Шабрение (шабровка) металла – точное выравнивание поверхности
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.

Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.

Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
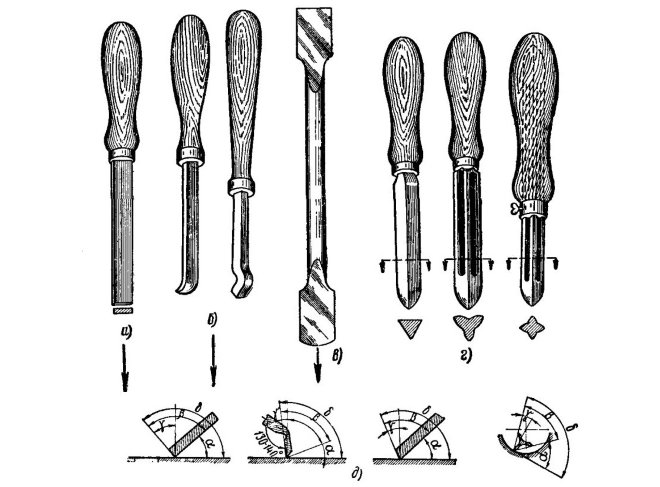
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.

Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
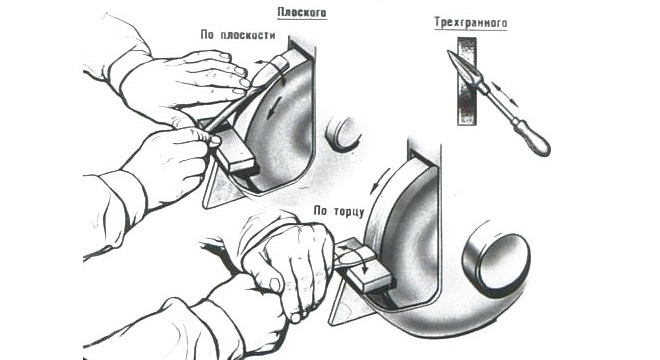
Ручная доводка шабера
Шабрение плоских поверхностей — наиболее простая технологическая операция. Для выполнения обработки элементов криволинейной конфигурации используется инструмент с более сложной формой его режущей части. Так, части подшипников скольжения обрабатываются при помощи шаберов, имеющих кольцевую конструкцию, а поверхности вогнутой формы — инструментом, который обладает одновременно тремя режущими гранями. Такие инструменты, которые совсем несложно заправить и заточить своими руками, имеют на своей режущей части продольные желобки, а угол заострения их режущей части составляет 60°.
Шабрение криволинейных поверхностей
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
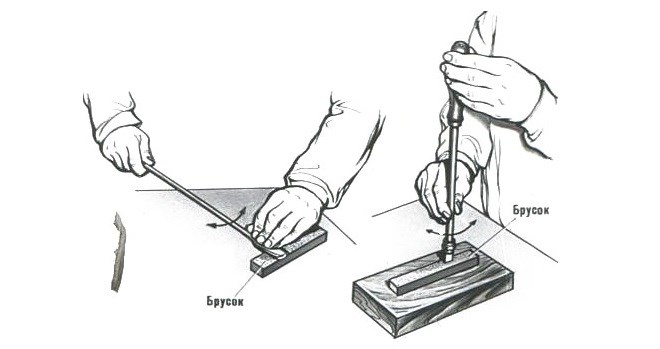
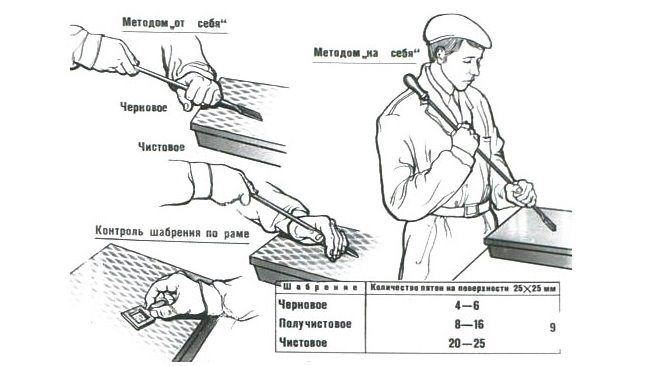
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
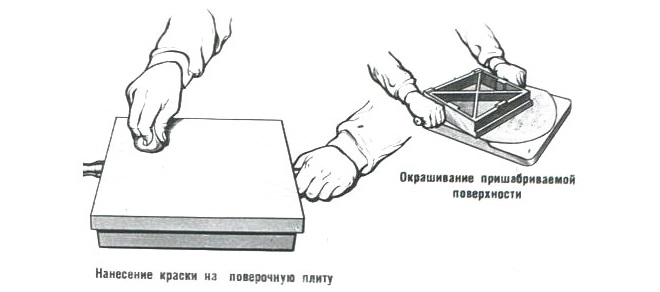
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
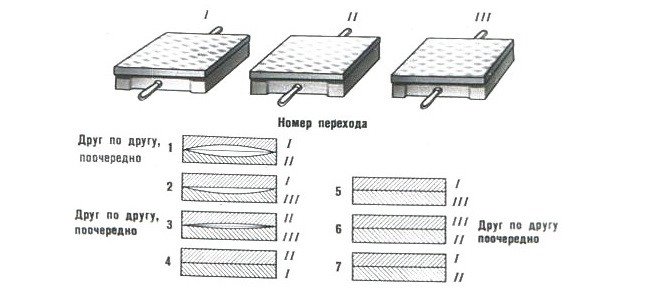
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
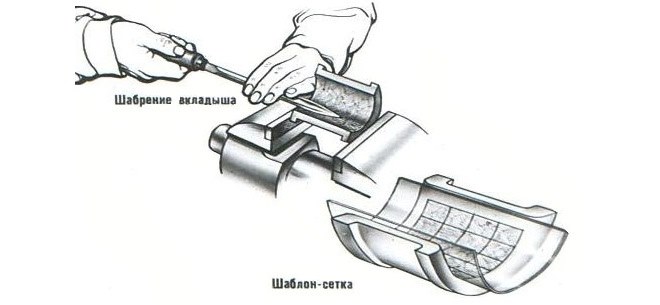
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
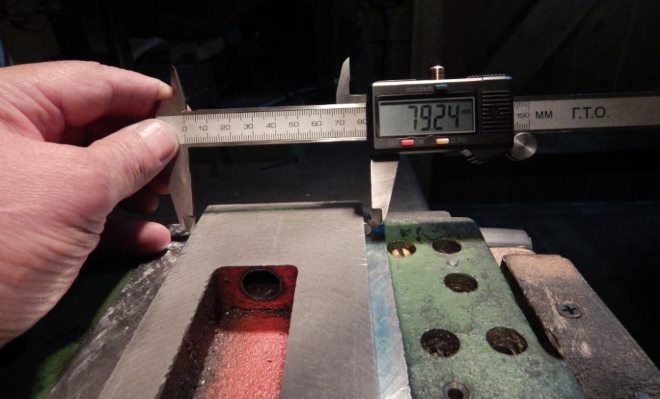
Поверка плоскостей с помощью цифрового штангенциркуля
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.
Источник
РЕМОНТ ДЕТАЛЕЙ ТИПА ВТУЛОК
К деталям типа втулок относятся вкладыши подшипников, направляющие втулки, детали сальниковых уплотнений, гильзы цилиндров компрессоров, цилиндровые втулки насосов и др. Основные дефекты деталей этого типа — износ наружных, внутренних цилиндрических и торцовых поверхностей, износ резьб, задиры и риски на трущихся поверхностях, трещины.
При ремонте подобных деталей вначале устраняют трещины, а затем наращивают изношенные рабочие поверхности способами наплавки, металлизации, гальваническими и пластмассовыми покрытиями или заливкой антифрикционными сплавами. В отдельных случаях, например, при ремонте гильз двигателей внутреннего сгорания, цилиндровых втулок насосов и компрессоров применяют способ ремонтных размеров или дополнительных ремонтных деталей.
РЕМОНТ СМЕННЫХ ЦИЛИНДРОВЫХ ВТУЛОК
Сменные цилиндровые втулки обычно применяют в машинах поршневого типа — компрессорах, насосах, двигателях внутреннего сгорания, скважинных штанговых насосах и др. Характерным дефектом этих деталей является износ внутренней рабочей поверхности, что приводит к увеличению зазора между трущимися поверхностями поршня и втулки и, следовательно, к нарушению плотности сопряжения. Несмотря на то, что цилиндровые втулки различных машин могут отличаться формой и размерами, процесс их ремонта аналогичен.
Цилиндровую втулку обычно ремонтируют способом ремонтных размеров. В зависимости от размера втулки выбирают станочное оборудование. Для малогабаритных втулок — гильз используют вертикальные расточные станки, а окончательную обработку выполняют на специальных хонинговальных станках.
Крупногабаритные втулки обычно растачивают на горизонтальных расточных станках многорезцовыми головками, закрепленными на бортштанге. После расточки поверхность подвергают шлифованию и хонингованию.
При коррозионно-механическом разрушении наружных уплотнительных поясков или буртов рекомендуется перед растачиванием внутренней поверхности втулки предварительно нарастить пояски и бурты наплавкой. Следует иметь в виду, что высокая температура при наплавке может вызвать коробление, а иногда и образование трещин. Поэтому лучше применять металлизацию или газовую наплавку с использованием медных электродов и в качестве флюса — буру. После наплавки уплотнительные бурты и пояски следует обточить на токарном станке и, приняв обточенные пояски за базовую поверхность, предварительно расточить, а затем прошлифовать отверстие на заданный ремонтный размер.
11.3. РЕМОНТ ДЕТАЛЕЙ ТИПА ДИСКОВ
К этой группе ремонтируемых деталей оборудования для бурения скважин и нефтегазодобычи относятся зубчатые колеса редукторов и коробок скоростей, цепные колеса лебедок, шкивы и др.
Характерными дефектами этих деталей являются износ, задиры и риски на рабочих поверхностях, смятие шпоночных канавок, коробление или погнутость. Эти детали ремонтируют преимущественно способами механической обработки, в частности, способом ремонтных размеров или дополнительных ремонтных деталей.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Восстановление деталей типа втулок




![]()
![]()
Детали данной группы могут быть разделены по их назначению на следующие группы:
— детали, выполняющие функции рабочих цилиндров машин (гильзы цилиндров компрессоров, сменные цилиндрические втулки поршневых насосов и др.); рабочей поверхностью таких деталей является внутренняя;
— детали, выполняющие роль направляющих и опорных элементов в подвижных соединениях конструкций, например, втулки для установки подшипников, клапанов, сальников и др.; у таких млей основной базовой поверхностью является наружная цилиндрическая;
— детали, выполняющие функцию ориентирующих элементов, обеспечивающих требуемое положение какой-либо детали в машине или механизме, например, распорные втулки; у таких деталей основной базой может быть наружная или внутренняя поверхность и одна из торцевых;
— детали, выполняющие функции защитных элементов, предотвращающих изнашивание поверхности основной детали или коррозионное воздействие на неё, например, защитные рубашки на валах насосов;
— детали, выполняющие функции соединительных элементов, например, муфты насосных штанг, насосно-компрессорных и обсадных труб, ниппели и муфты бурильных труб, шлицевые муфты валов погружных агрегатов и др.; основная поверхность этих деталей — внутренняя или шлицевая.
По своей форме втулки могут быть гладкими, с буртами, с фланцами, разрезными, снабжёнными шпоночными пазами, шлицами, резьбой, имеющими смазочные канавки и т.п. По поперечным размерам, что имеет значение при ремонте, втулки бывают тонкостенными и толстостенными. Характерные дефекты деталей типа втулок: износ наружных и внутренних цилиндрических поверхностей, износ торцовых поверхностей, резьбы, шпоночных канавок, задиры и риски на поверхностях контакта, трещины.
При восстановлении втулок наиболее высоки требования к точности формы, размеров, прямолинейности оси относительно положения поверхностей предъявляются к деталям первых двух групп.
При ремонте деталей сначала устраняют трещины, если они появились, а затем наращивают изношенные поверхности наплавкой, металлизацией, гальваническими покрытиями. В отдельных случаях применяют способы ремонтных размеров, или дополнительных ремонтных размеров, или дополнительных ремонтных деталей. Для применения способа ремонтного размера втулки растачивают таким образом, чтобы после чистовой обработки внутренняя поверхность не имела пятен износа. Если втулка требует термообработки, то при расточке оставляют припуск, далее втулку подвергают закалке, а затем шлифуют или хонингуют. Таким образом реставрируются сменные цилиндрические втулки поршневых насосов, цилиндры компрессоров и различных пневматических устройств. Сильно изношенные втулки отбраковываются.
Крупногабаритные втулки иногда выполнены биметаллическими. При ремонте оборудования такие втулки, как правило, заменяют новыми. Для этого в стальной стакан, обычно из малоуглеродистых сталей 10, 20, запрессовывают втулку из цветных сплавов и проводят механическую обработку до требуемого размера. Такие втулки выполняют роль подшипников скольжения. Другой вариант подшипника скольжения — вкладыш, покрытый антифрикционным материалом и отключённый в корпус. Подшипники скольжения часто работают при значительных удельных нагрузках, при высокой частоте вращения вала, что приводит к их изнашиванию и, как следствие, ни возникновению вибрации вала, образованию задиров, выплавлению рабочих поверхностей, отслаиванию антифрикционного слоя от вкладыша, засорению и повреждению маслопроводящих каналов. Антифрикционный материал должен быть пластичным, способным удерживать смазку, обладать малым коэффициентом трения и невысокой температурой плавления. В качестве антифрикционных материалов используются баббиты, бронзы, чугуны, алюминиевые и цинковые сплавы, и пластмассы. Баббитами называются сплавы на оловянной и свинцовой основе, а сплавы на медной мне — это бронзы и латуни. Баббиты позволяют восстанавливать подшипники заливкой, т.к. температура их плавления небольшая — от 280 до 400°С. Среди баббитов на оловянной основе марки Б83, Б89, Б91, Б93 и др., на свинцовой основе — БС2, Б6, Б16, БН, БТ и др. Наилучшими антифрикционными свойствами из всех сплавов обладают баббиты на оловянной основе; они также выдерживают более нагруженные условия, чем свинцовые. Для тяжёлых режимов эксплуатации питы не пригодны вследствии быстрого изнашивания. В таких условиях применяются бронзы. В некоторых случаях (невысокая температура нагрева узлов трения, малая частота вращения) могут использоваться антифрикционные чугуны, цинковые сплавы. К более сложным условиям приспособлены алюминиевые антифрикционные сплавы. В нефтяной промышленности подшипники с вкладышами, залитыми баббитами, применяются в опорах различных центробежных насосов — секционных, магистральных и др. Такие вкладыши можно восстанавливать перезаливкой антифрикционного слоя.

Ремонт вкладышей включает следующие операции: удаление изношенного слоя антифрикционного сплава и подготовка поверхности вкладыша к заливке, подготовка антифрикционного сплава, заливка вкладыша, механическая обработка.
Изношенный слой баббита удаляют путём его выплавления газопламенными горелками, паяльными лампами или погружением подшипника в расплавленный сплав баббита того же состава, что и в подшипнике. При нагреве подшипника пламя направляют на тыльную сторону вкладыша; при этом в первую очередь расплавляется полуда, а баббит легко отстаёт от тела вкладыша. Поверхность вкладыша очищают металлической щёткой от остатков сплава и обезжиривают в кипящем 10%-ном растворе каустической соды в течение 2-5 минут, а затем промывают в горячей воде и сушат. Для лучшего соединения антифрикционного слоя с подшипником производят травление в 15%-ном растворе серной или 50%-ном растворе соляной кислоты с последующей нейтрализацией в 5-10%-ном растворе каустической или кальцинированной соды, подогретой до 80-90°С, промывкой в горячей воде и сушкой, Перед сушкой заготовку погружают в 3%-ный раствор буры с температурой 70-80°С для предохранения поверхности от окисления. Для лучшего сцепления сплава и вкладыша поверхность вкладыша подвергают лужению погружением его в расплавленное олово или баббит. Рабочую поверхность подшипника перед лужением покрывают флюсом для предохранения её от окислов и их удаления. Роль флюса выполняет нашатырь. Поверхности, не подлежащие лужению, покрывают мелом, разведённым в воде с небольшим количеством жидкого стекла. Заливка сплава производится литьём в форму или центробежным литьём. После остывания форму разбирают, поверхность в разъёме вкладыша очищают и растачивают. Минимальная толщина слоя баббита после механической обработки не должна быть менее 0,6 мм.
Смазочные канавки на рабочих поверхностях подшипников получают точением, фрезерованием, долблением, протягиванием, а также прорубают вручную. При этом кромки канавок должны быть сглажены, а сами канавки не должны доходить до торцов подшипников.
Источник