Pereosnastka.ru
Обработка дерева и металла
Поршневая группа деталей входит в состав механизмов преобразования вращательного движения в поступательное.
К основным деталям поршневой группы относится цилиндр состоящий из так называемой рубашки и внутренней втулки или гильзы, и поршень с поршневыми кольцами. Поршень соединен с шатуном посредством поршневого пальца, второй конец шатуна имеет вкладыш, который соединяет шатун с коленчатым валом.
В процессе эксплуатации вследствие износа увеличивается зазор между стенками цилиндра и поршня; поверхность цилиндра приобретает нецилиндричность и некруглость, на стенках цилиндра образуются задиры. Поршневые кольца становятся менее упругими, увеличивается зазор в замках, т. е. в местах, где находится стык концов. В результате всего этого в полости цилиндра уменьшается компрессия, т. е. степень сжатия газов, так как газы просачиваются между стен-нами поршня и цилиндра. Из-за износа нарушается также посадка поршневого пальца в бобышках поршня и головке шатуна и посадка головки шатуна на шейке вала, что влечет за собой возникновение стука в сопряжениях.
Ремонт деталей поршневых и кривошипно-шатунных механизмов часто обходится дороже, чем изготовление новых. Поэтому в каждом конкретном случае судят о целесообразности и методе ремонта. Наибольший эффект достигается заменой изношенных деталей новыми запасными частями. При этом снижается время простоя машин из-за ремонта, снижается трудоемкость и повышается качество ремонта. Однако в ряде случаев и особенно при ремонте крупных компрессоров, пневматических молотов и других (и при отсутствии запасных частей) детали поршневых и кривошипно-шатунных механизмов приходится ремонтировать. В таком случае рационально пользоваться методами, рассмотренными ниже.
При ремонте деталей поршневой группы необходимо строго выдерживать технические требования на ремонт.
Изношенные цилиндры принято ремонтировать по системе ремонтных размеров. При восстановлении цилиндра в сопряжении цилиндр — поршень производится механическая обработка отверстия цилиндра под больший ремонтный размер и соответственно подбирается новый поршень, диаметр которого больше диаметра прежнего.
Ремонтные размеры цилиндров, как правило, устанавливаются заводами-изготовителями. Эти размеры для цилиндров двигателей идут с градацией 0,5—1,0 мм в зависимости от диаметра цилиндра. Если, например, первоначальный (номинальный) диаметр цилиндра равен 101,57+°06 мм, то его первый ремонтный размер будет 102,07+° °® мм, второй — 102,57+0’06 мм и т д. до последнего пятого размера 104,07+0’06 мм. Последний ремонтный размер должен быть таким, чтобы цилиндр был достаточно прочным.
Восстановление рабочей поверхности цилиндра по системе ремонтных размеров имеет то преимущество, что многократно используется корпус цилиндра (или блок цилиндров). Изготовление же нового цилиндра требует больших трудовых затрат.
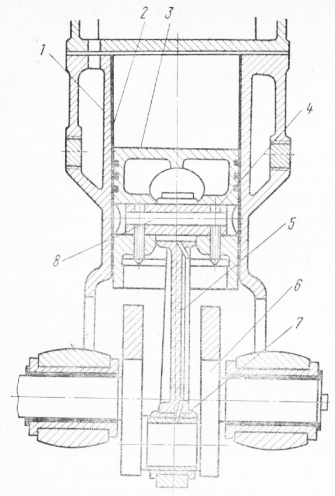
Рис. 1. Поршневая группа деталей
Цилиндры, износ которых вышел за пределы последнего ремонтного размера, в отдельных случаях можно восстановить растачиванием и последующей запрессовкой гильзы. Гильзу запрессовывают в расточенный корпус с натягом, затем обрабатывают ее отверстие до номинального размера отверстия цилиндра.
Если в цилиндре уже имеется гильза и она изношена, то ее растачивают до ближайшего ремонтного размера на расточном или токарном станке.
После расточки производят хонингование цилиндров. Припуски на хонингование должны составлять 0,06—0,09 мм.
При отсутствии на предприятии хонинговального станка отделочную операцию отверстия цилиндра можно выполнить на токарном или сверлильном станке, применяя шлифовальную головку.
После окончательной обработки внутренняя поверхность цилиндра должна иметь 9-й класс шероховатости.
У поршней в результате эксплуатации изнашиваются канавки и отверстия под поршневой палец, а также образуются трещины на донышке и риски на поверхности поршня.
Отверстия для поршневого пальца развертывают вручную специальной разверткой в небольших поршнях и растачивают на расточном станке у поршней больших размеров. Расточку можно выполнять и на токарном станке, если применить специальное приспособление. Выбор посадки поршневого пальца в отверстие поршня — с натягом или зазором — зависит от конструкции поршня и условий, в которых он работает.
Места на цилиндрической поверхности поршня, где имеются задиры или наплывы, а также днище запиливают личным напильником, потом зачищают и полируют мелкозернистой наждачной бумагой.
Поршни с трещинами обычно выбраковывают. Значительному износу подвержены поршневые канавки, которые восстанавливают проточкой на токарном станке до ремонтного размера.
Ремонт поршневых пальцев и поршневых колец
У поршневых пальцев изнашивается наружная поверхность, сопрягаемая со втулкой шатуна и бобышкой поршня. Предельно допустимый зазор между пальцем и втулкой в зависимости от типа машин составляет от 0,1 — до 0,15 мм, а зазор после ремонта должен составлять 0,002—0,025 мм. При ремонте изношенные пальцы часто заменяют новыми, поскольку трудоемкость их изготовления невелика, и пригоняют по восстановленным отверстиям в поршне и втулке шатуна. Иногда пальцы хромируют по наружному диаметру с тем, чтобы они соответствовали увеличенному размеру. Если поршень заменен новым, нужно исходить из того, что его отверстие под поршневой палец имеет номинальный размер.
Из всех деталей шатунно-поршневой группы наибольшему износу подвергаются поршневые кольца и особенно верхнее компрессионное кольцо. Об иЗносе колец судят по зазорам между кольцом и канавкой и в стыке. Поршневые кольца, если зазор между кольцом и канавкой больше 0,3—0,4 мм, а в стыке больше 3—4 мм, обычно заменяют.
Кольцо, потерявшее упругость, также заменяют. Для определения упругости поршневого кольца пользуются специальным прибором и таблицами, указывающими соотношение между силой сжатия и зазором, который должен получиться при этом сжатии.
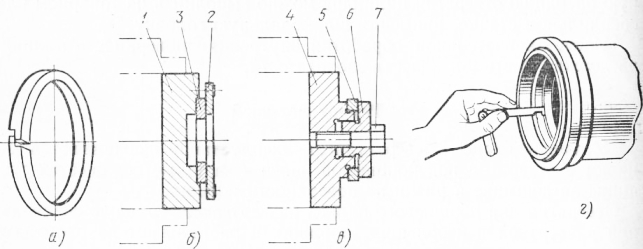
Рис. 3. Поршневые кольца:
а — форма замка кольца, б — схема закрепления заготовки кольца для обработки по внутреннему диаметру, в — закрепление кольца для обработки по наружному диаметру, г — измерение зазора в замке шупом
В ремонтной практике поршневые кольца обычно изготовляют так: обтачивают чугунный пустотелый цилиндр, затем его разрезают на кольца с припуском для последующей обработки колец по наружному и внутреннему диаметрам, а также по высоте. Из каждого кольца вырезают небольшой участок, образуя сквозную щель, позволяющую кольцу сжиматься и создавать стык.
В стыке устраивается так называемый замок, препятствующий просачиванию газов. Его делают либо с косым вырезом под углом 45°, либо с прямым вырезом в накладку. Второй способ более надежный, но следует иметь в виду, что у колец малого диаметра нельзя делать замок в накладку, так как его тонкие части тогда легко обламываются. Кольца диаметром 300 мм и более сжимают почти до соприкосновения поверхностей выреза (торцов) и спаивают, затем их окончательно протачивают по наружному и внутреннему диаметрам. После этого кольца распаивают.
Поршневые кольца растачивают и обтачивают на размер на специальных оправках, после того как у колец сделан вырез, устроен замок и окончательно обработаны торцы. На одной оправке кольцо растачивают в размер, на другой оправке его окончательно обрабатывают снаружи. Закрепление поршневого кольца в оправках производят через фланцы и винтом.
Зазор между кольцом и канавкой по высоте в отремонтированных сочленениях колеблется от 0,06 до 0,12 мм и зависит от типа машины. Проверяют зазоры шупом.
Поршневые кольца больших размеров пригоняют к канавкам шабрением с последующей притиркой торцов по плите. Если имеется возможность, то лучше шлифовать кольца на плоскошлифовальном станке. Небольшие кольца пригоняют шлифованием.
Поместив кольцо в восстановленном цилиндре, определяют зазор в замке щупом. Заключительные операции — пригонка замка и его зачистка — личным напильником, либо оселком.
При установке колец на поршень необходимо добиться равномерного расположения замков по периметру цилиндра, что еще надежнее предотвращает прорыв находящихся в цилиндре газов или пара.
В двигателях, компрессорах и паровых машинах применяются разные виды шатунов, однако условия, в которых они все работают, предъявляемые к ним требования в основном одинаковы.
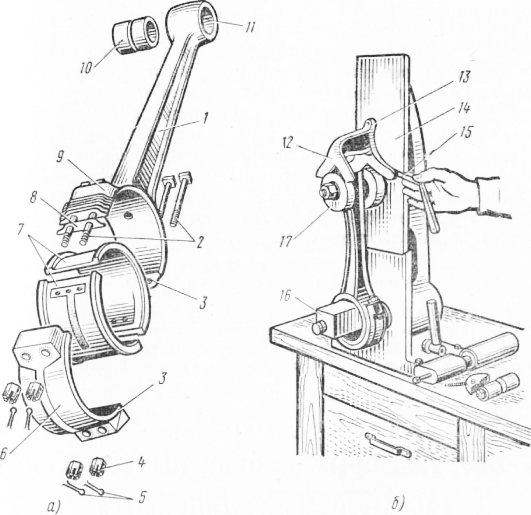
Рис. 4. Шатун:
а — комплект деталей шатуна, б — проверка параллельности осей верхней и нижней головок шатуна; 1— стержень, 2—болты, 3 — поверхности разъема большой головки, 4 — гайки, 5 — шплинты, 6,9 — половинки большой головки, 7—вкладыши, 8— прокладки, 10 — втулка, 11— малая головка шатуна. 12 — призма, 13 — опорная площадка, 14 — контрольная плита, 15 — щуп, 16 — оправки
Шатун состоит из ряда деталей, которые в работе изна-тиьшшся. Стержень изгибается или скручивается, повреждаются поверхности разъема большой головки шатуна и крышки. Могут изнашиваться вкладыши или втулки 10, поверхности посадочного отверстия в малой головке 11, внутренняя поверхность большой головки под вкладыши.
Если стержень шатуна изогнут или скручен несильно, его выправляют на прессе.
Для проверки шатунов на изгиб и скручивание применяют специальное приспособление, основными частями которого являются контрольная плита с оправками и и призма. В верхнюю головку устанавливают оправку и надевают шатун нижней головкой на оправку. На цилиндрические выступы оправки устанавливают призму, имеющую три опорные площадки. Если стержень шатуна не изогнут и не скручен, оси отверстий головок должны быть параллельны, при этом все три опорные площадки будут соприкасаться с плитой. Возможный зазор между какой-либо из опорных площадок и плитой контролируется щупом. Допустимая величина зазоров в каждом конкретном случае указывается в инструкционной карте.
Не разрешается править шатуны в сборе.
Шатуны с небольшим износом поверхностей отверстий большой головки и крышки ремонтируют так: опиливают, фрезеруют или пришабривают по плите поверхности разъема с учетом того, что в результате последующего растачивания внутренних цилиндрических поверхностей диаметр этих отверстий несколько увеличится; поверхности разъема со значительными повреждениями можно восстановить наплавкой с последующим фрезерованием. При износе баббита вкладышей производят перезаливку и затем вкладыши растачивают. Изношенное отверстие головки растачивают до следующего ремонтного размера и изготовляют новую втулку.
Источник
Ремонт деталей кривошипно шатунной группы
Ремонт деталей поршневых и кривошипно-шатунных механизмов
Детали поршневой группы входят в состав механизмов преобразования вращательного движения в поступательное. К основным деталям этой группы (рис. 85) относится цилиндр двигателя, состоящий из так называемой рубашки 1 и внутренней втулки, или
гильзы, 2, а также поршень 3 с поршневыми кольцами 4, соединенный с шатуном 5 поршневым пальцем 8. Второй конец шатуна имеет вкладыш 7, соединяющий шатун с коленчатым валом 6.
В процессе эксплуатации вследствие износа увеличивается зазор между стенками цилиндра и поршня; цилиндр приобретает отклонения от ци-линдричности и круглости, на его поверхности образуются задиры. Поршневые кольца становятся менее упругими; увеличиваются зазоры в замках, т. е. в местах стыков. В результате возникших дефектов в полости цилиндра уменьшается компрессия (степень сжатия газов), так как газы просачиваются между стенками поршня и цилиндра. Нарушаются также посадки; поршневого пальца в бобышках поршня и головке шатуна, а также головки шатуна на шейке вала, что влечет за собой возникновение стука в сопряжениях.
Ремонт деталей поршневых и кривошипно-шатунных механизмов обходится часто дороже, чем изготовление новых, поэтому в каждом конкретном случае оценивают целесообразность и выбирают метод ремонта.
Наибольший эффект, однако, достигается заменой изношенных деталей этих механизмов новыми запасными. При этом уменьшается время простоя машин из-за ремонта, снижается трудоемкость и повышается качество последнего. Между тем в ряде случаев, например при ремонте крупных компрессоров, пневматических молотов и отсутствии запасных частей, детали поршневых и кривошипно-шатунных механизмов приходится ремонтировать. В таком случае рекомендуется пользоваться методами, рассмотренными ниже.

Рис. 85. Детали поршневой группы:
1 — рубашка; 2 — внутренняя втулка цилиндра; 3 — поршень; 4 — поршневые кольца; 5 — шатун; 6 — коленчатый вал; 7 — вкладыш; 8— поршневой палец
Источник
Ремонт кривошипно-шатунного механизма
Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
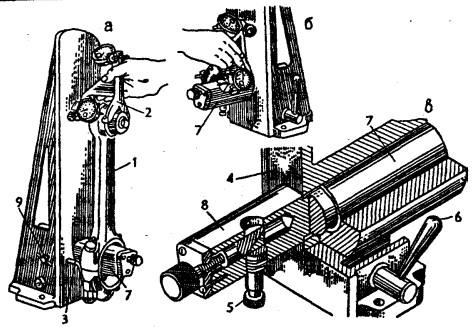
Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
Источник