- Средства для ремонта выхлопной системы без сварки и замены
- Ремонт в условиях гаража
- Экспресс-ремонт в пути
- Устранение трещин в коллекторе
- «Не надо рычать!» Средства для ремонта выхлопной системы без сварки и замены
- Ремонт в условиях гаража
- Экспресс-ремонт в пути
- Устранение трещин в коллекторе
- Сварка выпускного коллектора
- Выпускной коллектор: причины выхода из строя и обслуживание
- Сварка чугунного выпускного коллектора
- Сварка коллектора из нержавейки
- Холодная сварка при ремонте выпускного коллектора
- Заключение
Средства для ремонта выхлопной системы без сварки и замены
Выхлопная система никогда не сгнивает одномоментно, целиком и полностью. Сквозная коррозия частенько бывает точечной при сохранении толщины и прочности металла рядом с дыркой. В этом случае совершенно необязательно покупать новую трубу или банку – свищ легко отремонтировать своими руками без применения сварки, и глушитель еще послужит год-другой, а то и дольше!
Советские автолюбители знали и практиковали множество сравнительно эффективных способов ремонта глушителя – этой дорогой и дефицитной в то время детали. Разнообразные металлические хомуты, пломбы из цемента и огнеупорной печной глины, подмотка стеклоткани, превентивное сверление профилактических отверстий для стока конденсата, окраска снаружи от коррозии краской, разработанной в секретных НИИ для покрытия космических кораблей…
Сегодня глушители и все их составляющие – не в дефиците, однако стоимость их высока, и обидно выбрасывать деньги на ветер из-за одной-двух дырочек или трещин! Качественно и надежно заделать прогары в выхлопной системе без замены и сварки позволяют современные химические средства, разнообразие которых рассчитано на разные типы малых и средних повреждений.

Ремонт в условиях гаража
DoneDeal DD6785 – высокотемпературный керамический герметик, упрочненный сталью, позволяющий легко поставить на старый глушитель в месте утечки газов металлическую заплатку, а также более качественно собрать новую выхлопную систему при замене. Процесс установки заплатки с помощью DD6785 требует некоторых слесарных навыков, но в целом весьма прост – как минимум для тех, кто не прогуливал в школе уроки труда.
Как правило, ремонт заплатками практикуется при прогарах в банках глушителя – непосредственно в глушителе, резонаторе, пламегасителе. Из стального листа толщиной 0,8–1 мм вырезается прямоугольник, по размерам превышающий размеры прогара процентов на 30–50. По периметру заплатки сверлятся отверстия под саморезы по металлу (через каждые 2–3 сантиметра), после чего заплатка с нанесенным слоем DoneDeal DD6785 прикручивается с помощью шуруповерта на очищенную стальной щеткой поверхность элемента глушителя.

В составе герметика присутствуют высокотемпературные добавки, устойчивые вплоть до 1400 градусов: силикат натрия, глина, стальная пудра, синтетическое волокно. Время полной полимеризации герметика при обычной температуре окружающей среды – сутки, но прогревать двигатель, ускоряя процесс, можно уже через 2–3 часа. То же самое касается и сборки новой выхлопной системы. Соединения фланцев труб и уплотняющих прокладок не всегда обеспечивают полную герметичность из-за грубой обработки, и даже новый глушитель способен слегка дымить по стыкам и «подсвистывать», пока щели не закоксуются сажей. При смазывании соединений DoneDeal DD6785 такого не случится, и выпускной тракт будет герметичным сразу.
Экспресс-ремонт в пути
Герметик для ремонта глушителя в тюбике оптимален для стационарных условий ремонта, где есть возможность качественно очистить место наложения заплатки, изготовить ее саму с помощью ножниц по металлу или болгарки, аккуратно закрепить саморезами и т. п. В полевых условиях подобное затруднительно, да и в гараже не у каждого есть необходимый набор расходников и инструментов. В этом случае на помощь придет специальная ремонтная лента – высокотемпературный бандаж для глушителей DoneDeal DD6789. Эта необычная «изолента» позволяет быстро и качественно отремонтировать прогоревшие глушители и любые трубы, работающие при температуре до 650 градусов и давлении до 20 кг/см 2 .

Несмотря на то что, согласно инструкции, место ремонта с помощью высокотемпературной ленты DoneDeal DD6789 нужно предварительно тщательно очистить, а в идеале – даже обезжирить, в полевых условиях комплект DD6789 можно использовать прямо как есть – без дополнительных инструментов, материалов и смотровой ямы. Внезапно возникший в дороге свищ можно заделать, даже просто заехав колесом на высокий бордюр, чтобы обеспечить доступ к днищу автомобиля!
В набор DD6789 входит рулон ленты и одноразовые защитные перчатки, но сперва ленту нужно подготовить – залить пакет с ней водой и слегка размять содержимое для лучшей пропитки. Приобретшую эластичность и липкость полоску просто наматывают виток к витку на поврежденный участок трубы выхлопного тракта или банки. При температуре около 25 градусов отвердевание наступает через 30–40 минут, и в дальнейшем место ремонта выдерживает разогрев до 1400 градусов.

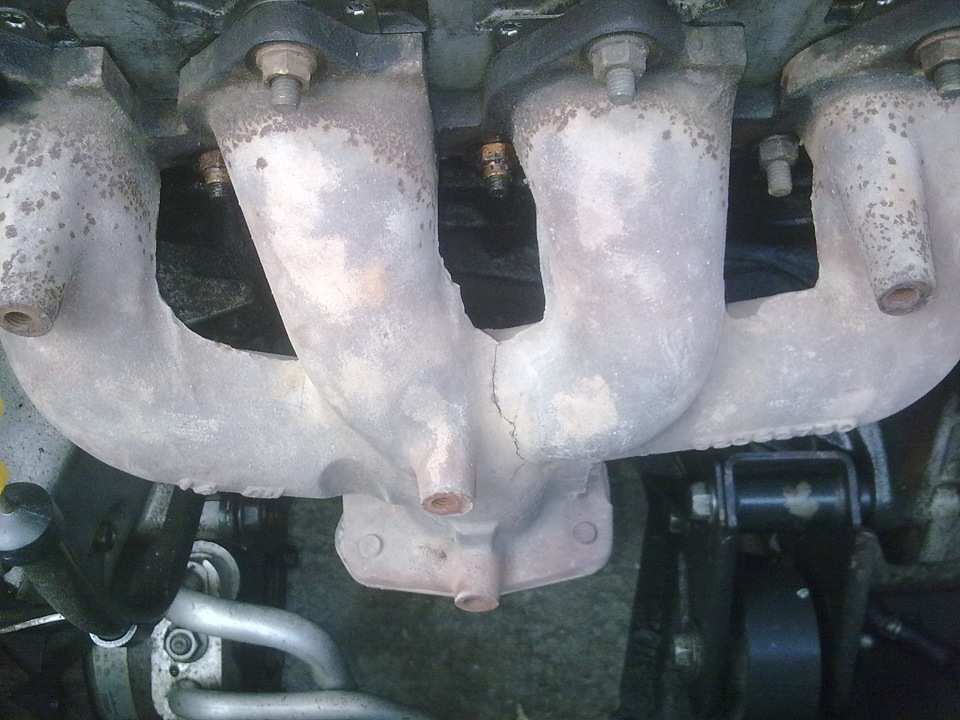
Устранение трещин в коллекторе
Выхлопная система начинается с выпускного коллектора, а эта деталь, изготовленная чаще всего из жаростойкого чугуна, нередко трескается. Трещины способны появляться как сами по себе, из-за не слишком удачной конструкции и процедуры чугунного литья, так и быть чисто «рукотворными», возникающими от проезда по глубоким лужам или от мойки неостывшего двигателя пистолетом высокого давления. Трещины в коллекторе – серьезная проблема, поскольку утечка выхлопных газов через них наполняет токсичным дымом салон и вызывает посторонние шумы в звуке двигателя. Устранение трещин в чугунном коллекторе – задача непростая и недешевая, часто требующая снятия коллектора и далеко не всегда приводящая к успеху, поскольку чугун плохо поддается сварке и ремонт помогает ненадолго.
Альтернативный метод – использование для заделки трещины сверхвысокотемпературного композита. В ассортименте DoneDeal он называется «Термосталь 1400» DD6799. Этот специальный герметик предназначен для заполнения трещин в чугунных и стальных деталях, нагревающихся до 1400 градусов и испытывающих постоянные вибрационные нагрузки. Трещину в металле предварительно очищают металлической щеткой и по возможности засверливают по краям тонким сверлом, чтобы предотвратить дальнейшее расползание. После чего полость заполняют составом – как есть при размерах до 9 миллиметров, и в два этапа с армированием стальной сеткой при больших размерах. Первичная полимеризация состава происходит в течение 3–4 часов, после чего он окончательно каменеет при доведении детали до рабочей температуры (если речь идет о выпускном коллекторе – то при полном прогреве двигателя). Монолитность, напоминающая сварку, достигается за счет химической реакции DoneDeal DD6799 с железосодержащими материалами и диффузии ионов железа из состава в структуру металла.

Всё, что вам нужно, чтобы самостоятельный ремонт выхлопной трубы при помощи средств от американского бренда Done Deal прошел легко и эффективно – внимательно изучить инструкции на упаковках перед началом работы. Тогда вы сэкономите и время, и деньги. Ведь следуя инструкциям, вы все сделаете быстро и качественно, и вам не придется покупать новые дорогостоящие детали и устанавливать их в автосервисе.
Источник
«Не надо рычать!» Средства для ремонта выхлопной системы без сварки и замены
Выхлопная система никогда не сгнивает одномоментно, целиком и полностью. Сквозная коррозия частенько бывает точечной при сохранении толщины и прочности металла рядом с дыркой. В этом случае совершенно необязательно покупать новую трубу или банку – свищ легко отремонтировать своими руками без применения сварки, и глушитель еще послужит год-другой, а то и дольше!
Советские автолюбители знали и практиковали множество сравнительно эффективных способов ремонта глушителя – этой дорогой и дефицитной в то время детали. Разнообразные металлические хомуты, пломбы из цемента и огнеупорной печной глины, подмотка стеклоткани, превентивное сверление профилактических отверстий для стока конденсата, окраска снаружи от коррозии краской, разработанной в секретных НИИ для покрытия космических кораблей…
Сегодня глушители и все их составляющие – не в дефиците, однако стоимость их высока, и обидно выбрасывать деньги на ветер из-за одной-двух дырочек или трещин! Качественно и надежно заделать прогары в выхлопной системе без замены и сварки позволяют современные химические средства, разнообразие которых рассчитано на разные типы малых и средних повреждений.
Ремонт в условиях гаража
DoneDeal DD6785 – высокотемпературный керамический герметик, упрочненный сталью, позволяющий легко поставить на старый глушитель в месте утечки газов металлическую заплатку, а также более качественно собрать новую выхлопную систему при замене. Процесс установки заплатки с помощью DD6785 требует некоторых слесарных навыков, но в целом весьма прост – как минимум для тех, кто не прогуливал в школе уроки труда.
Как правило, ремонт заплатками практикуется при прогарах в банках глушителя – непосредственно в глушителе, резонаторе, пламегасителе. Из стального листа толщиной 0,8–1 мм вырезается прямоугольник, по размерам превышающий размеры прогара процентов на 30–50. По периметру заплатки сверлятся отверстия под саморезы по металлу (через каждые 2–3 сантиметра), после чего заплатка с нанесенным слоем DoneDeal DD6785 прикручивается с помощью шуруповерта на очищенную стальной щеткой поверхность элемента глушителя.
В составе герметика присутствуют высокотемпературные добавки, устойчивые вплоть до 1400 градусов: силикат натрия, глина, стальная пудра, синтетическое волокно. Время полной полимеризации герметика при обычной температуре окружающей среды – сутки, но прогревать двигатель, ускоряя процесс, можно уже через 2–3 часа. То же самое касается и сборки новой выхлопной системы. Соединения фланцев труб и уплотняющих прокладок не всегда обеспечивают полную герметичность из-за грубой обработки, и даже новый глушитель способен слегка дымить по стыкам и «подсвистывать», пока щели не закоксуются сажей. При смазывании соединений DoneDeal DD6785 такого не случится, и выпускной тракт будет герметичным сразу.
Экспресс-ремонт в пути
Герметик для ремонта глушителя в тюбике оптимален для стационарных условий ремонта, где есть возможность качественно очистить место наложения заплатки, изготовить ее саму с помощью ножниц по металлу или болгарки, аккуратно закрепить саморезами и т. п. В полевых условиях подобное затруднительно, да и в гараже не у каждого есть необходимый набор расходников и инструментов. В этом случае на помощь придет специальная ремонтная лента – высокотемпературный бандаж для глушителей DoneDeal DD6789 . Эта необычная «изолента» позволяет быстро и качественно отремонтировать прогоревшие глушители и любые трубы, работающие при температуре до 650 градусов и давлении до 20 кг/см2.
Несмотря на то что, согласно инструкции, место ремонта с помощью высокотемпературной ленты DoneDeal DD6789 нужно предварительно тщательно очистить, а в идеале – даже обезжирить, в полевых условиях комплект DD6789 можно использовать прямо как есть – без дополнительных инструментов, материалов и смотровой ямы. Внезапно возникший в дороге свищ можно заделать, даже просто заехав колесом на высокий бордюр, чтобы обеспечить доступ к днищу автомобиля!
В набор DD6789 входит рулон ленты и одноразовые защитные перчатки, но сперва ленту нужно подготовить – залить пакет с ней водой и слегка размять содержимое для лучшей пропитки. Приобретшую эластичность и липкость полоску просто наматывают виток к витку на поврежденный участок трубы выхлопного тракта или банки. При температуре около 25 градусов отвердевание наступает через 30–40 минут, и в дальнейшем место ремонта выдерживает разогрев до 1400 градусов.
Устранение трещин в коллекторе
Выхлопная система начинается с выпускного коллектора, а эта деталь, изготовленная чаще всего из жаростойкого чугуна, нередко трескается. Трещины способны появляться как сами по себе, из-за не слишком удачной конструкции и процедуры чугунного литья, так и быть чисто «рукотворными», возникающими от проезда по глубоким лужам или от мойки неостывшего двигателя пистолетом высокого давления. Трещины в коллекторе – серьезная проблема, поскольку утечка выхлопных газов через них наполняет токсичным дымом салон и вызывает посторонние шумы в звуке двигателя. Устранение трещин в чугунном коллекторе – задача непростая и недешевая, часто требующая снятия коллектора и далеко не всегда приводящая к успеху, поскольку чугун плохо поддается сварке и ремонт помогает ненадолго.
Альтернативный метод – использование для заделки трещины сверхвысокотемпературного композита. В ассортименте DoneDeal он называется «Термосталь 1400» DD6799 . Этот специальный герметик предназначен для заполнения трещин в чугунных и стальных деталях, нагревающихся до 1400 градусов и испытывающих постоянные вибрационные нагрузки. Трещину в металле предварительно очищают металлической щеткой и по возможности засверливают по краям тонким сверлом, чтобы предотвратить дальнейшее расползание. После чего полость заполняют составом – как есть при размерах до 9 миллиметров, и в два этапа с армированием стальной сеткой при больших размерах. Первичная полимеризация состава происходит в течение 3–4 часов, после чего он окончательно каменеет при доведении детали до рабочей температуры (если речь идет о выпускном коллекторе – то при полном прогреве двигателя). Монолитность, напоминающая сварку, достигается за счет химической реакции DoneDeal DD6799 с железосодержащими материалами и диффузии ионов железа из состава в структуру металла.
Всё, что вам нужно, чтобы самостоятельный ремонт выхлопной трубы при помощи средств от американского бренда Done Deal прошел легко и эффективно – внимательно изучить инструкции на упаковках перед началом работы. Тогда вы сэкономите и время, и деньги. Ведь следуя инструкциям, вы все сделаете быстро и качественно, и вам не придется покупать новые дорогостоящие детали и устанавливать их в автосервисе.
Источник
Сварка выпускного коллектора
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
Все эти повреждения – проблема. Для многих автомобилей процедура замены детали затягивается на месяцы – «родные» запчасти иногда приходится заказывать.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
Холодная сварка при ремонте выпускного коллектора
Небольшие дефекты заделывают с использованием специальных клеевых составов, называемых «холодной сваркой». До нанесения смеси ремонтируемую зону необходимо обезжирить. Пользоваться клеями следует строго по инструкции. Тогда получается заплата, по физическим свойствам схожа с металлом. Такой метод удобен для устранения трещин и прогаров в труднодоступных местах. Клей – лишь временная мера устранения поломки. Под большой нагрузкой горячих отходящих из цилиндров газов латанная комплектующая долго не простоит. Клеевой состав не рассчитан на динамические нагрузки, зато отлично выносит статические. Перед приобретением клея важно изучить его характеристики.
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Источник