Восстановление и ремонт деталей оборудования и запорной арматуры из чугуна с помощью электросварки
Опубликовано Эксперт в 28.01.2021 28.01.2021
Как можно сваривать чугун на работе и в домашних условиях
При ремонте оборудования наверняка сталкивались с проблемой поломки чугунных деталей- лапы электродвигателей, чугунные фланцы или корпуса механизмов станков и оборудования, дефектов в виде трещин в корпусах из чугуна. Каких только методов сварки чугуна не  придумывали гаражные умельцы и специалисты производства.
придумывали гаражные умельцы и специалисты производства.
В первую очередь многие мастера и сварщики действуют методом “тыка” не понимая свойств и разницы между чугуном и сталью, которая как правило неплохо сваривается. “Ютюберы” выкладывают свои “полезные” видео по сварке чугуна, выдавая часто технически не верные советы. Казалось бы, чугун и сталь — это металлы на основе железа и углерода, в чем же отличия? Обратимся к справочникам:
Сталь и чугун, что общего и в чем отличия
Сталь(от нем.Stahl) — сплав железа с углеродом (и другими элементами), содержащий не менее 45 % железа и в котором содержание углерода находится в диапазоне от 0,02 до 2,14 %, причём содержанию от 0,6 % до 2,14 % соответствует высокоуглеродистая сталь.
Чугу́н— сплав железа с углеродом (и другими элементами), в котором содержание углерода не менее 2,14 % (точка предельной растворимости углерода в аустените на диаграмме состояний)
Из справочника понятно, что чугун по сравнению со сталью перенасыщен углеродом (он же графит) и потому углерод в сплаве с железом более 2,14% образует пористую структуру с вкраплениями графита. Детали из чугуна впитывают в себя масла и это свойство используется в подшипниках скольжения, но сварка таких деталей требует специальных технологий. Чугунные изделия,при работе в средах с высокими температурами (термин “горелый чугун”) сварить практически невозможно из-за образования окислов кремния и углерода. 
Чугун при нагреве, в отличии от стали не бывает пластичен, он может быть либо твердым, либо жидким (как лед). Проблемы с трещинами возникают при его остывании из-за возникновения больших термических напряжений между швом и основным металлом металлом.
Способы ручной дуговой электросварки сварки чугунных изделий при ремонте оборудования.
В первую очередь необходимо понимать:
- Какой марки чугун (серый, ковкий, с шаровидным графитом и т.д.) и с чем мы хотим его сварить.
- Что за нагрузки будет нести свариваемая деталь.
- Сколько средства мы готовы потратить для восстановления детали и стоит ли шкурка выделки.
- Как правильно произвести разделку шва и очистку от вредных примесей.
Горячая сварка чугуна
Применяется для ответственных деталей, когда требуется сохранить состав и прочность сварного шва. При такой сварке деталь медленно прогревается (не более 100°C. в час) до 700°C.Сварка производится с широкой разделкой угольными электродами толщиной 8 и более мм и только в нижнем положении. После сварки требуется очень медленное охлаждение (не более 50°C в час) Нагрев и охлаждение таких деталей осуществляется на специальном оборудовании с программированием режимов нагрева и остывания.
Полугорячая сварка чугуна
Применяется для менее ответственных деталей и производится с предварительным и сопутствующим подогревом 300-350°C. Варится малоуглеродистыми стальными электродами с добавлением легирующих элементов (например электроды по нержавеющей стали с большим содержанием никеля). Для присадки добавляют чугунный пруток.
Холодная сварка чугуна с применением электродов из биметаллов .
Сегодня для сварки чугуна с чугуном и чугуна со сталью применяют специальные биметаллические электроды. В состав таких электродов входит никель, обеспечивающий наибольшую пластичность и меньшие внутренние напряжения при строгом соблюдении технологии сварки. Для выбора типа электродов надо знать какой тип чугуна (или чугуна со сталью) свариваем, сколько проходов необходимо будет сделать. Для различных вариантов сварки чугуна такие фирмы как ESAB, ZELLER, UTP, выпускают электроды для холодной сварки с графито- базовым покрытием.
Из личной практики ремонта, могу сказать, что, к примеру, электродами Zeller855 можно сваривать любой чугун и чугун со сталью даже с присутствием масла в деталях. Конечно же по возможности масло нужно предварительно максимально удалять. Лучшие результаты для ремонта трещин нагруженных деталей получаются при добавлении в шов стальных прутков. В России более популярны электроды ESAB марок ОК 92.18, ОК 92.58, ОК 92.60, ОК 92.78
Особенности технологии сварки чугуна .
- “U” образная разделка сварочного шва или деталей для сварки. Угол разделки 60-70°- острые углы не допускаются.
- Для очистки от масла можно использовать специальные разделочные электроды, которые выжигают масло и убирают влагу.
- Обязательно хорошо зачистить поверхности шлифовальной машинкой.
- Если это заварка трещины, то необходимо засверлить её на концах сверлом 3-4мм.
- Сварку производить по “обратноступенчатой” технологии (от середины к краям) варить короткими проходами по 2-3 см на минимальной дуге.
- Электрод надо вести медленно, с небольшими поперечными колебаниями.
- При сварки производить постоянный контроль температуры детали, которая не должна превышать 80°.
- Наплавленный валик (2-3 см) (пока имеет малиновый цвет) необходимо проковать(обстучать) зубилом с скругленным бойком, для снятия внутренних напряжений(термоусадочных).
- Важно! Удары при проковке наносились не перпендикулярно наплавленному валику, а с оттяжкой вдоль оси валика от его конца к началу. Такая технология проковки снижает вероятность образования трещин.
Сварка проводится постоянным током обратной полярности (+ на детали)
Для дополнительного снятия внутренних напряжений шва производители электродов рекомендуют приваривать накладную стальную пластину без острых кромок. Такая пластина распределит нагрузку по большей площади. 
При холодной сварке чугуна в домашних условиях можно применять простые стальные электроды добавляя в разделку медный или нержавеющий пруток. При этом, конечно, не допускать перегрева детали более 100° и не забывать о проковке. При большой длине шва накладывать валики лучше с разных сторон, не допуская перегрева детали свыше 100 градусов.
Источник
Ремонт чугунного корпуса насоса

Перед Вами корпус водяного насоса. Разморожен. Льдом вырвало кусок корпуса, внутри пошли трещины

По согласованию с
заказчиком для оценки масштабов повреждений, а также хорошего доступа к внутренним трещинам было принято решение вырезать часть корпуса

Вот что предстало взору после демонтажа части корпуса

Помимо крупных повреждений наблюдались еще несколько микротрещин — по сути дела была целая сетка из крупных и мелких трещин на внутренней стенке помпы. После расчистки, засверливания трещин мы приступили к их заварке

Дальнейшая обработка специальным аэрозолем (пенетратором) показала, что внутренние повреждения устранены — трещин и прочих сквозных повреждений нет.
Следующим этапом мы приступили к восстановлению корпуса (приварке вырезанного куска)

После того, как вырезанная часть корпуса была приварена обратно, был полностью расчищен (удален) сварочный шов чтобы избежать напряжений в ремонтируемом корпусе так как сварка производилась встык.
Следующим этапом началась вварка выломанного куска корпуса. Данный элемент вваривался внахлест (опять чтобы избежать излишнего напряжения в корпусе и как следствие — трещин)
Источник
О восстановлении характерных дефектов корпуса водяного насоса
Рубрика: Технические науки
Дата публикации: 03.08.2017 2017-08-03
Статья просмотрена: 1242 раза
Библиографическое описание:
Батиров, Ш. Г. О восстановлении характерных дефектов корпуса водяного насоса / Ш. Г. Батиров. — Текст : непосредственный // Молодой ученый. — 2017. — № 31 (165). — С. 5-8. — URL: https://moluch.ru/archive/165/45295/ (дата обращения: 04.07.2021).

В статье рассматриваются характерные дефекты оказывающие разрушающие воздействия на детали, а также способ восстановления изношенной поверхности водяного насоса.
In article characteristic defects rendering destroying influences on details, and also a way of restoration of the worn out surface of the water pump are considered.
Исследования сотрудников ТИМИ (ныне ТИИИМСХ) показало, что рабочая поверхность корпуса водяного насоса одновременно подвергаются разрушающему воздействию кавитации и гидроабразивному изнашиванию, очевидно вызываемые несущим потоком воды и твердыми частицами (рис. 1).
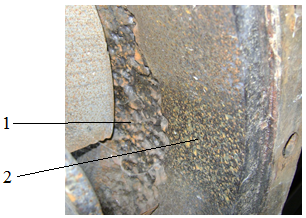
Рис. 1. Кавитационный (1) и гидроабразивный износ внутренней поверхности рабочей камеры корпуса водяного насоса (2)
Абразивный износ — неизбежная проблема эксплуатации многих видов промышленного оборудования: насосы, грохоты, шнеки, желоба, циклоны и т. д.
Если в потоке присутствует жидкость (гидроабразивный износ), то ситуация еще более усугубляется (кроме абразива, воздействие оказывает кавитация) — техника очень скоро потребует замены. Любой механизм, взаимодействующий с потоками твердых частиц, нуждается в эффективной защите от абразива.
Как показал опыт длительной эксплуатации, износостойкость корпусов сварно-литой конструкции из углеродистой стали марки 25Л недостаточна. В корпусе наиболее интенсивному износу подвержены торцевые и боковые стенки по всему периметру спирального отвода, а также рассекатель. Разрушения корпуса носят обширный характер, а в ряде случаев стенки и рассекатель имеют сквозные разрушения.
Материал внутренних деталей насосов назначают исходя из рабочих условий (давления, температуры, частоты вращения рабочих колес) и коррозионности перекачиваемой жидкости.
Наиболее вероятными дефектами корпуса водяного насоса являются — дефекты отливки, обнаруженные в процессе эксплуатации насоса износы посадочных мест, забоины и риски плоскости разъема, местные трещины, коррозийный и гидроабразивный износ отдельных мест внутренней полости (рис. 2).
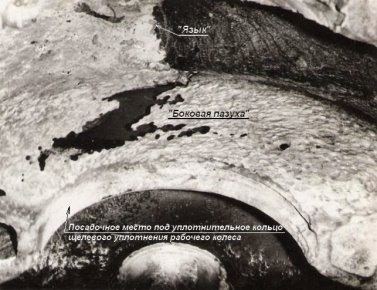
Рис. 2. Гидроабразивный износ спирального отвода водяного насоса
Гидроабразивный износ, обусловлен, главным образом, режущим воздействием на детали насосов твёрдых частиц, содержащихся в перекачиваемой жидкости. Интенсивность гидроабразивного износа зависит от концентрации, плотности, геометрической формы и размера твёрдых частиц, а также от механических свойств материала деталей и частоты вращения ротора гидромашины.
Интенсивность гидроабразивного износа возрастает при возникновении химической коррозии металла, возникающей от воздействия солей и растворённого воздуха, которые содержатся в перекачиваемой жидкости.
Износ отдельных мест внутренней полости корпуса должен быть устранен наплавкой металла с помощью электросварки. Риски, забоины и вмятины на плоскостях разъема корпуса устраняются зачисткой шабером или заваркой. Значительно изношенные привалочные поверхности протачиваются или фрезеруются. Можно также осуществлять расточку изношенных мест и запрессовку втулок с последующей расточкой до номинальных размеров.
В последние годы для ремонта корпусных деталей в различных отраслях промышленности доминирующее положение завоевывают полимеры [1]. Они представляют собой различные клеевые соединения на основе эпоксидных смол, полиэфиров, полиуретанов, полиакрилов и других материалов с наполнителем из металлического или керамического порошка, армирующих волокон. Эти ремонтные материалы обладают хорошими адгезионными свойствами при покрытии поверхностей, что в сочетании с их достаточно высокой прочностью и способностью без усадки переходить за короткий промежуток времени от пластичного состояния к твердому обеспечивает широкую область применения при решении ремонтных проблем [2].
Молекулярные соединения дают высокую циклическую прочность, поверхность с заданной шероховатостью (от гладкой до шершавой), возможность сочетания крепления с герметизацией и позволяет соединять различные материалы за исключением фторопластов, полиэтилена и графита. Выпускаются полимерные материалы в жидкой и пастообразной форме в удобной упаковке. После отверждения по внешнему виду они могут напоминать металлы, иметь различную расцветку и могут подвергаться механической обработке.
Среди достоинств полимерных ремонтных материалов выделяются следующие [3]:
‒ хорошая адгезия с черными и цветными металлами, резиной и другими материалами;
‒ •ряд полимерных материалов имеет такую высокую прочность и износостойкость, что может обрабатываться только алмазными резцами;
‒ сохранение свойств материалов в достаточно широком температурном диапазоне;
‒ высокая коррозионная, эррозионная и абразивная стойкость;
‒ высокая стойкость к воздействию воды, масел, нефтепродуктов, бензина и слабых растворов кислот и щелочей;
‒ уникальное свойство — возможность выполнения восстановительных работ без опорожнения емкостей при вытекающей жидкости (воды, масла, нефти);
‒ безвредность для окружающей среды;
‒ обеспечение пожаро- и взрывобезопасности ремонтных работ;
Для ремонта промышленностью выпускается набор синтетических материалов, в который входят: эпоксидная смола ЭД-16 (связующее) — 3 кг; дибутилфталат (пластификатор) — 0,5 кг; полиэтиленполиамин (отвердитель) — 0,37 кг. Набор предназначен для приготовления эпоксидных составов, используемых при ремонте техники на ремонтных предприятиях и в мастерских.
На практике в производстве имеют место отдельные виды повреждения деталей, которые либо не могут быть исправлены традиционными способами (сваркой, наплавкой, пайкой, гальваникой) либо требуют существенных материальных, временных затрат из-за трудоемкого ремонта или поиска подходящей замены.
Указанные преимущества полимерных материалов в сочетании с их высокими прочностными характеристиками позволяют решать ремонтные задачи без демонтажа отдельных деталей, что сокращает простои оборудования и экономит значительные средства.
Сущность технологического процесса заключается в том, что в при восстановлений внутренней поверхности водяного насоса, включающий восстановление поверхности корпуса под заданный размер, осуществляющий полимерным композиционным материалом на основе эпоксидной смолы ЭД-16, дополнительно проводится ручная электродуговая наплавка локальных мест износа и вся изношенная поверхность подвергается металлизации, обеспечивающая после механической обработки поверхности повысить адгезию полимерного композиционного материала и качество ее покрытия (рис. 3 и 4) [4].

Рис. 3. Механическая обработка внутренней поверхности

Рис. 4. Полимерное покрытие внутренней поверхности корпуса
Электродуговая наплава (металлизация) получила наибольшее применение (75…80 % общего объема восстановления) [1,2]. Применение этого способа целесообразно для восстановления сильно изношенных деталей.
Способ восстановления изношенной поверхности корпуса водяного насоса включает: оборудование для металлизации, сварочный и полимерный композиционный материалы (эпоксидная смола марки ЭД-16, эластификатор — дибутилфталат, отвердитель — полиэтиленполиамин (ПЭПА), наполнитель и шпатель. Параметры режима восстановления должны удовлетворять следующему условию [4]:
при ручной электродуговой наплавки (металлизация):
‒ силу сварочного тока следует подбирать по зависимости:
где k — коэффициент, зависящий от диаметра стержня электрода (k=45 … 60); dэ — диаметр электродного стержня, мм (dэ=6 мм).
‒ при толщине металла более 3dэ силу сварочного тока Icd необходимо увеличить на 10 … 15 % по сравнению с расчетным;
‒ допустимая плотность тока для dэ=6 мм, i=8,5 … 12,0 А/мм 2 ;
‒ напряжение дуги в пределах 6 … 30 В.
составы эпоксидных композиций в частях по массе:
‒ эпоксидная смола ЭД-16–100 м.ч.;
‒ эластификатор (дибутилфталат) — 15 м.ч.;
‒ отвердитель (полиэтиленполиамин «ПЭПА») — 10 м.ч.;
‒ наполнитель (железный порошок) — 160 м.ч.
Минимальное время отверждения полимерной композиций при использований отвердителя (полиэтиленполиамин «ПЭПА») и температуре 40 о С, равна 8 … 10 часам. Далее вся внутренняя поверхность корпуса подвергается шлифованию и контролю качества восстановления. Металлизация характеризуется высокой производительностью, позволяет достаточно точно регулировать толщину покрытия и припуск на механическую обработку.
Применение комбинированного способа помимо повышения качества восстановления внутренней поверхности корпуса, также позволяет улучшить технико-экономические и эксплуатационные показатели водяного насоса, что является немаловажным фактором в условиях рыночной экономики.
- Ремонт машин. Под общей редакцией проф. Тельнова Н. Ф. -М.: Агропромиздат, 1992 г. -560 стр.
- Технология ремонт машин. Под ред. Е. А. Пучина. –М.: Колос, -2007. -488 с.
- Ли Р. И. Технологии восстановления и упрочнения деталей автотракторной техники. Липецк. -2014 г. -379 с.
- Отчет НИР по проекту № ҚХА-3–015–2015 «Сув хўжалигида қўлланиладиган марказдан қочма насос деталлари ресурсини тиклаш технологиясини модернизациялаш». ТИИМ, -2016 г. -147 с.
Источник