Устранение дефектов нефтепровода методом шлифовки.
Шлифовка используется для ремонта участков труб с дефектами глубиной до 20% от номинальной толщины стенки трубы типа потеря металла (коррозионные дефекты, риски), расслоение с выходом на поверхность, мелких трещин, а также дефектов типа «аномалии сварного шва» (чешуйчатость, поры выходящие на поверхность) с остаточной высотой усиления не менее нормативных значений.
Шлифовка используется для ремонта во вмятинах дополнительных дефектов — рисок, потерь металла, трещин, расслоений с выходом на поверхность в соответствии с таблицей.
При шлифовке путем снятия металла должна быть восстановлена плавная форма поверхности, снижена концентрация напряжений. Максимальное допустимое давление в трубе при проведении выборочного ремонта методом шлифовки – не более 2,5 МПа. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
После шлифовки должна проверяться остаточная толщина стенки трубы методом ультразвуковой толщинометрии. Остаточная толщина должна быть не менее 80 % от номинальной толщины стенки.
При шлифовке трещин перед установкой муфты на дефекты типа вмятина с трещиной, гофр с трещиной, трещина по телу трубы, глубина выбранного металла должна превышать глубину трещины не менее, чем на 5 % от номинальной толщины стенки. Остаточная толщина стенки после шлифовки трещин должна быть не менее 5 мм.
После ликвидации дефекта нефтепровода методом заварки необходимо заваренное место зашлифовать с образованием плавной формы усиления высотой от 1 до 3 мм.
Опасные факторы при работе с ручной электрической шлифовальной машиной
— поражение электрическим током;
— физические травмы от разлетающихся частиц абразива и обрабатываемой детали;
— физические травмы от прикосновения к вращающимся частям шлифовальной машинки;
— отрицательное воздействие шума на органы слуха при длительной работе;
— взрыв, пожар при работе в загазованных местах;
Конструктивные защиты шлифовальных машин.
· Двойная изоляция токоведущих частей шлифмашины.
· Корпус электродвигателя из пластических масс.
· Включатель двойного действия.
· Применение защитных устройств на вращающиеся детали.
· Дополнительные ручки для надежного удерживания шлифмашины.
· Небольшой вес ручных шлифмашин.
Меры безопасности при работе со шлифовальными машинами.
Общие требования.
При пользовании электроинструментом кабели и провода должны подвешиваться на инвентарных стойках.
Электроинструмент должен подключаться через устройство защитного отключения (УЗО).
К работе с ручными шлифмашинами допускаются лица не моложе 18 лет, годные по состоянию здоровья, прошедшие специальное обучение, успешно сдавшие экзамен и получившие соответствующее удостоверение, прошедшие инструктажи по охране труда. Данные лица должны иметь группу допуска по электробезопасности не ниже 2-ой.
Работать разрешается только исправным абразивным инструментом и исправной шлифовальной машиной.
Шлифмашина подвергается техническому осмотру перед применением работником осуществляющим работы. Проверку, технический ремонт и электроиспытания (1 раз в 6 месяцев) проводит электротехнический персонал, назначенный приказом, с группой допуска по электробезопасности не ниже 3-ей.
На корпусе шлифмашины , или на табличке , указывается: служба , инвентарный номер и дата следующего электроиспытания.
При работе шлифмашинами применять спецодежду и обувь.
При работе шлифмашинами применять средства индивидуальной защиты (СИЗ). Каска, маска или очки, респиратор, наушники, рукавицы.
Шлифмашина хранится в сухом закрытом помещении недоступном для посторонних.
Запрещается использовать шлифмашину не по назначению.
Источник
Ремонт заваркой (заплавкой) дефекта
Ремонт шлифовкой
Методы ремонта
Для ремонта дефектов магистральных нефтепроводов могут применяться следующие методы:
— установка ремонтной конструкции (муфты, патрубки);
— вырезка дефекта (замена «катушки» или замена участка).
Ремонты шлифовкой, заваркой, вырезкой «катушек» и наложением некоторых видов конструкций относятся к постоянным методам ремонта, т.е. позволяют восстановить несущую способность дефектного участка до уровня бездефектного на все время его дальнейшей эксплуатации.
Ремонт методами шлифовки и заварки проводится без остановки перекачки нефти. Ремонтные муфты монтируются на действующем нефтепроводе как при остановке, так и без остановки перекачки.
Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа.
Запрещается наложение всех видов заплат (вварных, накладных) за исключением аварийных ситуаций.
Этот метод используется при коррозионных дефектах, рисках, расслоениях с выходом на поверхность, при мелких трещинах. Максимальная глубина зашлифованного участка должна быть не более 20 % номинальной толщины стенки. При шлифовке должна быть восстановлена плавная форма поверхности в целях снижения концентрации напряжений в месте дефекта. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
После шлифовки должна проверяться остаточная толщина стенки трубы методом ультразвуковой толщинометрии. Остаточная толщина должна быть не менее 80 % от номинальной толщины стенки.
Этот метод разрешается применять при коррозионных дефектах с остаточной толщиной стенки не менее 5 мм. Согласно действующим нормативам заварка допускается, если максимальный линейный размер дефекта не превышает трех номинальных толщин стенки трубы.
Заварку разрешается проводить при наличии в трубопроводе избыточного давления не менее 0,1 МПа и максимальном допустимом давлении в нефтепроводе не выше 2,5 МПа с учетом погрешности измерения применяемых приборов.
Расстояние между смежными повреждениями должно быть не менее 100 мм. Расстояние от завариваемых дефектов до сварных швов, в т.ч. до спиральных, должно быть не менее 100 мм.
Полость коррозионного повреждения и поверхность трубы в радиусе не менее двух диаметров повреждений зачищается до металлического блеска. После заварки дефекта наплавленный металл должен быть обработан шлифмашинкой до получения ровной поверхности и иметь усиление не более 1 мм с плавным переходом к основному металлу. Наплавленный металл подвергается визуальному, магнитопорошковому или ультразвуковому контролю.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Методы ремонта дефектных участков нефтепровода
В зависимости от вида дефектов следует применять следующие методы ремонта: шлифовка, заварка дефекта, установка ремонтных муфт, вырезка дефекта и метод ремонта путем замены участка.
Шлифовка.Шлифовка используется для ремонта участков труб с дефектами типа «потеря металла» (коррозионные дефекты, риски) и «расслоение с выходом на поверхность». Максимальная глубина ремонтируемого дефекта менее 0,1 номинальной толщины стенки. При шлифовке путем снятия металла должна быть восстановлена плавная форма поверхности, снижена концентрация напряжений.
Заварка дефектов (наплавка металла).Следует применять для ремонта дефектов типа «потеря металла» (коррозионные язвы, риски).
При наплавке должна быть восстановлена первоначальная толщина стенки на местах потери металла с остаточной толщиной не менее 5 мм. Расстояние между смежными повреждениями должно быть не менее 4t (t – номинальная толщина стенки трубы). Расстояние от завариваемых дефектов до сварных швов должно быть не менее 4t.
Заварку разрешается проводить на полностью заполненном нефтепроводе. Выполнение заварки на частично заполненном нефтепроводе не допускается.
Максимальное допустимое давление в трубе при заварке должно определяться из условий:
Здесь tост – остаточная толщина стенки на месте заварки, мм;
коэффициент 0,4 имеет размерность МПа/мм.
Полость коррозионного повреждения и поверхность трубы в радиусе не менее двух диаметров повреждений (наибольших линейных размеров) зачищается до металлического блеска. Наличие следов коррозии на месте заварки не допускается.
После завершения заварки дефекта наплавленный металл должен быть обработан шлифовальным кругом до получения ровной поверхности и иметь усиление не более 1 мм.
Установка ремонтных муфт.При ремонте нефтепроводов применяются неприварные муфты композитно-муфтовой технологии (КМТ).
При установке неприварной муфты стенка трубы не подвергается воздействию сварочной дуги. Муфта используется для непротекающих дефектов. При наличии течи муфта устанавливается после ее устранения.
В тех случаях, когда установкой одной секции муфты не обеспечивается необходимое перекрытие зоны дефекта, а также при наличии кривизны у ремонтируемого участка нефтепровода применяется многосекционная (составная) муфта, секции которой свариваются между собой. Сборка составной муфты должна производиться последовательно секциями.
Муфта монтируется из двух свариваемых между собой полумуфт. Между муфтой и ремонтируемой трубой остается кольцевой зазор от 6 мм до 40 мм. Края кольцевого зазора герметизируются и зазор заполняется специально разработанным для данной технологии композитным составом.
На рис. 6.15 показан ремонт дефекта, ориентированного в продольном направлении. После затвердевания торцевого герметика установочные болты выворачиваются заподлицо с внутренней поверхностью муфты. Уровень заполнения муфты композитным составом определяется через контрольные отверстия малого диаметра, в которые наживлены болты. После затвердевания композитного состава все выступающие из муфты детали обрезаются заподлицо с поверхностью.
Предназначена для постоянного ремонта различных типов дефектов – коррозии, вмятины, трещины, расслоения, риски и их комбинаций:
ü вмятина (гофр) + царапина; вмятина (гофр) + коррозия;
ü вмятина (гофр) + трещина;
ü расслоение + коррозия; дефект сварки + коррозия;
ü расслоение + дефект сварки; вмятина на сварном стыке;
ü трещины в сварных швах; расслоения с выходом на поверхность;
ü вмятины с расслоениями.
Муфты могут устанавливаться как на прямые трубы, так и на криволинейных участках.
В случае ремонта дефектов кольцевых сварных швов и дефектов, ориентированных в окружном направлении, длина муфты: Lмуфты = 3,3 Dн.
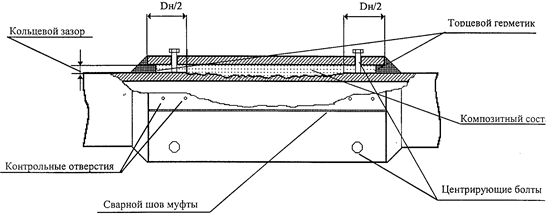
Рис. 6.16. Композитная муфта
Ремонтные муфты могут монтироваться на действующем нефтепроводе, как при остановке, так и без остановки перекачки при давлениях, ограниченных следующими условиями:
· допустимым давлением, определяемым для данного дефектного участка нефтепровода расчетом на прочность по результатам диагностического обследования;
· давлением, определяемым из условий технологии проведения установки муфты.
При установке муфт давление должно соответствовать наименьшему из давлений, определяемому по перечисленным условиям.
Подъем и опускание нефтепровода при ведении работ по установке муфт не допускаются.
Перед установкой ремонтных муфт КМТ необходимо тщательно удалить изоляционное покрытие с дефектного участка нефтепровода для последующей дробеструйной обработки.
Муфты должны быть изготовлены из листового материала в заводских условиях. В качестве материала муфты следует использовать стали, аналогичные стали ремонтируемой трубы (с эквивалентными прочностными характеристиками и характеристиками пластичности). Толщина стенки муфт tм должна быть не меньше толщины стенки ремонтируемой трубы t, но не превышать ее более чем на 20¸30%.
Окончательная подготовка поверхности трубы с дефектом и монтаж муфты осуществляется по специальной технологии. Ремонт с использованием композитно-муфтовой технологии должен осуществляться организациями, имеющими лицензию Госгортехнадзора РФ на право проведения таких работ.
Все сварные швы муфты должны быть обследованы ультразвуковым или магнитопорошковым методами неразрушающего контроля.
При ремонте нефтепровода с помощью муфт необходимо вести исполнительную документацию, которая предусматривается специальным Положением о композитно-муфтовой технологии.
Вырезка дефекта (замена катушки).При этом способе ремонта участок трубы дефектом (катушка) должен быть вырезан из нефтепровода и заменен на бездефектную катушку.
Вырезка дефекта должна применяться в случае обнаружения недопустимого сужения проходного диаметра нефтепровода, невозможности обеспечения требуемой степени восстановления нефтепровода при установке муфт (протяженная трещина, глубокая вмятина с трещиной или коррозией), экономической нецелесообразности установки муфт из-за чрезмерной длины дефектного участка.
Технология ремонта методом вырезки дефектного участка должна соответствовать «Инструкции по ликвидации аварий и повреждений на магистральных нефтепроводах», РД 39-110-91.
Метод ремонта нефтепровода путем замены участка может применяться для ремонта всех дефектов, находящихся на определенном участке нефтепровода. Замена участков должна проводиться по экономическим соображениям и в труднодоступных местах (подводные переходы, участки болот и т.д.).
Технология ремонта методом замены участка должна соответствовать действующим СНиП на магистральные нефтепроводы и «Инструкции по ликвидации аварий и повреждений на магистральных нефтепроводах», РД 39-110-91, 1992 г.
Дата добавления: 2016-04-19 ; просмотров: 4958 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Методические указания. Для ремонта дефектов магистральных нефтепроводов могут применяться следующие методы: шлифовка; заварка; установка ремонтной конструкции (муфты




![]()
![]()
Для ремонта дефектов магистральных нефтепроводов могут применяться следующие методы: шлифовка; заварка; установка ремонтной конструкции (муфты, патрубки); вырезка дефекта (замена «катушки» или замена участка).
Ремонты шлифовкой, заваркой, вырезкой «катушек» и наложением некоторых видов конструкций относятся к постоянным методам ремонта, т. е. позволяют восстановить несущую способность дефектного участка до уровня бездефектного на все время его дальнейшей эксплуатации.
Ремонт методами шлифовки и заварки проводится без остановки перекачки нефти. Ремонтные муфты монтируются на действующем нефтепроводе как при остановке, так и без остановки перекачки.
Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа.
Запрещается наложение всех видов заплат (вварных, накладных) за исключением аварийных ситуаций.
Этот метод используется при коррозионных дефектах, рисках, расслоениях с выходом на поверхность, при мелких трещинах. Максимальная глубина зашлифованного участка должна быть не более 20 % номинальной толщины стенки. При шлифовке должна быть восстановлена плавная форма поверхности в целях снижения концентрации напряженности в месте дефекта. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
Ремонт заваркой (заплавкой) дефекта
Этот метод разрешается применять при коррозионных дефектах с остаточной толщиной стенки не менее 5 мм. Заварка допускается, если максимальный линейный размер дефекта не превышает трех номинальных толщин стенки трубы.
Полость коррозионного повреждения и поверхность трубы в радиусе не менее двух диаметров повреждений зачищается до металлического блеска. После заварки дефекта наплавленный металл должен быть обработан шлифмашинкой до получения ровной поверхности и иметь усиление не более 1 мм с плавным переходом к основному металлу
Установка ремонтных конструкций
Конструкции для постоянного ремонта позволяют восстановить трубопровод на все время его дальнейшей эксплуатации. К этому виду конструкции относятся композитная муфта, обжимная приварная муфта, несколько типов галтельных муфт и приварной патрубок с эллиптическим днищем. Муфты должны иметь маркировку, паспорт и сертификаты на применяемые материалы. Их требуется изготавливать из листового материала или из новых (не бывших в эксплуатации) прямошовных или бесшовных труб, предназначенных для сооружения магистральных нефтепроводов.
Толщина стенки муфты при одинаковой прочности металла трубы и муфты должна быть не менее толщины стенки ремонтируемой трубы. При меньшей нормативной прочности металла муфты номинальную толщину ее стенки необходимо увеличить в соответствии с расчетом по СниП. При этом толщина стенки муфты не должна превышать толщину стенки трубы более чем на 20 %. Все элементы муфты должны быть одинаковой толщины.
Технология установки композитной муфты
Муфта монтируется из двух свариваемых между собой полумуфт. Между муфтой и ремонтируемой трубой остается кольцевой зазор от 6 до 40 мм, который регулируется установочными болтами (рис. 4.8). Края кольцевого зазора герметизируются быстро твердеющим герметикой. После затвердевания торцового герметика установочные болты выворачиваются заподлицо с внутренней поверхностью муфты. Уровень заполнения муфты композитным составом определяется через контрольные отверстия малого диаметра, в которые наживлены болты. После затвердевания композитного состава все выступающие из муфты детали обрезаются заподлицо с наружной поверхностью муфты.
Технология установки приварных муфт
При изготовлении, монтаже и сборке муфты необходимо выполнять ряд требований.
При изготовлении: продольные кромки муфты и колец должны быть обработаны под несимметричную V-образную разделку с углом скоа верхней кромки 30±5°, нижней — до 10±2°; с внутренней стороны муфты на месте сварки продольного шва рекомендуется делать выборку под металлическую пластину толщиной 2 мм и шириной 20 мм (это позволяет избежать приварки продольных швов муфты к стенке трубы); накладные элементы должны плотно прилегать к поверхности.

При сборке: кромки муфты и прилегающие к ним внутренние и наружные поверхности должны быть очищены до металлического блеска на ширину не менее 10 мм;  участки поверхности трубы, примыкающие к кромкам муфты, также должны быть очищены до металлического блеска на ширину не менее четырех толщин стенки; продольные швы муфты, технологического кольца и трубопровода должны быть смещены друг относительно друга на величину не менее 100 мм; на месте сборки продольных швов на поверхности трубопровода следует наклеить с помощью жидкого стекла полоску стеклоткани или асбеста либо металлическую пластину по величине сделанной выборки; при сборке муфты для получения требуемого зазора допускается стягивать полумуфты при помощи сборочных скоб или наружного центратора, а затем продольные кромки фиксировать прихватками.
участки поверхности трубы, примыкающие к кромкам муфты, также должны быть очищены до металлического блеска на ширину не менее четырех толщин стенки; продольные швы муфты, технологического кольца и трубопровода должны быть смещены друг относительно друга на величину не менее 100 мм; на месте сборки продольных швов на поверхности трубопровода следует наклеить с помощью жидкого стекла полоску стеклоткани или асбеста либо металлическую пластину по величине сделанной выборки; при сборке муфты для получения требуемого зазора допускается стягивать полумуфты при помощи сборочных скоб или наружного центратора, а затем продольные кромки фиксировать прихватками.
Ремонт дефекта вырезкой катушки
Суть этого вида ремонта заключается в том, что участок трубы с дефектом вырезают и заменяют бездефектной трубой — «катушкой».
Вырезка дефекта применяется в следующих случаях: недопустимое сужение проходного сечения нефтепровода; невозможность отремонтировать трубопровод другими, менее радикальными методами (протяженная трещина, глубокая вмятина с трещиной или коррозией, чрезмерная длина дефектного участка и др.).
Ввариваемые «катушки» должны быть изготовлены из труб, прошедших гидравлические испытания на внутреннее давление, величина которого должна быть не ниже заводского испытательного давления (рисп = 0,95 стт, где ст — предел текучести металла для данной марки стали).
Врезка «катушек» должна выполняться в следующем порядке [3]: проведение подготовительных работ; подготовка линейных задвижек и проверка их герметичности; остановка перекачки нефти по трубопроводу путем отключения насосных агрегатов НПС и перекрытия участка производства работ линейными задвижками; врезка вантузов; освобождение от нефти ремонтируемого участка нефтепровода; вырезка «катушки» безогневым методом или с использованием энергии взрыва; герметизация внутренней полости нефтепровода; заварка новой «катушки» и контроль качества сварных соединений; заполнение трубопровода нефтью; вывод трубопровода на необходимый режим работы.
Вопросы для самоконтроля
1.Виды и параметры дефектов, устраняемых методом шлифовки
2. Виды и параметры дефектов, устраняемых методом заварки
Источник