- Делительная головка для фрезерного станка: как пользоваться УДГ — виды и устройство
- Особенности конструкции и устройства делительной головки
- Классификация УДГ для фрезерного станка, используемых для установки угла
- Виды деления
- План простого деления
- Виды делительных фрезерных головок
- Обычная
- Многофункциональная
- Зрительная (оптическая)
- Основные маркировки
- Преимущества
- Порядок настройки и применения
- Настраиваем УДГ: таблица делений на делительной головке
- УДГ-250 (УДГ-Д-250) Универсальная делительная головка Схемы, описание, характеристики
- Сведения о производителе делительных головок УДГ-250 (УДГ-Д-250)
- Продукция, выпускаемая Ленинградским оптико-механическим объединением ЛОМО
- УДГ-250 (УДГ-Д-250) головка делительная универсальная. Назначение, область применения
- Делительные головки. Общие сведения
- Универсальные делительные головки УДГ-Д
- Обозначение делительных головок повышенной (П) точности:
- Обозначение делительных головок нормальной (Н) точности:
- Делительные головки для фрезерных станков
- Особенности конструкции
- Классификация оснастки, используемой для установки угла
- Методы деления
- Маркировка оптической головки
- Последовательность настройки и применения
- Характеристики
- УДГ-Д-250 (УДГ-Д-250А) Перечень принадлежностей делительной головки
- Преимущества использования УДГ
- УДГ-Д-250 Конструкция делительной головки
- Задняя бабка
- Люнет
- Все о делительных головках для фрезерного станка
- Особенности работы
- Перечень органов управления делительной головки УДГ-250
- Пример 1
- УДГ-250 Точки смазки универсальной делительной головки
- Характеристика оптической делительной головки
- УДГ-250 Кинематическая схема универсальной делительной головки
- Порядок работы
- Непосредственное деление
- Простое деление
- Дифференциальное деление
- Фрезерование спиральных канавок
- Методы деления
- Технические характеристики головки УДГ-250
- Делительные головки: виды, назначение, характеристики, расчетная таблица
- Назначение делительной головки
- Виды делительной головки
Делительная головка для фрезерного станка: как пользоваться УДГ — виды и устройство

Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся привести максимальное количество фактов, чтобы вы понимали, устанавливать ее для выполнения актуальных для вас операций или нет.
Отметим, что она также может быть важной составной частью долбежных, расточных, сверлильных, строгальных моделей оборудования. С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, то есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и/или ее деления на требуемое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования даже при значительной загруженности.
Особенности конструкции и устройства делительной головки
- • Угол при повороте может быть как фиксированным (одинаковым), так и переменным (разным) – на выбор оператора, для оптимальной точности позиционирования.
- • Заготовка закрепляется в патроне. Если она слишком длинная, для обеспечения должного качества контакта следует использовать заднюю бабку, но так, чтобы не отклоняться от начальной базы.
- • Введение данного приспособления в эксплуатацию целесообразно только в том случае, когда проводить какую-либо работу без него сложнее или невозможно.
- • Допустимо ориентировать устройство на последовательное решение нескольких задач – на нарезание канавок, впадин и зубьев, на расточку многогранников и так далее.
Классификация УДГ для фрезерного станка, используемых для установки угла
По типу конструкции выделяют такие их разновидности:
- • упрощенные – в них нет промежуточных механизмов;
- • универсальные – с дополнительными колесами, ориентированные на решение широкого круга задач;
- • оптические – обеспечивающие повышенную точность позиционирования в самых ответственных случаях.
Наиболее распространенным на практике является второй вариант, так как он оказывается уместен почти во всех ситуациях. И по сравнительной стоимости он средний и окупается быстрее всего, особенно в перспективе частой эксплуатации. Отдавая ему предпочтение, вы не ошибетесь.
Виды деления
- • Непосредственное – в нем не задействованы какие-либо вспомогательные узлы, оно осуществляется напрямую.
- • Простое – нарезание выполняется с участием неподвижного диска, очень популярный метод (в силу своей быстроты и отсутствия факторов негативного влияния).
- • Дифференциальное – возможно тогда, когда оснастка обладает дополнительным комплектом зубчатых колес.
- • Комбинированное – одно приспособление последовательно реализует сразу несколько способов.
- • Непрерывное – здесь уже 2 устройства, оптическое и универсальное, кинематическим образом связанные со шпинделем и винтом оборудования и поддерживающие продольную подачу.
План простого деления
Основное назначение схемы ниже – являться наглядным разъяснением принципа выполнения технологических операций.
И, для закрепления, алгоритм нарезки винтовых канавок:
Виды делительных фрезерных головок
Существует 3 их варианта, которыми можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное. Рассмотрим каждый по порядку.
Обычная

Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках одного цикла (вращения заготовки вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации. А характеристики делительных головок УДГ, оснащенных нетиповыми дисками, и вовсе позволяют делать секции неодинаковыми по размеру.
Оборот шпинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямым (непосредственным) методом.
Многофункциональная

Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).
Кроме того, оборудование с многофункциональной оснасткой также может обеспечивать непрерывное вращение выбранной части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на определенные доли окружности), что только расширяет границы эксплуатации.
Зрительная (оптическая)

Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила нанесения которой мы рассмотрим ниже), дающей сведения об основных ее параметрах. Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов. Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.
Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшить результаты отдельно взятого оборудования.
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.
За счет таких решений число шагов в течение полного цикла увеличено до 60, что соответствует формуле 1. При этом все насечки четко просматриваются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление угла вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Основные маркировки
У каждой модели есть целый ряд показателей разной степени важности – передаточное отношение, наибольшая нагрузка, высота центров и так далее – но «на борт» попадают далеко не все из них. Поэтому посмотрим, по каким принципам должна в общем случае называться делительная головка для фрезерного станка, инструкция предписывает указывать:
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.
Таким образом, аббревиатура УДГ-40-Д350 указывает на принадлежность к многофункциональному типу, на 40 оборотов в течение поворота и на возможность растачивать заготовки с двойным радиусом до 350 мм.
В конкретных ситуациях маркировка может содержать и дополнительные параметры. Например, оптические модели обладают цифрой сразу после ОДГ – это показатель д.ц., определяемый производителем.
Также есть характеристики, которые записываются в паспорт и означают особенности эксплуатации или точность результата, и это:
- • биение по диаметру;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
И, наконец, есть показатели, которые следует учитывать при использовании: это номер конуса Морзе и диаметр фланца для монтажа. Если выбрать их неправильно, пострадает качество навешивания оснастки, что может спровоцировать ее поломку.
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.
Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.

Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от приобретенной модели, цены деления шкалы и других характеристики. Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей. Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную величину;
- • зафиксировать зажимом (или рукояткой узла) корпус и разместить основной инструмент в таком положении.
Обычно производители в своей инструкции указывают формулу, по которой рассчитывается угол делительной головки, поэтому посмотрим, как работать с УДГ дальше, не будем останавливаться только на вычислениях, перейдем к практике.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без ущерба для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстии диска надежнее всего осуществлять пружиной.
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
Кол-во частей, на кот-е разделяется деталь
Полных оборотов ручки
Кол-во отверстий, отсчитываемых сектором на диске
Источник
УДГ-250 (УДГ-Д-250) Универсальная делительная головка Схемы, описание, характеристики

Сведения о производителе делительных головок УДГ-250 (УДГ-Д-250)
Разработчиком и изготовителем делительных головок УДГ-250 (УДГ-Д-250) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная , которая была основана в 1990 году на базе — ОАО «ЛОМО».
Продукция, выпускаемая Ленинградским оптико-механическим объединением ЛОМО
- УДГ-100 (УДГ Н-100)
— универсальная делительная головка 100 (Ø 200) - УДГ-135 (УДГ Н-135)
— универсальная делительная головка 135 (Ø 270) - УДГ-160 (УДГ-Д-160)
— универсальная делительная головка Ø 160 - УДГ-200 (УДГ-Д-200)
— универсальная делительная головка Ø 200 - УДГ-250 (УДГ-Д-250)
— универсальная делительная головка Ø 250
УДГ-250 (УДГ-Д-250) головка делительная универсальная. Назначение, область применения
Делительная головка УДГ-250 (УДГ-Д-250) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки УДГ-250 можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки УДГ-250 можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
Делительные головки. Общие сведения
Делительные головки — это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 — 7036-0051П
- УДГ-Д-200 — 7036-0052П
- УДГ-Д-250 — 7036-0053П
- УДГ-Д-320 — 7036-0054П
- УДГ-Д-400 — 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А — 7036-0051
- УДГ-Д-200А — 7036-0052
- УДГ-Д-320А — 7036-0054
- УДГ-Д-250А — 7036-0053
- УДГ-Д-400А — 7036-0055
Делительные головки для фрезерных станков
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.
Универсальная делительная головка Optimum TA 125
Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.
Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
Кинематическая схема при настройке на дифференциальное делениеКинематическая схема при настройке на нарезание винтовых канавок
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Маркировка оптической головки
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию.
Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение.
Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Характеристики делительных головок УДГ
Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки угла. Именно лимб используется для деления заготовки на несколько частей.
Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
УДГ-Д-250 (УДГ-Д-250А) Перечень принадлежностей делительной головки
- Люнет 1 шт
- Гитара для дифференциального деления 1 шт
- Гитара для нарезания спирали 1 шт
- Оправка для дифференциального деления 1 шт
- Колеса зубчатые:
- z=25; m=1,5 2 шт
- z=30; m=1,5 1 шт
- z=35; m=1,5 1 шт
- z=40; m=1,5 1 шт
- z=50; m=1,5 1 шт
- z=55; m=1,5 1 шт
- z=60; m=1,5 1 шт
- z=70; m=1,5 1 шт
- z=80; m=1,5 1 шт
- z=90; m=1,5 1 шт
- z=100; m=1,5 1 шт
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка; возможность работы с заготовками разных размеров; возможность обработки поверхностей в любом положении относительно вертикали. Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
УДГ-Д-250 Конструкция делительной головки
Делительная головка УДГ-Д-250 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Все о делительных головках для фрезерного станка
Делительная головка для фрезерного станка устанавливается для получения дополнительных функций. В первую очередь служит для периодического поворота и деления заготовки на одинаковые и неравные части.
Дает возможность установить деталь под определенным углом к оси шпинделя, поворачивать заготовку на нужную величину и обеспечивает постоянное вращение. Это позволяет фрезеровать трудные поверхности деталей – торцы, грани, зубья, пазы, винтовые канавки и шлицы.
С помощью делительной головки можно установить детали, которые невозможно закрепить на обычном рабочем столе.
Схема устройства головки
Делительные головки применяются как на профессиональном оборудовании, так и на простых фрезерных станках. Перед покупкой обязательно следует проверить ее совместимость с конкретным станком.
Позволяет произвести следующие операции:
- Закрепление детали под углом к столу станка. Используется при обработке наклонных поверхностей.
- Поворачивание заготовки по оси с заданным интервалом. Нужно для создания шлицей и пазов.
- Постоянное вращение детали синхронно с движением рабочего стола. Нужно при нарезке винтовых канавок, профилей, спиралей и впадин зубьев.
- Вращение заготовки с равным периодом. Позволяет делать грани на деталях — создавать квадраты, шестигранники и остальные фигуры.
Применяется для производства:
- Инструментов: метчики, фрезы, развертки, зенкеры, сверла.
- Профильных деталей машин: зубчатые колеса, звездочки, муфты, шлицевые валики.
- Деталей с гранями: гайки, болты.
Головка устанавливается на станине фрезерного станка. Регулируется рукоятками и диском. Для достижения наибольшей точности следует избегать демонтажа заготовки во время обработки.
Делительные головки различаются степенью погрешности, способом измерения, количеством шпинделей и диаметром обрабатываемой заготовки. В зависимости от назначения подбирают подходящую модель.
Степень погрешности определяется накапливаемой ошибкой при повороте делительного диска, осевым скольжением шпинделя, биением торца шпиндельного вала и способом настройки. Точность прописана в паспорте изделия.
Существуют как модели с одним шпинделем, так и с двумя и тремя шпинделями, позволяющими одновременно обрабатывать несколько деталей.
Конструктивно модели бывают:
- Лимбовые. Простые модели в настройке и использовании. Цена на них самая низкая. Заготовка с одной стороны крепится к шпинделю, а с другой к делительному диску – лимбу. На диске нанесены отверстия или шлицевые деления, с помощью которых отсчитывается угол поворота. Непосредственный метод деления позволяет обрабатывать несложные детали.
- Безлимбовые. Для регулировки используют сменные зубчатые колеса. Угол наклона изменяется поворотом рукоятки головки. Используются при изготовке более сложной продукции.
- Универсальные. Отличаются сложной конструкцией, позволяющей производить точную настройку. Регулируются с помощью делительного диска и рукоятки. Самый широко используемый вид головки.
- Оптические. Имеют наименьшую погрешность. Сверху расположен микроскоп с неподвижной шкалой. Позволяет создавать детали с наибольшей точностью. Также используется для проверки качества выполнения на другом станке. Цена таких моделей высокая.
В зависимости от максимального сечения заготовки, подбирается нужная модель. Ограничения в размерах от 100 до 400 мм. Чем больший диаметр способна обработать головка, тем большие габариты и вес она имеет.
В маркировке каждой модели заложен ряд параметров. К примеру, разберем наименование УДГ-40-Д350. Первая буква означает тип модели. В нашем примере это универсальная делительная головка. Вторым стоит передаточное число. Оно показывает количество оборотов ручки для полного разворота шпинделя. Последним стоит максимальный размер детали в миллиметрах. Буква «о» в маркировке означает оптический тип головки, буква «э» – экранный отсчет при настройке.
Особенности работы
Перед началом работы нужно знать количество поворотов рукоятки для смещения на определенное количество делений. Оно указано в маркировке головки.
Деталь закрепляется в центрах при помощи цангового или кулачного патрона. Для закрепления длинных и тяжелых заготовок используется задняя бабка с вращающимся упорным центром. Если длина детали в несколько раз больше диаметра, ее дополнительно ставят на люнет.
Чтобы обработать коническую поверхность, корпус головки поворачивают на требуемый угол. Ось шпинделя способна повернуться от горизонтали на 95 градусов вверх и на 5 градусов вниз.
При фрезеровке спиральных каналов рабочий стол фрезерного станка перемещается вдоль, в то время как вращается шпиндель делительной головки.
Перечень органов управления делительной головки УДГ-250
- Рукоятка с фиксатором. Фиксация делительного диска
- Стопор. Стопорение делительного диска
- Фиксатор. Фиксация лимба непосредственного деления
- Гайка. Крепление корпуса головки в основании
- Зажим. Стопорение шпинделя
- Рукоятка. Включение и выключение червяка
- Раздвижной сектор. Отсчет отверстий на делительном диске
- Маховичок. Перемещение пиноли задней бабки
- Гайка. Крепление сектора
- Винт. Крепление поводка
- Винт. Крепление узла фиксатора делительного диска
- Хвостовик. Крепление гитары
- Гайка. Крепление пиноли задней бабки
- Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Гайка. Крепление планки с рукояткой и фиксатором
Пример 1
Допустим, требуется изготовить фланец с восьмью отверстиями. Для того чтобы просверлить равноудалённые отверстия на данном изделии, можно воспользоваться делительной головкой. В данной ситуации, прежде всего, нужно определить количество оборотов рукоятки, чтобы осуществлять поворот шпинделя на определённые углы. Так как характеристика делительной головки равна сорока то согласно формуле, это число надо разделить на число предполагаемых отверстий. Результатом деления будет целое число равное пяти.
Зная результат расчёта, фланец закрепляется в патроне делительной головки и выставляется инструмент в позиции необходимом для начала обработки. Далее сверлится первое отверстие, после чего делается 5 полных оборотов рукоятки, обрабатывается следующее отверстие и так далее.
УДГ-250 Точки смазки универсальной делительной головки
- I — Вал диска и коническая шестерня. Смазка ежедневно
- II — Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III — Передний подшипник шпинделя. Смазка ежедневно
- IV — Червячная пара. Заливка 200 г масла в корпус
- V — Задний подшипник шпинделя. Смазка ежедневно
- VI — Пиноль и винт задней бабки. Смазка раз в два дня
- VII — Вал привода делительной головки. Смазка раз в два дня
Характеристика оптической делительной головки
Прежде всего, стоит отметить, что делительные головки для фрезерных станков оптической конструкции необходимы для того, чтобы производить точные угловые отсчеты, которые позволяют правильно разворачивать заготовки. При такой конструкции делительной головки можно изготовить режущие инструменты, которые будет содержать много лезвий.
В состав оптической делительной конструкции могут входить следующие элементы: две гитары сменных колес, задняя бабка, передний центр, поводок для него, домкрат, и подкладки разного типа, обязательно должна быть и оправка для того, чтобы закреплять детали.
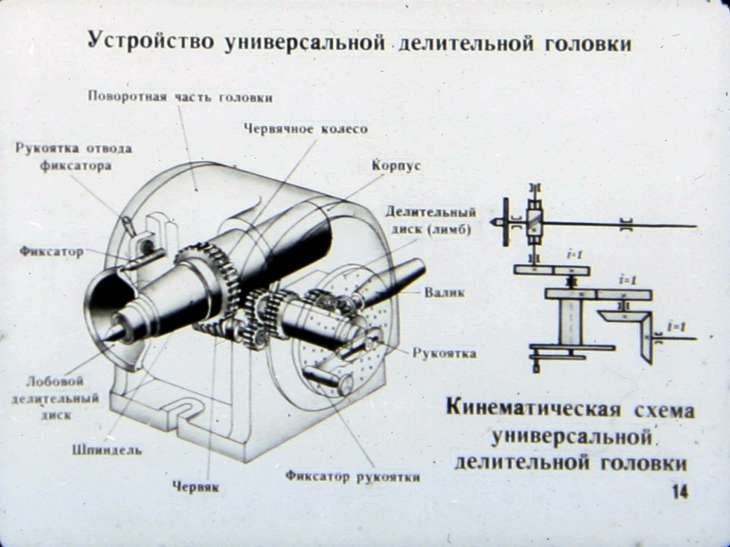
УДГ-250 Кинематическая схема универсальной делительной головки
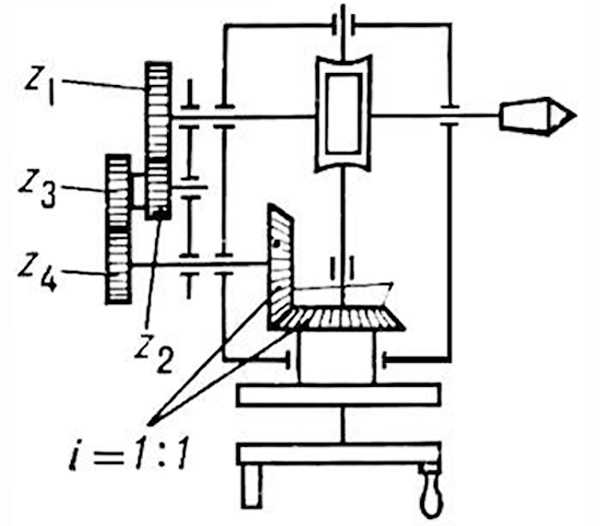
При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
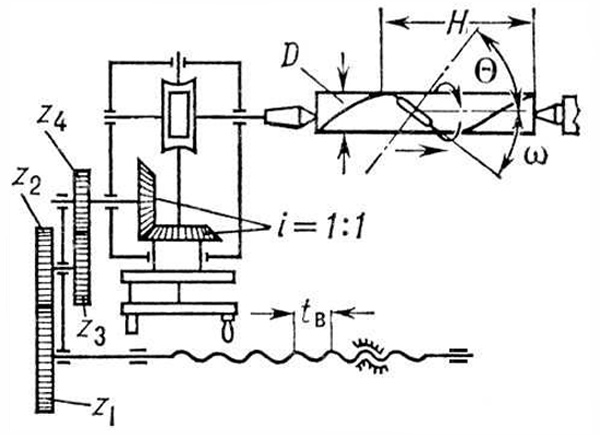
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.
Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
Кинематическая схема при настройке на дифференциальное деление
Кинематическая схема при настройке на нарезание винтовых канавок
Технические характеристики головки УДГ-250
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке. Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Источник