуатационных испытаний в объеме 3000 м.ч. и технической экспертизы трактора, проведенной после испытаний, отмечена высокая надежность узла и трактора в целом, позволившая обеспечить стабильную среднемесячную наработку 375 моточасов. После экспертизы трактор продолжил испытания до исчерпания ресурса и по состоянию на апрель 2010 г. уже отработал 8500 м.ч. Второй трактор с отехнологиченной муфтой с июля 2009 г. отработал без замечаний более 3000 м.ч.
Механизм управления сцеплением
Механизм управления сцеплением (рис.2.19) служит для управления сцеплением через сервомеханизм, а также для привода блокирующего устройства вилок переключения передач.
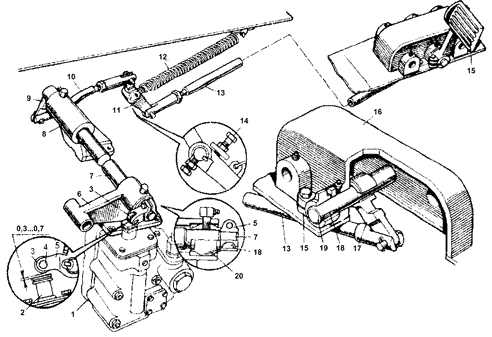
Рис.2.19 Механизм управления сцеплением
1- сервомеханизм сцепления; 2- шток сервомеханизма; 3- ролик; 4- ось ролика; 5- нажимной рычаг; 6,8- кронштейны; 7- вал; 9,17- рычаги; 10,13- тяги; 11- двуплечий рычаг; 12- возвратная пружина; 14- регулировочный болт; 15- педаль; 16- корпус; 18- шпонка; 19- валик; 20- сферический подшипник
Основные детали механизма управления: на полике кабины установлен корпус 16 в котором на валике 19 при помощи шпонки закреплена педаль 15 сцепления.
На валике 19 закреплен рычаг 17, который шарнирно соединен с тягой 13. Она же в свою очередь соединена с двуплечим рычагом 11. Двуплечий рычаг верхним концом соединен с тягой 10, которая соединена с рычагом 9, закрепленном на валу 7, поворачивающимся в двух сферических подшипниках 20, установленных в кронштейнах 6 и 8. На другом конце вала закреплен рычаг 5 с роликом 3, сидящим на оси 4.
При нажатии на педаль 15 через системы тяг и рычагов происходит нажатие на шток сервомеханизма, который и выключает сцепление. Когда педаль возвращается в исходное положение действием пружины 12, системы тяг и рычагов также возвращаются в исходное положение. Шток сервомеханизма занимает исходное положение. Сцепление при этом включается.
Для регулировки механизма:
- установить рычаг 11 по имеющимся меткам на рычаге и кронштейне 11 (рис.2.20), что соответствует запертому положению фиксаторов коробки передач. При нажатии на педаль сцепления фиксаторы должны быть разблокированы, т.е. валик вилки может передвигаться в осевом направлении. В случае нарушения регулировки блокировки переключение передач затрудняется или становится невозможным;
- установить зазор между роликом и поверхностью штока сервомеханизма в пределах 0,3. 0,7 мм (при отпущенной педали сцепления). Данный зазор необходим для создания свободного хода педали и предупреждения случаев поджима штока, при которых происходит частичное выключение сцепления. Регулировка осуществляется изменением длины тяг 10 и 13 (рис.2.19).
После регулировки тяг проверить положение рычага 11. Это необходимо для четкой работы блокировки валиков переключения передач.
Бортовые фрикционы ремонт
Длина общей нормали при охвате 11 зубьев внутреннего барабана 104,656 мм, при размере менее 103,5 мм и одностороннем износе зубьев, барабан с комплектом дисков и полуосью переставить на другую сторону. При двухстороннем износе зубьев по толщине до размера длины общей нормали 102,3 мм, заменить барабан.
Длина общей нормали по 13 впадинам наружного барабана 125,256 мм, при размере более
26,5 мм и одностороннем износе зубьев барабана в комплекте переставить на другую сторону. При двухстороннем износе зубьев по толщине до размера длины общей нормали 127,8 мм, заменить барабан.
Нормальная толщина диска с внутренним зубом 2,4 ±0,18 мм. Износ диска по толщине допускается 32,00 мм.
Нормальная толщина диска 24-16-103 с наружными зубьями с фрикционными накладками в сборе 7,2±0,41 мм. при износе фрикционных накладок дисков с наружными зубьями до размера 4,7 мм, заменить фрикционные накладки. Длина общей нормали диска с наружным зубом с охватом тринадцати зубьев 125,256 мм и износе допускается изменение длины общей нормали до 124 мм.
Нормальный диаметр полуоси бортового фрикциона 85 мм, нормальный диаметр тарелки нажимной 85 мм. Допускается зазор между полуосью и тарелкой нажимной 0,6 мм. Предельный зазор 1 мм.
При наличии трещин по отверстиям под заклепки, износе тормозных накладок менее чем 4,5 мм заменить накладки. Головки заклепок должны быть утоплены не менее, чем на 2,5 мм. Номинальная толщина фрикционных накладок должна составлять 10 мм.
Допускаются местные зазоры между накладкой и тормозной лентой вне зоны заклепок, не более
4 мм на дуге 30° на глубине не более 20 мм от края ленты, в количестве не более четырех на каждой 1кладке.
Допускаются местные зазоры между барабаном фрикцион 24-16-101/102 и накладками не более 0,6 мм, глубиной до 25 мм э дуге до 60 ° в количестве не более четырех с каждой стороны ленты и в двух местах — сквозные зазоры о 2 мм на дуге до 50°, в остальных местах щуп 0,3 мм не должен проходить междубарабаном и лентой.
Источник