Восстановление деталей ремонтными размерами и дополнительными ремонтными деталями
Ухудшение функциональных показателей многих автомобильных узлов и агрегатов в основном обусловлено изменением первоначальной посадки сопряженных деталей. В большинстве случаев работоспособность посадки возобновляется способом восстановления под индивидуальный размер, при котором конструктивно сложную деталь сопряжения механически обрабатывают до выведения следов износа и получения правильной геометрической формы. Вторую (сопрягаемую с ней) деталь наращивают и при механической обработке подгоняют к размеру первой, позволяющему обеспечить необходимую посадку. Этот способ не обеспечивает взаимозаменяемости деталей и, как правило, используется в условиях единичного ремонта.
Более прогрессивным и дешевым является способ восстановления деталей ремонтными размерами. Сущность способа заключается в том, что одну из изношенных деталей, более сложную и дорогую, подвергают механической обработке до заранее установленного (ремонтного) размера, а другую заменяют изготовленной под этот же размер. Этот способ обеспечивает взаимозаменяемость деталей в пределах данного ремонтного размера.
Промышленность выпускает поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала и другие детали нескольких ремонтных размеров. В авторемонтном производстве в соответствии с этими размерами восстанавливают сопряженные с ними детали. Количество ремонтных размеров устанавливается заводом-изготовителем в зависимости от глубины упрочненного слоя рабочих поверхностей деталей. При этом принимается во внимание снижение при ремонте жесткости и запаса прочности деталей.
В автомобильной промышленности упрочнение поверхностей деталей в основном проводится химико-термической обработкой. При этом поверхностный слой упрочняется в среднем на 1,2 мм. Это позволяет назначать 3…4 ремонтных размера. Величина ремонтного размера зависит от величины и характера износа деталей за межремонтный срок службы автомобиля, а также от припуска на механическую обработку. Технологический припуск с целью увеличения срока службы детали следует принимать минимальным. Для чистового точения и растачивания его принимают равным 0,05…0,1 мм, а при шлифовании – 0,03…0,05 мм. Следует отметить, что припуск меньше указанных значений назначать не рекомендуется, потому что при каждом виде обработки существует некоторая минимальная глубина резания, при которой создаются условия для нормального резания и, следовательно, для получения требуемой шероховатости обрабатываемой поверхности. При обработке с глубиной резания меньше указанных пределов не создаются условия для нормального образования стружки. В результате получают «драную» поверхность обрабатываемой детали.
Увеличение количества ремонтных размеров и продление тем самым срока службы агрегатов возможны при увеличении глубины упрочненного слоя деталей. Однако это сопряжено с существенным усложнением и удорожанием технологии химико-термической обработки, что делает данное мероприятие экономически невыгодным. Хотя для двигателей автомобилей ЗИЛ ранних выпусков количество ремонтных размеров было равно 7. КамАЗ вообще отказался от ремонтных размеров цилиндропоршневой группы, считая, что замена изношенной съемной гильзы цилиндра и производство поршней и гильз с постоянными размерами экономически более выгодно, чем производство поршней и колец с разными ремонтными размерами.
Величину первого ремонтного размера можно определить по формулам:
для наружных цилиндрических поверхностей (валов)
DP = DH + 2(umax + t), где dP и DP – ремонтные размеры вала и отверстия соответственно; dH и DH – номинальные размеры вала и отверстия по чертежу; umax – величина максимального износа детали на сторону; t – глубина резания при механической обработке.
Следует отметить, что при измерении детали после асимметричного изнашивания достаточно трудно определить величину максимального износа детали на сторону. Выходом из сложившегося положения является использование коэффициента неравномерности износа β, который определяется отношением максимального износа umax детали на сторону к величине общего износа u на диаметр детали. Зная величину коэффициента неравномерности износа, можно определить значение максимального износа детали на сторону:
где β = 0,5…1,0 – коэффициент неравномерности износа; u – общий износ детали на диаметр детали.
Величину у = 2 x (βu + t) называют межремонтным интервалом, по которому определяют количество ремонтных размеров для валов и отверстий соответственно: nB = (dH – dmin)/y; n0 = (Dmax – DH)/y.
Восстановление деталей дополнительными ремонтными деталями
Дополнительные ремонтные детали (втулки, гильзы, кольца, диски, пластины, резьбовые вставки и др.) служат для компенсации износа и других повреждений рабочих поверхностей деталей. Например, при износе рабочей поверхности в корпусной детали отверстие рассверливают под больший размер и вставляют дополнительную ремонтную деталь – втулку или кольцо (рис. 69) с заданным номинальным размером внутренней поверхности. Толщина дополнительной ремонтной детали определяется из условия прочности и намного превышает величину износа восстанавливаемой поверхности. Соединение ремонтной детали с изделием можно производить путем запрессовки с соответствующим натягом. Для успешного выполнения запрессовки рекомендуется предварительно обеспечить соосность сопрягаемых деталей при помощи специальных приспособлений и осуществлять подогрев охватывающей и охлаждение охватываемой детали. При повышенных требованиях к точности сопряженных деталей после запрессовки требуется дополнительная механическая обработка внутренней поверхности дополнительной ремонтной втулки.
Необходимо отметить, что дополнительную ремонтную деталь, как правило, изготовляют из того же материала, что и основную. Однако если дополнительной детали требуется повышенная износостойкость, то материал выбирают более прочный, более высокого качества, чем материал основной детали.
С целью обеспечения надежности соединения дополнительной детали с основной в стыке по торцу засверливают отверстия и устанавливают в них штифты, резьбовые стопоры или проводят приварку соединенных деталей в нескольких точках. После этого штифты и точки сварки срезают заподлицо с плоскостью основной детали.
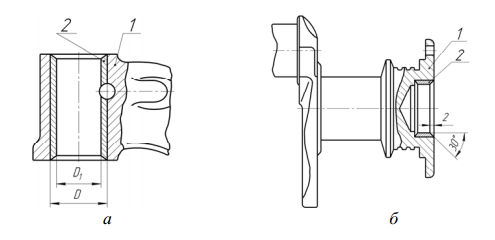
Рис. 69. Схемы восстановления деталей дополнительными ремонтными деталями (а – втулкой; б – кольцом): 1 – восстанавливаемая деталь; 2 – дополнительная ремонтная деталь
При срыве резьбы в корпусной детали применяют дополнительную деталь – ввертыш, который соединяют с основной деталью при помощи резьбы. Для этого отверстие основной детали рассверливают под увеличенный размер резьбы, нарезают резьбу и вкручивают ввертыш (рис. 70). В нем высверливают отверстие под номинальный размер резьбы шпильки, нарезают резьбу и вворачивают шпильку. Применение прогрессивных ремонтных технологий и массово изготовляемых дополнительных ремонтных деталей позволяет существенным образом увеличить долговечность восстановленных соединений. Например, в настоящее время все большее распространение получает ремонт резьбовых соединений при помощи винтовых спиралей «Хейли-Койл», которые изготовляют из легированной пружинной стали. Эти спирали вкручивают до упора за имеющийся у них «усик» в предварительно расширенное резьбовое отверстие. Выступающую часть спирали надпиливают и отламывают, после чего в восстановленное резьбовое отверстие вворачивают сопряженную деталь.
Способом восстановления дополнительными ремонтными деталями ремонтируют (в основном запрессовкой втулок в гнезда подшипников) коробки передач, задние мосты, гильзы блока цилиндров двигателей.
Для ремонта гильз блока цилиндров широко применяют способ восстановления сменным зеркалом (рис. 71). Этот способ достаточно прост в реализации при наличии пресса и металлорежущего станка.
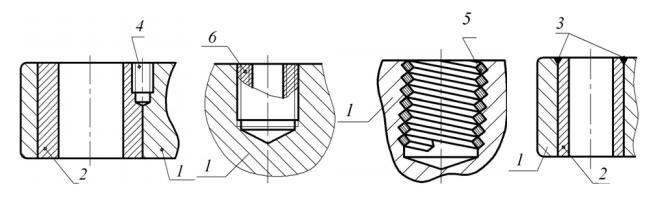
Рис. 70. Примеры установки дополнительных ремонтных деталей: 1 – восстанавливаемая деталь; 2 – втулки; 3 – точки сварки; 4 – резьбовой штифт; 5 – спираль «Хейли-Койл»; 6 – ввертыш
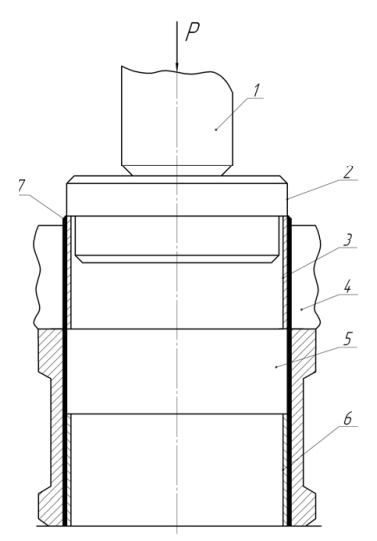
Рис. 71. Схема запрессовки пластины в гильзу цилиндра: 1 – шток пресса; 2 – ступенчатый пуансон; 3 – свернутая пластина; 4 – матрица; 5 – восстанавливаемая деталь; 6 – первый пояс пластины
Сущность его в том, что в предварительно расточенное отверстие гильзы запрессовывается тонкая изогнутая пластина (сменное зеркало). Благодаря высоким упругим свойствам и небольшой толщине пластина плотно прилегает к стенке отверстия, принимая его форму. Являясь упругой оболочкой, пластина все силовые нагрузки передает стенкам гильзы и прочно в ней удерживается.
Толщина пластины выбирается несколько больше максимально допустимого износа отверстия гильзы.
При изготовлении пластин материалом служит стальная, холоднокатаная, термообработанная, полированная лента, резка которой на мерные фрагменты производится при помощи гильотинных ножниц. Отрезанная пластина вставляется в формирующую матрицу, которая придает ей цилиндрическую форму. Затем матрица с пластиной концентрично помещается над отверстием гильзы, установленной на прессе. Под пуансон ставится ступенчатая оправка, с помощью которой изогнутая пластина запрессовывается в отверстие. Далее за первым поясом запрессовываются следующие. Затем производится механическая обработка пластин в сборе.
Технология повторного восстановления отверстий в гильзах цилиндров также является достаточно простой. Сменное зеркало заостренной оправкой раскрывается по вертикальному стыку и удаляется. Вместо него устанавливается новое зеркало.
Источник
Тема: Восстановление деталей обработкой под ремонтный размер (стр. 1 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 |

Тема: Восстановление деталей обработкой под ремонтный размер
1. Классификация способов восстановления
2. Ремонт способами ремонтных размеров
3. Особенности технологического процесса ремонта способами ремонтных размеров
Вопрос 1. Классификация способов восстановления
 |
Около 85% деталей при восстановлении имеют износ не более 0,3 мм.
От 40 до 55% деталей можно восстановить.
Затраты на материалы при изготовлении составляют 38%, при восстановлении 6% от общей стоимости.
Количество операций при восстановлении в 5…8 раз меньше, чем при изготовлении.
Однако трудоемкость восстановления иногда выше, чем при изготовлении.
1. Мелкосерийный характер производства;
2. Использование универсального оборудования;
3. Частые переналадки оборудования;
4. Малые партии деталей.
Все способы можно разделить на две группы:
1. способы наращивания;
2. способы обработки.
Вопрос 2. Ремонт способами ремонтных размеров
Суть способа: наиболее сложная и дорогостоящая деталь (коленчатый вал) обрабатывается в ремонтный размер, а вторая (вкладыш) заменяется новой или восстанавливается под ремонтный размер.
Этим способом восстанавливают:
прочностные параметры изношенных поверхностей.
Ремонтные размеры делятся на регламентированные – размеры и допуски устанавливает изготовитель, детали с регламентными размерами выпускает промышленность (поршни, поршневые кольца и т. д.); ремонтные предприятия обрабатывают под эти размеры сопряженные детали (цилиндры блока, шейки коленвала и т. д.); нерегламентируемые – это размеры, установленные в учетом припуска на пригонку детали по месту.
Пример. Обработка фаски седла клапана в головке цилиндров лишь до выведения следов износа, которые затем по месту притирается клапан двигателя.
Определение величины и количества ремонтных размеров.



После механической обработки для придания правильной геометрической формы размеры поверхностей будут отличаться от первоначального на удвоенную величину максимального одностороннего износа и припуска на обработку.
При контроле деталей обычно определяют износ детали на размер U. Поэтому для упрощения расчетов по приведенным формулам используют коэффициент неравномерности износа
 ,
, 
1) при симметричном износе

2) при одностороннем износе


Для конкретных деталей β устанавливают опытным путем.
Подставляем β в приведенные формулы, получаем выражения для практического использования


 — межремонтный интервал
— межремонтный интервал
Ремонтные размеры для вала



Ремонтные размеры для отверстия



Число ремонтных размеров

2) для отверстия

dmin и Dmax определяют по условиям прочности деталей из конструктивных соображений или исходя из минимального слоя химико-термической обработки.
1. Простота техпроцесса и оборудования
2. Высокая экономическая эффективность
3. Сохранение взаимозаменяемости деталей в пределах ремонтных размеров.
1. Увеличение номенклатуры запасных частей
2. Усложнение организации процессов комплектования деталей, сборки и хранения деталей на складе.
Вопрос 3. Особенности технологического процесса ремонта способами ремонтных размеров
Особенности рассмотрим на примере восстановления гильзы цилиндров.
Технологический процесс включает расточку и хонингование.
Расточка производится на вертикальных алмазно-расточных станках марки 278 или 2А78Н.
Перед растачиванием проводят центрирование оси шпинделя и цилиндра.
Эксцентриситет не более 0,03 мм.

При растачивании определяют припуск

DPP – ближайший ремонтный размер
DИ – диаметр изношенного цилиндра
Хонингование – доводочная операция, выполняется на доводочных или вертикально-сверлильных станках с подачей охлаждающей жидкости (керосин или смесь керосина 80…90% с машинным маслом).
На хонинговальной головке по окружности расположены 5…6 сменных абразивных бруска. Бруски разжимаются вручную, а также гидравлическим или пневматическим приводом.
Основные параметры при хонинговании
1. Скорость вращения головки
 , м/мин
, м/мин
D – диаметр обрабатываемого отверстия, мм
n – частота вращения хонинговальной головки, мин-1
2. Скорость возвратно-поступательного движения
 , м/мин
, м/мин
n2 – число двойных ходов головки за 1 минуту
L – длина рабочего хода хонинговальной головки

lотв – длина цилиндра;
lпер – величина перебега брусков за край цилиндра, lпер = 0,2…0,3 от длины бруска;
lбр – длина абразивного бруска.
При хонинговании формируется микропрофиль с плоскими выступами и углублениями для размещения смазки.

При этом увеличивается маслоемкость и опорная площадь поверхности.
Для увеличения износостойкости цилиндров и ресурса двигателя используют хонингование алмазными брусками на эластичной каучукосодержащей связке.
Бруски при этом обладают локальной эластичностью. Алмазные зерна погружаются в связку и выступают из нее, когда зерно расположено над впадиной микропрофиля, это делает края рисок микропрофиля овальными без заусенец.
Хонингование антифрикционными брусками при этом риски на поверхности детали заполняются менее твердыми металлами и антифрикционными веществами, входящими в состав брусков.
1. Исключаются прихваты поршневых колец и задиры.
2. Снижаются механические потери, частота вращения коленвала повышается от 200 до 500 об/мин.
3. Увеличивается мощность.
4. Стабилизируется и снижается расход масла.
5. Снижается удельный расход топлива от 1,5 до 2 г/л. с.·час.
6. Увеличивается долговечность двигателя на 30…40%.
Тема: Восстановление деталей постановкой дополнительной ремонтной детали.
1. Характеристика метода
2. Способы крепления дополнительных ремонтных деталей
3. Особенности технологических процессов
Вопрос 1. Характеристика метода
Постановку дополнительной ремонтной детали применяют для компенсации износа рабочих поверхностей и при замене изношенной или поврежденной части детали.
Формы дополнительных ремонтных деталей: гильзы; кольца; шайбы; пластины; резьбовая втулка или спиральная резьбовая вставка.
Дополнительные ремонтные детали изготавливаются и того же материала, что и основная деталь.
Рабочая поверхность дополнительных ремонтных деталей должна соответствовать свойствам восстанавливаемой детали.
Крепление дополнительной ремонтной детали производят за счет посадок с натягом, приваркой, а также стопорными винтами или штифтами.
Сопрягаемые поверхности при запрессовке покрывают графитом в смеси с маслом.
После постановки и закрепления проводят окончательную механическую обработку дополнительной ремонтной детали до требуемых размеров.
простота технологических процессов и применяемого оборудования.
1. Не всегда оправдан экономически из-за больших расходов материала на изготовление дополнительной ремонтной детали.
2. Иногда снижается механическая прочность восстанавливаемой детали.
Разновидность способа ремонта дополнительных ремонтных деталей — пластинирование.
Виды пластинирования деталей.
По эксплуатационно-ремонтному признаку
— деталей ранее пластинированных
— деталей не пластинированных
— регулирование взаимного расположения
— компенсация износа деталей в сопряжениях
По технологическим признакам
— разомкнутых цилиндрических поверхностей
— деталей передающих крутящий момент
Пластинирование – это облицовка рабочих поверхностей тонкими износостойкими легкосъемными пластинами.
Напряженное – пластину перед установкой обжимают и устанавливают в напряженном состоянии, фиксация пластины происходит под действием сил трения.
Поясное – пластины устанавливают на внутреннюю поверхность в виде пояса, перпендикулярно к образующей отверстия.
Продольное – стыки пластин расположены вдоль оси отверстия.
Спиральное – пластину наворачивают на вал или отверстие.
Свободное – пластина устанавливается свободно и удерживается в результате конструкции детали.
Вопрос 2. Способы крепления дополнительных ремонтных деталей
Дополнительные ремонтные детали крепятся:
— приваркой по торцу;
— постановкой стопорных штифтов;
— посадкой с натягом.
При посадке с натягом поветхности детали и втулки (ДРД) обрабатывают по допускам H7/j6 при этом Ra = 1,25…0,32 мкм.
Усилие запрессовки дополнительной ремонтной детали
 , Н
, Н
f – 0,08…0,1 – коэффициент трения при запрессовке;
d – диаметр контактируемых поверхностей;
L – длина запрессовки;
P – давление на поверхности контакта.
Диаметр контактирующих поверхностей


б – толщина втулки;
dн. о – низшее предельное отклонение;
dв. о – верхнее предельное отклонение.

n – запас прочности

Контактное давление между деталями:

∆ — минимальный расчетный натяг, мкм
С1 и С2 – коэффициенты охватываемой и охватывающей деталей;
Е1 и Е2 – модули упругости материала, Па.
При использовании теплового метода определяют температуру охватывающей детали
 , мм/м·град
, мм/м·град
k = 1,15…1,3 – коэффициент, учитывающий охлаждение детали при сборке;
kα – коэффициент линейного расширения материала охватываемой детали;
d1 – диаметр отверстия охватывающей детали.
Температура охлаждения охватываемой детали

S – минимальный гарантированный зазор, мкм;
d2 – диаметр охватываемой детали, мм.
Конечная температура нагрева

Конечная температура охлаждения

Вопрос 3. Особенности технологических процессов
Рассмотрим особенности пластинирования гильз цилиндров.
1. Подготовка гильз под облицовку пластинами проводят растачиванием гильз эльборовыми резцами, обеспечивающими шероховатость от 0,16 до 0,32 мкм.
2. Изготовление пластин
Изготавливают из холоднокатанной ленты углеродистой стали У8А, У10А.
Максимальная толщина гильзы определяется исходя из обеспечения максимальной упругости.
Максимальная толщина пластины ограничена трудностью установки пластин.
Для двигателей КамАЗ пластины – 0,6 мм. Запрессовка производится прессом с усилием от 15 до 18 кН. Место стыка пластины не должно ощущаться пальцами. При простукивании звук должен быть звонким.
Особенности техпроцесса восстановления резьбовых отверстий.
Способы ремонта резьбовых отверстий:
— нарезание резьбы увеличенного диаметра;
— постановкой резьбовой втулки (ввертыша);
— установкой спиральной вставки;
— заваркой отверстия с изношенной резьбой и нарезание резьбы номинального диаметра;
— стабилизация резьбового соединения полимерной композицией.
Наружный диаметр ввертыша

d – наружный диаметр резьбы болта;
G1B – предел прочности материала болта;
G2B – предел прочности материала корпуса.
Ввертыш крепят стопорными шпильками или приклеивают.

1. Восстановление сильно изношенного отверстия
2. Не нарушается термообработка детали
3. Хорошее качество восстанавливаемого отверстия
1. Высокие трудоемкость и сложность
2. Невозможность применения при невозможности увеличения отверстия
Постановка резьбовой спиральной вставки, то есть пружины из ромбической проволоки, наружная поверхность которой образует резьбовое соединение с корпусом.
1. Повышенная прочность резьбового соединения
2. Восстановление тонкостенных деталей.
Технологический процесс восстановления спиральной вставкой
1. Очистить отверстие сверлом
2. Продуть отверстие воздухом
3. Рассверлить отверстие
4. Продуть отверстие воздухом
5. Нарезать резьбу в отверстии
6. Установить спиральную вставку.
Поводок (отогнутый край проволоки) служит для упора при вворачивании вставки.
Тема: Ремонт деталей способом пластической деформации
1. Классификация способов
2. Восстановление размеров изношенных поверхностей
3. Восстановление геометрической формы детали.
Вопрос 1. Классификация способов
Процесс пластической деформации основан на пластичности и способности металлов и сплавов изменять под действием нагрузки геометрическую форму без нарушения целостности.
Различают холодное и горячее пластическое деформирование.
Холодное – обработка давлением при температуре ниже температуры процесса рекристаллизации, вызывает упрочнение или наклеп.
Горячее – обработка давлением при температуре выше температуры рекристаллизации.


Вопрос 2. Восстановление размеров изношенных поверхностей
Восстановление размеров изношенных поверхностей происходит перемещением части материала.
Осадка – направление действия внешней силы перпендикулярно к направлению деформации. Применяют для восстановления наружного диаметра сплошных деталей и внутреннего диаметра полых деталей.

Усилие необходимое для осадки

GT – предел текучести при температуре осадки;
d – диаметр детали до осадки;
h – высота детали до осадки;
F – площадь поперечного сечения до осадки.

Уменьшение длины втулки 8…15% от номинального.
Раздача – увеличение наружных размеров полых деталей в результате увеличения их внутренних размеров.
Направление прикладываемой внешней силы совпадает с направлением деформации.
Давление, необходимое для раздачи

D – наружный диаметр;
d – внутренний диаметр.

Восстанавливают шипы крестовин карданного вала, поршневые пальцы.
Инструмент для раздачи: прошивки, дорны, шарики.
Производят в холодном и горячем состоянии.
При холодной раздаче детали имеющие химико-термическую обработку
Но это не дает увеличения длины шипов крестовины.
Поэтому применяют раздачу с локальным нагревом в результате действия сил трения.
Крестовина карданного вала.

Диаметр дорна, необходимый для раздачи шипа

 — расчетный диаметр шипа крестовины после раздачи;
— расчетный диаметр шипа крестовины после раздачи;
D0 – наружный изношенный диаметр шипа крестовины перед раздачей.
Шип нагревается при трении до 1000º С (дорн) и в результате осевой подачи раздает шип крестовины.
Линейные размеры шипа удлиняются на 0,3…0,5 мм.
d0 – диаметр исходного смазочного отверстия до раздачи.
k – коэффициент, учитывающий пластическое течение металла по смазочному каналу в процессе раздачи.
DН – диаметр номинальный.
Изношенный поршневой палец нагревают ТВЧ до 1110 К, затем быстро охлаждают, пропуская поток воды через внутреннюю полость. Происходит увеличение наружного диаметра от 0,1 до 0,3 мм.
Степень раздачи зависит от коэффициента относительной толщины стенки детали
 (0,3…0,5)
(0,3…0,5)
Деформация наружного диаметра

d – коэффициент теплового расширения детали
∆Т – разность температур между наружной и охлажденной внутренней поверхностью деталей
γ – коэффициент остаточных деформаций (0…1).
Применяют для восстановления поршневых пальцев карбюраторного двигателя, у которых значения β невелики.
Схема электрогидравлической раздачи

Поршневой палец устанавливают в разовый полиэтиленовый патрон для направления электрического разряда по оси пальца исключая пробой на стенке пальца.
Для эффективности устанавливают специальный проводник – проволоку (Al диаметр 0,7 мм), в полость пальца подают рабочую жидкость – техническую воду.
Принцип работы: высоковольтный импульс от конденсаторной батареи проходит через проводник при этом в результате электрогидравлического взрыва возникает ударная волна, которая раздает поршневой палец.
Используемое напряжение 37 кВ.
Емкость конденсатора 6 мкФ.
Деформация пальца 0,15 мм для стали 15Х; 0,2 мм для стали 45.
Обжатие. Для восстановления внутренних размеров полых деталей в результате уменьшения наружных размеров.
Направление силы совпадает с направлением деформации.

Свободное обжатие втулки

Обжатие втулки в матрице
При вдавливании происходит осадка и раздача.
Восстановление шлицев вдавливанием


С – коэффициент, зависящий от угла 2γ.
Вдавливание производят инструментом клинообразной формы, материал выдавливается из средней части шлица в сторону изношенных боковых поверхностей. Увеличение до 1 мм на каждую сторону, инструмент перемещают вдоль шлица.
Термопластическое обжатие гильз цилиндров.
Гильзы помещают в водоохлаждаемую матрицу и нагревают до 880º С. Свободному расширению гильзы препятствуют стенки матрицы. При свободном охлаждении гильзы уменьшаются в осевом и радиальном направлении 0,75…1 мм.
Накатка: производят зубчатыми роликами или дисками для деталей с нагрузкой не более 7 МПа. Износостойкость при этом снижается на 20…25%.
При накатке образуется рифленая поверхность, что приводит к снижению площади опорной поверхности детали.
При накатке наружный или внутренний диаметр соответственно увеличивается или уменьшается в результате вытеснения металла из восстанавливаемой поверхности.

Вопрос 3. Восстановление геометрической формы детали.
Восстановление геометрических форм проводят правкой:
При статическом изгибе усталостная прочность снижается на 15…40%, стрела обратного прогиба должна быть в 10…15 раз больше, чем до правки или используют двойной прогиб:
1ый – на такую величину, чтобы вал остался прогнутым в обратную сторону на такую же величину как до правки;
2ой – таким образом, чтобы он выровнялся.
Замечание. В процессе эксплуатации может вновь возникнуть исправленная деформация. Для предотвращения этого производят отпуск детали при температуре 400…450º С в течение 0,5…1 час.
Правка ударом (выравнивание плоскостей кузовных деталей).
Выполняют молотками от 100 гр. до 500 гр.
— точность выправленной поверхности и устойчивое сохранение форм.
Замечание. При правке листа удары наносят не по выпуклым местам, а от края листа по направлению к выпуклости, при приближении к центру выпуклости удары наносят чаще и слабее. Если имеется несколько выпуклостей их сводят к одной, которую затем исправляют таким же методом.
Металл нагревают до 600…700º С в местах неровностей и при остывании под действием сил сжатия деталь выпрямляется.
Восстановление механических характеристик материала деталей.
Проводится для пружин, рессор, коленчатых валов, а также деталей после наплавки.
Наибольшее распространение получили: дробеструйная обработка, обкатка шариками или роликами.
При дробеструйной обработке пластическая деформация достигает 0,5…0,8 мм.
Используется чугунная или стальная дробь 0,8…2 мм, скорость дроби 30…90 м/сек.; время обработки 0,5…2 мин.
Тема: Восстановление деталей сваркой и наплавкой
1. Классификация способов сварки
2. Сварка и наплавка в среде активных газов
3. Сварка и наплавка под слоем флюса
4. Сварка чугунных изделий. Газовая наплавка
Вопрос 1. Классификация способов сварки
Различают три класса сварки в зависимости от используемой энергии.
1) электродуговая (нагрев электрической дугой)
2) газовая (нагрев пламенем газа)
3) электрошлаковая (нагрев током, проходящим через расплавленный электропроводный шлак)
4) индукционная (нагрев переменным электромагнитным полем)
5) электронно-лучевая (используется энергия сфокусированного потока электронов в электромагнитном поле высокой напряженности)
6) лазерная (используется энергия светового потока)
2 класс. Термомеханический: используется тепловая энергия и давление.
1) контактная (сварка давлением при нагреве током контактирующих деталей)
2) диффузионная (диффузия атомов при длительном воздействии температуры и незначительной пластической деформации). Может быть между поршневым кольцом и гильзой цилиндра; материалом гайки и шпилькой коллектора.
3 класс. Механический – используется механическая энергия и давление.
1) холодная сварка (это сварка давлением при незначительной пластической деформации без нагрева).
2) сварка взрывом (сварка в результате вызванного взрывом соударения быстро движущихся частей).
3) Магнитоимпульсная (это сварка давлением с использованием силы электрохимического взаимодействия между вихревыми токами в соединяемых частях).
4) ультразвуковая (сварка давлением, соединение частей деталей посредством ведения механических колебаний высокой частоты).
5) сварка трением (сварка давлением, когда нагрев осуществляется трением вызываемым вращением друг относительно друга свариваемых частей).

Вопрос 2. Сварка и наплавка в среде активных газов
Источник тепла – сварочная дуга, устойчивый электрический разряд в сильно ионизированной смеси газов и паров материала.
Температура дуги не равномерная: наиболее высокая – в центре газового столба – около 6000º С.
Различают: дуга прямого действия (между электродом и изделием); дуга косвенного действия (между двумя электродами, изделие не включено в цепь); трехфазная дуга (между двумя электродами, а также между каждым электродом и основным металлом.
При сварке постоянным током различают:
1) сварку при прямой полярности (положительный полюс на изделии, а отрицательный на электроде, положительный полюс разогревается сильнее);
2) сварку при обратной полярности (отрицательный полюс к изделию, а положительный к электроду. Применяется когда необходим меньший нагрев детали.
При сварке переменным током полярность тока многократно изменяется, в результате тепло распределяется равномерно. Эта сварка более экономична, чем постоянным током, расходуется от 3 до 4 кВт•ч на 1 кг расплавленного металла (для постоянного 6…8 кВт·ч).
Сварка в среде защитных газов.
В зону горения дуги под большим давлением подают газ, который вытесняет воздух из этой зоны и защищает сварочную ванну от кислорода и азота.
Активные газы (углекислый газ, азот); Инертные газы: аргон, гелий.
Сварка в среде углекислого газа.
Самый дешевый способ сварки углеродистых и низколегированных сталей.
Так как СО2 диссоциирует на СО + О2
необходимо уменьшить окислительный характер сварки. Для этого применяют электродную проволоку, в состав которой входят раскислители (Si: 0,6…1%; Mn: 1…2%).
Сварочные материалы: электродная проволока Св – 08ГС; углекислый газ СО2 в газообразном либо в твердом состоянии при температуре ниже -78,9º С.
Оборудование: наиболее распространен автомат А-547У, обеспечивает сварку металла от 0,8 до 4 мм, используется проволока диаметром 0,6…1,2 мм, скорость подачи 140…600 м/ч, номинальный сварочный ток 300 А.
Режимы сварки: сила сварочного тока; напряжение питания дуги; диаметр, вылет и скорость подачи электродной проволоки, скорость сварки, расход углекислого газа.
Аргон обеспечивает более надежную защиту расплавленного металла от воздействия кислорода и азота, чем углекислый газ. Это позволяет восстанавливать детали из трудно свариваемых материалов (чаще всего из Al и его сплавов) трудность заключается в наличии плотной, механически прочной, тугоплавкой пленки, температура плавления которой около 2000º С, в то время как температура плавления алюминия — 660º С.
Сварочные материалы: вольфрамовые электроды, присадочные материалы и газ аргон.
Вольфрамовые электроды не должны касаться поверхности детали и иметь высокую механическую прочность.
Температура плавления этих электродов 3300º С. Изготавливают из порошка прессованием, спеканием и проковкой.
Марка электродов ВТ-15. В них присутствует добавка двуокиси тория до 2%.
Присадочный материал может быть проволока, пруток или полоса из того же материала, что и свариваемый металл.
Аргон получают из воздуха в специальных разделительных колонках. В зависимости от чистоты газа различают три сорта:
А – газ для сварки химически активных металлов и для алюминиевых сплавов плавящимся электродом.
Б – для сварки неплавящимся электродом сплавов алюминия, магния и др.
В – для нержавеющих сталей.
Сварку лучше производить в нижнем положении, так как аргон тяжелее воздуха.
Аргон поставляется в баллонах под давлением 15 МПа.
Оборудование: специальная установка УДГ-301. В ней используются горелки с водяным и естественным охлаждением.
Режимы и техника сварки: диаметр электрода; сила сварочного тока; расход аргона; напряжение выбирают в зависимости от толщины свариваемого металла.
Сварку выполняют наклонной горелкой углом вперед (70…80º).
Присадочная проволока подается под углом 10…30º.

Дуга возбуждается замыканием электрода и металла угольным стержнем или кратковременным разрядом высокой частоты. После окончания сварки дугу обрывают постепенно для заварки кратера растяжением дуги и при автоматической сварке плавным уменьшением силы тока.
Вопрос 3. Сварка и наплавка под слоем флюса.
Флюс обеспечивает защиту сварочной ванны от воздуха. Стабилизирует горение дуги. Обеспечивает раскисление, легирование и рафинирование расплавленного слоя.
Рафинирование: оболочка из флюса предохраняет металл от воздуха и замедляет процесс охлаждения, облегчает всплытие на поверхность шлаковых включений.
Флюс по ГОСТ 9087-81 (определение)
Флюс – неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.
1) общего назначения (для углеродистых и низголегированных сталей);
2) специального назначения (для легированных сталей)
— по способу изготовления:
— по химическому составу:
1) оксидные (из окислов металла)
2) солевые (из фтористых и хлористых солей)
Наплавочная проволока делиться на три группы:
1) для наплавки деталей из углеродистых сталей Нп-30;
2) для легированной стали Нп-30Х5
3) для высоколегированной стали Нп-4Х13.
Кроме электродной проволоки могут использоваться сплошные или порошковые ленты толщиной 0,3…1 мм
1) сила сварочного тока

2) диаметр проволоки d
3) скорость наплавки

αн – коэффициент наплавки, г/А•ч;
М – масса 1 м металлонаплавки, г.
4) Скорость подачи электродной проволоки

γ – плотность наплавляемого металла.
5) Частота вращения наплавляемой детали

S – шаг наплавки
∆ — толщина слоя наплавки
D – диаметр восстанавливаемой детали
η – коэффициент наплавления.
Шаг наплавки выбирают 2…6 диаметров электродной проволоки.
Увеличивая вылет электродной проволоки увеличивается скорость сварки и толщина сплава, глубина проплавления уменьшается.
Оборудование: установка УД – 209 обеспечивает все виды наплавочных работ. Наплавляется деталь диаметром от 25 до 360 мм и длиной от 100 до 800 мм. Питается установка от универсального сварочного выпрямителя ВДУ – 506.
Вопрос 4. Сварка чугунных изделий. Газовая наплавка.
Чугун – трудносвариваемый материал. Причина – наличие большого количества свободного углерода и структура.
В процессе сварки свободный углерод выгорает с образованием углекислого газа, часть которого не успевает выделиться из шва, что приводит к образованию пористости. Кроме того, содержащиеся в порах масло (после эксплуатации) выгорает и образует поры.
Чугун быстро переходит из жидкой фазы в твердую, минуя пластическое состояние. При этом образуется цементит Fe3C, обладающий высокой твердостью и нулевой пластичностью.
Мероприятия для обеспечения качественной сварки:
1. предварительный нагрев детали;
2. охлаждение металла с заданной скоростью;
3. применение специальных электродов с низкой температурой плавления, меньшей, чем у основного металла.
Два способа сварки чугунных изделий.
1. Холодная сварка предусматривает сварку без подогрева детали, требуемая пластичность достигается подбором электродного металла с большим значением предела текучести по сравнению с основным металлом и благодаря уменьшению количества углерода в наплавленном слое (применением электродов из металлов и сплавов не образующих карбидов (медь, никель и т. д.)).
2. Горячая сварка: деталь предварительно нагревается до 650…680º С, присадочный материал чугунные прутки и специальный флюс ФСЧ-1.
Нельзя допускать остывания деталей ниже 500º С. Охлаждают деталь со скоростью 50…100º С/час для нормализации и снятия напряжения.
В качестве горючих газов используют ацетилен или пропанобутановую смесь.
Ацетиленовые баллоны заполняют пористой массой (активированным углем или пемзой), пропитанной ацетоном, хорошо растворяющим ацетилен. Такой ацетилен безопасен при хранении.
Источник