Ремонт деталей зубчатых цепных передач
Ремонт зубчатых передач. В сборочных единицах строительных машин часто применяют открытые передачи, в которых зубчатые колеса и звездочки испытывают большие нагрузки и не защищены от действия влаги и пыли. Это является причиной сравнительно быстрого износа зубчатых колес. Кроме того, используют закрытые зубчатые передачи в виде отдельных сборочных единиц: редукторов, коробок передач и др.
При работе передач в подобных условиях возникают в зацеплении дополнительные динамические нагрузки, вызываемые деформациями зубчатых колес и валов, а также опор и корпусов вследствие неизбежных неисправностей изготовления и монтажа. Помимо того, передачи могут работать со значительными знакопеременными кратковременными перегрузками.
При ремонте строительных машин на местах их использования зубчатые колеса с изношенными зубьями, как правило, не восстанавливают, а заменяют новыми.
Рекламные предложения на основе ваших интересов:
Для замены зубчатых колес в закрытых передачах часто требуется демонтаж с полной разборкой сборочной единицы.
Зубчатые колеса относятся к категории дорогостоящих деталей. Поэтому на ремонтных базах, не оснащенных необходимым оборудованием для изготовления колес, возможно восстановление наплавкой изношенных зубьев, напрессовкой зубчатых венцов, вдавливанием и другими способами.
Способ восстановления зубчатых колес выбирают в зависимости от характера неисправности, материала, класса точности и производственных возможностей ремонтного предприятия.
Поступающие в ремонт зубчатые колеса могут иметь следующие неисправности: изнашивание рабочей поверхности зубьев; вы- крошивание и поломка зубьев; образование трещин, задиров, вмятин и раковин; износ посадочных мест зубчатых колес и шпоночных пазов; нарушение правильного положения зубчатых колес и дефекты сборки.
Степень износа зубьев определяют зубомером. Для этого по чертежу находят необходимую глубину замера и на этой глубине — размер зуба с помощью штангензубомера. Сравнивая полученный результат с номинальным размером (размер по чертежу), определяют величину износа.
Зубчатые передачи считаются непригодными для эксплуатации, если величина их износа превысила предельно допустимое значение, которое устанавливается для каждой передачи техническими условиями на ремонт данной машины. Для большинства строительных машин небольшой износ зубьев открытых зубчатых передач, не вызывающий уменьшения толщины зуба по делительной окружности более чем на 10…12%, не вызывает необходимости особых способов ремонта. В этих случаях разрешается зачистка зубьев от заусенцев без проведения других восстановительных операций.
Изношенная зубчатая передача может быть отремонтирована: наплавкой отдельных зубьев, сплошной наплавкой всего обода, методом деформации, методом ремонтных размеров и слесарно-механиче- скими способами.
Зубья шестерен после обычной наварки зачищают и наплавляют тонким слоем твердого сплава сормайт. Размер зубьев после механической обработки перед наплавкой должен быть меньше номинального на величину до 1,5 мм. Наплавка зубьев производится в ванне с водой.
Для наплавки боковых поверхностей зубьев шестерню устанавливают в ванне (рис. 22.9) и наплавку начинают со второго зуба от поверхности воды. Пламенем газовой горелки наплавляемый зуб разогревают, после чего прутком сормайта наносят флюс-буру и наплавляют зуб до требуемого размера. После этого шестерню поворачивают так, чтобы наплавленный зуб не касался поверхности воды, и наплавляют следующий (третий) зуб. После того, как наплавленный второй зуб охладится (до темно-вишневого цвета), его погружают в воду для закалки.
Таким же способом производится наплавка зубьев мартенсито- вым чугуном. Отремонтированные зубья после этого обрабатывают абразивным кругом с зернистостью 36…46. Профиль обработанных зубьев проверяется специальными шаблонами.
Износ и выкрошивание торцов зубьев шестерни из сталей марок 40Х и 45Х устраняют, наплавляя газовой горелкой в нейтральном пламени проволоку из стали марки 40Х. Наплавку можно производить также электродуговой сваркой, используя проволоку клапанной пружины со специальными обмазками.
Наварку сталинитом сильно изношенных зубьев необходимо вести методом комбинированного слоя. Слой шихты сталинита при этом насыпают в месте наварки и расплавляют металлическим электродом или же применяют металлические стержни с обмазкой сталинита.
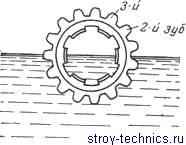
Рис. 22.9. Последовательность на- плавления зубьев шестерни в ванне с водой.
При сборке зубчатых колес следует исходить из предусмотренных стандартами норм точности: кинематической, контакта зубьев и гарантированного зазора.
Для нормальной работы зубчатых колес должны быть соблюдены два основных условия: линия касания зубьев должна находиться на начальной окружности обоих колес; переход от одного зуба к другому должен быть плавным, без толчков и рывков. Зазор между зубьями имеет большое значение для правильной работы зубчатых колес. При сборке цилиндрических шестерен величину бокового зазора между зубьями измеряют щупом или прокаткой свинцовой пластинки, пропускаемой между зубьями, которая после этого измеряется. Замер величины бокового зазора производят между тремя парами сопряженных зубьев в трех местах под углом 120° и принимают наибольший зазор.
Нормальный боковой зазор между зубьями шестеренчатых передач выбирается по техническим условиям на сборку. Для строительных машин боковой зазор находится в пределах 0,06.. .0,1 модуля. Радиальный зазор должен быть не менее 0,16…0,20 модуля.
Ремонт цепных передач. Цепные передачи могут терять работоспособность по следующим причинам:
1. Износ шарниров цепи, вследствие чего цепь удлиняется и нарушается правильность ее зацепления со звездочками.
2. Усталостные явления в пластинах цепи, вызывающие разрушение проушин.
3. Выкрошивание и раскалывание роликов, появляющиеся обычно при скоростях и>20 м/с.
4. Ослабление запрессовки в пластинах валиков и втулок.
5. Износ зубьев звездочек.
Звездочки цепных передач имеют профиль зубьев, соответствующий типу цепи. Профилирование зубьев звездочек производится в соответствии с ГОСТом. Для изготовления звездочек используются углеродистые и легированные стали, стальное и чугунное литье, пластмассы.
У звездочек цепных передач износ затрагивает, главным образом, вершины зубьев (рис. 22.10). Изношенные зубья звездочек восстанавливаются наплавкой специальными электродами или комбинированным слоем. Последний способ заключается в том, что изношенное место сначала наплавляется металлическим электродом, затем твердым сплавом, и так чередование слоев производится до заполнения места износа (рис. 22.10). Наплавка ведется через 3…4 зуба, что создает более равномерный нагрев детали и предотвращает ее коробление. При наплавке специальными электродами применяют трубчатые электроды диаметром 6 мм, заплавляя зазор между медным шаблоном и зубом (рис. 22.11). Перед наплавкой каждого последующего слоя необходимо тщательно очищать шлак.
После наплавки зубья обрабатываются на фрезерных, долбежных или строгальных станках.
Сборка цепной передачи состоит в установке и закреплении звездочек на валах, надевании цепи и регулировании. Установку звездочек на валах при обычном креплении с помощью шпонок осуществляют так же, как и установку зубчатых колес. После закрепления звездочки на валу ее следует проверить на радиальное и торцовое биение. Для правильной работы цепной передачи оси звездочек должны быть параллельны. Положение звездочек проверяют по уровню, путем промера межцентровых расстояний, прикладыванием стальной линейки к торцам звездочек и замером зазора щупом. При больших межосевых расстояниях параллельность осей валов проверяют по шнуру. Допустимая величина перекоса зависит от диаметра звездочки, ее устанавливают для каждого механизма в отдельности.
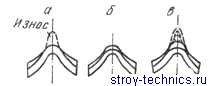
Рис. 22.10. Восстановление зубьев звездочки: а — профиль изношенного зуба; б — наплавка металлическим электродом; в — наплавка комбинированными слоями.
Допустимые величины смещения звездочек зависят от расстояния между осями валов и от типа передач.
Цепные передачи должны иметь такое натяжение, при котором стрела провисания нерабочей части при полностью натянутой рабочей ветви равнялась бы величине расстояния между центрами, умноженной на коэффициент провисания.
Для замера стрелы провисания по касательной к звездочкам прикладывают линейку или протягивают шнур. Стрелу провисания замеряют масштабной линейкой.
Неправильное натяжение ускоряет износ и сокращает срок службы цепей.

Рис. 22.11. Наплавка зубьев звездочки: 1 — медный шаблон; 2— зазор между шаблоном и зубом, заплавляемый при наплавке трубчатыми электродами.
Ремонт ременных передач. В ременных передачах, работающих на принципе использования трения, применяется гибкая связь (ремень) между ведущими и ведомыми звеньями (шкивами) передачи. В ременных передачах используются прорезиненные, хлопчатобумажные, шерстяные и кожаные ремни.
Наибольшее распространение для строительных машин имеют тканевые прорезиненные ремни.
Шкивы изготовляют:
а) чугунными литыми (например, чугун СЧ15-32) при скоростях v до 30 м/с;
б) стальными литыми (например, сталь 25 л) или сварными при скоростях v до 60 м/с;
в) из легких сплавов для снижения массы и инерционных нагрузок, особенно при больших скоростях; г) из пластмасс для снижения массы и инерционных нагрузок, повышения технологичности и пр.
Конструкция шкивов проста. Стандартом рекомендуются только диаметры и размеры обода шкива. В остальном конструкция может быть разнообразной. Для высоких скоростей шкивы балансируют. С этой целью часто обтачивают все поверхности шкива (в том числе и нерабочие).
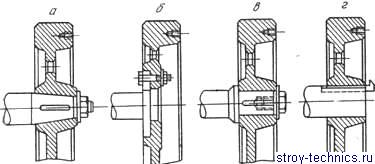
Рис. 22.12. Способы крепления шкива на валу.
При эксплуатации ременных передач с течением времени возникают следующие дефекты: вытягивание и пробуксовывание ремня; сход ремня в сторону вплоть до спадания со шкивов; разрыв ремня; износ подшипников и валов; дефекты сборки и регулировки.
В клиноременных передачах используются в основном сплошные бесконечные прорезиненные (преимущественно кордтканевые) ремни трапецеидального профиля. В качестве корда используют также стальные канатики и полиамидное волокно. При разрыве клиновых ремней их заменяют новыми.
В плоскоременных передачах разрыв ремня наблюдается чаще всего в месте соединения его концов. Концы соединяют (склейкой, металлическими соединителями и сшивкой). Иногда при ремонте обнаруживаются трещины в ободе и спицах чугунных шкивов. Обычно такие шкивы заменяют новыми. Износ и смятие стенок шпоночных канавок шкивов восстанавливают сваркой или слесар- но-механическими способами.
Перед сборкой шкивов и маховиков с валами проверяют правильность их изготовления и балансировки.
Наиболее часто встречающимися в строительных машинах способами крепления маховика или шкива на валу являются: на конусе и шпонке (рис. 22.12, а), на фланце болтами (рис. 22.12,6) и на цилиндрической шейке призматической (рис. 22.12, в) или клиновой (рис. 22.12, г) шпонками. Шкивы, так же как и звездочки, установленные на валах, проверяют на биение в центрах приспособления или на призмах индикатором или рейсмусом.
При сборке ременных передач должно быть обеспечено необходимое натяжение ремня. Малое натяжение снижает тяговую способность передачи. При больших натяжениях увеличивается давление в подшипниках.
Неправильное натяжение ускоряет износ и сокращает срок службы ремней.
Источник
Ремонт деталей зубчатых цепных передач
Ремонт деталей зубчатых
С помощью зубчатых передач (рис. 76) изменяют скорость движущихся частей станков и направления их движения, передают от одного вала к другому усилия и крутящие моменты, а также преобразуют их. В зубчатой передаче движение передается с помощью пары зубчатых колес. (В практике зубчатое колесо с меньшим числом зубьев принято называть шестерней, а с большим — просто колесом; термин «зубчатое колесо» относится как к шестерне, так и к колесу; при одинаковом числе зубьев зубчатых колес в передаче колесом называют ведомое.)
Поступающие в ремонт зубчатые колеса могут иметь дефекты, приведенные в табл. 31.
Таблица 31
Дефекты и способы ремонта зубчатых передач
Способ ремонта
Износ зубьев по рабочему профилю
Замена зубчатого колеса новым.
Цилиндрическое зубчатое колесо с односторонним износом зубьев 2 у правого торца в результате многократного переключения шестерен (рис. 77, а) можно отремонтировать так: у колеса подрезать часть 3 (линия отреза показана на рисунке справа вертикальной чертой), а с другой стороны приварить кольцо 7, точно соответствующее удаленной части 3; затем кольцо установить таким образом, чтобы в переключении участвовала левая (неизношенная) часть зубьев
Один или несколько сломанных зубьев
В ответственных передачах колесо нужно заменить годным. В менее ответственных тихоходных передачах поврежденные зубья больших колес экономически выгодно восстанавливать.
Зубчатые колеса можно ремонтировать наплавкой изношенных зубьев, установкой зубчатых в клад ушей, которые закрепляют винтами либо сваркой (рис. 77, б), а также ввертышей и т. п. Наплавка (рис. 77, в) производится толстообмазанными электродами Э-ЗУ, Э-42, ОММ-5 и пр. После наплавки колесу дают медленно остыть, зарывая в горячий песок все колесо или ту его часть, где наплавлен зуб
Одна или несколько трещин в венце, спице или ступице
Заварка трещины
в ступице
См. ремонт шпоночных и шлицевых соединений (табл. 17 и 18)

Рис. 76. Зубчатые передачи:
Рис. 77. Схемы ремонта зубчатых колес:
Изношенные зубчатые колеса, ремонт которых признан нецелесообразным, нужно заменять новыми парами даже в тех случаях, когда одно колесо в заменяемой паре существенного износа не имеет. Это объясняется следующим. Замена обоих сопрягаемых колес гарантирует лучшие условия зацепления, так как зубчатые колеса каждой данной пары, как правило, изготовляются одним и тем же инструментом на одном и том же станке. Использование нового зубчатого колеса в сопряжении с оставшимся старым нежелательно, так как зубья вновь изготовленного колеса не могу! обеспечить нормальный контакт с уже приработанными зубьями, о чем свидетельствует повышенный шум при работе передачи. Однако в тех случаях, когда в сопряжении находятся большое и малое зубчатые колеса, причем диаметр большого колеса во много раз превышает диаметр малого, не следует придерживаться приведенного выше правила. В таком зацеплении значительно быстрее изнашивается малое колесо, поэтому при ремонте достаточно заменить только его. Своевременная замена малого колеса предохраняет от износа зубья большого, стоимость изготовления которого значительно выше.
Ремонт деталей червячных передач. Червячная передача (рис. 78) является зубчато-винтовой и состоит из червяч-ного косозубого колеса с зубьями специальной формы (вогнутыми по длине) и червяка — винта с трапецеидальной резьбой, являющегося шестерней; ее применяют для передачи вращения между валами, геометрические оси которых скрещиваются.
В червячных передачах наибольшему износу подвергается зубчатое зацепление, при этом витки червяка, как правило, изнашиваются значительно больше, чем зубья червячного колеса. В связи с этим при ремонте изготовляют новый червяк, который сцепляют с работавшим с ним в паре колесом. Однако в точных передачах заменяют новыми и червяк, и колесо.

Рис. 78. Червячные передачи:
а — цилиндрическая; б — глобоидная; в — основные элементы и параметры зубчатой передачи
Источник