- Основные методы устранения дефектов в сварных соединениях
- 1. Исправление наружных и внутренних дефектов
- 2. Заварка дефектных мест
- Ремонт заваркой (заплавкой) дефекта
- Методические указания. Для ремонта дефектов магистральных нефтепроводов могут применяться следующие методы: шлифовка; заварка; установка ремонтной конструкции (муфты
Основные методы устранения дефектов в сварных соединениях
1. Исправление наружных и внутренних дефектов
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Если в процессе механической обработки (вышлифовывания) не удалось полностью исправить наружные дефекты, то их следует полностью устранить как недопустимые внутренние дефекты.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.
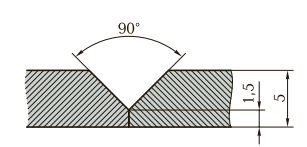
Рис. 1. Форма разделки шва при выборке внутреннего дефекта
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.
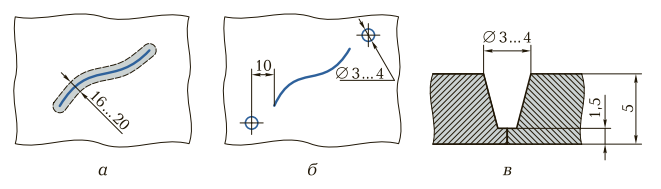
Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
Если при этом вновь будут обнаружены дефекты, то их необходимо повторно исправить с соблюдением определенных требований. Число исправлений одного и того же дефектного участка, зависящее от категории ответственности конструкции, как правило, не превышает трех.
2. Заварка дефектных мест
Технология, рекомендуемая для исправления дефектов сварных соединений аргонодуговой сваркой, следующая:
- подобрать соответствующий режим сварки;
- сварочную дугу возбуждать на технологической пластине и после нагрева электрод переносить на место заварки;
- в процессе заварки и при возбуждении сварочной дуги не допускать соприкосновения конца вольфрамового прутка со сварочной ванной или присадочной проволокой;
- присадочную проволоку подавать только после оплавления кромок разделки и образования сварочной ванны;
- заварку дефектов производить в нижнем положении и под углом не более 30°;
- при многослойной заварке после наложения каждого слоя очищать наплавленный металл шва стальной щеткой;
- вылет вольфрамового электрода по отношению к нижней кромке газового сопла должен составлять 3 … 8 мм;
- горелку следует держать под углом 60 … 80° к поверхности детали в месте заварки дефекта;
- присадочную проволоку держать под углом к оси электрода горелки и вводить в сварочную ванну равномерными возвратнопоступательными движениями часто и небольшими порциями;
- заварку дефектов во всех случаях заканчивать с образованием усиления шва высотой 3 … 5 мм;
- наконечник горелки и вольфрамовый электрод периодически очищать от брызг металла;
- при случайных обрывах дуги ее повторное зажигание производить на шве на расстоянии 30 мм от места обрыва;
- длину дуги поддерживать в пределах 2,5 … 3,0 мм, обрыв дуги производить постепенным ее увеличением;
- процесс заварки начинать с предварительного местного подогрева дефектного места до оплавления кромок.
Если толщина материала детали более 15 мм, заварку дефектного участка следует производить многослойным швом. В этом случае высота наплавленного металла над поверхностью детали должна быть не менее 3 мм.
Для ответственных конструкций допускаются две подварки одного и того же дефектного участка, поскольку при большем числе подварок наблюдается существенное снижение механических свойств металла в этих зонах.
Источник
Ремонт заваркой (заплавкой) дефекта
Ремонт шлифовкой
Методы ремонта
Для ремонта дефектов магистральных нефтепроводов могут применяться следующие методы:
— установка ремонтной конструкции (муфты, патрубки);
— вырезка дефекта (замена «катушки» или замена участка).
Ремонты шлифовкой, заваркой, вырезкой «катушек» и наложением некоторых видов конструкций относятся к постоянным методам ремонта, т.е. позволяют восстановить несущую способность дефектного участка до уровня бездефектного на все время его дальнейшей эксплуатации.
Ремонт методами шлифовки и заварки проводится без остановки перекачки нефти. Ремонтные муфты монтируются на действующем нефтепроводе как при остановке, так и без остановки перекачки.
Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа.
Запрещается наложение всех видов заплат (вварных, накладных) за исключением аварийных ситуаций.
Этот метод используется при коррозионных дефектах, рисках, расслоениях с выходом на поверхность, при мелких трещинах. Максимальная глубина зашлифованного участка должна быть не более 20 % номинальной толщины стенки. При шлифовке должна быть восстановлена плавная форма поверхности в целях снижения концентрации напряжений в месте дефекта. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
После шлифовки должна проверяться остаточная толщина стенки трубы методом ультразвуковой толщинометрии. Остаточная толщина должна быть не менее 80 % от номинальной толщины стенки.
Этот метод разрешается применять при коррозионных дефектах с остаточной толщиной стенки не менее 5 мм. Согласно действующим нормативам заварка допускается, если максимальный линейный размер дефекта не превышает трех номинальных толщин стенки трубы.
Заварку разрешается проводить при наличии в трубопроводе избыточного давления не менее 0,1 МПа и максимальном допустимом давлении в нефтепроводе не выше 2,5 МПа с учетом погрешности измерения применяемых приборов.
Расстояние между смежными повреждениями должно быть не менее 100 мм. Расстояние от завариваемых дефектов до сварных швов, в т.ч. до спиральных, должно быть не менее 100 мм.
Полость коррозионного повреждения и поверхность трубы в радиусе не менее двух диаметров повреждений зачищается до металлического блеска. После заварки дефекта наплавленный металл должен быть обработан шлифмашинкой до получения ровной поверхности и иметь усиление не более 1 мм с плавным переходом к основному металлу. Наплавленный металл подвергается визуальному, магнитопорошковому или ультразвуковому контролю.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Методические указания. Для ремонта дефектов магистральных нефтепроводов могут применяться следующие методы: шлифовка; заварка; установка ремонтной конструкции (муфты




![]()
![]()
Для ремонта дефектов магистральных нефтепроводов могут применяться следующие методы: шлифовка; заварка; установка ремонтной конструкции (муфты, патрубки); вырезка дефекта (замена «катушки» или замена участка).
Ремонты шлифовкой, заваркой, вырезкой «катушек» и наложением некоторых видов конструкций относятся к постоянным методам ремонта, т. е. позволяют восстановить несущую способность дефектного участка до уровня бездефектного на все время его дальнейшей эксплуатации.
Ремонт методами шлифовки и заварки проводится без остановки перекачки нефти. Ремонтные муфты монтируются на действующем нефтепроводе как при остановке, так и без остановки перекачки.
Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа.
Запрещается наложение всех видов заплат (вварных, накладных) за исключением аварийных ситуаций.
Этот метод используется при коррозионных дефектах, рисках, расслоениях с выходом на поверхность, при мелких трещинах. Максимальная глубина зашлифованного участка должна быть не более 20 % номинальной толщины стенки. При шлифовке должна быть восстановлена плавная форма поверхности в целях снижения концентрации напряженности в месте дефекта. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
Ремонт заваркой (заплавкой) дефекта
Этот метод разрешается применять при коррозионных дефектах с остаточной толщиной стенки не менее 5 мм. Заварка допускается, если максимальный линейный размер дефекта не превышает трех номинальных толщин стенки трубы.
Полость коррозионного повреждения и поверхность трубы в радиусе не менее двух диаметров повреждений зачищается до металлического блеска. После заварки дефекта наплавленный металл должен быть обработан шлифмашинкой до получения ровной поверхности и иметь усиление не более 1 мм с плавным переходом к основному металлу
Установка ремонтных конструкций
Конструкции для постоянного ремонта позволяют восстановить трубопровод на все время его дальнейшей эксплуатации. К этому виду конструкции относятся композитная муфта, обжимная приварная муфта, несколько типов галтельных муфт и приварной патрубок с эллиптическим днищем. Муфты должны иметь маркировку, паспорт и сертификаты на применяемые материалы. Их требуется изготавливать из листового материала или из новых (не бывших в эксплуатации) прямошовных или бесшовных труб, предназначенных для сооружения магистральных нефтепроводов.
Толщина стенки муфты при одинаковой прочности металла трубы и муфты должна быть не менее толщины стенки ремонтируемой трубы. При меньшей нормативной прочности металла муфты номинальную толщину ее стенки необходимо увеличить в соответствии с расчетом по СниП. При этом толщина стенки муфты не должна превышать толщину стенки трубы более чем на 20 %. Все элементы муфты должны быть одинаковой толщины.
Технология установки композитной муфты
Муфта монтируется из двух свариваемых между собой полумуфт. Между муфтой и ремонтируемой трубой остается кольцевой зазор от 6 до 40 мм, который регулируется установочными болтами (рис. 4.8). Края кольцевого зазора герметизируются быстро твердеющим герметикой. После затвердевания торцового герметика установочные болты выворачиваются заподлицо с внутренней поверхностью муфты. Уровень заполнения муфты композитным составом определяется через контрольные отверстия малого диаметра, в которые наживлены болты. После затвердевания композитного состава все выступающие из муфты детали обрезаются заподлицо с наружной поверхностью муфты.
Технология установки приварных муфт
При изготовлении, монтаже и сборке муфты необходимо выполнять ряд требований.
При изготовлении: продольные кромки муфты и колец должны быть обработаны под несимметричную V-образную разделку с углом скоа верхней кромки 30±5°, нижней — до 10±2°; с внутренней стороны муфты на месте сварки продольного шва рекомендуется делать выборку под металлическую пластину толщиной 2 мм и шириной 20 мм (это позволяет избежать приварки продольных швов муфты к стенке трубы); накладные элементы должны плотно прилегать к поверхности.

При сборке: кромки муфты и прилегающие к ним внутренние и наружные поверхности должны быть очищены до металлического блеска на ширину не менее 10 мм;  участки поверхности трубы, примыкающие к кромкам муфты, также должны быть очищены до металлического блеска на ширину не менее четырех толщин стенки; продольные швы муфты, технологического кольца и трубопровода должны быть смещены друг относительно друга на величину не менее 100 мм; на месте сборки продольных швов на поверхности трубопровода следует наклеить с помощью жидкого стекла полоску стеклоткани или асбеста либо металлическую пластину по величине сделанной выборки; при сборке муфты для получения требуемого зазора допускается стягивать полумуфты при помощи сборочных скоб или наружного центратора, а затем продольные кромки фиксировать прихватками.
участки поверхности трубы, примыкающие к кромкам муфты, также должны быть очищены до металлического блеска на ширину не менее четырех толщин стенки; продольные швы муфты, технологического кольца и трубопровода должны быть смещены друг относительно друга на величину не менее 100 мм; на месте сборки продольных швов на поверхности трубопровода следует наклеить с помощью жидкого стекла полоску стеклоткани или асбеста либо металлическую пластину по величине сделанной выборки; при сборке муфты для получения требуемого зазора допускается стягивать полумуфты при помощи сборочных скоб или наружного центратора, а затем продольные кромки фиксировать прихватками.
Ремонт дефекта вырезкой катушки
Суть этого вида ремонта заключается в том, что участок трубы с дефектом вырезают и заменяют бездефектной трубой — «катушкой».
Вырезка дефекта применяется в следующих случаях: недопустимое сужение проходного сечения нефтепровода; невозможность отремонтировать трубопровод другими, менее радикальными методами (протяженная трещина, глубокая вмятина с трещиной или коррозией, чрезмерная длина дефектного участка и др.).
Ввариваемые «катушки» должны быть изготовлены из труб, прошедших гидравлические испытания на внутреннее давление, величина которого должна быть не ниже заводского испытательного давления (рисп = 0,95 стт, где ст — предел текучести металла для данной марки стали).
Врезка «катушек» должна выполняться в следующем порядке [3]: проведение подготовительных работ; подготовка линейных задвижек и проверка их герметичности; остановка перекачки нефти по трубопроводу путем отключения насосных агрегатов НПС и перекрытия участка производства работ линейными задвижками; врезка вантузов; освобождение от нефти ремонтируемого участка нефтепровода; вырезка «катушки» безогневым методом или с использованием энергии взрыва; герметизация внутренней полости нефтепровода; заварка новой «катушки» и контроль качества сварных соединений; заполнение трубопровода нефтью; вывод трубопровода на необходимый режим работы.
Вопросы для самоконтроля
1.Виды и параметры дефектов, устраняемых методом шлифовки
2. Виды и параметры дефектов, устраняемых методом заварки
Источник