- Ремонт деревянных шпал состав бригады
- § 4. Ремонт шпал и брусьев
- Ремонт деревянных пропитанных шпал и переводных брусьев
- Признаки негодности пропитанных деревянных шпал
- Причинами повреждения пропитанных деревянных шпал и брусьев являются:
- При ремонте шпал в пути без их изъятия в состав работ включаются:
- ТЕМА 2.10 РЕМОНТ ЭЛЕМЕНТОВ ВЕРХНЕГО СТРОЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Ремонт деревянных шпал состав бригады




§ 4. Ремонт шпал и брусьев
Ремонт шпал и брусьев при текущем содержании пути, как правило, осуществляется без изъятия их из пути. Снятые с пути шпалы при различных ремонтах пути в основном ремонтируют в шпалоремонтных мастерских, которые по технологии ремонта и оборудованию подразделяются на три типа.
Первый тип — стационарные мастерские с комплектом оборудования на постоянных фундаментах размещаются в крытом помещении площадью около 560 м 2 , построенном из сборно-разборных деревянных конструкций.
Второй тип — стендовые мастерские с комплектом оборудования, установленного на рельсовых звеньях колеи 1 524 мм под легким разборным навесом.
Третий тип — передвижные мастерские, смонтированные на четырехосной железнодорожной платформе.
Стационарные и стендовые мастерские, как правило, располагаются на постоянных звеносборочных базах и шпалопропиточных заводах.
Передвижные мастерские предназначены для ремонта шпал в отдельных пунктах и на временно действующих звеносборочных базах. На рис. 129 представлена схема сборно-разборной шпалоремонтной мастерской производительностью 420 шпал в смену; ремонт шпал осуществляется поточно-индустриальным методом. Длина поточной линии 47,3 м. Количество работающих в одну смену 17 человек.
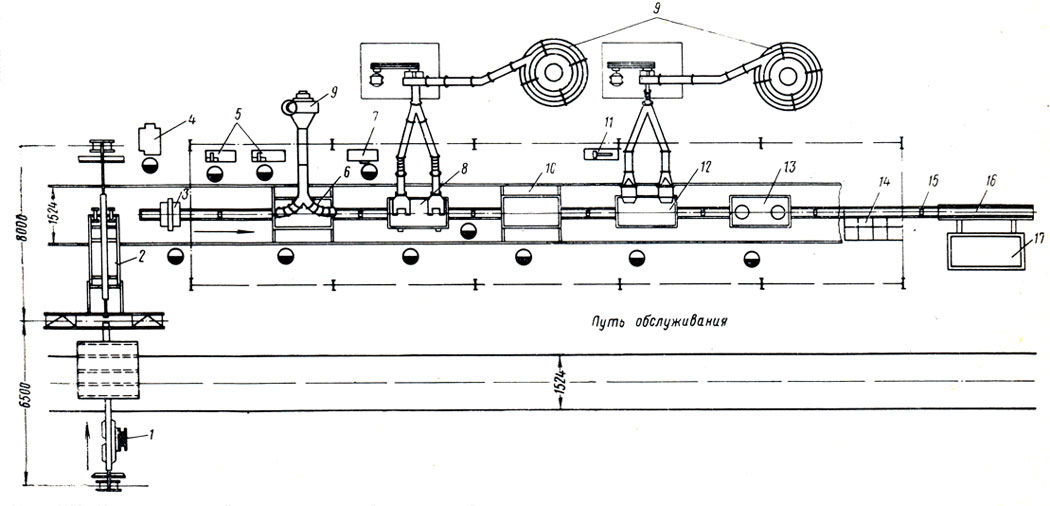
Рис. 129. Схема стендовой шпалоремонтной тмастерской: 1 — таль электрическая ТЭ-2-230; 2 — шпалотаскатель; 3 — костылеискатель; 4 — станок круглопильный; 5 — станок для нарезки винтов; 6 — шпалоочистительный станок; 7 — ножеточильный станок; 8 — станок для зарубки шпал; 9 — вентиляция; 10 — станок для стяжки шпал; 11 — точильно-шлифовальный станок; 12 — станок для сверления шпал; 13 — гидрогресс для запрессовки втулок; 14 — установка для покрытия шпал гилроизоляцией; 15 — электророльганг; 16 — шпалосбрасыватель; 17 — ящик-сборник для готовых шпал
Для обеспечения основного производственного потока всеми необходимыми заготовками, а также паром и сжатым воздухом в мастерских имеются: а) заготовительное отделение, производящее заготовку вкладышей и пробок из пиломатериала и негодных для укладки в путь шпал; б) отделение пропитки, предназначенное для пропитки вкладышей и пробок в ваннах, одна из которых имеет паровой подогрев антисептика до 90°С.
Технологический процесс ремонта шпал заключается в следующем: со склада шпалы подаются краном на рольганг; их проверяют дефектоскопом для выявления и удаления костылей с отломанной головкой. Затем с поверхности шпалы удаляется грязь и песок, и тщательно прочищаются трещины. После этого зарубочным станком вырезают поврежденную древесину на глубину в зависимости от степени повреждения шпалы. Обработанная таким образом шпала подается сначала на станок, где производится установка стяжных деревянных или металлических винтов, а затем на сверлильный станок, где в шпале просверливаются отверстия. В просверленные отверстия гидропрессом запрессовываются втулки (рис. 130) и шпала подается в специальную ванну для покрытия ее гидроизоляцией, а затем по рольгангу в ящик-сборник, откуда автопогрузчиком (после накопления) убирается в штабель.
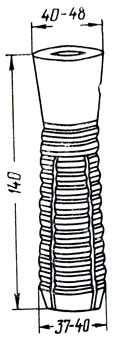
Рис. 130. Втулка
Последовательность операций по ремонту шпал в мастерских других типов в основном та же.
Путевые машинные станции и дистанции пути, не имеющие возможности направить изъятые из пути подлежащие ремонту шпалы в шпалоремонтные мастерские, организуют на местах специализированные пункты по их ремонту. При ремонте шпал в специализированных пунктах предусматривается: удаление из шпал сломанных костылей и шурупов; очистка поверхности шпал и имеющихся в них трещин; постановка пропитанных пробок в старые костыльные или шурупные отверстия; удаление изношенной древесины в местах укладки подкладок; антисептирование трещин и зачищенных мест; сжатие сквозных по торцу трещин и обвязка проволокой диаметром 6 — 7 мм, металлической полосой или постановка металлических болтов.
1. Каковы особенности сварки рельсов электроконтактным, газопрессовым, алюминотермитным и электродуговым способами?
2. Из каких основных операций состоит работа по ремонту шпал в шпалоремонтных мастерских, в специализированных ремонтных пунктах?
Источник
Ремонт деревянных пропитанных шпал и переводных брусьев
Наша компания занимается производством и продажей таких материалов ВСП как:
При укладке и ремонте железнодорожного полотна необходимо соблюдать следующие рекомендации.
При сборке рельсошпальной решетки на производственной базе или одиночной укладке пропитанных деревянных шпал, переводных брусьев или полушпал для подкрановых путей, необходимо оберегать их от механического повреждения.
С этой целью должны применяться машины, механизмы и приспособления, исключающие повреждение пропитанного слоя. Деревянные шпалы, брусья для стрелочных переводов, полушпалки должны подбираться примерно равными по толщине.
- Забивать костыли и устанавливать шурупы без предварительной насверловки отверстий запрещается.
- Не допускается устанавливать изогнутые костыли. Наклонная забивка костылей с последующим их отгибанием при окончательной забивке запрещается.
- Для защиты деревянных шпал от механического износа древесины под подкладками должны укладываться резиновые прокладки.
- В кривых малого радиуса (менее 600 м) для защиты от механического износа должны применять специальные несимметричные металлические подкладки.
- После пришивки рельсов к пути выполняется их подбивка. Через два-пять дней, в зависимости от грузонапряженности.
- Для исправления пути на пучинах карточки следует укладывать между подкладкой и прокладкой.
- Для уменьшения механического износа шпал и брусьев эффективно применение прокладок (из резинового регенерата, кордонита, гомбелита) под металлическими подкладками скреплений ДО или КД. Такие прокладки уменьшают износ.
Шпалы пропитанные деревянные и переводные брусья после ремонта должны быть рассортированы на три группы для укладки:
первая группа — в главные, приемоотправочные и прочие пути 1—3-го классов. Толщина в месте зарубки составляет не менее 140 мм, концы втулок не выходят на нижнюю пласть, отсутствуют сквозные расколы одновременно на обоих торцах, отсутствует гниль;
вторая группа — во все пути 3—4-го классов. Толщина в месте зарубки не менее 130 мм, концы втулок не выходят на нижнюю постель, отсутствует загнивание торцов;
третья группа — в любые пути 5-го класса, в том числе в станционные, подъездные и прочие пути. К третьей группе относятся отремонтированные пропитанные деревянные шпалы и переводные брусья, не вошедшие в первую и вторую группы, с толщиной в месте зарубки не менее 120 мм.
Отремонтированные деревянные пропитанные шпалы и переводные брусья должны удовлетворять следующим требованиям:
- не иметь видимых признаков гнили;
- старые отверстия от прикрепителей заделаны антисептированными пробками, просверлены отверстия для новых прикрепителей и также антисептированы;
- концы укреплены от растрескивания деревянными винтами, металлическими болтами, проволокой или скобами;
- трещины и зачищенные места покрыты антисептической пастой, затем гидроизоляционным слоем.
Признаки негодности пропитанных деревянных шпал
- Сквозные расколы по заходящие за подкладку или по всей длине;
- Износ древесины под подкладкой на глубину более 40мм для шпал I типа, и более 30мм для шпал II и III типов;
- С разработанными костыльными отверстиями более 30 мм;
- Гнилью древесины под подкладкой долее 40 мм (Iтип;)
- Выколы древесины заходящие под подкладку;
- Поперечные изломы;
- Загнивание торцов с заходом под подкладку.
Причинами повреждения пропитанных деревянных шпал и брусьев являются:
- гниение
- трещинообразование (растрескивание)
- механический износ древесины под подкладками и башмаками
- разработка отверстий от прикрепителей.
Гниение обнаруживается в пропитанных шпалах, переводных и мостовых брусьях уже после 5—6 лет службы их в пути. Гниение происходит в результате проникновения спор дереворазрушающих грибов в непропитанную древесину по трещинам, образовавшимся после пропитки древесины с повышенной влажностью.
Характер гниения зависит от климатических условий их укладки, что влияет на режим влажности шпал, переводных и мостовых брусьев в пути.
Трещинообразование деревянных шпал, переводных и мостовых брусьев происходит по двум основным причинам:
— из-за усушки древесины;
— из-за воздействия поездных нагрузок.
Механический износ пропитанных шпал, переводных и мостовых брусьев под подкладками и башмаками происходит вследствие смятия и износа древесины. Причиной износа является эксплуатация без прокладок под подкладками а так же укладка неодинаковых по толщине шпал, мостовых и переводных брусьев, что приводит к перегрузке (более интенсивному механическому износу) более толстых и их преждевременному выходу из строя.
Разработка отверстий от прикрепителей (костылей и шурупов) происходит вследствие смятия древесины, нарушения технологии их постановки, а также вследствие частых перешивок рельсовой колеи.
Забивка костылей и постановка шурупов без предварительной насверловки отверстий разрушает древесину в зоне прикрепителей, что приводит к снижению их удерживающей способности из-за излома волокон древесины, ее загниванию и, как следствие, к нарушению устойчивости рельсовой колеи.
Из-за недостаточной глубины насверловки отверстий под костыли и шурупы, при довертывании шурупов или добивке костылей, они упираются в дно просверленного отверстия и выкалывают древесину с нижней пласти, что создает условия для интенсивного загнивания со стороны нижней пласти.
Неперпендикулярная забивка костылей при перешивках пути, т. е. исправление ширины колеи наклонной забивкой костылей с последующим их отгибанием, вызывает интенсивное разрушение древесины в зоне отверстий.
При ремонте шпал в пути без их изъятия в состав работ включаются:
- удаление изношенной древесины с зачисткой заусенцев и антисептирование зачищенных мест;
- постановка во время перешивок пути пластинок-закрепителей при костыльном скреплении и втулок при шурупном;
- антисептирование отверстий от прикрепителей и трещин на верхней пласти;
- установка П-образных скоб в количестве не менее шести штук на расстоянии 40 мм от нижней пласти на торце.
При ремонте деревянных шпал, переводных и мостовых брусьев должен применяться путевой инструмент и другие средства механизации, приведенные в альбоме путевого инструмента.
К первоочередной замене должны назначаться деревянные шпалы, переводные и мостовые брусья, не обеспечивающие стабильность рельсовой колеи.
Негодные деревянные шпалы, переводные и мостовые брусья от двух и более, лежащие подряд, считаются «кустом». При наличии в пути «кустов» из трех и более негодных деревянных шпал, переводных и мостовых брусьев подряд до их ликвидации путь эксплуатируется с ограничением скоростей движения поездов.
Источник
ТЕМА 2.10 РЕМОНТ ЭЛЕМЕНТОВ ВЕРХНЕГО СТРОЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
1. Осмотр и маркировка снимаемых из пути старогодных рельсов.
2. Ремонт старогодных рельсов сваркой
3. Ремонт старогодных рельсов профильной шлифовкой
4. Ремонт деревянных шпал
5. Ремонт железобетонных шпал
6. Ремонт стрелочных переводов
ОСМОТР И МАРКИРОВКА СНИМАЕМЫХ ИЗ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ СТАРОГОДНЫХ РЕЛЬСОВ
За 10-50 суток перед изъятием рельсов производят их осмотр и маркировку. За 10 суток и менее производят проверку рельсов ультразвуковыми и магнитными дефектоскопами и их маркировку непосредственно в пути.
Осмотр и маркировку рельсов производит комиссия в составе: начальника дистанции пути или его заместителя, старшего или дорожного мастера, бригадира пути, дефектоскописта, представителя ПМС (если снятие рельсов будет выполняться ПМС).
Одиночно снятые с пути рельсы должен осматривать дорожный мастер или бригадир пути. Маркировку таких рельсов производят в день их снятия.
Маркировку рельсов звеньевого пути и рельсов, полученных от разрезки бесстыковой плети, производят светлой несмываемой краской на шейке рельса, обращенной внутрь колеи строго со стороны рабочей грани на расстоянии около 1,5 м от левого стыка или места разрезки плети, и 12,5 м от конца рельсовой плети.
Рис. 36 Образец маркировки старогодных рельсов:1 — левый стык; 2 — место маркировки
На шейке рельса должна быть нанесена следующая маркировка: группа годности рельса, вид и наличие упрочнения, пропущенный тоннаж (с округлением до 10 млн.т брутто), номер дистанции пути, с которого сняты рельсы. Термоупрочненные по всему сечению рельсы маркируют буквой У, поверхностно упрочненные — буквами ПУ, нетермоупрочненные — буквой Н.
Пример маркировки: I-У-620-4
ремонт старогодных рельсов сваркой
Рельсы, подлежащие сварке должны быть одного типа, размера, одной марки стали, с одинаковыми группой годности, характером износа и видом термического упрочнения.
Рельсы, предназначенные к ремонту должны быть очищены от загрязнений, тщательно осмотрены и проверены дефектоскопом не более, чем за 10 дней до сплошной смены. Перед сваркой рельсы, не прошедшие комплекса работ по фрезерованию и строжке головки, должны быть очищены от грязи, тщательно осмотрены с четырехсторонним кантованием. Рельсы, имеющие кривизну, правят. Местная кривизна не должна превышать 0,5 мм на длине 1 м. Торцы готовых рельсов после обрезки должны быть перпендикулярными к продольной оси. Перекос не должен превышать 1 мм при измерении в любом направлении. Обрезку рельсов под сварку можно выполнять пилами или отрезными абразивными кругами. После абразивной резки рельсов необходимо производить их сварку только в течение 24 часов. Вдавленные клейма на рельсе должны отстоять от сварного шва на расстоянии не менее 100 мм.
Сварные рельсы длиной 25 м должны иметь не более трех сварных стыков для первой группы годности, четырех — для второй и третьей групп годности. Рельсы длиной 12,5 м всех групп годности должны иметь не более 2 сварных стыков, наименьшая длина куска 3 м.
Сварные стыки на рельсах должны быть отмечены масляной краской путем нанесения полос шириной 20 мм на шейке и верхней части подошвы па расстоянии 100 мм с обеих сторон шва.
Нормативная длина старогодных отремонтированных сварных рельсов для звеньевого пути должна быть 25 м, уравнительных рельсов 12,5 м. Рельсы с типовым укорочением сваривают по заказам предприятий путевого хозяйства (в соответствии с проектом).
Отклонения по длине рельсовых плетей для бесстыкового пути не должны превышать ±30 мм. Отклонения по длине 25- и 12,5-метровых, а также укороченных рельсов для кривых не должны превышать ±6 мм.
Обработанная поверхность сварных стыков рельсов должна быть чистой, без раковин, заусенцев. Поверхность катания и боковые грани головки должны быть прямолинейными. Местные неровности после шлифования должны быть не более +0,3 мм для рельсов I, I-П, II, II-П групп годности и +0,5 мм для рельсов III и III-П групп годности на длине 1 м. Прогибы вниз (седловины) в сварных стыках не допускаются.
Сварные стыки на рельсах должны быть отмечены белой (голубой) краской путем нанесения полос шириной 20 мм на шейке и верхней части подошвы на расстоянии 100 мм с обеих сторон шва. Каждый сварной стык плети должен иметь порядковый номер, нанесенный краской на шейке рельса. Около каждого сварного стыка наносят маркировку с номером по сменному рапорту для вновь сваренных стыков и маркировку с буквенным верхним индексом для стыков, которые уже стояли в пути. Например: 1,…25, 25 а , 25 б , 26,…30,…30 а ,…30 б ,…31 и т.д.
ремонт старогодных рельсов профильной шлифовкой
Маркировка отремонтированных в РСП рельсов с профильной обработкой головки производится на шейке рельса строго со стороны вновь сформированной рабочей грани на расстоянии около 1,5 м от конца рельса или 12,5 м от конца рельсовой плети с указанием через тире: номера РСП, производившего ремонт рельсов – года проведенного ремонта с указанием последних двух цифр – группы годности рельса после ремонта – номера рельса или рельсовой плети по «Шнуровой книге учета отремонтированных и сваренных рельсов» формы ПУ-95 – длины плети – сторонности (левая — Л, правая — Пр ). Пример маркировки: 21-03-II-1578-120-Л.
Профильную шлифовку рельсов в пути, выполняемую рельсошлифовальными поездами, отображают в таблице 5 АГУ-4 в графе «Ремонт отчетного года» двумя волнистыми линиями, а шлифовку поверхности катания рельсов — одной волнистой линией.
РЕМОНТ ДЕРЕВЯННЫХ ШПАЛ
Старогодные шпалы и брусья делятся на 3 категории: годные без ремонта, годные с ремонтом и негодные.
Деревянные шпалы и брусья считаются негодными, если:
— древесина под накладками и башмаками изношена так, что после обрубки шпалы будут тоньше на главных и приемо-отправочных путях 11,5 см, а брусья—тоньше 13 см; на остальных станционных путях — если шпалы будут тоньше 10 см, а брусья—тоньше 12 см;
— костыльные или шурупные отверстия разработаны так, что после высверливания разрушенной и гнилой древесины диаметр отверстия будет более 40 мм;
— шпала или брус прогнили настолько, что не могут выполнять своего назначения;
— имеются выколы кусков древесины между трещинами, при которых шпалы к брусья не могут быть отремонтированы;
— имеются поперечные изломы;
— загнили с торцов так, что после обрезки гнилой древесины шпала будет короче 2,5 м, а брус—на 0.25 м;
— в шпалах, лежащих в кривых участках пути, есть сквозные с торца по всей толщине трещины (расколы длиной более 1 м);
— имеются трещины сквозные по длине и толщине (одновременно).
К требующим ремонта относятся шпалы и брусья, имеющие:
— продольные трещины с обнаженной непропитанной древесиной;
— сквозные расколы на торцах;
— износ под подкладками и башмаками на глубину 10 мм и более (если после удаления поврежденной древесины толщина в подрельсовой зоне будет более 10 см;
— разработанные костыльные или шурупные отверстия, ослабляющие прочность прикрепления рельса;
— признаки загнивания древесины.
Ремонт деревянных шпал может производиться как в пути, так и в механизированных мастерских.
Механизированные шпалоремонтные мастерские, могут быть трех типов:
I — стационарные, размещенные на постоянном фундаменте в специально построенном обогреваемом помещении;
II — мастерские, построенные из сборных конструкций в крытом помещении;
III —передвижные, смонтированные на железнодорожной платформе.
При ремонте деревянных шпал: очищают поверхности шпал и брусьев и имеющиеся в них трещины, удаляют заусенцы, в разработанные отверстия ставят пробки или специальные втулки из древесины твердых пород, антисептируют зачищенные поверхности, трещины и отверстия, шпаклюют мостовые брусья, сжимают трещины, укрепляют концы, наносят гидроизоляционное покрытие на антисептированные пастой места.
РЕМОНТ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ
Негодными считаются железобетонные шпалы, имеющие следующие дефекты (в скобках даны их номера):
— поперечный излом с раскрытием трещины более 1 мм или разрушением бетона в месте излома (11, 12, 13);
— продольную трещину в бетоне с раскрытием более 5 мм (14, 17);
— откол бетона на подрельсовых площадках размером более 30% ее площади (21, 22, 24);
— расслоение (откол верха) шпалы в подрельсовых частях по продольным трещинам на боковых сторонах (34);
— разрушение бетона шпалы на составляющие (31);
— коррозионное разрушение арматуры внутри бетона с появлением на поверхности бурых пятен, полос или продольных трещин (41);
— другие дефекты, снижающие прочность шпал.
К годным с ремонтом шпалы, имеющие:
— поперечные трещины в бетоне с наибольшим раскрытием до 1 мм без разрушения бетона в месте трещин;
— продольные трещины в бетоне с наибольшим раскрытием до 5 мм;
— отколы бетона с обнажением или без обнажения арматуры;
— отколы кромок углублений и износ бетона на подрельсовых площадках;
— поверхностное разрушение или недостаточную толщину защитного слоя бетона;
— ослабление заделки деревянных дюбелей из-за их усыхания или рас-трескивания;
— разработку шурупного отверстия и разрушение древесины дюбеля вокруг него;
— излом шурупа в дюбеле;
Ремонт шпал ведут, как правило, специализированные стационарные мастерские производственных баз ПМС. В пути ремонт допускается, если необходимо быстро обеспечить требуемую ширину колеи.
В железобетонных шпалах трещины шириной до 1 мм заделывают по-лимерцементными красками, а более широкие — полимерцементным раствором, приготовленным без песка. В обоих случаях поверхность трещины перед заделкой тщательно очищают и смазывают 10%-ным водным раствором полимерной эмульсии. Сколы бетона, раковины, рыхлости очищают от грязи, масляных пятен и зубилом разделывают гнездо до полного удаления слабых частиц бетона. Дефекты заделывают полимерцементным раствором, состоящим из высокопрочного цемента, песка, воды и специальной эмульсии. Выступающие на поверхность шпалы струны арматуры, если они отделились от основного тела шпалы на длине более 150 мм, удаляют. При этом допускается удаление не более двух концов проволок в средней части шпалы и не более четырех—в торцовых.
РЕМОНТ СТРЕЛОЧНЫХ ПЕРЕВОДОВ
Старогодные стрелочные переводы применяют: для замены дефектных стрелочных переводов и стрелочных переводов пополнения покилометрового запаса; для усиления стрелочного хозяйства; при строительстве новых малодеятельных железнодорожных линий, станционных и подъездных путей.
Для определения возможности дальнейшего использования стрелочного перевода его осматривают, измеряют износ рамных рельсов, остряков и крестовин, а также проверяют дефектоскопом. Осмотр, обмер, дефектоскопирование и маркировку стрелочных переводов производит дорожный мастер, бригадир пути, оператор дефектоскопа или другой работник, назначенный начальником дистанции пути.
Старогодные стрелочные переводы подразделяют на I, II и III степени годности и предназначают для железнодорожных путей соответствующих категорий, групп и классов. Старогодные стрелочные переводы в зависимости от степени годности не должны иметь износ основных элементов, превышающий величины, приведенные в таблице 12.
Признаки, определяющие степень годности стрелочных переводов типов
Р65 и Р50 по наибольшим величинам вертикального износа 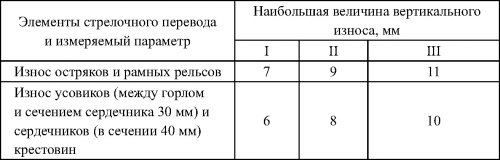
Примечание: нормы бокового износа элементов старогодных стрелочных переводов, нормы содержания по ширине колеи, размеры желобов, ординаты для установки переводных кривых и другие параметры не должны превышать допусков, предусмотренных Инструкцией по текущему содержанию железнодорожного пути.
Старогодные стрелочные переводы не должны иметь остродефектных элементов. Дефектность и остродефектность элементов старогодных стрелочных переводов определяют НТД/ЦП-1-93, НТД/ЦП-2-93 и НТД/ЦП-3-93 и дополнения к ним.
Технические условия допускают ремонт (восстановление) наплавкой и механической обработкой изношенных опорных поверхностей подушек стрелочных башмаков; привалочных плоскостей стальных вкладышей; рабочих поверхностей упорных накладок; отверстий в башмаках, подкладках мостиках, упорках; опорных поверхностей шипов стальных клемм и упорок; выколов в торце головки корня остряков, рамных рельсов, рельсовых усо-виков, рельсов соединительных путей, а также ходовых рельсов при контррельсах и оголовке заднего торца сердечника.
Для устранения недопустимого взаимного положения головок остряка и рамного рельса допускают дополнительную механическую обработку рабочих граней остряка от острия до его сечения 20 мм. Технические условия допускают устранение неровностей и выкрашиваний механической обработкой на рабочих поверхностях остряков и рамных рельсов; литой и рельсовой частях усовиков; рабочей поверхности сердечника.
Наплавка крестовин позволяет восстанавливать нарушенную геометрию сердечника и усовиков, и обеспечивает правильное перекатывание колес подвижного состава (рисунок 51).
Рис. 51 Места износа частей крестовины
Наплавка представляет собой процесс наращивания поверхности детали слоем металла для увеличения толщины или создания специальных свойств этого слоя, отличающихся от свойств основного металла (рисунок 52).


а) б)
Рис. 52 Вид крестовины: а) до ремонта; б) после ремонта
Разрешается наплавка крестовин, имеющих вертикальный износ в сечении сердечника 40 мм, не более 4,5 мм на главных путях, 6,5 на приемо-отправочных и 8,5 мм на прочих станционных путях. Для сборнорельсовых крестовин допускаемый износ принят 4 мм. Наплавка не допускается, если крестовины имеют износ выше нормы, трещины, которые нельзя устранить шлифовкой, отколы. Наплавку крестовин производят как переменным, так и постоянным током 120—140 А. Часть крестовины, подлежащую наплавке (сердечники и наиболее изношенная часть усовиков), очищают стальной щеткой от грязи и масла и снимают металл шлифовальным кругом на глубину не менее 1,5 мм.
Отремонтированные остряки и крестовины должны соответствовать требованиям нормативных документов.
Источник