Ремонт деталей передач вращательного движения
Подшипники скольжения. Износ трущихся поверхностей подшипников скольжения приводит к нарушению геометрических форм, появлению рисок, трещин, задиров, частичного и полного выплавления подшипникового сплава в результате неудовлетворительной смазки или проникновения пыли и песка. Дефекты устраняют различными способами в зависимости от конструкции подшипника.
При ремонте подшипников с глухими корпусами отверстия растачивают или наплавляют с последующей расточкой для запрессовки новой втулки (чугунной или бронзовой). При увеличении диаметра отверстия небольших бронзовых втулок менее чем на 1% первоначального размера их иногда ремонтируют.
Разъемные подшипники ремонтируют пришабриванием или перезаливкой их вкладышей. Бронзовые разъемные подшипники заменяют новыми. Если износ вкладышей небольшой, то удаляют регулируемые прокладки и подтягивают болты крышки подшипника. При этом вкладыши обрабатывают шабрением (начинают шабрение с нижнего вкладыша). Качество шабрения определяют по количеству отпечатков на вкладыше после прокручивания вала. Если у вкладыша такой износ, что регулировочные прокладки не позволяют добиться требуемых зазоров между верхним вкладышем и валом, вкладыш заливают заново.
Технологический процесс заливки вкладышей подшипника баббитом состоит из подготовки подшипника к заливке, лужения подшипника, подготовки баббита к заливке, заливки подшипника, обработки и контроля.
Муфты. В муфтах всех конструкций наблюдается износ шпоночных или шлицевых соединений с валом, а также деталей и частей полумуфт, передающих крутящие моменты. Если в муфте обнаружены все указанные дефекты, ее заменяют новой.
В упругих пальцевых муфтах изнашиваются посадочные места пальцев в полумуфте, резиновые кольца, а также отверстия, в которых находятся резиновые кольца. Посадочные места в полумуфте и отверстия для резиновых колец растачивают, а затем по размерам отверстий изготовляют новые упругие (резиновые) кольца и пальцы. Необходимо следить, чтобы при расточке не нарушалось центрирование отверстий под пальцы в обеих полумуфтах.
В крестовых муфтах изнашиваются поверхности и грани выступов и пазов полумуфт. При их ремонте расширяют пазы на фрезерных или строгальных станках до получения прямоугольных граней. Промежуточную деталь заменяют новой, причем выступы на торцах новой промежуточной детали должны соответствовать увеличившимся размерам пазов в полумуфтах.
В кулачковых полумуфтах изнашиваются грани и поверхности кулачков. При небольшом износе поверхностей и граней их восстанавливают фрезерованием, реже наплавляют металл перед фрезерованием. При больших износах поверхностей и граней муфту заменяют новой.
В фрикционных муфтах в основном изнашиваются трущиеся поверхности дисков и фрикционного материала. При образовании неровностей на поверхности соприкосновения с фрикционным материалом эту поверхность протачивают до ликвидации следов износа. Фрикционный материал очищают от грязи и при достаточной толщине используют в дальнейшем. Для этого под фрикционные колодки подкладывают металлические прокладки. При сильном износе фрикционный материал заменяют новым. При этом после сборки регулируют соединение фрикционного материала с сопрягаемой поверхностью.
Валы. В процессе эксплуатации наблюдаются следующие виды износов и повреждений цилиндрических валов: износ шеек, цапф, мест посадки шкивов, зубчатых колес, эксцентриков и муфт, шпоночных канавок и шлицев, повреждение резьбы на поверхности и центровых отверстий, изгиб и скручивание, поломка вала.
При износе шеек и цапф вала изменяется их геометрическая форма (в поперечном сечении вместо круга образуется овал, в продольном сечении — конус вместо цилиндра). Для определения величины овальности замеряют шейки вала во взаимно перпендикулярных направлениях в одном сечении, а конусности — в двух разных сечениях.
Изношенные шейки, цапфы, места посадки шкивов, зубчатых колес и других деталей ремонтируют, наплавляя металл электросваркой с последующей проточкой по размеру подшипника с соответствующей посадкой. При наплавлении изношенных поверхностей вала необходимо следить, чтобы не покоробился вал. Иногда используют метод уменьшения сечения вала, т. е. изношенную шейку протачивают под отверстие подшипника следующего меньшего размера. Такое уменьшение сечения вала допускается в пределах не более 5% диаметра вала.
Резьба на поверхности вала может иметь следующие дефекты: износ по диаметру, срывы резьбовых ниток, выкрашивание, забоины, вмятины и заусенцы. Эти недостатки устраняют на — плавлением металла с последующей проточкой и нарезкой новой резьбы. Если позволяет конструкция вала, испорченную резьбу удаляют и нарезают новую резьбу меньшего размера. При этом изготовляют новую сопрягаемую деталь с учетом уменьшенного размера. Небольшие забоины и задиры ликвидируют «прогонкой» резьбы леркой или резцом.
Если центровое отверстие забито или заплавлено металлом, его просверливают вновь на токарном станке. В этом случае вал
Устанавливают в люнет и центрируют по шейкам, а затем просверливают сверлом, зафиксированным в задней бабке. Погнутые валы выправляют холодным или горячим способом с помощью различных механизмов (рис. 12.6).
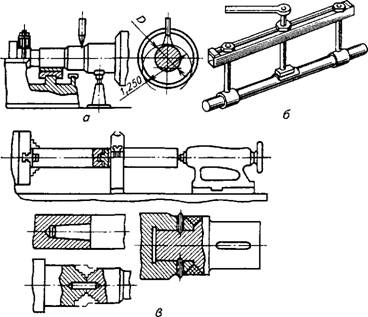
Рис. 12.6. Ремонт и правка вачов: а — правка вала с помощью чеканки и нажима; б — винтовой нажим для правки; в — способы ремонта поломанного вача
Прогиб валов определяют индикатором. Устанавливают вал в центре токарного станка и, медленно прокручивая, следят за показаниями индикатора.
Горячей правке подвергают валы, имеющие прогиб 0,008 длины вала, диаметром 50 мм и более. При горячей правке вал нагревают до 500—600 °С. Холодную правку выполняют вручную,, применяя винтовые скобы, прессы и домкраты. Недостатком холодной правки является восстановление прогиба в течение некоторого времени. Поэтому для снятия остаточных напряжений вал нагревают до 350-400 °С. Поломанные валы восстанавливают в
Том случае, если это целесообразно. Поломанные участки торцуют, протачивают фаски для сварки, высверливают отверстия в центре торцов, в которые вставляют штырь. Штырь является центрирующим элементом. После плотного соединения этих участков валов их сваривают. Чтобы длина вала осталась прежней, между поломанными его концами помещают кольцо из того же металла, что и вал. Толщина кольца должна быть равной величине срезанного металла при торцевании поломанных концов. Чтобы вал не покоробило во время сварки, его нагревают до 400-450 °С.
В процессе сварки вал поворачивают равномерно. При этом его устанавливают на чугунные призмы, расположенные так, чтобы не было прогиба.
Источник
Тема 4.2. Ремонт деталей механизмов вращательного движения
Методические указания
В данной теме и в последующих темах данного раздела необходимо использовать те способы восстановления деталей, которые рассматривались в разделе 3. Кроме того, нужно умело использовать типовые технологические процессы ремонта деталей имеющиеся в учебниках, справочниках, ОГМ. Изучая технологические процессы ремонта таких сложных деталей как станины и корпусные детали, следует помнить, что ремонт любой детали начинается с восстановления тех поверхностей, которые будут приняты за технологические базы при дальнейшем ремонте.
Вопросы для самоконтроля:
- Дайте определение понятиям « базовая деталь», « корпусная деталь», « направляющие», « станина».
- Приведите классификацию направляющим по конструктивным признакам.
- Перечислить факторы, оказывающие влияние на износ поверхности направляющих станин
- Перечислить способы повышения износостойкости направляющих.
- Приведите возможные способы восстановления направляющих в зависимости от величины износа.
- Привести технологическую последовательность восстановления трещин корпусных деталей различными способами.
- Какой общий недостаток ремонта плоских направляющих строганием, фрезерованием, шлифованием?
- Что принимается за исходную базу при ремонте станин с неразъемной шпиндельной бабкой? Почему?
Ремонт валов и осей. Виды и причины износа валов и осей. Способы ремонта. Выбор баз. Способы правки валов. Особенности ремонта тяжелонагруженных и длинных валов.
Ремонт шпинделей станков.
Виды и причины износа шпинделей. Восстановление поверхностей шпинделей.
Ремонт подшипников скольжения. Типы подшипников. Характер и причины износа подшипников. Определение дефектов и способы ремонта подшипников. Особенности ремонта разъёмных подшипников. Пригонка новых вкладышей. Заливка вкладышей баббитом и другими материалами. Применение биметаллических втулок и вкладышей.
Ремонт деталей подшипниковых узлов качения. Ревизия подшипников качения. Основные признаки неисправной работы подшипниковых узлов. Регулирование подшипников качения. Дуплексация подшипников качения. Приспособление для дуплексации подшипников качения. Особенности ремонта деталей подшипниковых узлов качения.
Оборудование, инструменты и приспособления, применяемые для ремонта деталей механизмов вращательного движения.
Контроль качества ремонта механизмов вращательного движения.
Практическая работа N13.
Разработка технологического процесса ремонта типовых деталей механизмов вращательного движения.
Литература: [2, с.226-235];[6, с.108-122];[5, т.2, с.143-160; 217-228];[12, с.105-121].
Источник
РЕМОНТ ВРАЩАЮЩИХСЯ МЕХАНИЗМОВ




![]()
![]()
2.10.1. Подготовку к ремонту вращающихся механизмов следует осуществлять согласно условиям производства работ, указанным в наряде. При этом механизм должен быть остановлен. Напряжение с электродвигателя механизма и электроприводов арматуры следует снять, а питающий кабель электродвигателя заземлить в соответствии с Правилами техники безопасности при эксплуатации электроустановок.
При одновременной работе на вращающемся механизме и электродвигателе муфта должна быть расцеплена. Расцепление муфты производится ремонтным персоналом по наряду на ремонт вращающегося механизма.
Запорную арматуру механизма (задвижки, шиберы, заслонки, вентили и др.) необходимо устанавливать в положение, обеспечивающее безопасность выполнения работы.
Штурвалы приводов управления арматурой следует запереть на замок с помощью цепей или других устройств и приспособлений.
На отключенных приводах и пусковом устройстве механизма должны быть вывешены знаки безопасности, запрещающие подачу напряжения и оперирование запорной арматурой, а на месте производства работы — плакат или знак безопасности “Работать здесь!”.
2.10.2. При выводе в ремонт вращающихся механизмов с электроприводом снятие напряжения с электродвигателя и электроприводов арматуры должен производить электротехнический персонал.
2.10.3. На период пробного включения или балансировки вращающегося механизма должна быть задействована кнопка аварийного отключения электродвигателя механизма.
У аварийной кнопки отключения должен быть поставлен наблюдающий, который по сигналу руководителя работ должен отключить механизм.
2.10.4. Перед пуском вращающегося механизма, в том числе и перед опробованием, должна быть собрана муфта сцепления, установлены все ограждения движущихся частей, сняты знаки безопасности, убран инструмент и материалы и выведены люди с места работ.
Руководитель работ должен сдать наряд начальнику смены цеха. При работе по промежуточному наряду наряд должен быть сдан выдававшему его лицу.
После опробования механизма (при необходимости продолжения работ на нем) рабочее место вновь подготавливается согласно условиям проведения работ, указанным в наряде.
2.10.5. При балансировке ротора вращающегося механизма подвешивать грузы можно только после принятия мер по предупреждению вращения ротора.
2.10.6. Перед проведением статической балансировки роторов дымососов или вентиляторов на специальных балансировочных станках на них должны устанавливаться упоры, препятствующие падению ротора.
2.10.7. Работы внутри вентилятора, дымососа, имеющего выход в нисходящий газоход, могут быть разрешены только после перекрытия этого газохода прочным настилом и принятия мер по предупреждению вращения ротора.
2.10.8. Приспособления, применяемые для выемки роторов тягодутьевых машин, должны соответствовать требованиям Госгортехнадзора. Из зоны выемки ротора тягодутьевых машин должны быть удалены люди.
2.10.9. Ремонтные работы на тягодутьевых машинах на высоте 1,3 м и более должны производиться с лесов и подмостей, соответствующих требованиям п. 2.5 настоящих Правил.
2.10.10. При замене брони и наплавке лопаток тягодутьевых машин крышки корпусов должны быть открыты.
2.10.11. Все сварочные работы непосредственно на роторе тягодутьевых машин должны выполняться при заземленном роторе.
2.10.12. При наплавке лопаток тягодутьевых машин следует избегать попадания расплавленного металла на электросварщика.
Наплавку молотков внутри мельницы и лопаток тягодутьевых машин без выемки ротора следует производить при наличии вентиляции, обеспечивающей необходимый воздухообмен, и под контролем наблюдающего с группой II или выше по электробезопасности, который должен находиться снаружи мельницы или тягодутьевой машины. Электросварщик, находящийся внутри мельницы или тягодутьевой машины, должен надеть спасательный пояс со страховочным канатом, конец которого должен находиться у наблюдающего.

2.11 ТЕПЛОИЗОЛЯЦИОННЫЕ И ОБМУРОВОЧНЫЕ РАБОТЫ 1
1 Антикоррозионные, окрасочные и изоляционные работы на оборудовании и конструкциях должны выполняться в соответствии с требованиями СНиП III-4-80*. Правила производства и приемки работ. Техника безопасности в строительстве, ГОСТ 12.3.016—87 ССБТ. Строительство. Работы антикоррозионные. Требования безопасности, ГОСТ 12.3.035-84 ССБТ. Строительство. Работы окрасочные. Требования безопасности, ГОСТ 12.3.038-85 ССБТ. Строительство. Работы по тепловой изоляции оборудования и трубопроводов. Требования безопасности, ГОСТ 12.3.040-86 ССБТ. Строительство. Работы кровельные и гидроизоляционные. Требования безопасности.
2.11.1. Запрещается проведение теплоизоляционных работ на работающем оборудовании, в т.ч. на трубопроводах, за исключением отделочных работ: устройства защитного слоя тепловой изоляции и окожушивания.
2.11.2. Перед началом работ на оборудовании, в т.ч. на трубопроводах, подлежащем изоляции, необходимо убедиться в отсутствии парения, течей, а также в устойчивости режима работы соседнего действующего оборудования.
2.11.3. Запрещается производство изоляционных работ на оборудовании во время его гидравлического и пневматического испытания, а также в опасной зоне вблизи испытываемого оборудования.
(Измененная редакция, Изм. № 1)
2.11.4. Работы с жидким стеклом, теплоизоляционными и другими материалами в виде мастик, в состав которых входит жидкое стекло, а также нанесение изоляции и штукатурки с использованием известково-асбестоцементных, перлитовых, вермикулитовых растворов и мастик следует выполнять в резиновых кислото- и щелочестойких перчатках и защитных очках.
2.11.5. Работы с минеральной и стеклянной ватой и изделиями из нее должны производиться в защитных очках, противопылевом респираторе, специальных перчатках и рукавицах из плотной ткани. Рукава и ворот спецодежды должны быть застегнуты. Работать с засученными рукавами запрещается. Брюки должны надеваться поверх сапог (навыпуск).
2.11.6. Резка теплоизоляционных изделий стационарной или переносной циркульной пилой разрешается при ее жестком закреплении, установленном ограждении и включенной вытяжной вентиляции. Приближать руки к вращающемуся диску пилы запрещается; необходимо пользоваться деревянными толкателями.
2.11.7. К работе на стационарных или переносных циркульных пилах допускаются только обученные и проинструктированные рабочие.
При выполнении теплоизоляционных работ с применением проволоки концы проволочного каркаса изоляции и проволочных крепежных деталей должны быть загнуты и закрыты изоляционным или отделочным слоем; оставлять концы проволоки незагнутыми, а также применять неотожженную проволоку запрещается.
2.11.8. Разгружаемые изоляционные материалы должны складироваться в штабель высотой не более 1,2 м. Брать сыпучие материалы из штабелей следует только сверху.
2.11.9. Подача изоляционных материалов на высоту должна быть механизирована.
Пылящие изоляционные материалы, минеральная или стеклянная вата должны подаваться к месту работы в контейнерах или пакетах с соблюдением условий, исключающих их распыление.
2.11.10. Запрещается при разборке изоляции и обмуровки наносить удары по стенкам трубопроводов и оборудования. Разбирать изоляцию необходимо в защитных очках в направлении только сверху вниз.
Для предупреждения пылевыделения разбираемую изоляцию следует увлажнять.
2.11.11. При раскрое и резке листового металла и стеклопластиков необходимо, во избежание пореза рук о заусенцы и острые кромки, применять специальные перчатки.
Запрещается держать руки вблизи лезвия ножа работающих ножниц.
2.11.12. Перед началом пневматического транспортирования изоляционных материалов необходимо убедиться в исправности установки пневматической подачи растворов. Работа с неисправными элементами установки, а также при отсутствии и неисправности манометров, показывающих давление транспортирующего воздуха, запрещается. Перегибать шланги, по которым перемещается раствор или мастика, запрещается.
2.11.13. После монтажа и в последующем не реже чем через каждые 3 мес. растворопроводы должны подвергаться гидравлическому испытанию давлением, превышающим в 1,5 раза рабочее. Результаты испытания оформляются актом и отмечаются в техническом паспорте.
2.11.14. Запрещается ремонтировать растворопроводы, находящиеся под давлением, а также затягивать их фланцевые соединения.
2.11.15. В случае непрохождения раствора через соединения (стыки) растворопроводов необходимо выключить компрессор, разобрать неисправный узел и удалить образовавшуюся пробку. Простукивать растворопровод для удаления пробки запрещается.
2.11.16. При очистке барабана растворомешалки должен быть отключен рубильник и сняты предохранители с электродвигателя растворомешалки; на рубильнике должен быть вывешен плакат или знак безопасности “Не включать — работают люди”.
Просовывать руки в барабан растворомешалки во время ее работы, а также разгружать этот барабан на ходу запрещается. Барабаны растворомешалки должны быть закрыты защитной сеткой с ячейками размером не более 70 х 70 мм.
Очистка приямка для загрузочного ковша растворомешалки допускается только после фиксации ковша в поднятом положении. Пребывание рабочих под поднятым и незафиксированным ковшом не разрешается.
2.11.17. При продувке и очистке растворопровода необходимо работать в защитных очках. Во время продувки растворопровода сжатым воздухом весь персонал, кроме непосредственно производящего эту работу, должен быть удален из зоны продувки на расстояние не менее 10 м.
2.11.18. Для изоляции оборудования, расположенного на высоте 1,3 м и более, должны устраиваться леса в соответствии с требованиями п. 2.5 настоящих Правил.
Источник