- Восстановление и ремонт деталей оборудования и запорной арматуры из чугуна с помощью электросварки
- Как можно сваривать чугун на работе и в домашних условиях
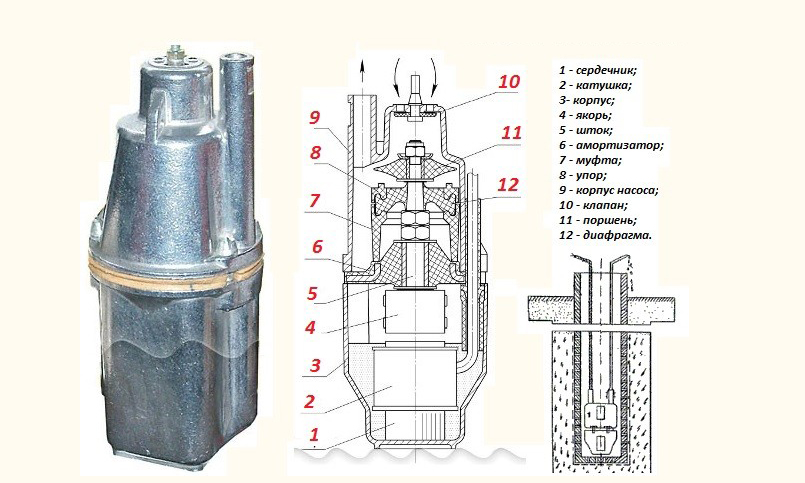
- Ремонт водяных насосов своими руками
- Теоретические основы ремонтопригодности водяных насосов
- Распространенные поломки и их причины
- Ремонт насосов – особенности
- Устранение неполадок в насосах для повышения давления
- Восстановление работоспособности вакуумного водокольцевого насоса
Восстановление и ремонт деталей оборудования и запорной арматуры из чугуна с помощью электросварки
Опубликовано Эксперт в 28.01.2021 28.01.2021
Как можно сваривать чугун на работе и в домашних условиях
При ремонте оборудования наверняка сталкивались с проблемой поломки чугунных деталей- лапы электродвигателей, чугунные фланцы или корпуса механизмов станков и оборудования, дефектов в виде трещин в корпусах из чугуна. Каких только методов сварки чугуна не  придумывали гаражные умельцы и специалисты производства.
придумывали гаражные умельцы и специалисты производства.
В первую очередь многие мастера и сварщики действуют методом “тыка” не понимая свойств и разницы между чугуном и сталью, которая как правило неплохо сваривается. “Ютюберы” выкладывают свои “полезные” видео по сварке чугуна, выдавая часто технически не верные советы. Казалось бы, чугун и сталь — это металлы на основе железа и углерода, в чем же отличия? Обратимся к справочникам:
Сталь и чугун, что общего и в чем отличия
Сталь(от нем.Stahl) — сплав железа с углеродом (и другими элементами), содержащий не менее 45 % железа и в котором содержание углерода находится в диапазоне от 0,02 до 2,14 %, причём содержанию от 0,6 % до 2,14 % соответствует высокоуглеродистая сталь.
Чугу́н— сплав железа с углеродом (и другими элементами), в котором содержание углерода не менее 2,14 % (точка предельной растворимости углерода в аустените на диаграмме состояний)
Из справочника понятно, что чугун по сравнению со сталью перенасыщен углеродом (он же графит) и потому углерод в сплаве с железом более 2,14% образует пористую структуру с вкраплениями графита. Детали из чугуна впитывают в себя масла и это свойство используется в подшипниках скольжения, но сварка таких деталей требует специальных технологий. Чугунные изделия,при работе в средах с высокими температурами (термин “горелый чугун”) сварить практически невозможно из-за образования окислов кремния и углерода. 
Чугун при нагреве, в отличии от стали не бывает пластичен, он может быть либо твердым, либо жидким (как лед). Проблемы с трещинами возникают при его остывании из-за возникновения больших термических напряжений между швом и основным металлом металлом.
Способы ручной дуговой электросварки сварки чугунных изделий при ремонте оборудования.
В первую очередь необходимо понимать:
- Какой марки чугун (серый, ковкий, с шаровидным графитом и т.д.) и с чем мы хотим его сварить.
- Что за нагрузки будет нести свариваемая деталь.
- Сколько средства мы готовы потратить для восстановления детали и стоит ли шкурка выделки.
- Как правильно произвести разделку шва и очистку от вредных примесей.
Горячая сварка чугуна
Применяется для ответственных деталей, когда требуется сохранить состав и прочность сварного шва. При такой сварке деталь медленно прогревается (не более 100°C. в час) до 700°C.Сварка производится с широкой разделкой угольными электродами толщиной 8 и более мм и только в нижнем положении. После сварки требуется очень медленное охлаждение (не более 50°C в час) Нагрев и охлаждение таких деталей осуществляется на специальном оборудовании с программированием режимов нагрева и остывания.
Полугорячая сварка чугуна
Применяется для менее ответственных деталей и производится с предварительным и сопутствующим подогревом 300-350°C. Варится малоуглеродистыми стальными электродами с добавлением легирующих элементов (например электроды по нержавеющей стали с большим содержанием никеля). Для присадки добавляют чугунный пруток.
Холодная сварка чугуна с применением электродов из биметаллов .
Сегодня для сварки чугуна с чугуном и чугуна со сталью применяют специальные биметаллические электроды. В состав таких электродов входит никель, обеспечивающий наибольшую пластичность и меньшие внутренние напряжения при строгом соблюдении технологии сварки. Для выбора типа электродов надо знать какой тип чугуна (или чугуна со сталью) свариваем, сколько проходов необходимо будет сделать. Для различных вариантов сварки чугуна такие фирмы как ESAB, ZELLER, UTP, выпускают электроды для холодной сварки с графито- базовым покрытием.
Из личной практики ремонта, могу сказать, что, к примеру, электродами Zeller855 можно сваривать любой чугун и чугун со сталью даже с присутствием масла в деталях. Конечно же по возможности масло нужно предварительно максимально удалять. Лучшие результаты для ремонта трещин нагруженных деталей получаются при добавлении в шов стальных прутков. В России более популярны электроды ESAB марок ОК 92.18, ОК 92.58, ОК 92.60, ОК 92.78
Особенности технологии сварки чугуна .
- “U” образная разделка сварочного шва или деталей для сварки. Угол разделки 60-70°- острые углы не допускаются.
- Для очистки от масла можно использовать специальные разделочные электроды, которые выжигают масло и убирают влагу.
- Обязательно хорошо зачистить поверхности шлифовальной машинкой.
- Если это заварка трещины, то необходимо засверлить её на концах сверлом 3-4мм.
- Сварку производить по “обратноступенчатой” технологии (от середины к краям) варить короткими проходами по 2-3 см на минимальной дуге.
- Электрод надо вести медленно, с небольшими поперечными колебаниями.
- При сварки производить постоянный контроль температуры детали, которая не должна превышать 80°.
- Наплавленный валик (2-3 см) (пока имеет малиновый цвет) необходимо проковать(обстучать) зубилом с скругленным бойком, для снятия внутренних напряжений(термоусадочных).
- Важно! Удары при проковке наносились не перпендикулярно наплавленному валику, а с оттяжкой вдоль оси валика от его конца к началу. Такая технология проковки снижает вероятность образования трещин.
Сварка проводится постоянным током обратной полярности (+ на детали)
Для дополнительного снятия внутренних напряжений шва производители электродов рекомендуют приваривать накладную стальную пластину без острых кромок. Такая пластина распределит нагрузку по большей площади. 
При холодной сварке чугуна в домашних условиях можно применять простые стальные электроды добавляя в разделку медный или нержавеющий пруток. При этом, конечно, не допускать перегрева детали более 100° и не забывать о проковке. При большой длине шва накладывать валики лучше с разных сторон, не допуская перегрева детали свыше 100 градусов.
Источник
Ремонт водяных насосов своими руками

Современные особенности электросетей, а также сетей водоснабжения, нарушение правил эксплуатации, негативные факторы внешней среды ведут к преждевременному выходу из строя водяного насосного оборудования. Обнаружив дефекты и неисправности в работе агрегата, необязательно совершать радикальную замену. В некоторых ситуациях можно произвести ремонт насосов в домашних условиях.
Если поломка носит несерьезный характер, вполне можно отремонтировать самостоятельно, в противном случае – лучше обратиться в ближайший сервисный центр.
Теоретические основы ремонтопригодности водяных насосов
При пользовании гидрооборудованием важное значение играет оперативное и своевременное обнаружение узлов и деталей, нуждающихся в ремонте. Эффективным и простым методом выявления таких деталей без демонтажа является диагностика. Она позволяет по косвенным параметрам определить работоспособность элементов насосов для воды. Данными косвенными параметрами гидроконструкций считается, к примеру, частотный спектр вибрации или шума гидросистемы при эксплуатации.
Работоспособность устройств оценивается невыходом из допуска нескольких или одного основного рабочего параметра. Для насосного оборудования такими параметрами являются пульсация давления и производительность, для следящих золотников – расход в нейтральном положении масла, для золотников реверсивных – утечки, для предохранительных клапанов – минимальный расход. Наиболее подвержены старению и износу следующие узлы:
- золотники, плунжеры;
- уплотнения;
- подвижные сопряжения;
- пружины при превышенном числе рабочих циклов.
Распространенные поломки и их причины
К характерным причинам поломок водяных насосов относят:
- скачки давления в гидросистеме;
- загрязненная вода с содержанием твердых частиц, превышающих установленный предел;
- неправильный подбор материалов трущихся пар;
- контактная усталость;
- неравномерное температурное расширение материалов;
- эрозионно-кавитационный износ;
- гидрозащемление;
- допущение ошибок при монтаже агрегата;
- работа в режимах, отличных от регламентированных (эксплуатация в «сухом» режиме);
- неправильное крепление кабельного соединения;
- повреждение подшипников;
- попадание воздуха в проточную часть;
- блокировка рабочего колеса, окисление вала и другие.
Некоторые поломки возникают как следствие возникших неисправностей в реле давления, двигателе, отсутствии фильтра. Увеличение в гидросистеме тепловыделения нередко приводит к аварии в результате заклинивания движущихся частей. Стабилизация температуры перекачиваемой среды повышает долговечность насосов, надежность, продлевает межремонтный цикл работы.
Чаще всего владельцы водяной аппаратуры жалуется на такие неисправности:

- Шнур питания вышел из строя.
- Упал водяной напор, не соответствует мощности насоса.
- Прекратилась подача воды.
- При запуске электронасос «выбивает» электрику.
- Не включается двигатель насоса высокого давления.
- Насосное оборудование самостоятельно отключается.
- Появился гул, сильные вибрации.
- Перегрев устройства.
- Подтекание жидкости внутри прибора.
- Возникли проблемы с системой управления.
Ремонт насосов – особенности
Ремонт бытовых моделей, предназначенных для системы водоснабжения, своими руками осуществляется в том случае, когда есть возможность замены сломанной детали и имеются в наличии необходимые запчасти, когда несложно произвести технические процедуры, например, по очистке агрегата. Ремонт насоса всегда начинается с разборки корпуса. Следующим этапом является диагностика, позволяющая обнаружить неисправную деталь и подобрать идентичную.
Доступными действиями считаются: замена конденсатора, поплавка, крыльчатки, починка элетрокабеля, удаление взвешенных частиц, попавших с водой, фиксация амортизатора.
Прежде следует провести ряд общих для всех видов водяных насосов предремонтых мероприятий:
- Аккуратно извлеките насос. Внимательно рассмотрите и изучите составляющие элементы оборудования.
- Проверьте наличие/отсутствие повреждений на корпусе, нет ли загрязнения, очагов коррозии.
- Если помпа запускается, прослушайте ее работу, обнаруженный побочный звук может указывать на наличие дефекта. Посторонний шум свидетельствует о механической поломке.
- Отключение автомата и насосной системы в целом часто свидетельствует о банальной перегрузке. Поэтому необходимо разобрать распределительную коробку и совершить визуальный осмотр внутренней части. Деталь, которая перегрелась, заметна невооруженным глазом, к тому же ощутим запах гари.
- Если причина выхода из строя к данному этапу не ясна, с насосного двигателя снимают крыльчатку, чтобы проверить в каком состоянии вращается сам двигатель – свободном или нет. Производится попытка прокрутки вручную вала конструкции. Если он не вращается, вероятно, речь идет о заклинивании двигателя.
Не стоит забывать о положении: перед разбором верхняя часть электродвигателя должна обязательно находиться вертикально. Пренебрежение данным условием неизбежно влечет за собой утечку масла, являющейся рабочей жидкостью насосов. После установки снимается крышка, через которую проходят кабели питания. После с помощью омметра диагностируется пусковой конденсатор.

Омметр позволяет проверить сопротивление рабочей и пусковой обмотки. С этой целью клеммы измерительного прибора присоединяются к обмотке, вращается рукоятка. О состоянии обмотки не стоит переживать, если омметр показывает сопротивление, не доходящее до бесконечности. В противном случае – проблема заключается в обрыве фазы мотора. Слишком малое сопротивление – «вестник» межвиткового замыкания. Во всех перечисленных выше проблемах ремонт водяного насоса должен выполнять специалист.
Устранение неполадок в насосах для повышения давления
Насос для повышения давления воды имеет свои характерные дефекты: свищи крышки, корпуса, и всасывающего патрубка, трещины, изнашивание вала, подшипников, изнашивание лопаток колеса, коррозионные разрушения. Трещины и свищи в крышке и корпусе насоса устраняют за счет их заваривания, либо заменой деталей на новые. Шейки вала под подшипники восстанавливают путем хромирования или осталивания. При этом втулки-вкладыши (подшипники скольжения) исключительно заменяют.
Если обнаружено коррозийное разрушение незначительной степени, требуется выполнить зачистку. Тем же образом поступают и в случае с эрозийным изнашиванием лопаток колеса. Если насос для повышения давления воды имеет глубокие раковины, их заваривают. Посадка рабочего колеса восстанавливается наращиванием на валу посадочного места электролитическим методом либо эластомером.
По окончанию ремонта колеса и вала, производится их сборка и статистическая балансировка, проверяется биение шеек вала (норма – 0,02 мм), торцевое и радиальное биение колеса (0,04 мм). В момент сборки насосного оборудования заменяются в участке разъема крышки и корпуса прокладки, предназначенные для уплотнения, сальниковая набивка. Затем нужно отрегулировать зазор между колесом и корпусом с 2 сторон (допустимое значение – 0,07 мм). В завершении проверьте вращение роторов насоса, которое должно быть без заедания. При центровке с электродвигателем не забывайте выдерживать нормы на излом и смещение, в соответствии с типом соединительной муфты.
Восстановление работоспособности вакуумного водокольцевого насоса
Ремонт насосов типа ВВН требуется крайне редко. Комплектующие и детали устройства не соприкасаются друг с другом, а рабочая жидкость их смазывает, что повышает ресурс насоса и продлевает срок его эксплуатации. Однако неисправности возникают и у ВВН. Начните с оценки характера поломки. Зачастую нормальное функционирование насоса нарушено недостаточным образованием вакуума. Подобный дефект появляется, когда лишний воздушный поток попадает вовнутрь конструкции вакуумного водокольцевого электронасоса через расшатанные уплотнители, изношенные сальники.

На протяжении эксплуатации убеждайтесь, что сальники и уплотнительное кольцо находятся в нормальном состоянии, поскольку их выход из строя вызывает серьезные проблемы и угрозу поломки всего механизма. Необходимо подтянуть все гайки и винты, заменить старые уплотнители.
Обнаруженная неустойчивость в работе насоса указывает на недостаток воды. Выключите агрегат и добавьте внутрь больше жидкости. Загрязненность внутренностей устройства является причиной понижения производительности, восстанавливают которую благодаря продувке насоса в сухом виде сжатым воздухом. Если действия не привели к ожидаемому результату, придется проводить полную разборку и чистку каждого составляющего элемента.
При неправильном вращении колеса проверьте работу электродвигателя, центровку вала. Если движок сгорел, о чем говорит выделение горелого запаха, его нужно заменить. При отсутствии проблем с движком, просто выровняйте положение рабочего колеса, смажьте или замените подшипники.
Источник