- Наш e-mail: dymet-rus@yandex.ru
- Ремонт трещины головки блока
- Ремонт ГБЦ легкого грузовика
- Ремонт камеры сгорания ГБЦ «TOYOTA»
- Ремонт отверстия в картере блока
- капитальный ремонт двигателя автомобиля
- Ремонт трещин блока цилиндров двигателя
- Последовательность выполнения ремонта трещин блока цилиндров двигателя:
- Ремонт трещин чугунного блока цилиндров двигателя
- Ремонт трещин блока цилиндров двигателя эпоксидкой
- Ремонт трещины в чугунном блоке цилиндров
- Ремонт блока цилиндров: как это делается
- Кривошипно-шатунный механизм и блок цилиндров
- Что может поломаться
- Что измеряют при капремонте
- Как ремонтируется блок
- Ремонта блока цилиндров двигателя Mitsubishi 4М41
Наш e-mail:
dymet-rus@yandex.ru
Проблема ремонта трещин чугунного блока цилиндров в автосервисе, и ремонта дефектов чугунных деталей в целом, стоит весьма остро. Чугун – металл коварный, повышенное содержание углерода (от 3% до 7,5% в виде цементита Fe 3 C ) обуславливает его низкопластичность и трудность сварки, поэтому ремонт чугунных изделий очень деликатен.
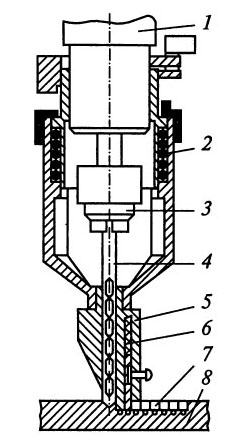
Покажем основные принципы нанесения покрытия при ремонте головок чугунных блоков цилиндров автомобиля (ГБЦ) установками ДИМЕТ®.
На фотографиях ниже представлены отремонтированные ДИМЕТ® чугунные блоки цилиндров, и приведены этапы проведения работ.
Для начала проведем предварительную подготовку ГБЦ к ремонту — «зафиксируем» с последующей «разделкой» дефект чугунного блока. Это значит, что мы с помощью фрезы или другого инструмента вырабатываем на трещине в чугунном блоке небольшую канавку глубиной порядка 1,5-2,5 мм. Дабы предотвратить «расползание» трещины, по краям производим засверливание. Важно! — Трещина в чугунном блоке не должна двигаться при нагревах, поэтому прихватываем ее штифтами или сваркой в одной и более точках.


Далее необходимо, для повышения адгезии, придать поверхности необходимую для процесса напыления шероховатость. Хорошие показатели шероховатости, адгезии, являются основой надежного сцепления покрытия с чугуном. Для обработки поверхности ГБЦ используем абразивный состав К-00-04-16, то есть бьем абразивным порошком по поверхности до устраивающей нас шероховатости – когда чугун станет «беленьким» и увеличится адгезия. Если ремонтные работы поставлены на поток, для абразивной обработки целесообразно использовать абразивоструйный аппарат СД-6. Повысить адгезию можно нанесением тонкого слоя покрытия в 3 (третьем) или 2 (втором) режиме работы аппарата на места под будущее покрытие на чугунной головке блока цилиндров.

Приступаем к заполнению трещины составом А-20-11 в 4(четвертом) режиме по всей длине ранее подготовленной канавки. Порошок состава А-20-11 прекрасно закрывает щели и отверстия. Процесс напыления представляет собой сначала нарастание бугорков на краях трещины, затем трещина перекрывается.
Итак, вместо трещины-канавки на поверхности чугунного блока мы имеем горку напыленного металла. Надо аккуратно срезать лишнее напыление до основного металла любым должным инструментом, если уберем чуть больше – не страшно, так как после наносим окончательное герметизирующее покрытие. Для этого наносим на заполненную трещину в чугунном блоке в режимах 2 и 3 медь состав С-01-01), или медь с цинком (состав С-01-11). Но и нам уже знакомый состав А-20-11 тоже подходит.
При ремонте трещины чугунной ГБЦ деталь немного нагрелась горячим воздухом, пятнадцати минут для остывания вполне достаточно. По прошествии 15 минут производим контроль качества ремонта, напыленного покрытия. Если подготовка трещины в чугуне к напылению была не должной (подавляющее большинство случаев – плохая прихватка), то мы увидим тоненькую, с волос, трещинку. Если трещинка довольно длинная (оценка приходит с опытом) надо «разделывать» и напылять еще раз. На коротких же трещинах обходимся засверливанием.
Отметим, что стоимость расходных материалов, энергии и трудозатрат при ремонте ГБЦ и трещин в чугунных блоках ДИМЕТ®ом ничтожна по сравнению со стоимостью новых деталей.
Вашему вниманию отзыв о ремонте ГБЦ ООО»Моторсервис»:

Узнайте стоимость аппаратов ДИМЕТ для ремонта ГБЦ заполнив форму ниже. Пожалуйста, укажите регион, сферу деятельности, Ваш адрес электронной для ответа. Спасибо!
Ремонт трещины головки блока
Была межклапанная трещина ГБЦ После проведения ремонта ГБЦ


Ремонт ГБЦ легкого грузовика
Дизельный двигатель легкого грузовика. Ремонтируем чугунную ГБЦ, а именно — трещины от канала форсунок к седлам клапанов. Последовательно разделываем трещину фрезой, обрабатываем абразивом К-00-04-16, заполняем составом А-20-11, верхние слои медью С-01-11 или С-01-01.


Ремонт камеры сгорания ГБЦ «TOYOTA»
Встреча поршня с клапаном совсем не порадовала владельца. Двигун застучал – камера сгорания ГБЦ «TOYOTA» разбита. Покупка новой?


Нет, конечно, ведь для ДИМЕТа ремонт ГБЦ с данным повреждением должен занять не больше часа.
Все в стандартной последовательности: все эти появившиеся в результате «встречи» гребни и наплывы удаляем вручную фрезой и расширяем забоины, затем абразивом в режиме «3», узких щелей и каверн нет, тогда наносим А-80-13, если есть – лучше А-20-11, наносим с запасом 1-1,5 мм. Все заняло 25-30 минут. Отнесли на фрезеровку – еще минут 15. Отремонтировали ГБЦ, как и думали, за час.

Ремонт отверстия в картере блока
Отверстие с кулак в картере восьмицилиндрового блока от УРАЛа пожарной части. ГБЦ без дефектов – только дыра в картере. Вес более 100 килограммов, замучаешься вертеть, значит, ремонтировать блок будем снаружи.


Ставим закрывающую стальную пластину 1,5 мм, плотно прижимаем к стенке картера. Не забываем про подготовку поверхности, перед напылением обрабатываем поверхность блока абразивом К-00-04-16 (оксид алюминия). Затем глубокие щели заполняем в режиме «4» составом А-20-11, так как запаса порошка С-01-11 не было, все равно разницы никакой нет, герметичность обеспечена.
Но! Не скупитесь на запас расходных материалов – не всегда такая замена адекватна. Затем, после заполнения глубоких щелей, в режиме «3» положили ровный слой.


Толщина покрытия порядка 1,5-2 мм, не очень эстетично, однако пожарным важна гарантированная с запасом герметичность блока после ремонта, и это справедливо. Итак, израсходовав 250 грамм порошка и потратив 2 часа, блок готов к установке.
Источник
капитальный ремонт двигателя автомобиля
Ремонт трещин блока цилиндров двигателя
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева. Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм. После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
Последовательность выполнения ремонта трещин блока цилиндров двигателя:

ремонта головки блока цилиндров.
Как ремонтировать головку блока

а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Источник
Ремонт трещины в чугунном блоке цилиндров
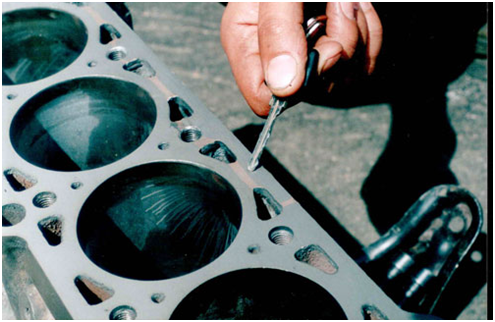
Дефект блока цилиндров типа VW заключается в наличии трещины, которая тянется вдоль 3-х цилиндров. Материал блока – чугун. Данное обстоятельство предусматривает возможность расползания трещины дальше, если использовать сварку, поэтому перед заполнением образовавшейся полости необходимо зафиксировать положение дефекта с по-мощью штифтов. Для этого сверлятся отверстия под них. Внешний вид корпуса после сверления отверстий показан на изображении 2.
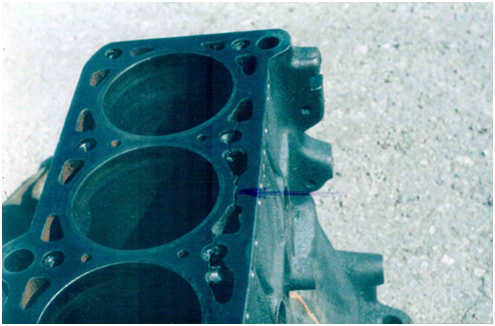
Изображение 1. Вид дефекта блока цилиндра (показан стрелкой).

Изображение 2. Отверстия под штифты (показаны стрелками).
После того, как штифтование завершено, обрабатывается абразивом трещина и площадь вокруг дефекта. Эта операция необходима для обеспечения необходимой степени обработки поверхности для лучшего сцепления с наносимым покрытием. Производится заполнение щели составом А-20-11(алюминий цинк). Для фиксации результата и герметизации трещины верхние слои нанесенного покрытия покрываются составом С-01-01 (медь, цинк). Шлифование приводит площадь контакта к номинальным значениям.
Изображение 3. Внешний вид после заполнения трещины Диметом и шлифовки поверхности.

Изображение 4. Места выхода отверстий под штифты (указаны стрелками).
Пн–Пт: 10:00 – 17:00
Сб–Вс: Выходной
124527, г.Москва, г. Зеленоград,
Солнечная аллея, д.6
Источник
Ремонт блока цилиндров: как это делается

Блок цилиндров на первый взгляд может показаться деталью простой: чугунный корпус с цилиндрами — и только. Однако и здесь есть целый комплекс тонких нюансов: зеркало цилиндра, хон, плоскость плиты — а кривошипно-шатунный механизм добавляет к этому вкладыши, подшипники и кольца, где точность сборки измеряется десятыми долями миллиметра. Сегодня мы разберемся, кто смотрит в зеркало, куда вкладываются вкладыши и почему не стоит гнуть пальцы, а затем отдефектуем блок цилиндров дизельного двигателя Mitsubishi 4М41.
И так, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.

Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси. Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0.2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.

Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже. Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В самом блоке конструктивно ломаться практически нечему — но это не означает, что с ним не бывает проблем, очень даже наоборот. Самые распространенные — износ цилиндров или коробление контактной поверхности блока с головкой из-за перегрева. Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.

Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа. Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку. В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен. При помощи известного нам нутромера измеряются диаметры отверстий коренных опор (с установленными вкладышами, конечно). Затем, имея наружный диаметр шеек и внутренний диаметр опор, определяют масляный зазор: если он превышает допустимый, вкладыши отправляются под замену, а коленвал — на шлифовку. Кроме того, выше мы упоминали об осевом люфте коленвала — разумеется, при дефектовке измеряют и его, и если люфт завышен, заменяют упорные кольца коленвала.

Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.

Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
Перед установкой поршней зеркало цилиндра подвергают хонингованию. Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.
Мнения наши разделились диаметрально: я немного расстроился, хозяин автомобиля — повеселел, а мастер… ему было все равно. Тем не менее, все мы очередной раз подивились стойкости данного мотора.
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
Источник