- Ремонт и напайка дисков для дисковых пил
- Диск пильный по дереву с твердосплавными напайками
- Напайка дисковых пил
- Нарезка зубьев на дисковой пиле
- Ремонт пильных дисков по дереву
- Ремонт твёрдого сплава на дисковых пилах
- Закрыть Показать Категории
- Закрыть Показать Последние сообщения
- Смена напаек на дисковой пиле
- Подготовка корпуса инструмента к пайке твердосплавного дереворежущего инструмента
- Процесс пайки твердосплавного дереворежущего инструмента
- Наша компания оказывает сервис по ремонту режущего инструмента, а именно:
- Переоснащение пилы твердосплавными напайками
- Ремонт твёрдого сплава на дисковых пилах
- Как заточить циркуляционный диск с твердосплавными зубьями своими руками
- Как узнать, что пора заточить диск
- Разновидности пил
- Геометрия твердосплавных зубьев
- Определение степени износа
- Принцип и угол заточки дисков для циркулярной пилы
- Как заточить пильный диск — правила
- Способы заточки циркуляционных дисков с твердосплавными напайками
- Как станком заточить диск
- Как заточить диск вручную напильником
- Особенности заточки дисков с победитовыми напайками для древесины
Ремонт и напайка дисков для дисковых пил
На сегодняшний день на рынке представлено множество моделей дисков для пил. Диск – это рабочий инструмент для выполнения резки разнообразных материалов. Используется он как в стационарном станке, так и в переносном инструменте.
Диск пильный по дереву с твердосплавными напайками
 Диски предназначены для распиловки деревянных изделий из наиболее распространенных древесных пород. Входят в комплектацию дисковых пил. Предельно допустимая частота вращения составляет около десяти тысяч оборотов в минуту. Производятся из молибденовой высокоуглеродистой стали с добавками хрома, никеля, победита, служащих для продления времени эксплуатации. Защищают от тепловых деформаций. Зубья с твердосплавными напайками содержат соединения кобальта и вольфрама. Это позволяет повысить их износостойкость, сделать острыми режущие кромки и повысить сопротивление ударным нагрузкам.
Диски предназначены для распиловки деревянных изделий из наиболее распространенных древесных пород. Входят в комплектацию дисковых пил. Предельно допустимая частота вращения составляет около десяти тысяч оборотов в минуту. Производятся из молибденовой высокоуглеродистой стали с добавками хрома, никеля, победита, служащих для продления времени эксплуатации. Защищают от тепловых деформаций. Зубья с твердосплавными напайками содержат соединения кобальта и вольфрама. Это позволяет повысить их износостойкость, сделать острыми режущие кромки и повысить сопротивление ударным нагрузкам.
Напайка дисковых пил
Диск пилы с твердосплавными зубьями включает в себя стальное полотно (диск) и пластины из твердых сплавов, выступающие как резцы.
В российских изделиях применены вольфрам–кобальтовые сплавы следующих марок: ВК (ВК 6, ВК 15 и др.) У зарубежных производителей состав сплавов другой. Свойства сплава зависят от размеров зерна карбидной фрезы. Для меньших зерен характерна высокая твердость и прочность сплавов. Закреплены пластины к диску с помощью высокотемпературной пайки. Для пайки применяются припои из серебра (ПСР-40,45), худшим вариантом будут медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Зуб имеет четыре рабочие плоскости. Это передняя и задняя, и, соответственно, боковые. По форме зубья делятся на прямые, косые, трапециевидные, конические.
Основной деформации подвержена режущая кромка и передняя грань резцов. Верная заточка подразумевает достижение требуемой остроты кромки, для этого максимальное число заточек может достигать около тридцати. Производится заточка зуба по передней и задней плоскости. Перед заточкой пила должна быть очищена от всех видов загрязнений.
Нарезка зубьев на дисковой пиле
 Нарезка зубьев производится с помощью напильника в случае их излома. Перед тем как нарезать прежние зубья, следует сточить до линии дефекта, затем произвести фуговку. Если необходимо произвести нарезку мелких зубьев высотой до 5 мм, их фугуют на половину высоты зуба, затем режут зуб пополам напильником. Это довольно трудоемкий процесс, требующий значительных затрат человеко-часов. Помимо этого, на сам процесс нарезки одного полотна расходуется комплект напильников. Для ускорения нарезки используется устройство, по своей форме напоминающее кусачки. Им скалывают металл до формирования зубьев.
Нарезка зубьев производится с помощью напильника в случае их излома. Перед тем как нарезать прежние зубья, следует сточить до линии дефекта, затем произвести фуговку. Если необходимо произвести нарезку мелких зубьев высотой до 5 мм, их фугуют на половину высоты зуба, затем режут зуб пополам напильником. Это довольно трудоемкий процесс, требующий значительных затрат человеко-часов. Помимо этого, на сам процесс нарезки одного полотна расходуется комплект напильников. Для ускорения нарезки используется устройство, по своей форме напоминающее кусачки. Им скалывают металл до формирования зубьев.
Ремонт пильных дисков по дереву
Если диск затупился и перестал выполнять свою работу, то нет необходимости обращаться в ремонтную мастерскую. Процесс заточки можно выполнить самостоятельно.
Ввиду крупных габаритов диска, удержать его при работе будет невозможно. Для этого стоит сделать удерживающее приспособление. В его роли может выступить доска. Ее уровень должен быть совмещен с уровнем оси на диске. Расположение круга на подставке должно быть таким, чтобы рабочая поверхность зубьев была расположена перпендикулярно к поверхности диска. Для работы с деформированными резцами по передним и задним поверхностям необходимо использовать подвижные шарниры.
Так как тяжело контролировать задний и передний угол заточки, нужно строго зафиксировать центр пилы по отношению к точильному кругу. Править это необходимо при помощи паза для правки.
С помощью этой статьи вы не растеряетесь, если вдруг у вас возникнет необходимость починить ваш инструмент. Надеюсь, эта статья помогла вам.
Источник
Ремонт твёрдого сплава на дисковых пилах
Закрыть Показать Категории
Закрыть Показать Последние сообщения
Смена напаек на дисковой пиле
Иногда на деревообрабатывающих предприятиях нет участков по подготовке режущего инструмента, а именно, нет условий для пайки и замены твердосплавных пластин. Но зачастую предприятия сталкиваются с тем, что требуется заменить изношенные пластины, что диктуется экономической целесообразностью.
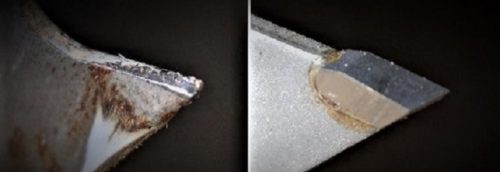
Подготовка корпуса инструмента к пайке твердосплавного дереворежущего инструмента
Для очистки поверхностей перед пайкой от ржавчины, масла, эмульсии (СОЖ) используются химические препараты, которые не снижают качество шва в зоне пайки.
Процесс пайки твердосплавного дереворежущего инструмента
Для получения качественного паяного соединения необходимо, чтобы припой хорошо растекался по поверхностям соединяемых материалов:
- перед пайкой осуществляется нагрев инструмента на высокочастотных установках (ТВЧ);
- индуктор устанавливается таким образом, чтобы нагрев происходил от корпуса инструмента к твердосплавной пластине, чтобы обеспечить равномерный прогрев инструмента;
- время нагрева под пайку определяет равномерность прогрева и является функцией многих переменных: формы и размеров изделий, теплопроводности материалов, параметров индуктора, частоты тока. Точное время нагрева устанавливается экспериментально с учетом того, что при нагреве под пайку исходная структура стали корпуса инструмента должна перейти в аустенит.
- продолжительность выдержки припоя в расплавленном состоянии составляет 3-5 с. В процессе пайки не допускается перегрева припоя;
- после расплавления припоя и заполнения зазоров между пластиной твердого сплава и стенками паза корпуса инструмент удаляется из зоны индуктора;
- охлаждаются паяные инструменты в зависимости от их размеров на воздухе со средней скоростью 50-100 °С/мин.
Наша компания оказывает сервис по ремонту режущего инструмента, а именно:
- рихтовку пилы,
- смену твердосплавных напаек,
- заточку пильного диска.
После сервисного обслуживания в нашем цехе, мы гарантируем качество выполненных работ, увеличение срока использования инструмента. Пила будет работать как новая!
Переоснащение пилы твердосплавными напайками
Переоснащение пилы твердосплавными напайками.
Стоимость указана за один зуб.
Для дальнейшей корректной работы пилы напайки меняются сразу на всех зубьях.
Источник
Ремонт твёрдого сплава на дисковых пилах
Технологии и качество напайки твёрдого сплава на дисковые пилы
Электроконтактная пайка или контактная пайка (пайка сопротивлением)
Во время контактной пайки твёрдый сплав прикасается к электроду, который медленно нагревает твёрдый сплав, латунный припой, флюс до тех пор пока не сплавится с телом пилы.
1. При контактной пайке твёрдого сплава используют латунный припой (температура плавления латунного припоя составляет 800-850 градусов по Цельсию.)
2. Во время спаивания электрический ток проходит через электрод нагревает твёрдый сплав, латунный припой, флюс и тело пилы до тех пор пока тело пилы и твёрдый сплав полностью сплавятся, около 5 секунд.
3. После напайки зуб с твёрдый сплавом обязательно отпускают ( для восстановления свойств твёрдого сплава)
Плюсы технологии:
+ низкая стоимость оборудования для контактной пайки
+ низкая стоимость латунного припоя
+ низкая стоимость флюса
+ низкая стоимость услуги по восстановлению твёрдого сплава на зубьях дисковых пил.
Минусы технологии:
— качество пайки полностью зависит от настроения и самочувствия специалиста по пайке
— твёрдый сплав отпадывает от тела пилы, так как латунный припой не полностью расплавился
— твёрдый сплав крошится, так как был перегрет во время пайки (пайщик передержал момент пайки, температура пайки выше нормы, неправильно подобранный твёрдый сплав, не был осуществлён отжиг зуба после пайки)
— зубья обламываются под корень, пила приходит в негодность
— производство останавливается, идут потери при переустановке пил и затраты на новый инструмент
— себестоимость пиломатериала увеличивается из-за остановок производства и дополнительных расходов на покупку нового инструмента
Итого: 4-6=-2 балла
И давайте также проанализируем метод индукционной пайки.
Индукционная пайка (Токи высокой частоты)
Технология: детали для пайки нагреваются вихревыми токами.
Нагрев твёрдого сплава, серебренного припоя, флюса и тела пилы производится мгновенно 1,5 секунды.
Нагрев происходит точечно и только в месте пайки, за счёт энергии высокой концентрации.
Температура плавления серебреного припоя 680 градусов, что на 120 градусов меньше латунного.
Разогрев в зоне пайки происходит равномерно и перегрев твёрдого сплава и тела пилы исключён, в отличии от контактной пайки.
После напайки твёрдого сплава на зуб, необходимо произвести отпуск металлов в зоне пайки, для восстановления свойств металлов.
Плюсы технологии:
+ качество пайки твёрдого сплава, почти не зависит от пайщика ( работает технология индукционной пайки)
+ твёрдый сплав не крошится
+ твёрдый сплав не отпадывает, напайка стоит до полного стачивания (при условии отсутствия в дереве посторонних предметов)
+ зубья никогда не отпадывают под корень (при условии отсутствия в дереве посторонних предметов)
+ инструмент работает долго, при своевременном обслуживании
+ высокая производительность и низкая себестоимость пиломатериала
Минусы технологии:
— цена услуги восстановления твёрдого сплава чуть выше, чем при технологии контактной пайки.
Итого: 6-1=5 баллов
При простом сравнении мы пришли к выводу, что предприятиям которые:
1. считают свои расходы на себестоимость каждого кубометра пиломатериала
2. Важно качество пиломатериала и отсутсвие простоя оборудования
необходимо выбирать качественную пайку методом индукции с использованием, только серебряного припоя.
Выбирая сотрудничество с компанией Рамстелл, Ваш инструмент будет полностью восстановлен специалистами компании
до уровня нового инструмента с использованием лучших материалов при полном соблюдении технологии индукционной пайки.
Источник
Как заточить циркуляционный диск с твердосплавными зубьями своими руками
Циркулярная пила считается одним из самых востребованных инструментов в арсенале домашних мастеров. Но постоянно работать одним и тем же диском с разным материалом не всегда получается, да и сам пильный диск, как и любой другой режущий инструмент, требует периодической заточки. А это значит, что нужно знать, когда и, главное, как заточить диск на циркулярку самостоятельно.

Дисковые пилы по дереву
Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.

Дисковая пила с твердосплавными напайками разной формы
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Важно! Заточка дисковых пил каждого вида имеет свои особенности, которые не только нужно знать, но и строго соблюдать технологию и последовательность работ.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
Твердосплавные напайки требующей заточки и новой пилы
Определение степени износа
Одним из условий правильной заточки инструмента является определение степени износа зубьев. Самый простой и легкий способ это сравнить две одинаковых пилы — новую, не бывшую в работе и старую, которая нуждается в правке. Достаточно просто наложить диски друг на друга и разница станет очевидной.
Ну а если пилы уже были в использовании, то тогда требуется изготовить шаблон, чтобы выполнить промер каждого из зубьев пилы. Это обязательное условие правки инструмента. Перед тем как заточить диск на циркулярную пилу самостоятельно шаблоном из жести или пластика промеряется каждый зуб и определяется поверхность, которую необходимо обработать для достижения нужного угла режущей кромки.
Совет! В качестве шаблона лучше использовать диски Уральского машиностроительного завода из Екатеринбурга, это самые лучшие пилы соответствующие всем требованиям ГОСТ.
Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.

Заточка твердосплавных напаек
Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Способы заточки циркуляционных дисков с твердосплавными напайками
Для придания правильного угла режущим кромкам применяется ручной и станочный способы заточки инструмента.
- Для ручного способа используются напильники и надфили.
- Для станочного способа используются заточные диски разной зернистости и формы.
Что касается напильников, то это должен быть инструмент для правки режущего инструмента, а надфили с алмазным напылением.
Как станком заточить диск
Для качественной работы используются заточные станки со специальными приспособлениями. Самый простой можно сделать из болгарки — ее просто нужно закрепить хомутами, а рабочий стол можно сделать из ДСП.
В домашних условиях используют крупнозернистый круг для грубой обработки и придания формы зубу, диск средней зернистости для подготовки режущей кромки. Алмазный для финальной обработки.
Перед тем как заточить диск для циркулярной пилы по дереву, его обезжиривают. Маркером отмечают зуб, с которого начинается заточка и закрепляют на станке. Грани затачивают поочередно, переход к обработке следующей поверхности происходит тогда, когда обработаны все зубья пилы.

Заточка при помощи алмазного диска
Как заточить диск вручную напильником
Для заточки победитовых напаек ручной напильник используется редко. Он малоэффективен, да и выдержать угол заточки режущей кромки при ручной обработке очень сложно.
А вот для заточки стальных пил он вполне пригоден. Заточка, так же как и станком, выполняется после выполнения разводки зубьев. Диск после этого зажимается в тисках между двумя деревянными планками, так чтобы обрабатываемая поверхность находилась горизонтально.
Важно! Рекомендуется перед началом работ маркером обвести контур шаблона на пиле, так чтобы видеть количество металла, которое нужно снять.
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов. Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах.
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Источник