Восстановление дисков лущильников и борон.




![]()
![]()
Основные дефекты дисков: образование трещин около квадратных отверстий, износ отверстий и затупление лезвий.
Трещины заваривают электродуговым способом. При износе квадратных отверстий приваривают к диску накладку с квадратным отверстием, изготовленную кузнечным способом из выбракованного диска. Чтобы не нарушить термообработку дисков при заварке трещин и приварке накладки, лезвие необходимо охлаждать.
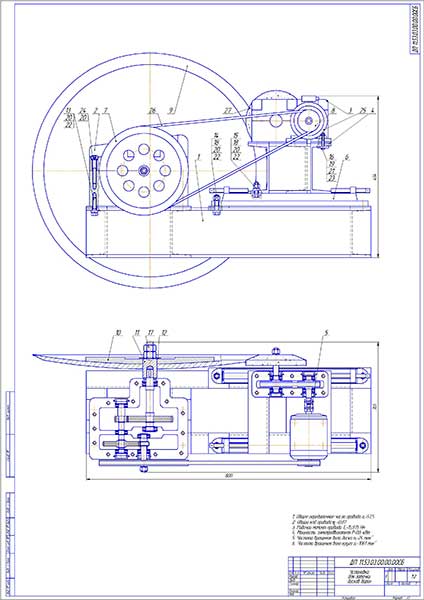
Затупленные диски затачивают комбинированным резцом, конструкция которого аналогична конструкции резца, показанного на рисунке 9. Диск устанавливают на квадратный хвостовик планшайбы диаметром 360 мм, навинченной на шпиндель токарного станка, и прижимают к ней прижимным вогнутым диском диаметром 240 мм с помощью центра задней бабки станка. Заточку ведут с выпуклой стороны под углом 37° к торцовой поверхности до толщины лезвия 0,4 … 0,5 мм.
Заточка комбинированным резцом не требует тщательной правки деформированного диска, так как в процессе заточки резец копирует обрабатываемую кромку. Для свободного перемещения резца разъединяют гайку малого продольного суппорта с его винтом.
Если диски наплавить с выпуклой стороны сормайтом № 1 слоем шириной 20 … 25 мм и толщиной 0,4 … 0,6 мм, то их технический ресурс между заточками повышается в несколько раз. Перед наплавкой диски затачивают до толщины лезвия 0,5 … 0,7 мм под углом 33 °. После наплавки выравнивают лезвие на наждачном круге до выступания твердого сплава по всей окружности диска.
Источник
Технология восстановления дисков борон в СПК Радченский
Дипломный проект изложен на 98 страницах, проект состоит из 6-ти частей, 11 листов графической части, содержит 8 рисунков и 21 таблицу.
Исходными данными к дипломному проекту являются научно-техническая литература. В дипломном проекте рассматриваются технологические, организационные и экономические аспекты восстановления дисков борон.
При выполнении дипломного проекта была проделана следующая работа:
- разработана технология восстановления дисков борон;
- разработана конструкция и произведен расчет приспособления для заточки дисков борон;
- спроектирована площадка регулировки дисков борон;
- проанализировано состояние охраны труда на предприятии, разработаны мероприятия по обеспечению безопасности труда, предложена схема защитного отключения;
- предложены мероприятия, позволяющие улучшить экологическую обстановку;
- определен экономический эффект на предприятии от внедрения технологии восстановления дисков борон.
В первом разделе дипломного проекта проведен анализ хозяйственной деятельности СПК «Радченский». Анализ хозяйственной деятельности СПК «РАДЧЕНСКИЙ» указывает на недостатки в организации технологии ремонта машин. ЦРМ хозяйства загружен недостаточно. Все это связано с организацией ремонта, но в большей степени с неудовлетворительным проведением текущего и капитального ремонта, что ведет к поломке техники. Ремонт машин в течение всего года создает ритмичность в работе мастерской, обеспечивает более равномерное использование производственных площадей, оборудования и рабочей силы, способствует созданию постоянных кадров мастерских, повышению их квалификации.
В мастерской хозяйства отсутствуют в достаточном количестве для ремонтного цикла необходимые в номенклатуре запасные части по всем видам техники. В хозяйстве не хватает необходимого оборудования, инструментов, приспособлений, а также имеет место значительное количество ручного труда, что влечет за собой большие простои в ремонте с.х. техники, снижению показателей работы всех машин, что в дальнейшем сказывается на себестоимости конечной продукции.
Важнейшими факторами повышения эффективности использования с.х. техники является внедрение высокоэффективной организации и технологии ремонта и обкатки машин. Целью данного проекта является организация ТО и ремонта машин в условиях ЦРМ СПК «РАДЧЕНСКИЙ».
Во втором разделе разработана технология восстановления дисков, произведен выбор оборудования, расчет производственных площадей, численности рабочих.
В третьем разделе рассматриваем приспособление для заточки дисков тяжелых дисковых борон.
В четвертом разделе представлен анализ организации работ по охране труда и пожарной безопасности, мероприятия по обеспечению безопасности и сделаны расчеты освещения, вентиляции рабочего участка.
В шестом разделе указаны экологические факторы влияющие на окружающую среду и на организм человека. Приведен расчет выброса загрязняющих веществ.
В заключительной экономической части приведены расчеты экономической эффективности проектных предложений.
Анализ хозяйственной деятельности СПК «Радченский»

Генеральный план СПК «Радченский»

План центральных ремонтных мастерских СПК «Радченский»
Диск бороны Ремонтный чертеж

Маршрутные карты восстановления диска бороны

Площадка для регулировки дисковой бороны БДТ-7

Установка для заточки дисков борон Чертеж общего вида
Деталировка установки для заточки дисков борон

Охрана труда Принципиальные схемы устройств защитного отключения


Технико-экономические показатели восстановления дисков борон

Задание на дипломный проект
1. Анализ современного состояния СПК «Радченский» Богучарского района Воронежской области
- 1.1. Местоположение, размеры и специализация хозяйства
- 1.2. Анализ обеспеченности хозяйства основными ресурсами
- 1.3. Динамика развития МТП СПК «Радченский»
- 1.4. Характеристика РОБ СПК «Радченский»
- 1.5. Анализ эффективности использования МТП
- 1.6. Цели и задачи дипломного проекта
2. Технология ремонта дисковых борон
- 2.1. Характеристика основных дисковых борон
- 2.2. Технология ремонта дисковых борон и лущильников
- 2.2.1. Общие сведения о неисправностях дисковых борон и лущильников
- 2.2.2. Регулировка дисков борон
- 2.2.3. Анализ дефектов дисков борон и способов их восстановления
- 2.2.4. Обоснование способов восстановления изношенных поверхностей
- 2.2.5. Режимы механической обработки восстанавливаемого диска
- 2.2.6. Определение норм времени выполнения операций
- 2.3. Определение трудоемкости
- 2.4. Обоснование режимов работы и определение фондов времени
- 2.5. Расчет численности персонала
- 2.6. Расчет площади регулировочной площадки
- 2.7. Строительство площадки
3. Конструкторская часть
- 3.1. Определение режимов заточки дисков борон
- 3.2. Кинематический расчет привода стенда для заточки дисков
- 3.2.1. Определение общего передаточного отношения привода и передаточного отношения его ступеней
- 3.2.2. Определение частоты вращения элементов привода
- 3.2.3. Определение крутящих моментов на валах привода
- 3.2.4. Расчет ременной передачи 7,8
- 3.2.5. Геометрические параметры
- 3.2.6. Расчет ременной передачи 1,2
- 3.2.7. Геометрические параметры
- 3.3. Расчет передач
- 3.3.1. Определение допускаемых напряжений
- 3.3.2. Расчет передачи 3,4
- 3.3.3. Расчет передачи 5,6
- 3.4. Расчет реакции в опорах
- 3.4.1. Расчет вала 7,8
- 3.4.2. Расчет вала 6
- 3.4.3. Определяем изгибающие моменты
- 3.4.4. Выполняем проверочный расчет вала на сопротивление усталости
- 3.4.5. Расчет вала 2,3
- 3.4.6. Расчет вала 4,5
- 3.4.7. Расчет вала 1,7
- 4.1. Основные опасные производственные факторы и вредности при ТО и ремонте сельскохозяйственной техники
- 4.2. Определение показателей учета и анализа состояния охраны труда
- 4.3. Расчёт естественного освещения слесарно-механического участка
- 4.4. Расчёт искусственного освещения слесарно-механического участка
- 4.5. Расчет пожарного запаса воды
- 4.6. Описание графической части
5. Экологическая безопасность
- 5.1. Актуальность, цель и задачи природоохранной деятельности на ремонтных предприятиях
- 5.2. Анализ экологической ситуации на СПК «Радченский»
- 5.3. Определение возможного загрязнения атмосферы
- 5.3.1. Загрязнение воздуха при сварке и наплавке
- 5.3.2. Загрязнение воздуха при механической обработке металлов
- 5.4. Мероприятия по очистке воздуха
- 5.5. Очистка сточных вод от загрязнений
- 5.6. Расчет загрязнения, получаемого при работе металлорежущего оборудования
- Выводы
6. Экономический раздел
- 6.1. Экономический эффект от внедрения технологии восстановления дисков борон
- Вывод
Источник
Ремонт дисков дисковой бороны
У корпусов плугов возможны следующие неисправности и износы: затупляется лезвие лемеха, с тыльной стороны появляется фаска, закругляется носок, лемех сужается по ширине. Часты случаи поломок лемеха и выкашивание его рабочей части в результате ударов о корни и камни при вспашке скоростных плугов при изнашивании груды отвала изменяется форма полевого обреза, скругляется его кромка, истирается Рабочая поверхность и обламывается носок, у крыла истирается  рабочая поверхность. Полевая доска и пятна изнашиваются со стороны борозды и снизу.
рабочая поверхность. Полевая доска и пятна изнашиваются со стороны борозды и снизу.
Ремонт лемеха.
Лезвие лемеха при затуплении затачиваются рабочей стороны до толщины
Лемеха а-самозачищающийся; б-составной сварной; 1-полоса;2-спинка
1…1,5 мм при ширине фаски 5…7 мм и угле заточки 25…40°. После износа до ширины менее 108мм (проверяют шаблоном) лемех восстанавливают кузнечной оттяжкой до нормального профиля (с отклонением по ширине не более 5 мм, а по длине не более 10 мм) за счет металла тыльной стороны (магазина). Оттяжку лемеха можно проводить не более четырех раз. Для оттяжки лемех нагревают в печах или на кузнечном горне до температуры 900. 1200 °С по всей длине и оттягивают на пневматическом молоте. Поверхность оттянутого лемеха должна быть ровной, без трещин. Отклонение его спинки от плоскостности допускается не более 2 мм, лезвия (выпуклость на рабочей поверхности) — до 4 мм. После оттяжки лемех затачивают с лицевой стороны, затем нагревают до 700 . 820 °С и закаливают по всей длине на ширину 20 . 45 мм в соленой воде при температуре 40 °С (время 5 . 6 с) со стороны лезвия до твердости 444 . 650 НВ. Затем подвергают отпуску при нагреве до 350 °С с охлаждением на воздухе. Более эффективна изотермическая закалка, когда лемех нагревают до температуры 880. 920 °С и охлаждают лезвие до 350 °С в течение 3,0 . 3,5 с в подогретой до 30 . 40 °С 10%-ной соленой воде. После этого его охлаждают на воздухе. Для повышения износоустойчивости лезвие лемеха делают самозатачивающимся наплавляя его тыльную сторону твердым сплавом. Перед наплавкой у лемеха оттягивают полосу шириной 25 . 30 мм со стороны лезвия и участок шириной 55.. 65 мм у носка долотообразного лемеха. Толщина слоя наплавки должна быть 1,4-2,0 мм. Наплавку ведут на установке ТВЧ сплавом сормайт № 1, ацетиленокислородным пламенем прутком 0 6 мм из сормайта № 1, электродами марки Т-590 и порошковыми проволоками. При износе до ширины менее 92 мм лемех восстанавливают приваркой полосы, делая его также самозатачивающимся. В глубокорыхлителях, плоскорезах и других орудиях для безотвальной вспашки изнашиваются: передние грани стоек, носок лапы, поверхности и кромки лап. Передние грани стоек и носки лап можно восстановить наплавкой твердыми сплавами (сормайт № 1, Т-540, Т-590 и др.) с последующей заточкой. Поверхности лезвий лап восстанавливают так же, как лапы культиваторов.
Ремонт отвалов
Форму изношенной рабочей поверхности отвала проверяют шаблоном. Отклонение от шаблона допустимо не более 6 мм. При обломе носка груди отвал можно восстановить. Для этого обломанную часть изготовляют из старого отвала, по шаблону, подгоняют по месту стыка и приваривают электросваркой с тыльной стороны к изношенному отвалу. Перед приваркой заготовку обрабатывают термически до получения твердости НКС 62 . 50. Для отвода теплоты при сварке участки рядом со швом обмазывают раствором глины с асбестом, под швом ставят подкладку из красной меди толщиной 5 мм, а под подкладку укладывают ветошь, смоченную водой. После приварки шов зачищают. При износах полевого обреза отвала его наплавляют последовательным наложением. валиков электродами марки Т-590 и затачивают под углом 45 . 50° к рабочей поверхности.
Ремонт полевых досок
При небольших износах полевые доски восстанавливают твердой наплавкой с последующей заточкой или используют неизношенную сторону доски, переворачивая ее. Для этого в ней изготовляют отверстия и закаливают.
Ремонт дисковых ножей.
Смятие лезвия ножа допускается не более чем в трех местах глубиной до 1,5 . 2,0 мм и длиной до 15 мм. Коробление диска допускается не более 3 мм. Покоробленные диски правят на плите в холодном состоянии. Затачивают их до толщины лезвия 0,5 мм на установке ОР-6112 для заточки дисковых ножей и на приспособлениях к токарному станку резцами с пластинами из твердых сплавов Т15К6 и др. Осевое и радиальное биение диска допускается не более 3 мм.
Контроль сборки. Плуг после ремонта в агрегате с трактором устанавливают для проверки на контрольную стенд-площадку Ее делают на железобетонном основании 1 Со сменной (для разных тракторов) колеей из швеллеров 2 С упорами 3 Для трактора и контрольной плиты с трафаретом 4, На котором размечено положение рабочих органов, опор колес и других контрольных точек плуга. На стенде-площадке проверяют комплектность плуга, правильность установки его рабочих органов, жесткость крепления деталей и другие параметры. При рабочем положении в правильно собранном плуге лезвия лемехов, концы полевых досок, пятка задней полевой доски, бороздное и заднее колеса должны лежать в одной плоскости. Отклонения от параллельности полевых обрезов отвалов и лемехов допускаются только в сторону борозды, но не более10 мм. Носки и пятки корпусов должны лежать на одной прямой с отклонением не более ±5 мм. Расстояние между внутренней кромкой бороздного колеса и пяткой лемеха первого корпуса допускается 50 ± 5 мм. Смещение заднего колеса от прямой, проходящей через полевую кромку лемеха последнего корпуса, допускается не более 5 мм. Плоскость диска заднего колеса должна иметь наклон 6 . 10° от вертикали в сторону вспахиваемого поля. Просвет между пяткой лемеха или задним обрезом полевой доски и плоскостью контрольной плиты допускается до 10 мм. Расположение носка лемеха выше пятки или полевой доски не допускается. Отвал и лемех должны плотно прилегать один к другому, а лемех выступать над поверхностью отвала в месте стыка не более чем на 1 мм. Не допускается выступание поверхности и полевой кромки отвала над поверхностью и кромкой лемеха. Винтовые механизмы плуга должны свободно проворачиваться, если к штурвалу приложено усилие не более 150 . 200 Н. Технология ремонта навесных и прицепных плугов аналогична. Отремонтированные плуги на время длительного хранения красят-, а их рабочие поверхности покрывают антикоррозионным составом.
Ремонт борон, дисковых лущильников и кольчатых катков.
Изношенные и изогнутые зубья борон восстанавливают оттяжкой и правкой с нагревом кузнечным способом при разнице в их длине не более 10 мм. Рабочую часть зуба закаливают, нагревая до 820 . 840 °С и охлаждают в воде при температуре 30. 35°С. При сборке бороны зубья устанавливают ребром по ходу, а зубья из полосовой стали — узкой гранью по ходу. Затупившиеся диски лущильников и борон затачивают на установке для заточки дисковых ножей, на приспособлении к абразивно-шлифовальному станку или протачивают резцом на токарном станке. Протачивают диски с выпуклой стороны резцом с пластинкой из твердого сплава Т15К6, создавая угол заточки 37° при толщине лезвия диска 0,3 . 0,5 мм. Квадратное отверстие в дисках при износах скругляется и около него появляются трещины. Восстанавливают отверстие электросваркой с последующей обработкой или приваривают на диск накладку с нормальным размером отверстия. На время сварки на диск следует накладывать мокрый асбест или раствор глины. Для уменьшения износа отверстий и смятия граней валов на каждую батарею лущильника или дисковой бороны ставят компенсирующую упругую шайбу. В собранном подшипниковом комплекте батарей втулка должна прокручиваться рычагом длиной 330 мм с усилием не более 40 Н. Осевой зазор в подшипниках допускается не более 0,5 мм. В собранном дисковом орудии при проверке на контрольной плите просвет дисков и их осевое биение по диаметру допускается не более 4 мм. Чистики устанавливают на расстоянии 2 . 4 мм от дисков. Основные неисправности кольчато-шпоровых катков ЗККШ-6— износ и поломка шпор, дисков и кронштейнов из чугуна, износ валов, торцов ступицы дисков и подшипников.
Износ торцов ступицы дисков до 8 мм компенсируют постановкой шайб с таким расчетом, чтобы зазор между шпорами соседних дисков был не менее 4 мм. Чугунные детали с трещинами заваривают порошковой проволокой ПАНЧ-И электросваркой или горячей газовой сваркой чугунными прутками.
Ремонт культиваторов.
Основные возможные дефекты у культиваторов: износ, приводящий к затуплению лезвий рабочих органов (стрельчатых, рыхлительных и окучников); износы втулок, осей колес, сальников, резьб на деталях; перекос и скручивание деталей рамы; перекос грядилей; износы деталей механизмов подъема рабочих органов и управления колесами, соединительного шарнира и др. Большинство рабочих органов культиваторов (кроме рыхлительных лап) изготавливают самозатачивающимися, наплавленными твердыми сплавами с тыльной стороны, и восстановлению они не подлежат. Рыхлительные лапы затачивают сверху до толщины режущих кромок не более 1 мм. Стрельчатые лапы можно восстановить постановкой сменных лезвий на потайных заклепках или приваркой накладки на носок. После постановки сменную лапу нагревают до 820 °С изакаливают в воде. Лапы из стали 70Г закаливают в масле. Накладку изготовляют из выбракованных сегментов жаток и косилок или из дисков сошников сеялок. После приварки на выступающую часть накладки с тыльной стороны наплавляют газовой сваркой слой сормайта № 1 толщиной 0,7 . 1,0 мм, затем зачищают наплывы и затачивают лезвие. На ремонтных предприятиях лапы культиватора КРХ-4 восстанавливают по следующей технологии: правка с нагревом; газопламенная обрезка изношенной части; приварка пластины из стали 65Г и газопламенное напыление с нижней стороны лапы износостойкого материала — металлического порошка ПГ-12Н-3 для обеспечения эффекта самозатачивания. Стойки лап при отклонении от плоскостности правят в нагретом состоянии. Потайные головки крепления лап к стойкам должны утопать до 1,0 мм. Стойки закрепляют так, чтобы носки лап при проверке на плите не имели зазора более 1 мм, а кромки лезвия — 3 мм. Носок стрельчатой лапы может быть смещен от вертикальной оси симметрии грядиля на ±3 мм. На контрольной плите проверяют перпендикулярность уголков стойки прицепа и осей грядилей прицепных культиваторов к брусу рамы. Отклонение допускается не более 5 мм в крайних точка. Для установки колес и рабочих органов на требуемую глубину обработки под колеса культиватора ставят деревянные прокладки, толщина которых на 20 . 30 мм (погружение колес в почву) меньше требуемой глубины обработки почвы. При этом раму культиватора ставят параллельно плоскости контрольной плиты, а задние концы держателей рабочих органов и грядилей располагают на одинаковой высоте от нее. Зазор от плиты до носка лап рабочих органов, не регулируемых в вертикальном направлении, для стрельчатых лап не должен превышать 7 мм, для рыхлительных — 20 мм. Сжатая пружина на всех штангах культиватора должна быть одинаковой длины.
Предельные показ изношенных режущих органов почвообрабатывающих машин
Источник