Глава 4 ремонт диафрагм и обойм
4.1. Типовые конструкции и основные материалы
Диафрагмы турбин представляют собой кольцевые перегородки, которые разделяют внутреннюю полость проточной части на различные зоны с постепенно уменьшающимися давлением и температурой рабочей среды по ходу ее движения в цилиндре. В каждой диафрагме размещены неподвижные сопловые (направляющие) лопатки, проходя между которыми поток пара ускоряется и приобретает направление, необходимое для входа в каналы, образованные рабочими лопатками.
На рис. 4.1 показано принципиальное устройство диафрагмы, состоящей из двух полукольцевых пластин, имеющих горизонтальный разъем, позволяющий установить ротор. Половины диафрагмы устанавливаются, соответственно, в верхней и нижней половинах цилиндра (при безобойменной конструкции цилиндров) или в верхней и нижней половинах промежуточной обоймы. Каждая половина диафрагмы состоит из соединенных между собой обода 2, 5, которым диафрагма сопрягается с обоймой, или корпусом турбины, тела 1, 6 и сопловых лопаток 3. Положение половин диафрагм относительно друг друга в осевом направлении фиксируется шпонкой 8, устанавливаемой в разъеме, а в поперечном — специальным штифтом или небольшой вертикальной шпонкой. На внутренней расточке диафрагм размещены сегменты колец лабиринтовых уплотнений, предназначенные для уменьшения протечек из одной ступени в другую вдоль ротора.
По своей конструкции диафрагмы можно подразделить на следующие основные группы: стальные (с залитыми лопатками, с наборными лопатками, сварные с приваренной решеткой лопаток) и чугунные (с залитыми в них лопатками) [7, 10, 15, 55. 57, 61, 74].
С  тальные диафрагмы (рис. 4.2) изготавливаются сварными и устанавливаются в зонах высоких температур пара. К двум бандажам 7 и 8 приварены лопатки 9, а получившаяся решетка приварена к ободу 10 и к телу диафрагмы 1, 6. Периферийная часть некоторых сварных диафрагм со стороны выхода пара имеет кольцевой козырек для установки надбандажных уплотнений. На горизонтальном разъеме в нижних половинах стальных диафрагм закрепляются продольные шпонки 4, которые уменьшают протечки пара и обеспечивают совпадение плоскостей обеих половин диафрагм в осевом направлении. Для улучшения условий
тальные диафрагмы (рис. 4.2) изготавливаются сварными и устанавливаются в зонах высоких температур пара. К двум бандажам 7 и 8 приварены лопатки 9, а получившаяся решетка приварена к ободу 10 и к телу диафрагмы 1, 6. Периферийная часть некоторых сварных диафрагм со стороны выхода пара имеет кольцевой козырек для установки надбандажных уплотнений. На горизонтальном разъеме в нижних половинах стальных диафрагм закрепляются продольные шпонки 4, которые уменьшают протечки пара и обеспечивают совпадение плоскостей обеих половин диафрагм в осевом направлении. Для улучшения условий
сборки и исключения перемещения половин по разъему в радиальном направлении на нижних половинах разъема закрепляется вертикальная шпонка 5.
Чугунные диафрагмы устанавливаются в зонах низких температур, они выполняются литыми и представляют собой обод с плотно залитыми в них лопатками из нержавеющей стали (рис. 4.3). Ободы, как правило, имеют влагоулавливающие устройства. Устанавливают литые диафрагмы в корпусе цилиндра аналогично сварным диафрагмам, часть литых диафрагм фиксируется в поперечном направлении не вертикальной шпонкой, а пригоняемыми, радиально установленными в ободе винтами — «пинами».
В турбинах низкого давления малой мощности использовались диафрагмы с наборными направляющими лопатками. В наборных диафрагмах паровой канал выфрезеровывается в лопатках, которые, в свою очередь, крепятся к телу диафрагмы (рис. 4.4).
По конструктивному исполнению горизонтальный разъем диафрагм (рис. 4.5) может быть прямым, косым и комбинированным. Разъем стальных диафрагм выполняется прямым. Косой и комбинированный разъемы применяются в литых крупногабаритных диафрагмах с длинными лопатками для того, чтобы исключить разрезку лопаток, попадающих на разъем.
В турбинах с регулируемыми отборами пара применяют регулирующие (поворотные) диафрагмы, выполняющие две функции: разделение внутренней полости цилиндра на отсеки с различными параметрами пара и регулирование пропуска пара в последующие отсеки турбины. Поворотная диафрагма турбины Т-175-130 ТМЗ, представленная в качестве примера на рис. 4.6, состоит из двух половин, соединенных болтами по горизонтальному разъему. Перед диафрагмой со стороны входа пара расположено поворотное стальное кольцо 2, также выполненное из двух сболченных половин. Четыре планки 3 ограничивают перемещение поворотного кольца в осевом направлении. Поворот кольца производится сервомотором, расположенным вне цилиндра, через рычажную передачу, соединенную с серьгой 4.
Для организации отборов пара из цилиндров между цилиндром и диафрагмами конструктивно выполнен дополнительный элемент — обойма диафрагм. Обоймы диафрагм представляют собой литые конструкции, состоящие из двух половин — верхней и нижней, соединяемых между собой фланцами горизонтального разъема и скрепляемых шпильками. На периферийной части обойм выполнен кольцевой выступ (зуб) для установки в соответствующей расточке цилиндра. Типовая конструкция обоймы показана на рис. 4.7. В некоторых случаях (для уменьшения радиальных размеров обойм) при размещении усиков уплотнений на бандажах рабочих лопаток во внутреннюю расточку обойм диафрагм напротив бандажей рабочих лопаток турбины устанавливаются усики надбандажных уплотнений или металлокерамические вставки.
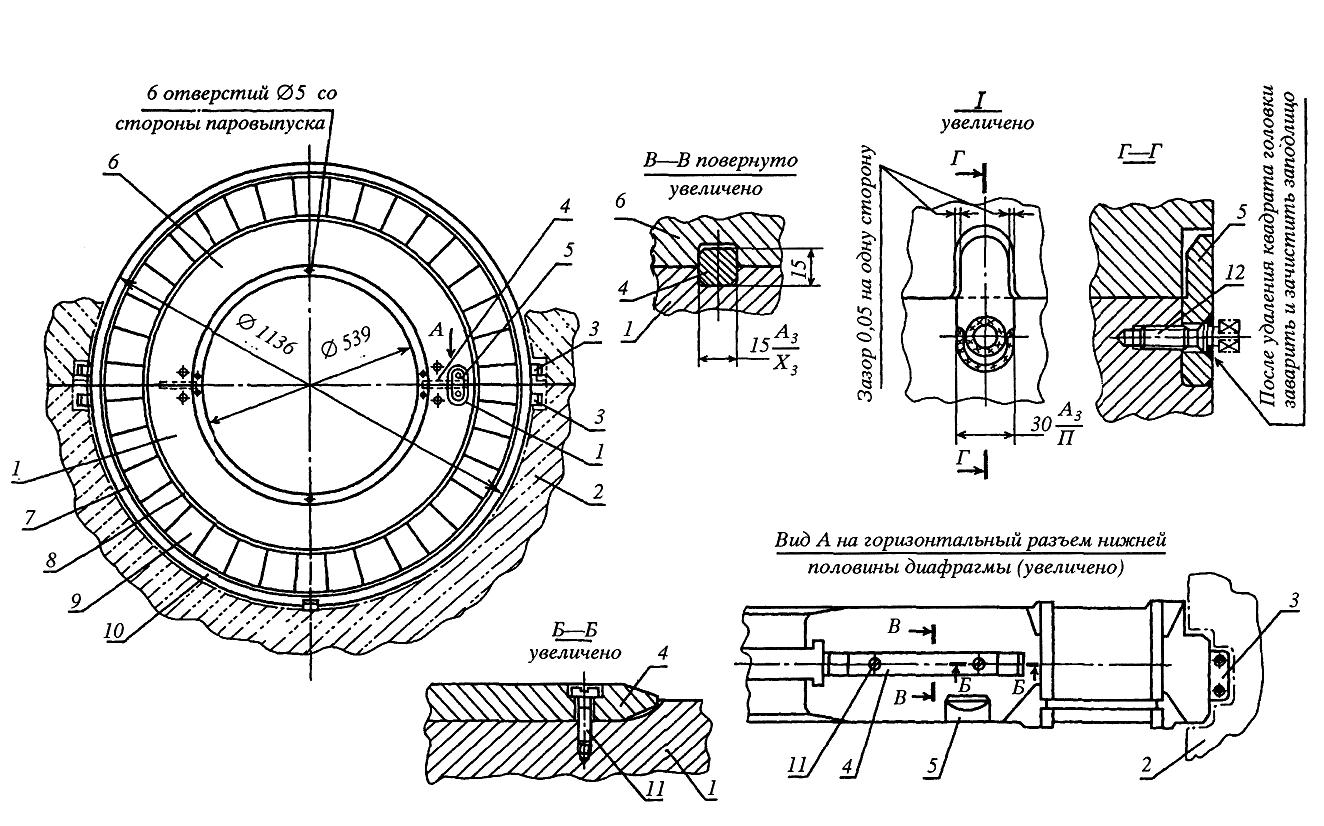
Рис. 4.2. Стальная сварная диафрагма турбины К-300-240 ЛМЗ:
1,6 — тело диафрагмы; 2 — цилиндр (обойма); 3 — лапки подвески диафрагмы; 4 — продольная шпонка разъема диафрагмы; 5 — вертикальная шпонка разъема диафрагмы; 7,8 — бандаж; 9 — лопатки; 10 — обод; 11 — крепежный винт
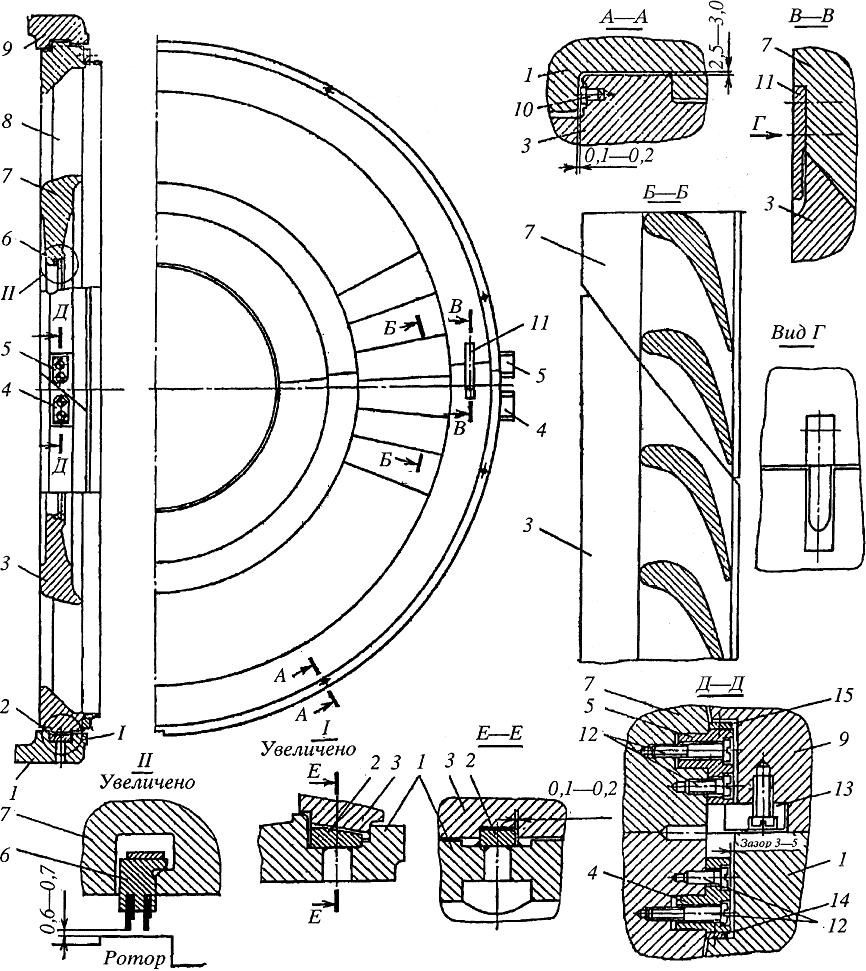
Рис. 4.3. Литая чугунная диафрагма:
1,9 — обойма диафрагмы; 2 — вертикальная шпонка; 3,7 — тело диафрагмы; 4 — лапка подвески нижней половины диафрагмы; 5 — лапка подвески верхней половины диафрагмы; 6 — сегмент уплотнения; 8 — направляющая лопатка; 10 — регулировочный пин; 11 — вертикальная шпонка разъема диафрагмы; 12 — крепежные винты лапок подвесок диафрагмы; 13 — сухарь подвески верхней половины диафрагмы; 14, 15 — регулировочные пластины лапок подвески
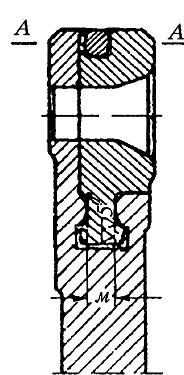
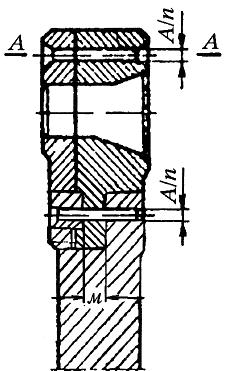
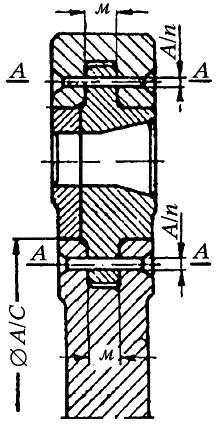
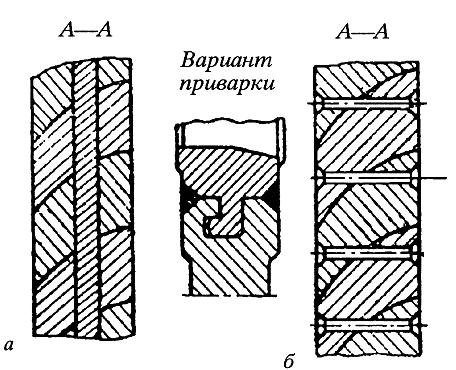
 Рис. 4.4. Способы крепления направляющих лопаток в наборных диафрагмах: а — конструкция фирмы «Вумаг»; б — конструкция фирмы «АЕГ»; в — конструкция фирмы «ДЖИИ»
Рис. 4.4. Способы крепления направляющих лопаток в наборных диафрагмах: а — конструкция фирмы «Вумаг»; б — конструкция фирмы «АЕГ»; в — конструкция фирмы «ДЖИИ»
Рис. 4.5. Разъемы диафрагм:
а — прямой разъем; б — косой, в — комбинированный
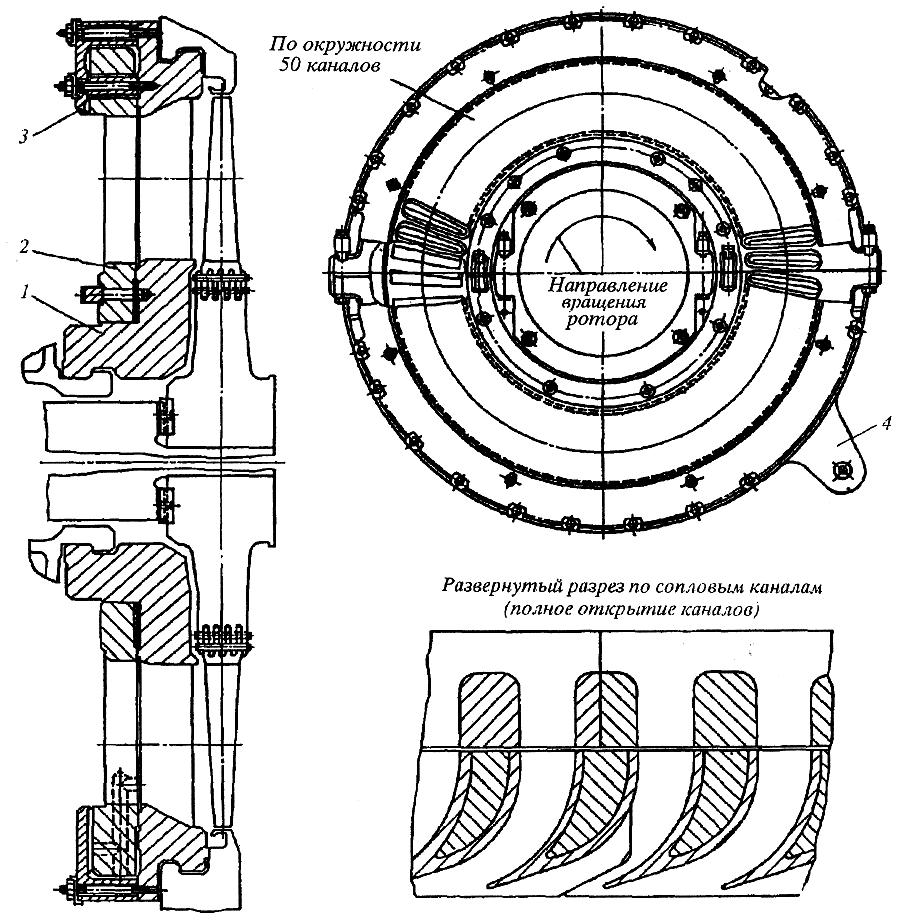
Рис. 4.6. Поворотная диафрагма
Диафрагмы устанавливают непосредственно во внутренние расточки цилиндров или обойм и закрепляют таким образом, чтобы они могли при нагревании свободно расширяться в радиальном направлении, не оказывая давления на стенки цилиндра или обоймы. Для этого между наружной цилиндрической поверхностью диафрагмы и расточкой цилиндра или обоймы предусмотрен тепловой радиальный зазор, составляющий обычно 2. 3 мм.
Цилиндрические расточки определяют также осевое положение диафрагм в проточной части. Вследствие разности давлений по обе стороны диафрагма прижимается кольцевой поверхностью обода к расточке корпуса; для обеспечения тепловых расширений обод диафрагмы входит в расточку с осевым зазором О1. 0,3 мм.
Диафрагмы устанавливаются в цилиндрическую расточку с помощью системы подвесок и шпонок или штифтов. Для установки диафрагм в цилиндрах и обоймах применяют схемы, показанные на рис. 4.8.
В вертикальной плоскости нижняя половина диафрагмы подвешена на шпонках 5, верхняя половина устанавливается на нижнюю и крепится с помощью штифтов и шпилек 2. Верхние половины диафрагм подвешиваются в верхней половине цилиндра с помощью специальных подвесок 8 и при закрытии свободно ложатся на разъем нижней половины. В поперечной плоскости положение диафрагм фиксируется с помощью шпонки или радиально установленных штифтов.
Обоймы и диафрагмы имеют на наружной поверхности обода зуб, который входит в кольцевую проточку в цилиндре или обойме, фиксируя их осевое положение. Ширина зуба меньше ширины проточки на 0,10. 0,25 мм, что обеспечивает возможность снятия и установки как верхних половин цилиндров, так и самих обойм и диафрагм. У чугунных диафрагм зуб выполняется меньше паза на 1,5. 2,0 мм и со стороны паровпуска в зуб вставляются стальные штифты, за счет которых выдерживается требуемый зазор. На рис. 4.9 показан пример установки нижней половины сварной диафрагмы в обойму.
Для правильного соединения верхней и нижней половин и для исключения (ограничения) пропуска пара через горизонтальный разъем в нем устанавливается система шпонок, а сам разъем тщательно пригоняется путем шабровки. На рис. 4.10 показан общий вид узлов соединения верхней и нижней половин диафрагмы.
Существенные конструктивные различия имеют диафрагмы активных ступеней и направляющие аппараты реактивных ступеней. Направляющие аппараты реактивных ступеней в отличие от рассмотренных выше диафрагм активных ступеней не несут значительных осевых усилий и выполняются со значительно более легкими элементами конструкции. В эксплуатируемых в настоящее время на электростанциях паровых турбинах, выпускавшихся отечественной промышленностью, реактивные ступени практически не применяются.
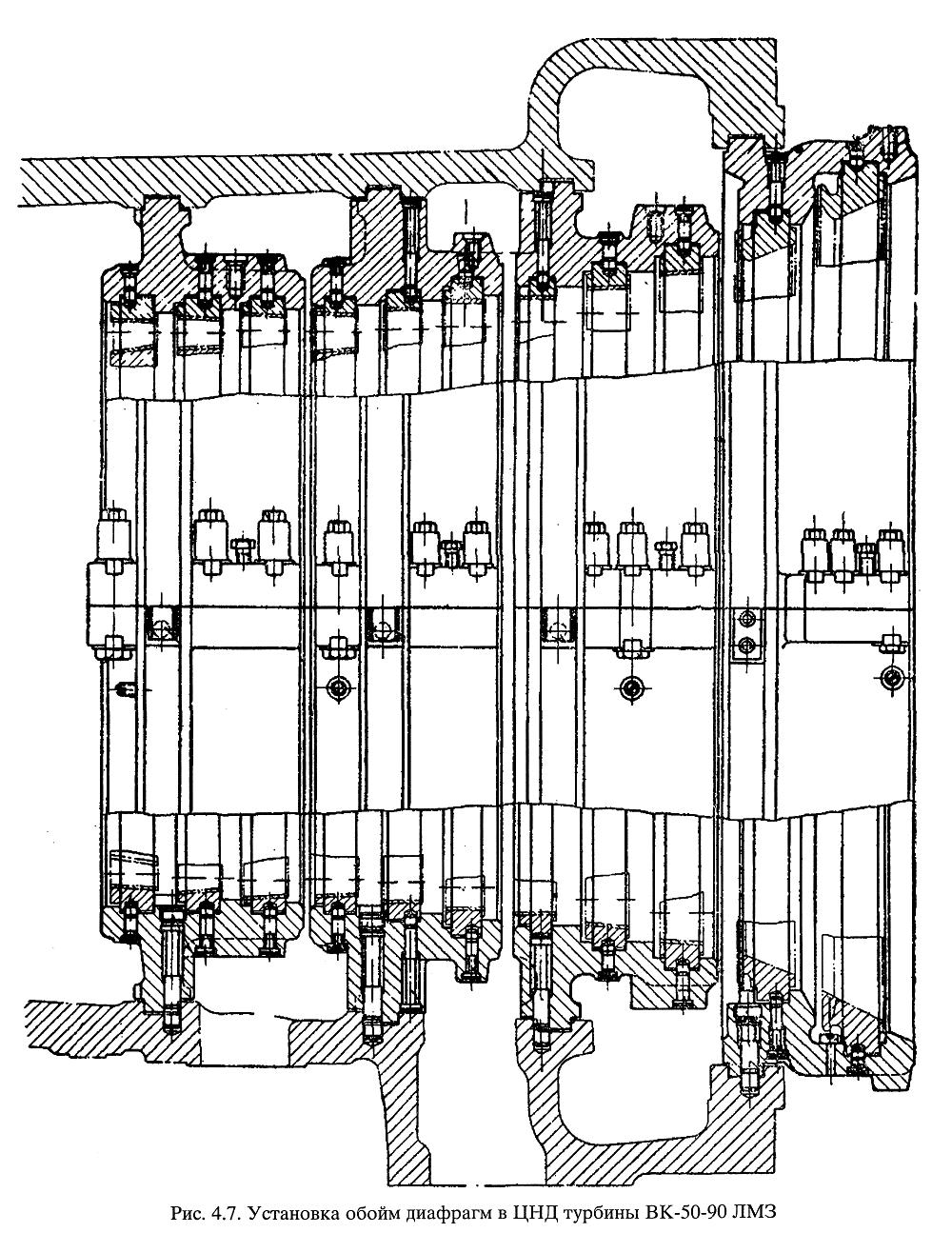
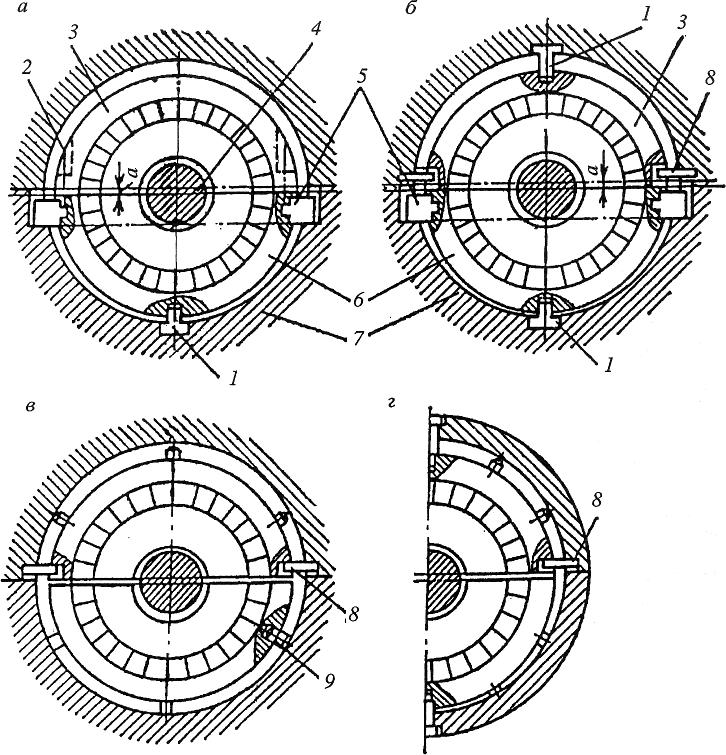
Рис. 4.8. Способы установки диафрагм в расточку:
а — установка диафрагмы с помощью подвесок и вертикальной шпонки в нижней половине, верхняя половина диафрагмы крепится с помощью крепежа; б — установка диафрагмы с помощью подвесок и вертикальных шпонок в нижней и верхней половине; в, г — установка диафрагмы с помощью подвесок и штифтов; 1 — шпонки для центровки диафрагмы; 2 — шпилька; 3 — верхняя половина диафрагмы; 4 — ротор; 5 — шпонки для подвески нижней половины диафрагмы; 6 — нижняя половина диафрагмы; 7 — корпус цилиндра; 5 — шпонки для подвески верхней половины диафрагмы; 9 — штифт
Отдельно необходимо обратить внимание на конструкцию и установку сопловых аппаратов регулирующих ступеней ЦВД и первых ступеней давления однопоточных цилиндров среднего и низкого давления.
Для организации парциального подвода пара к регулирующей ступени ЦВД ее сопловой аппарат на большинстве турбин состоит из нескольких (чаще всего четырех) отдельных групп сопел, устанавливаемых в отдельные герметичные камеры — паровые коробки. Таким образом, сопловой аппарат регулирующей ступени представляет собой четыре отдельных сегмента, установленных в одной плоскости в кольцевую «т-образную» расточку сопловых коробок (рис. 4.11). Для устранения протечек пара по «т-образной» расточке паровых коробок на концах сегментов сопел в специальные пазы устанавливаются уплотняющие шпонки, от смещения в паровой коробке сегменты удерживаются стопорными штифтами.
Для уменьшения линейных размеров одно поточных цилиндров среднего и низкого давления первая ступень давления этих цилиндров устанавливается в кольцевую «т-образную» расточку входной сопловой камеры цилиндра и представляет собой два полукольца, закатываемых в расточку.
В зависимости от условий работы диафрагм (температура пара, усилия воспринимаемые диафрагмой, и пр.) для их изготовления применяются различные материалы [7,15, 55, 61, 74].
Для температуры пара до 250 °С применяются чугунные диафрагмы, изготовленные из чугуна марок СЧ-18-36, СЧ-21-40, СЧ-24-44, с залитыми в них штампованными лопатками из нержавеющей стали 12X13.
При температуре до 300 °С диафрагмы могут быть изготовлены из перлитного чугуна марки СЧ-28-48.
При температурах свыше 300 °С применяются стальные диафрагмы. При температурах до 450 °С для изготовления тела и ободьев диафрагм применяется листовой прокат из малоуглеродистых сталей марок 15, 20; при температурах 450. 530 °С поковки из хромомолибденовых сталей марок 20ХМ, 15ХМА, 20ХМА; при температурах 530. 565 °С поковки из хромомолибденованадиевых сталей марок 12ХМФ, 20ХМФ, ЭИ-10 (20Х1М1Ф).
Направляющие лопатки для сварных диафрагм, работающих при температуре до 480 °С, изготовляются из хромистой нержавеющей стали марок 12X13, 20X13; при температуре до 550 °С — из стали марки 15X11МФ, а при температуре до 580 °С — из стали марки ЭИ-802.
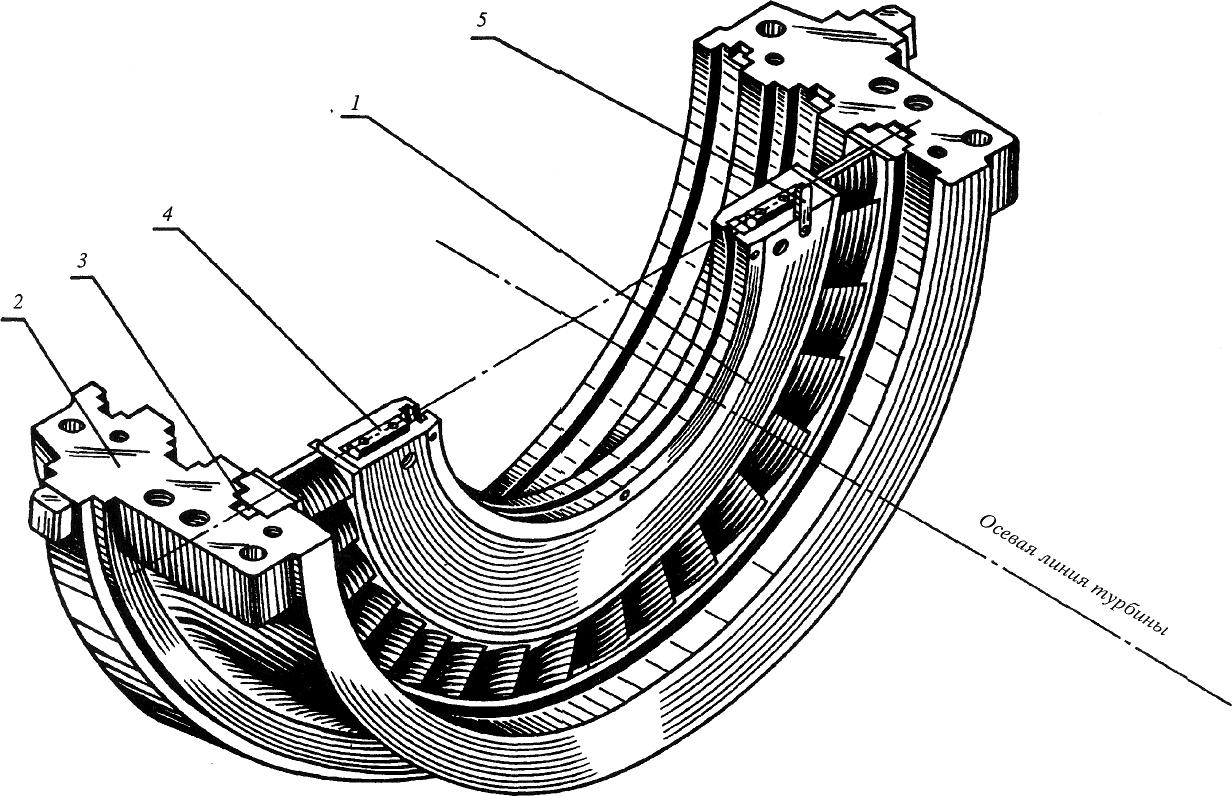
Рис. 4.9. Установка сварной диафрагмы в обойму: 1 — диафрагма; 2 — обойма; 3 — подвеска диафрагмы;
4 — продольная шпонка; 5 — поперечная шпонка
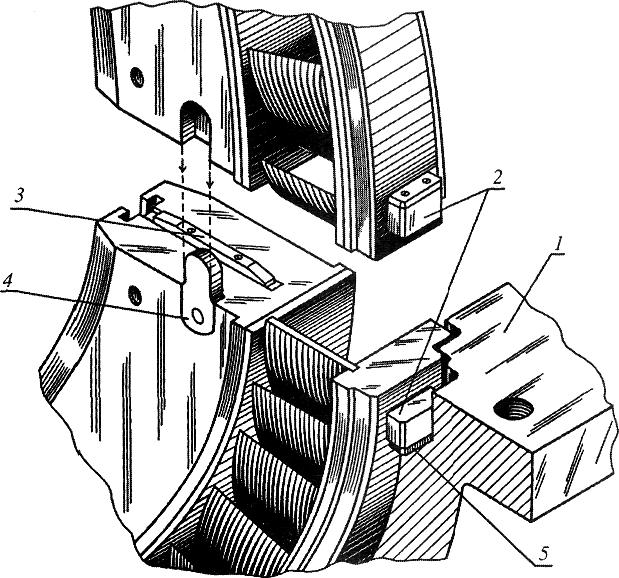
Рис. 4.10. Узлы соединения верхней и нижней половин диафрагм:
1 — обойма; 2 — лапки подвески диафрагмы; 3 — продольная шпонка;
4 — поперечная шпонка; 5 — регулировочная пластина
Р 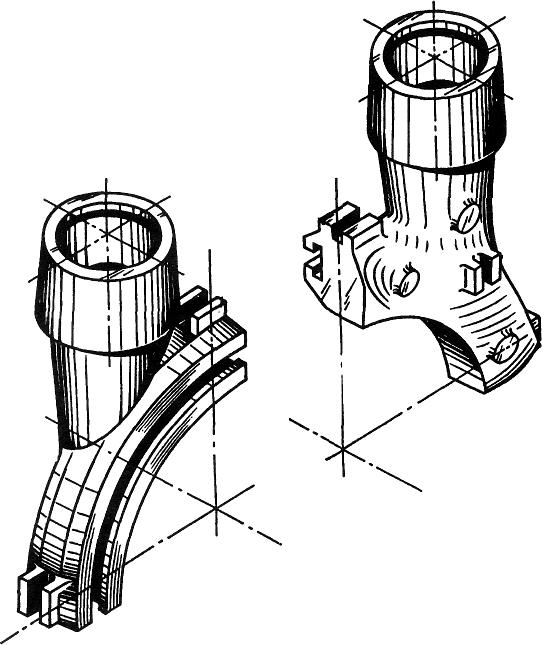 ис. 4.11. Сопловая коробка регулирующей ступени
ис. 4.11. Сопловая коробка регулирующей ступени
Тут вы можете оставить комментарий к выбранному абзацу или сообщить об ошибке.
Источник
4.3. Основные операции, выполняемые при ремонте диафрагм и обойм
4.3.1. Разборка и ревизия
Для ревизии состояния обойм и диафрагм и устранения обнаруженных дефектов во время вскрытия цилиндра производится разборка верхних и нижних половин диафрагм и обойм диафрагм. Одновременно с этим производится разборка уплотнений и обойм уплотнений. В процессе разборки выполняется визуальный осмотр и предварительная дефектация разбираемых узлов. Все обнаруженные дефекты должны быть записаны в журнал.
При конструкциях турбин, в которых диафрагмы устанавливаются в обоймы, после снятия крышки цилиндра следует выполнить проверку правильности положения обойм в цилиндре, так как при короблениях цилиндра или обойм возможны отклонения гребней обойм от вертикали.
До выемки ротора из цилиндра необходимо произвести замеры осевых зазоров между дисками и диафрагмами с обеих сторон по бандажам лопаток и промежуточным телам, а также радиальных зазоров между гребнями уплотнений диафрагм и валом. Зазоры измеряются с помощью плоских, клиновых и длинных ленточных щупов при осевом положении ротора, отжатом в упорном подшипнике на рабочие колодки.
После проверки зазоров производится выемка обойм с диафрагмами или отдельно диафрагм (при отсутствии обойм). Для этого в специальные резьбовые отверстия, имеющиеся в диафрагмах и обоймах, вворачиваются «рымы». Выемка осуществляется малым крюком крана с помощью стального троса.
Диафрагмы, особенно чугунные, иногда заклиниваются в корпусе цилиндра. Причиной этого может быть большой солевой занос или недостаточные тепловые зазоры. Выемка заклинивших диафрагм производится после обильного смачивания мест заедания керосином и обстукивания диафрагм свинцовой кувалдой по торцам и стыку.
Выемка диафрагм из обоймы производится после установки обоймы на подкладки или в специальные кассеты. Вынутые диафрагмы укладываются на доски или резиновые маты (изготовленные из старой транспортерной ленты) и маркируются.
После разборки обойм уплотнений, обойм диафрагм и самих диафрагм необходимо выполнить их ревизию. В процессе ревизии выполняются следующие операции:
разборка, ревизия, дефектация и отбраковка всех крепежных и стопорных элементов обойм уплотнений, обойм диафрагм, самих диафрагм, сегментов уплотнений и пружин;
очистка от окалины и солевых отложений лопаточного аппарата и расточек обойм уплотнений, обойм диафрагм, самих диафрагм и сегментов уплотнений методами ручной механической очистки, а также очистка деталей с помощью пескоструйных аппаратов мелкими фракциями песка (использование дроби запрещается) и установок высокого давления «мокрой» золоочистки;
ревизия, визуальный осмотр расточек под установку сопрягаемых деталей (цилиндр— обойма, цилиндр—диафрагма, обойма—диафрагма) и контроль их линейных размеров при визуальном осмотре. Следует обратить особое внимание на отсутствие выработки (износа) рабочих поверхностей;
проверка прогиба тела диафрагм;
проверка эллипсности по внутренним расточкам и наружным диаметрам;
окончательный визуальный контроль, а при необходимости — контроль металла дефектных мест неразрушающими методами контроля.
Поверхности обойм и диафрагм подлежат тщательной очистке от отложений, ржавчины и грязи шаберами и стальными щетками, а лопатки — тонкой наждачной бумагой; очищаемые поверхности нужно предварительно смочить керосином, а по окончании чистыми тряпками. В настоящее время все чаще для очистки деталей стали применяться пескоструйные аппараты с использованием мелких фракций песка и установки высокого давления со специальными насадками для мокрой золоочистки.
После очистки диафрагм и расточек обойм от грязи и отложений необходимо выполнить тщательный осмотр: для выявления возможных трещин на обоймах, на полотне диафрагм и у шпоночных пазов; контроля коробления обойм, деформации и коррозии полотна диафрагм, а также наличия механических повреждений, следов задевания дисков ротора за диафрагмы и повреждений промежуточных диафрагменных уплотнений.
Необходимо также проверить плотность прилегания разъема обеих половин диафрагм по краске с контролем на отсутствие излома по посадочной поверхности зуба под установку в расточку цилиндра.
Состояние заделки лопаток в полотно и обод диафрагмы может определяться по звуку (дребезжанию) при обстукивании каждой лопатки молотком.
По результатам ревизии и визуального осмотра определяются объемы необходимых ремонтных работ и замены дефектных деталей.
Источник