- Ремонт блока и гильз цилиндров двигателя
- Дефекты блоков цилиндров и их устранение
- Дефекты гильз цилиндров и их устранение
- Ремонт блока цилиндров двигателя
- Устранение трещин цилиндров и водяной рубашки
- Ремонт клапанных седел
- Ремонт направляющих втулок клапанов
- Ремонт направляющих толкателей
- Удаление накипи
- Удаление нагара
Ремонт блока и гильз цилиндров двигателя
Дефекты блоков цилиндров и их устранение
Блок цилиндров является базовой деталью, которая служит для заданного расположения всех механизмов и деталей двигателя. У большинства дизелей блоки изготовлены из серого или специального легированного чугуна. Используют для изготовления этих деталей алюминиевый сплав AЛ-4 (двигатель 3M3-53).
Наиболее часто встречающимися дефектами блоков цилиндров являются:
- трещины и пробоины в стенках рубашки охлаждения
- износ гнезд под вкладыши коренных подшипников, нарушение соосности гнезд
- износ отверстий во втулках и отверстий под втулки распределительного вала или нарушение их соосности
- износ посадочных мест под гильзы, резьбовых отверстий и отверстий под толкатели
- коробление поверхностей
- трещины на перемычках между посадочными местами под гильзы цилиндров
- и др.
Блок выбраковывают при трещинах или обломах в гнездах под вкладыши коренных подшипников, в отверстиях под втулки распределительного вала, в масляных каналах и в местах, недоступных для их устранения, а также в случаях, когда обнаружено более двух трещин в перемычках между посадочными местами под гильзы или клапанными гнездами, более четырех трещин в рубашке охлаждения или более двух трещин, выходящих на обработанные поверхности.
Трещины и пробоины устраняют с помощью сварочных процессов, наложением заплат и закреплением их винтами или сваркой, наложением заплат с применением эпоксидных композиций. В местах, не испытывающих больших нагрузок, трещины заделывают стягивающими или уплотняющими фигурными вставками.
Изношенные резьбовые отверстия восстанавливают постановкой спиральных резьбовых вставок, нарезанием резьбы ремонтного (увеличенного) размера. Шпильки с изношенной резьбой выбраковывают: При наличии обломанных болтов и шпилек место облома зачищают заподлицо с поверхностью блока. В центре облома сверлят отверстие на всю длину обломанной части болта (шпильки). Затем забивают экстрактор соответствующего номера, на него надевают соответствующую гайку и вывинчивают обломанную часть из отверстия. При необходимости прогоняют резьбу метчиком.
Посадочные места (гнезда) под вкладыши коренных подшипников восстанавливают растачиванием под вкладыши ремонтного размера с увеличенным наружным диаметром на станке РД-14.
При отсутствии вкладышей ремонтного размера гнезда коренных подшипников восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3-0,4 мм и последующего растачивания до номинального размера при условии сохранения допустимого расстояния от оси отверстия гнезд до верхней плоскости блока цилиндров. Перед фрезерованием плоскостей разъема комплект крышек устанавливают в специальное приспособление и фрезеруют сначала опорные поверхности под гайки. Затем переставляют крышки плоскостью разъема вверх и фрезеруют их. Паз под усик вкладыша углубляют фрезой.
Разработан технологический процесс и оборудование для восстановления изношенных гнезд коренных подшипников с диаметром более 95 мм электроконтактной приваркой стальной ленты с последующим растачиванием приваренного слоя до номинального размера.
При наличии повреждений отдельных гнезд коренных подшипников их восстанавливают газовой наплавкой латунью Л-63 с применением флюса, напаивают припоем ПМЦ-54. Перед наплавкой постели вкладыша в блоке растачивают на глубину 1,0-1,5 мм и подогревают до температуры 500-600°С. Наплавленный слой латуни легко обрабатывается, но его твердость ниже твердости чугуна. Отдельные изношенные гнезда восстанавливают эпоксидными композициями без последующей обработки. Изношенные поверхности шлифуют вручную, обезжиривают и наносят приготовленный состав слоем не менее 1 мм. Затем укладывают на все гнезда специальную скалку диаметром, равным номинальному размеру отверстий под коренные подшипники. Перед укладкой скалку смазывают минеральным маслом. Гнезда, не подлежащие восстановлению, служат для центрирования скалки. Зажимают скалку крышками и отверждают эпоксидный состав, после чего крышки и скалку снимают, а наплывы состава зачищают шабером.
При несоосности опор коренных подшипников не более 0,07 мм и отсутствии других дефектов коренные вкладыши устанавливают в опоры и растачивают по антифрикционному слою под размеры имеющихся коленчатых валов. Не допускается раскомплектовывать вкладыши после расточки.
Гнезда коренных подшипников в блоках автомобильных двигателей восстанавливают железнением в проточном электролите. Применяют специальные установки, позволяющие одновременно наращивать все гнезда подшипников.
Коробление поверхности прилегания головки цилиндров, превышающее 0,15 мм, устраняют шлифованием на плоскошлифовальном станке или вертикально-сверлильном при помощи специального приспособления. В ЦРМ хозяйств допускается устранять коробление шлифованием вручную кругом диаметром 300-450 мм в зависимости от размеров блока или пришабриванием.
Изношенные гнезда под втулки распределительного вала растачивают на горизонтально-расточных станках и запрессовывают новые втулки с последующей расточкой под номинальный или ремонтный размер шеек распределительного вала. Непараллельность оси отверстий под опоры распределительного вала с осью отверстий под вкладыши коренных подшипников коленчатого вала допускается не более 0,1 мм по всей длине.
Износ нижнего посадочного пояска под гильзу цилиндров устраняют растачиванием на пояске новой уплотнительной канавки под резиновое кольцо номинального размера. Канавку формируют выше или ниже существующей. Торцовую поверхность гнезда блока цилиндров под бурт гильзы, имеющую разницу по глубине при промерах в двух взаимно перпендикулярных плоскостях более 0,05 мм, зенкеруют или протачивают. При сборке увеличение глубины выточки компенсируют постановкой металлического кольца под торец бурта гильзы.
После устранения всех неисправностей блок подвергают контролю, так как применение сварки и других способов устранения дефектов может вызвать искажение его основных геометрических параметров. Коробление поверхности прилегания головки цилиндров контролируют с помощью поверочной линейки ШП-1- 650 и набора щупов. Соосность гнезд под коренные подшипники проверяют при помощи гладких оправок, индикаторных и других приспособлений.
Биение торцов выточек под бурт гильзы цилиндров контролируют специальным индикаторным приспособлением. Непараллельность опорной поверхности выточек относительно верхней плоскости блока не должно превышать 0,03 мм.
Перпендикулярность осей посадочных поясков под гильзы цилиндров к оси отверстий под коренные подшипники проверяют приспособлениями 70-8704-1002, КИ-4862 и др.
После запрессовки гильз проверяют испытание блока на герметичность. Испытывают блоки на специальном гидравлическом стенде КИ-5372, создавая давление 0,4 МПа. Подтекание воды или запотевание указывает на неисправность блока.
Дефекты гильз цилиндров и их устранение
Гильзы цилиндров изготавливают из серого специального и легированного чугуна. Внутреннюю рабочую поверхность гильз закаливают токами высокой частоты на глубину 1,5 мм с последующим отпуском для получения твердости не ниже HRC 40-50. Ресурс двигателя в значительной мере определяется состоянием гильз цилиндров.
Основными дефектами гильз цилиндров являются следующие:
- износ внутренней рабочей поверхности, риски и задиры
- износ нижней опорной поверхности установочного бурта и посадочных поясков
- кавитационные разрушения наружной поверхности
Наибольший износ гильз блоков наблюдается на расстоянии 20-25 мм от верхней кромки в зоне остановки верхнего компрессионного кольца в в.м.т. Интенсивнее гильзы изнашиваются в плоскости качания шатуна. Неравномерный износ гильз цилиндров по образующей объясняется различными условиями трения.
Реже наблюдаются задиры на рабочей поверхности и кавитационный износ гильзы.
Величину износа, овальность, конусообразность определяют с помощью индикаторного нутромера. При износе гильз цилиндров и увеличении зазора в сопряжении цилиндр — поршень выше допустимого значения их растачивают и хонингуют на следующий ремонтный размер, после чего комплектуют с поршнями соответствующего диаметра. Допустимый без ремонта зазор между гильзой и юбкой поршня двигателей Д-160 — 0,59 мм, для СМД-60 и СМД-62 — 0,44 мм, для остальных дизелей — 0,4 мм, для ЗИЛ- 130 и 3M3-53 — 0,2 при допускаемой конусообразности и овальности не более 0,02 мм для гильз 3M3-53 и 0,09 мм всех остальных двигателей. При овальности 0,1 симметричные гильзы рекомендуется повернуть на 90° по отношению к прежнему положению.
Ремонтный размер гильз цилиндров большинства дизелей увеличен на 0,7 мм, а для А-01М, А-41 и дизелей ЯМЗ — на 0,5 мм. Для гильз и цилиндров двигателей ЗИЛ, ГАЗ и ЗМЗ предусмотрено три ремонтных размера с межремонтным интервалом 0,5 мм. Bee цилиндры или гильзы одного блока обрабатывают под один ремонтный размер.
Растачивают цилиндры и гильзы на вертикально-расточных станках. Блок для расточки цилиндров устанавливают на стол станка, а гильзы крепятся в специальных приспособлениях.
Перед растачиванием гильзы (цилиндра) замеряют наибольший диаметр в зоне работы верхних компрессионных колец и определяют возможность ее расточки на ремонтный размер Dpp:
Dрр > Dr = Dmax + 2а + 2b
где Dr — расчетный диаметр гильзы, мм; Dmax — наибольший замеренный диаметр изношенной гильзы, мм; а — припуск на заглубление резца (0,02-0,03 мм); b — припуск на хонингование (0,02-0,05 мм).
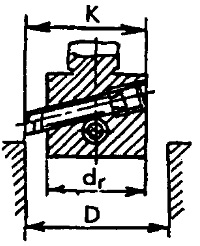
При растачивании цилиндров блока необходимо сохранить расстояние между осями цилиндров и перпендикулярность их осей к оси коленчатого вала. Для этого необходимо совместить оси растачиваемого цилиндра (гильзы) с осью шпинделя. Совмещение осей производят предварительно с помощью оправки с шариком, вставленной в шпиндель станка. При этом конец оправки должен находиться от оси шпинделя на расстоянии, равном половине диаметра растачиваемого цилиндра. Центрирование выполняют по верхнему пояску цилиндра блока поворотом шпинделя с оправкой. Оправку предварительно устанавливают на размер Н, определяемый по формуле:
H=(d2+ D)/2
где d2 — диаметр головки шпинделя, мм; D — диаметр цилиндра в верхней, неизношенной части, мм.
Для более точной установки блока или гильзы цилиндров относительно оси шпинделя применяют приспособление с индикатором часового типа. После центрирования блок или приспособление с гильзой закрепляют на столе станка.
Цилиндры растачивают резцами с твердыми пластинками ВК2 или со вставками из эльбора-Р. Перед растачиванием резец устанавливают на размер К, вычисленный по формуле:
К = (d2 + Dpр — b)/2
где Dpp — принятый стандартный ремонтный размер.
После растачивания с целью получения требуемой шероховатости цилиндры и гильзы хонингуют абразивными или алмазными брусками, закрепленными в специальной головке, на станках ЗБ-833, ЭГ-833 и др. При хонинговании головка совершает вращательное и возвратно-поступательное движение. В качестве охлаждающей жидкости применяют смесь керосина (80—90%) и машинного масла. Ход хонинговальной головки устанавливают таким, чтобы бруски выходили за верхний и нижний края цилиндра на 0,2-0,3 их длины.
Обычно хонингование ведут в два приема: предварительное (черновое) и окончательное (чистовое). Черновое хонингование ведут брусками зеленого карборунда на керамической связке зернистостью 10-16 или брусками из синтетических алмазов марки А250/200-М1. Припуск на чистовое хонингование оставляют 0,010-0,005 мм. Чистовое хонингование закаленных гильз ведут брусками ACM 28/20-МСВ, ACM 20/14-М1, шероховатость поверхности — Ra 0,32-0,16 мкм.
На некоторых ремонтных предприятиях вместо хонингования применяют раскатку шариковыми или роликовыми раскатниками. В этом случае припуск при растачивании на раскатку оставляют в пределах 0,05-0,06 мм.
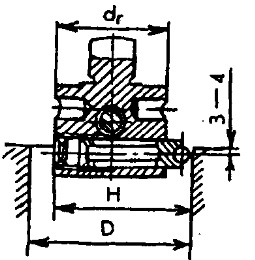
Рис. Совмещение оси цилиндра и шпинделя станка с помощью шариковой оправки.
После окончательной механической обработки овальность и конусообразность цилиндров не должна превышать 0,02 мм.
Кавитационные разрушения наружных поверхностей гильз устраняют заделкой составами на основе эпоксидных смол.
Изношенные посадочные пояса гильз восстанавливают железнением или контактной приваркой ленты с последующей механической обработкой до номинального размера.
Предельно изношенные гильзы цилиндров можно восстанавливать до номинального размера постановкой стальной ленты (сталь У8А, У10А, 65Г) толщиной 0,5-0,7 мм. Ленту свертывают в приспособлении и запрессовывают в предварительно расточенную гильзу, а затем шлифуют до номинального размера. У моно-блоков цилиндры восстанавливают постановкой гильзы, изготовленной из марганцовистого чугуна. В расточенный блок гильзу запрессовывают с натягом 0,08-0,12 мм и обрабатывают до номинального размера.
Источник
Ремонт блока цилиндров двигателя
В процессе работы в блоке цилиндров появляются следующие дефекты:
- износ, задиры и риски на зеркале цилиндров;
- трещины цилиндров, водяной рубашки и головки цилиндров;
- износ, трещины и раковины клапанных седел;
- поломка шпилек и болтов крепления головки цилиндров;
- накипь в водяной рубашке;
- нагар в головке цилиндров.
Под действием коррозии, повышенной температуры, трения поршней и поршневых колец стенки цилиндров приобретают овальную форму (эллипсность) в плоскости качания шатуна и конусность по длине цилиндра.
Такой износ происходит по следующим причинам:
- При сгорании топлива в цилиндре газы прорываются в канавки поршневых колец и с силой отжимают их к стенкам цилиндра; при этом сила давления колец по мере движения поршня вниз уменьшается, вследствие чего износ цилиндра в верхней части больше, чем в нижней (конусность); кроме того, условия смазки верхней части цилиндра из-за более высоких температур хуже.
- Сила Р давления газов, действующая на поршень при рабочем ходе, разлагается на две составляющие: А (рис. а), направленную вдоль шатуна, и Б, направленную перпендикулярно оси цилиндра и прижимающую поршень к левой стороне стенки цилиндра (если смотреть со стороны радиатора). При сжатии передаваемая от коленчатого вала шатуну сила также разлагается на две составляющие, из которых одна действует вдоль шатуна и сжимает рабочую смесь, а другая прижимает поршень к правой стенке цилиндра (рис. б). Боковые силы действуют также при тактах впуска и выпуска, но в меньшей мере. В результате действия боковых сил цилиндр изнашивается больше в плоскости качания шатуна и приобретает эллипсность. Более интенсивен износ левой стенки цилиндра вследствие того, что боковая сила при рабочем ходе наибольшая.
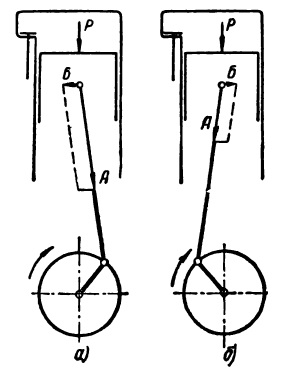
Рис. Схема действия сил:
а — при рабочем ходе; б — при сжатии.
Кроме эллипсности, боковые силы вызывают и конусность, так как по мере движения поршня вниз они уменьшаются.
Риски и задиры на зеркале цилиндра образуются вследствие перегрева двигателя, недостатка смазки и ее загрязненности, недостаточного зазора между поршнем и стенкой цилиндра, плохого крепления поршневого пальца и поломки поршневых колец.
Величину износов цилиндра (эллипсность и конусность) определяют индикатором.
Эллипсность цилиндра измеряют в поясе, расположенном на расстоянии 40—50 мм от верхней кромки цилиндра. Измерение производится в двух взаимно перпендикулярных плоскостях, имеющих износы: наименьший — по оси коленчатого вала и наибольший — в плоскости, перпендикулярной оси коленчатого вала. Разность размеров, показанных индикатором, есть величина эллипсности.
Для определения конусности индикатор перемещают вдоль цилиндра в плоскости, перпендикулярной оси коленчатого вала. Разность размеров в верхней и нижней частях цилиндра, показанных индикатором, есть величина конусности.
При измерениях индикатор нужно опускать строго по вертикали, не допуская его отклонений в стороны.
Если эллипсность превышает 0,04 мм, а конусность 0,06 мм и имеются риски и задиры, цилиндры необходимо ремонтировать.
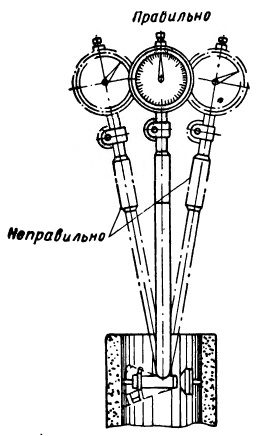
Рис. Установка индикатора в цилиндр.
При ремонте цилиндра увеличивают его диаметр до соответствующего ремонтного размера, затем устанавливают увеличенный поршень.
В зависимости от износа цилиндра применяют следующие способы ремонта:
- шлифование;
- растачивание с последующей доводкой;
- установку гильз (если износ цилиндра. превышает последний ремонтный размер).
Шлифование цилиндров двигателя производят на специальных внутришлифовальных станках. На этих станках шлифовальный камень устанавливают значительно меньшего диаметра, чем цилиндр. Шлифовальный камень имеет три движения: вокруг своей оси, со скоростью 2000—3000 об/мин, по окружности шлифуемого отверстия цилиндра со скоростью 200—300 об/мин и вдоль оси цилиндра.
Процесс шлифования цилиндров — сложный и длительный, особенно при необходимости снятия большого слоя металла. Поверхность цилиндра получается слегка волнистой и забивается наждачной пылью, которая проникает в поры чугуна, что в дальнейшем вызывает ускоренный износ поршневых колец и поршней. Шлифование цилиндров в настоящее время применяется редко.
Растачивание цилиндров производится на расточных станках стационарного или переносного типа. Вертикально-расточной станок переносного тийа прикрепляют при растачивании непосредственно к блоку цилиндров. При этом для растачивания первого и третьего цилиндров блока четырехцилиндрового двигателя станок укрепляют сверху блока болтами, пропущенными через второй цилиндр, а для растачивания второго и четвертого цилиндров — через третий. Перед окончательным закреплением станка на блоке его шпиндель центрируют четырьмя кулачками, раздвигаемыми конусом 12. Резец 10 шпинделя устанавливают на нужный размер по микрометру.
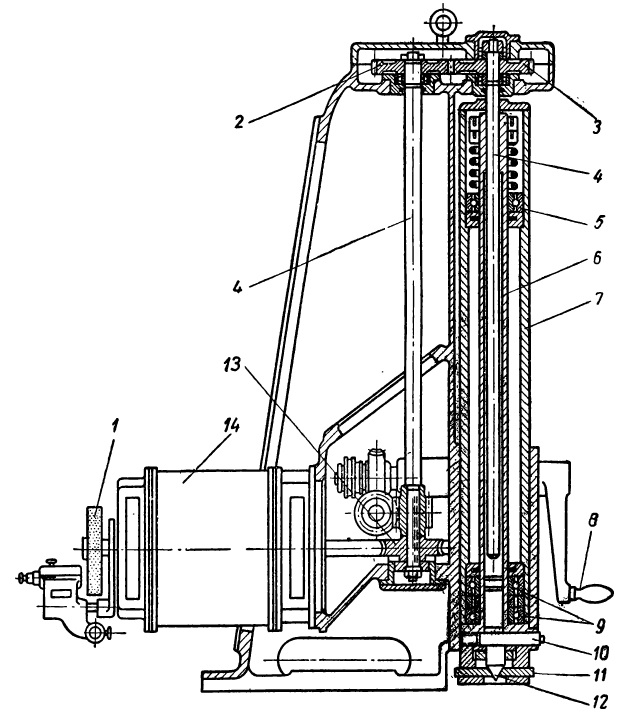
Рис. Вертикально-расточной переносной станок:
1 — шлифовальный камень для заточки резца; 2 и 3 — цилиндрические шестерни; 4 — вертикальные валы; 5 и 9 — шарикоподшипники шпинделя; 6 — шпиндель; 7 — гильза подачи; 8 — рукоятка подъема гильзы подачи; 10 — резец; 11 — кулачки для центрования шпинделя; 12 — центрирующий конус; 13 — червячная передача на вертикальный вал; 14 — электродвигатель.
Вращение от электродвигателя 14 через червячную передачу 13 и вал передается на цилиндрические шестерни 2 и 3 и далее через второй вертикальный вал 4 на шпиндель, соединенный с валом посредством шпонки. После пуска электродвигателя включают автоматическую подачу гильзы 7 и производят растачивание цилиндра. По окончании растачивания гильза возвращается вверх при помощи рукоятки 8. Этот станок позволяет растачивать цилиндры диаметром от 85 до 120 мм при длине растачивания 300 мм.
Недостатком указанного вида растачивания является необходимость доводки, так как на расточенной поверхности остаются следы резца.
Доводка цилиндров производится на специальных или вертикально-сверлильных станках, а также электродрелями при помощи доводочной головки, в которой устанавливают абразивные камни в виде брусков.
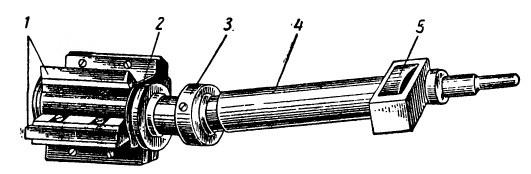
Рис. Доводочная головка:
1 — абразивные камни; 2 — стяжная пружина державок камней; 3 — сферический шарнир; 4 — полый валик; 5 — установочный диск с делениями.
Для разводки брусков внутри полого валика помещен стержень, соединенный шарнирно с винтом установочных конусов головки. На верхнем конце стержня имеется установочный диск. Поворот диска на одно деление изменяет диаметр на 0,005 мм. Доводочная головка свободно вставляется в цилиндр, а при ее вращении шлифовальные бруски под действием центробежной силы расходятся и прижимаются плотно к стенкам цилиндра. Наибольшая разводка камнедержателей не превышает 1,5 мм; поэтому камнедержатели надо подбирать в соответствии с диаметром цилиндра. Скорость вращения головки 200—300 об/мин. Возврагно-поступательное движение вверх и вниз равно от 60 до 80 двойных ходов в минуту.
В процессе доводки головку и стенки цилиндра следует обильно поливать керосином, который смывает частицы металла и камня, а также охлаждает полируемую поверхность цилиндра.
По окончании обработки конусность и эллипсность цилиндра не должны превышать 0,02 мм.
Тонкое растачивание (алмазное) производится резцами из твердых сплавов при больших скоростях резания (150—200 м/мин) и малых подачах резца (0,01—0,02 мм) на один оборот шпинделя. Для растачивания используют специальные вертикально-расточные станки стационарного и переносною типов. После тонкого растачивания доводки не требуется.
Установка гильзы применяется при износе цилиндра, превышающем последний ремонтный размер, или при наличии на его стенках глубоких рисок и задиров. При этом необходимо выполнить следующие операции:
- Расточить цилиндр до диаметра, обеспечивающего установку гильзы, толщина стенок которой должна равняться 2—3 мм после ее растачивания под номинальный размер. В верхней части цилиндра делают кольцевую выточку под буртик гильзы.
- Изготовить гильзу из материала, по возможности близкого к материалу цилиндра. По наружному диаметру гильза должна иметь припуск 0,05—0,15 мм на запрессовку.
- Смазать гильзу и стенки цилиндра маслом и запрессовать гильзу при помощи гидравлического пресса под давлением 20—40 г; в процессе запрессовки наблюдать за показаниями манометра пресса и при резком повышении давления прессование прекратить, так как это указывает на перекос гильзы и может вызвать трещины в блоке.
При отсутствии пресса гильзы можно запрессовывать ручным приспособлением.
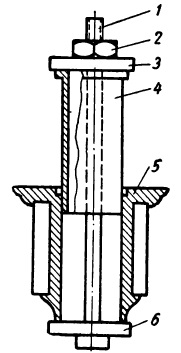
Рис. Приспособление для запрессовки гильзы ручным способом:
1 — винт; 2 — натяжная гайка; 3 и 6 — опорные шайбы; 4 — гильза цилиндра; 5 — блок цилиндров.
Затем следует расточить и прошлифовать гильзу под номинальный или уменьшенный размер цилиндра. Растачиванием под размер меньше номинального предусматривается возможность использования прошлифованных старых поршней.
Устранение трещин цилиндров и водяной рубашки
Трещины на стенках цилиндров и водяной рубашки являются следствием замерзания воды в блоке, заливки холодной воды в перегретый двигатель, неосторожного обращения с блоком при ремонте, запрессовки гильз с большим натягом.
Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности. При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат.
Место и размер трещины определяются отложением красящего вещества.
Иногда удается установить наличие трещины и более простым способом. Для этого предполагаемое место трещины смачивают керосином, а затем насухо вытирают и посыпают сухим порошком мела. Через 1—2 часа керосин, проникший в трещину, выйдет на поверхность и даст отчетливую желтую полоску, по которай легко определить наличие и границы трещины.
Трещины цилиндра устраняют установкой гильз или газовой заваркой со стороны водяной рубашки (для этого специально вырезают кусок стенки водяной рубашки против трещины цилиндра); при этом подогревают весь блок цилиндров на древесном угле.
Операция заварки — сложная и ответственная и поэтому применяется редко.
Трещины водяной рубашки заделывают штифтовкой, наложением заплат, металлизацией, замазкой и реже сваркой.
Штифтовка производится в следующем порядке:
- Засверливают концы трещины сверлом 4,8 мм и просверливают отверстия по всей длине трещины на расстоянии 8 мм.
- Нарезают резьбу в отверстиях метчиком 6 мм, затем завертывают в отверстия стержни из красной меди и обрезают их ножовкой так, чтобы они выступали на 1,5—2 мм.
- Просверливают отверстия посредине между стержнями и нарезают в них резьбу, затем завертывают стержни, которые должны захватывать ввернутые раньше.
- наложить заплату на место трещины, легкими ударами пригнать ее по месту, пользуясь заплатой как шаблоном, накернить, просверлить отверстия в блоке сверлом 4,8 мм и нарезать в них резьбу метчиком 6 мм;
- смазать заплату суриком, наложить на место и привернуть ее стальными винтами; при наложении заплаты на головку блока под заплату нужно установить свинцовую прокладку;
- расчеканить края заплаты и опробовать блок водой под давлением 2—3 ат.
Металлизацией заделывают небольшие трещины, которые предварительно разделывают крейцмейселем, обезжиривают, после чего металлизируют посредством металлизатора.
Замазкой заделывают только небольшие трещины, причем замазку соответствующего состава наносят на подготовленную трещину и в течение 1—2 час. просушивают. Подготовка трещины заключается в зачистке ее и в обезжиривании.
Мелкие волосяные трещины можно заливать соляной кислотой в смеси с нашатырем; при этом трещина затягивается отлагающейся ржавчиной.
Заварку трещины производят в следующем порядке:
- расфасовывают трещину для получения скоса стенок под углом 45°;
- медленно нагревают блок до температуры 650—700° в термической печи;
- прогретый блок закрывают листовым асбестом, оставляя открытыми только места сварки;
- заваривают трещины чугунными электродами;
- помещают блок в печь и медленно его охлаждают (6—8 час);
- производят механическую обработку шва, затем испытывают блок водой.
Ремонт клапанных седел
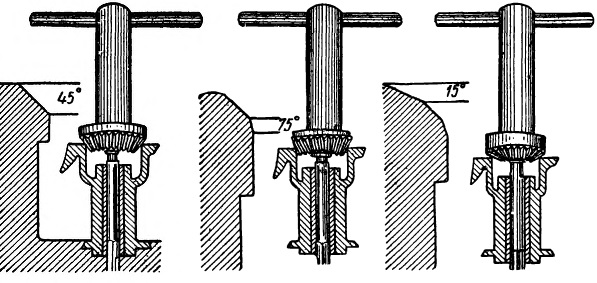
Рис. Последовательность фрезерования клапанного седла.
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
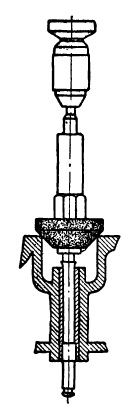
Рис. Шлифование клапанного седла.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
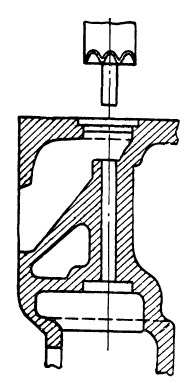
Рис. Растачивание седла клапана торцевой фрезой.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
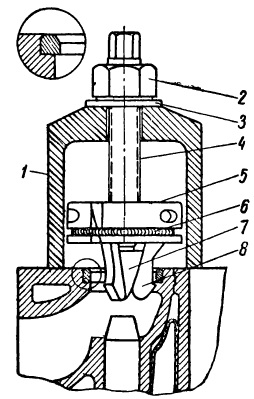
Рис. Съемник для выпрессовки вставного седла клапана:
1 — корпус съемника; 2 — натяжная гайка; 3 — опорная шайба; 4 — винт с разжимным конусом; 5 — гайка, на осях которой расположено три рычажка; 6 — пружина рычажков; 7 — разжимной конус рычажков; 8 — рычажок съемника.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
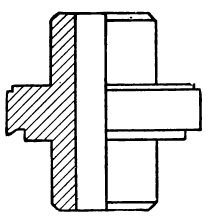
Рис. Оправка для расчеканки вставного седла клапана.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Ремонт направляющих втулок клапанов
Изношенные направляющие втулки клапанов восстанавливают путем развертывания их удлиненной разверткой под увеличенный ремонтный размер стержня клапана. При значительном износе втулок их удаляют под прессом или выколоткой и заменяют новыми. Новую втулку запрессовывают в блок с натягом 0,03 мм, а затем развертывают внутренний ее диаметр под номинальный размер или под уменьшенный, так чтобы использовать старые клапаны с перешлифованными стержнями.
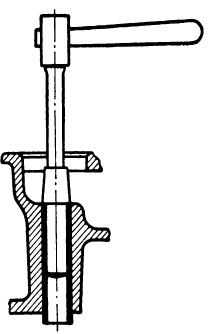
Рис. Удаление втулки клапана выколоткой.
Ремонт направляющих толкателей
Направляющие толкателей, выполненные непосредственно в блоке и в отдельных секциях, ремонтируют развертыванием под увеличенные ремонтные размеры стержней толкателей или развертыванием с последующей запрессовкой втулок.
Втулки изготовляют из серого чугуна и запрессовывают в предварительно развернутые отверстия с натягом 0,02—0,03 мм. Внутренние отверстия втулок развертывают под уменьшенные (перешлифованные) толкатели или под толкатели номинального размера с соблюдением необходимых зазоров.
Удаление накипи
Накипь в водяной рубашке ухудшает охлаждение двигателя, вызывает его перегрев и потерю мощности. Для удаления накипи все круглые отверстия водяной рубашки закрывают деревянными пробками, а к фасонным отверстиям привертывают пластины с резиновыми прокладками. Затем в рубашку заливают раствор следующего состава:
- Каустическая сода: 50 г.
- Керосин: 10 г.
- Вода: 1 л.
Через 6—8 час. раствор выпускают и рубашку промывают водой.
Блоки с алюминиевыми головками (автомобилей М-20 «Победа», ГАЗ-51) промывают 3%-ннм раствором соляной кислоты, который заливают на 30—40 мин.; после этого раствор выпускают и рубашку цилиндров промывают чистой водой.
Удаление нагара
Нагар на стенках камеры сгорания, на днищах поршней и клапанах образуется вследствие неполного сгорания топлива, попадания масла и твердых частиц с воздухом.
Нагар удаляют скребками или металлическими щетками при помощи электродрели. Для облегчения этой операции детали предварительно помещают в керосин на 1—2 часа.
Источник