Ремонт деталей клапанной группы
Восстановление клапанов. Впускные клапаны изготавливают из сталей 4Х9С2, Х10СГМ; 4Х10С2М и других, подвергают закалке и отпуску до твердости HRC 35…40. Конец стержня на длине 3…5 мм от торца закаливают после механической обработки нагревом Т.В.Ч. до твердости HRC 45…60. Выпускные клапаны, работающие в условиях высоких температур, подвергаются газовой коррозии, поэтому их изготавливают из высоколегированных жаростойких сталей ЭИ-992, ЭП-303, Х5ТУОГМ, 4X14MJ4B2M и других или делают сварными, стержень — из стали 40ХМ и других, а тарелку — из жаростойкой стали.
Стержни выпускных клапанов двигателей ЗИЛ -130 и 3M3-53 заполнены металлическим натрием, чтобы улучшить отвод теплоты от тарелки, а рабочие фаски тарелки клапана наплавлены износостойким сплавом ВХН -1. Выпускные клапаны так же, как и впускные, подвержены закалке и отпуску до твердости HRC 25…38.
Основные дефекты клапанов: изгиб стержня и биение рабочей фаски, износ и подгорание поверхности фаски, износ торца, выточки под сухарики и боковой поверхности стержня.
Рекламные предложения на основе ваших интересов:
Клапаны выбраковывают при подгорании тарелки, при любых трещинах, а также при высоте цилиндрического пояска тарелки менее 0,5 мм после шлифования фаски клапана.
Изгиб стержня и биение фаски проверяют на индикаторных приспособлениях. Клапан укладывают на призмы приспособления и прижимают его двумя роликами прижима. От осевого перемещения клапан удерживается регулируемым упором и пальцем с резиновым присосом на конце. Поворачивая клапан на 360° маховиком по индикаторам, установленным к стержню, и рабочей фаске клапана, определяют биение фаски и изгиб стержня. Правят стержень клапана вхолодную и снова проверяют на приспособлении. Биение фаски и стержня допускается не более 0,03 мм.
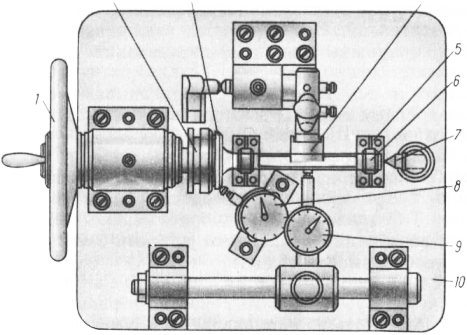
Рис. 1. Приспособление для проверки биения рабочей фаски и стержня клапана:
1 — маховик; 2 — палец; 3 — клапан; 4 — прижим; 5 — призма; 6 — ролик; 7 — упор; 8 и 9 — индикаторы; 10 — плита.
Изношенные фаски тарелок клапанов шлифуют на специальных станках типа ПТ-823, модели 2414 и других до выведения следов изнашивания. Если высота цилиндрического пояска тарелки окажется менее 0,5 мм, то клапан выбраковывают или восстанавливают протачиванием на уменьшенный размер клапана другого двигателя. Фаски восстанавливают также наплавкой смеси твердых сплавов газопламенной горелкой или плазменной струей при помощи специальных приспособлений. После наплавки фаски шлифуют до получения нормальной высоты цилиндрического пояска.
Изношенный стержень клапана шлифуют под уменьшенный диаметр (автомобильные двигатели) или наращивают (хромированием, железнением) и шлифуют под нормальный размер. Торец стержня шлифуют до выведения следов изнашивания.
Восстановленный клапан должен отвечать следующим требованиям: овальность и конусность стержня не более 0,02 мм, биение рабочей фаски тарелки клапана в пределах 0,01…0,03 мм (для двигателей разных марок). Шероховатость поверхности фаски и стержня не ниже 8-го класса.
Ремонт коромысла и оси коромысла. Коромысла клапанов штампуют из стали 45. Поверхность бойка закаливают нагревом В.Ч. на глубину 2…5 мм до твердости не ниже HRC 50. Ось коромысел изготавливают из малоуглеродистой стали 20 или 30, рабочую поверхность цементуют на глубину 0,4…0,8 мм, а возле отверстий ее закаливают нагревом Т.В.Ч. до твердости HRC 50…58.
Основные дефекты коромысел: износ поверхности бойка, отверстия под втулку и втулки; повреждения и износ резьбы; трещины; изгиб и излом. Ось коромысел изнашивается по наружной поверхности, возможны трещины, отслаивание слоя цементации, изломы и изгибы.
Коромысло и ось коромысла выбраковывают при трещинах, изломах, аварийных изгибах и отслаиваниях слоя цементации на оси коромысла.
Боек коромысла шлифуют по шаблону до выведения следов изнашивания; при уменьшении высоты бойка за пределы допускаемой и при снижении твердости бойка его наваривают электродами Т-590 или Т-620 и обрабатывают по шаблону под нормальный размер или наплавляют другими электродами и закаливают до необходимой твердости.
Отверстие коромысла под ось восстанавливают развертыванием до увеличенного ремонтного размера, постановкой втулки и обработкой ее до нормального или уменьшенного размера. При ослаблении втулки (коромысла с втулками) отверстие развертывают под втулку с увеличенным размером по наружному диаметру. Изношенные втулки развертывают под увеличенный ремонтный размер или заменяют и развертывают под уменьшенный размер или нормальный, в зависимости от размера устанавливаемой оси.
Изношенную резьбу восстанавливают нарезанием резьбы увеличенного размера и изготавливают новый регулировочный винт — с контргайкой. Можно также восстанавливать резьбу осадкой, то есть конец коромысла с резьбовым отверстием нагреть до температуры 900…950°С и осадить. Затем рассверлить отверстие и нарезать резьбу нормального размера.
Ось коромысла восстанавливают шлифованием под уменьшенный размер или наращивают (вибродуговой наплавкой, хромированием, железнением) и обрабатывают под нормальный или увеличенный размер. Погнутую ось правят вхолодную.
После окончательной обработки овальность посадочных мест под коромысла допускается не более 0,02 мм и непрямолинейность на всей длине — не более 0,02 мм.
Источник
Детали клапанной группы.
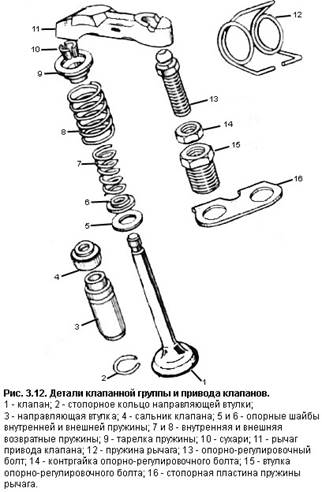
К деталям клапанной группы относятся впускные и выпускные клапаны, сёдла клапанов, направляющие втулки клапанов со стопорными кольцами и уплотнениями клапана (сальниками клапана), клапанные пружины, тарелки, шайбы и конические разрезные «сухари» (рис. 3.12).
Клапаны. Основными элементами клапана являютсяголовка и стержень. Клапаны изготавливаются из прутковой стали способом её высадки. Для изготовления впускного клапана применяют хромистую или хромокремнистую сталь. Выпускные клапаны работают в условиях высоких температур, и во избежание быстрого выгорания производятся из жаропрочных сильхромовых или хромоникельмарганцовистых сталей. При этом стержень и головка выпускных клапанов может изготавливаться из разных сталей и соединяться между собой сваркой. Стержень выпускного клапана иногда делается полый. Полость заполняется жидким металлическим натрием, который при работе клапана способствует переносу тепла от сильно нагретой головки клапана в стержень. Поверхность стержня шлифуют и иногда хромируют для повышения износоустойчивости. Рабочей поверхностью тарелки (фаской) клапан плотно прилегает кседлу,запрессованному в головку блока цилиндров.
Сёдла клапанов для алюминиевых головок блока выполняются из жаропрочного чугуна (реже стали) и устанавливаются в головку с натягом 0,09 – 0,12 мм с последующей завальцовкой материала головки на седло. Неплотная посадка клапана в седле, является основной причиной его выхода из строя (прогорания) и разгерметизации камеры сгорания.
Направляющие втулки клапанов изготавливаются из чугуна, бронзы или металлокерамики и запрессовываются в головку цилиндров блока (или в блок цилиндров, при нижнем размещении клапанов) с натягом 0,04 – 0,08 мм. Через направляющую втулку проходит стержень клапана. Втулка может иметь посадочный поясок для установки сальника клапана (маслосъёмного колпачка), уплотняющего стержень клапана и предотвращающего попадание излишек масла по стержню клапана в камеру сгорания. При этом для улучшения смазки стержня клапана, по внутренней поверхности направляющей втулки выполняют спиральную канавку («резьбу») с шагом 2 – 3 мм, в которой удерживается масло.Зазор между стержнем клапана и втулкой регламентируется изготовителем и для большинства двигателей устанавливается в пределах 0,04 – 0,08мм у впускных клапанов и 0,06 – 0,12мм у выпускных.
Пружины клапанов возвращают клапан на седло после снятия с него нагрузки от кулачка распределительного вала, удерживают клапан в закрытом положении, обеспечивая его плотную посадку в седле, и предотвращают разрыв кинематической связи между передаточными деталями и клапаном. На один клапан устанавливается одна или две пружины (внутренняя – малая, и наружная – большая). Витки большой и малой пружин имеют противоположную навивку. Пружина надевается на стержень клапана и закрепляется на его конце через опорную тарелку с помощью разрезных конических сухарей.
Дата добавления: 2016-06-22 ; просмотров: 4869 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Устройство автомобилей
Детали клапанной группы
Клапанная группа
Завершающим звеном механизма газораспределения является клапанная группа, которая включает в себя клапан, пружину, детали крепления клапана и пружины, направляющую втулку и седло клапана.

Клапанная группа работает при больших механических и тепловых нагрузках. Наиболее нагруженным является сопряжение «клапан-седло». Эти детали подвергаются наибольшим ударным воздействиям при посадке клапана в седло, и работают в условиях высоких температур.
Сопряжение «клапан-седло-направляющая втулка» работает при недостаточном смазывании и высокой скорости перемещения клапана, что вызывает их интенсивное изнашивание.
Исходя из условий, в которых работают детали этой группы ГРМ, к клапанной группе предъявляются следующие требования:
- герметичное закрытие клапанов;
- малое сопротивление рабочей смеси и отработавшим газам при впуске и выпуске (хорошая обтекаемость);
- минимальная масса деталей;
- высокая прочность и жесткость;
- высокая тепловая стойкость;
- эффективный отвод тепла от клапана (особенно для выпускного);
- высокая износостойкость (особенно в сопряжении «втулка-клапан»);
- высокая коррозийная стойкость в сопряжении «седло-клапан».
Клапаны
Клапаны открывают и закрывают впускные и выпускные отверстия в головке блока цилиндров. Основные элементы клапана: головка 12 и стержень 9 (рис. 1). Головку клапана иногда называют тарелкой клапана.
Плавный переход от головки к стержню снижает сопротивление потоку газов при их истечении через газообменные отверстия. Поскольку отработавшие газы удаляются через выпускной клапан при значительном давлении, головку этого клапана обычно выполняют меньшего диаметра, чему головку впускного клапана.
Температура головки выпускного клапана бензиновых двигателей достигает 800…900 ˚С, а в дизельных двигателях – 500…700 ˚С.
Температурная нагрузка на головки впускных клапанов значительно ниже, тем не менее она приводит к нагреву тарелки клапана до 300 ˚С.
Поэтому для изготовления выпускных клапанов применяются жаропрочные сплавы и материалы, в качестве которых обычно используют жаропрочные стали с большим содержанием легирующих присадок. В целях экономии дорогостоящих жаростойких материалов выпускные клапаны изготовляют из двух частей. При этом для головки используется жаростойкий материал, а для стержня – углеродистые стали.
Головка и стержень в данном случае соединяются между собой стыковой сваркой.
Для повышения коррозийной стойкости и уменьшения изнашивания в выпускных клапанах рабочие поверхности фаски, а в некоторых случаях и поверхность головки со стороны цилиндра наплавляют слоем твердого сплава толщиной 1,5…2,5 мм (рис. 1).

Так как впускные клапаны омываются свежим зарядом и находятся в более легких температурных условиях, к материалу впускных клапанов предъявляются менее жесткие требования и для их изготовления используются хромистые и хромоникелевые среднеуглеродистые стали.
Обтекаемость клапана, работоспособность его фасок во многом зависит от формы головки. Для впускных клапанов чаще используют головки плоской формы (см. рис. 1 и 2), отличающиеся простотой конструкции и достаточной жесткостью. В форсированных двигателях иногда применяют впускные клапаны с вогнутыми головками (см. рис. 1, в). Такие клапаны имеют меньшую массу, чем клапаны с плоской головкой и их движение вызывает меньшие инерционные нагрузки.
Головки выпускных клапанов выполняются или плоскими (рис. 1, 2 и 3, г), или выпуклыми (рис. 3, б). Выпуклая форма головки способствует улучшению обтекаемости клапана со стороны цилиндра и повышению его жесткости, но вместе с тем увеличивается и масса клапана, что отрицательно сказывается на его инерционности.
Сопряжение между тарелкой (головкой) клапана и седлом осуществляется по фаске – специальному пояску на боковой поверхности головки. Угол наклона фаски у впускных клапанов для большинства двигателей составляет 45˚, а у выпускных – 45 и 30˚.
В процессе изготовления клапанов фаски головок шлифуют, а при установке на двигатель притирают к седлу. Ширина притертого пояска фаски для выпускных клапанов должна быть не менее 0,8 мм; для впускных клапанов допускается более узкий поясок, который, тем не менее, не должен прерываться по периметру окружности фаски.
Для обеспечения надежного контакта между клапаном и седлом по наружной кромке фаски клапана угол фаски клапана делают на 0,5…1˚ меньше угла фаски седла.

Коррозийный и механический износ фасок на клапане и седле резко снижает эффективность работы двигателя. На фасках выпускных клапанов в процессе работы постепенно откладывается нагар, который тоже препятствует герметичному закрыванию выпускного отверстия. Для предотвращения образования нагара на фасках выпускных клапанов и повышения их долговечности, в некоторых двигателях выпускной клапан в процессе работы принудительно проворачивается с помощью специального механизма (см. рис. 1, поз. 5).
Механизм принудительного вращения клапана (рис. 4) состоит из неподвижного корпуса 3, расположенных в углублениях этого корпуса пяти шариков 2 с возвратными пружинами 1, конической дисковой пружины 4, опорной тарелки 5 и пружины клапана 7.
Все детали в собранном состоянии скрепляются пружинным кольцом 6.
При открытии клапана от усилия пружины дисковая пружина 4, опирающаяся при закрытом клапане на буртик корпуса 3, деформируется и ложится на шарики 2, которые в это время располагаются в мелкой части углубления корпуса.
Под давлением пружины шарики перекатываются по углублению корпуса в более глубокую часть, поворачивая при этом коническую пружину 4, опорную тарелку 5, пружину клапана и сам клапан вокруг его оси.
После закрытия клапана, когда усилие пружины клапана уменьшается, коническая дисковая пружина 4 возвращается в исходное положение, при этом шарики освобождаются и возвратными пружинами 1 перемещаются в более мелкую часть углубления в корпусе 3, подготавливая механизм к следующему циклу работы.
В двигателях марок «ЗМЗ», «ЯМЗ» возможность проворачивания в процессе работы впускных и выпускных клапанов обеспечивается установкой между опорной тарелкой и сухарями промежуточной втулки (см. рис. 1, поз. 13; рис. 2, поз. 11; рис. 3, поз. 4).
Промежуточные втулки имеют небольшую контактную поверхность с подвижными опорными тарелками пружин, следовательно, трение между этими деталями невелико. Поэтому при открытии клапана вследствие вибрации всех деталей механизма клапан периодически поворачивается.

Ниже фаски головка клапана имеет цилиндрический поясок, который предохраняет ее от обгорания, сохраняет диаметр тарелки клапана при перешлифовке и обеспечивает жесткость головки.
Для предотвращения падения клапана в цилиндр при поломке хвостовика стержня или клапанной пружины, на его стержне может устанавливаться пружинное стопорное кольцо (см. рис. 3, д, поз. 1).
Торцы стержней (пятки клапанов), находящиеся в контакте с коромыслом или кулачком, подвергаются закаливанию. В некоторых двигателях вместо закаливания на концы стержней надеваются колпачки (см. рис. 1, поз. 21) из износостойких материалов и сплавов.

На стержень впускных клапанов надевают резиновый колпачок (см. рис. 3, е, поз. 5), который во время такта впуска препятствует проходу масла в камеру сгорания через зазор между стержнем и направляющей втулкой клапана.
Для предотвращения заклинивания выпускных клапанов в отверстии направляющей втулки при температурном расширении, их стержни вблизи головки выполняют несколько меньшего диаметра, чем по остальной длине.
Для крепления клапанных пружин на конце стержня выполняются одна или две выточки, в которые при сборке входят выступы сухарей 2 (рис. 3, д, е).
Для понижения температуры выпускных клапанов диаметр их головок уменьшают, а диаметр стержня увеличивают. Такое техническое решение позволяет повысить тепловую стойкость клапана, но увеличивает сопротивление потоку выпускаемых газов. Впрочем, поскольку выброс отработавших газов из цилиндра осуществляется под значительным давлением (по сравнению с давлением впуска), то этим недостатком пренебрегают.
Более эффективным является способ принудительного охлаждения выпускных клапанов. Для этого стержень выпускного клапана делают пустотелым (см. рис. 1, а, в) и заполняют металлическим натрием, который имеет низкую температуру плавления (97 ˚С). При работе жидкий натрий, нагреваясь от головки клапана, испаряется, поглощая большое количество теплоты. Поднявшись в верхнюю часть стержня, пары натрия конденсируются и передают теплоту верхней части стержня, которая работает в менее теплонапряженных условиях.
Клапанные пружины
Клапанная пружина должна обеспечивать плотную посадку клапана в седло. Она работает в условиях резко меняющихся динамических нагрузок, способных вызвать резонанс и последующую поломку пружины.
Чаще всего применяют цилиндрические винтовые пружины с постоянным шагом витков.
Для предотвращения резонансных явлений могут применяться пружины с переменным шагом, конические пружины и двойные пружины. При использовании двойных пружин возрастает надежность работы ГРМ и уменьшается общий размер пружин.
Направление витков внутренней и внешней пружин выполняют разным, чтобы исключить резонанс и, в случае поломки одной из пружин, предотвратить попадание обломков между витками второй пружины.
Клапанные пружины изготавливают навивкой проволоки из пружинной стали. После навивки пружины подвергаются термической обработке (закалка и отпуск), а для повышения усталостной прочности обдуваются стальной дробью.
Концевые витки пружин шлифуются для получения плоской кольцевой опорной поверхности. Для повышения коррозионной стойкости пружины оксидируют, оцинковывают и кадмируют.
Пружины опираются на головку блока цилиндров через специальные неподвижные тарелки (см. рис. 2, поз. 4), которые штампуются, как и верхние подвижные тарелки из малоуглеродистой стали. Верхняя тарелка пружины фиксируется на клапане с помощью сухарей.
Направляющие втулки клапанов
Направляющая втулка обеспечивает перемещение клапана и отвод теплоты от его стрежня во время работы. При этом нижний конец самой втулки (особенно выпускного клапана) омывается горячими газами. При недостаточном поступлении смазочного материала в зазоры между стержнем клапана и внутренней поверхностью втулки трение между этими деталями приближается к полусухому.
По этой причине к материалу направляющих втулок предъявляются требования высокой износостойкости, достаточной жаростойкости и хорошей теплопроводности. Кроме того, он должен обладать высокими антифрикционными качествами. Этим требованиям удовлетворяют перлитные серые чугуны, алюминиевые бронзы, спекаемая хромистая или хромоникелевая керамика. Пористая структура данных материалов хорошо удерживает смазочный материал.
Для фиксации в головке блока цилиндров втулки выполняются с выточкой под пружинное кольцо (см. рис. 3, а, поз. 1) или с наружными заплечиками.
Зазор между направляющей втулкой и стержнем клапана для впускных клапанов устанавливается меньше, чем для выпускных, из-за разной температуры нагрева. Для предотвращения заклинивания клапана во втулке при высокой температуре и перекоса (в приводе клапана непосредственно от распределительного вала) нижнюю внутреннюю поверхность втулки выполняют конусной (см. рис. 3, г) или уменьшают диаметр стержня клапана у головки (см. рис. 1, б).
Седла клапанов
Седло клапана обеспечивает долговечность контактной зоны клапана с головкой блока цилиндров. В головках из алюминиевого сплава используют стальные седла, а в чугунных головках они растачиваются непосредственно в теле (см. рис. 2, а). Для изготовления вставных седел используют специальные легированные чугуны или жаростойкие стали. Для повышения износостойкости фаски седел выпускных клапанов наплавляются слоем твердого сплава (см. рис. 1, поз. 18).
Седло представляет собой кольцо с цилиндрической или конической наружной поверхностью. Крепится седло в головке с натягом при запрессовке или путем расчеканивания головки (см. рис. 3, к). Стальные седла могут крепиться развальцовкой верхней части седла (см. рис. 3, л). При креплении седел запрессовкой на их наружной поверхности часто выполняются кольцевые проточки (см. рис. 3, з, и), которые в процессе запрессовки заполняются металлом головки.
Цилиндрические седла вставляются до упора, а конические – с небольшим торцевым зазором.
Для получения надежного уплотнения поясок седла шириной около 2 мм выполняют с переменным углом (см. рис. 3, ж).
Источник