- 7403, 7405 долбежный станок с гидравлическим приводом описание, характеристики, схемы
- Сведения о производителе долбежного станка 7403, 7405
- Станки, выпускаемые предприятием Гомельский станкостроительный завод им. С. М. Кирова, СтанкоГомель
- 7403, 7405 долбежный станок с гидравлическим приводом. Назначение и область применения
- Технические характеристики долбежного станка с гидравлическим приводом 7403 (7405)
- 7403, 7405 Посадочные и присоединительные базы долбежного станка
- 7403, 7405 Общий вид долбежного станка
- 7403, 7405 Расположение составных частей долбежного станка
- Спецификация составных частей долбежного станка 7403; 7405
- 7403, 7405 Расположение органов управления долбежным станком
- Перечень органов управления долбежным станком 7403, 7405
- 7403, 7405 Кинематическая схема долбежного станка
- Краткое описание конструкции и работы станка 7403, 7405
- Долбяк
- Гидроцилиндр
- Насос трехплунжерный
- Коробка подач
- Коробка передач
- Механизм торможения долбяка
- Трубопровод
- Фиксирующее устройство стола
- 7403, 7405 Гидравлическая схема долбежного станка
- 7403, 7405 Электрическая схема долбежного станка
7403, 7405 долбежный станок с гидравлическим приводом
описание, характеристики, схемы

Сведения о производителе долбежного станка 7403, 7405
Разработчиком и изготовителем долбежного станка 7403, 7405 является Гомельский станкостроительный завод им. С. М. Кирова СтанкоГомель, основанный в 1885 году.
Станки, выпускаемые предприятием Гомельский станкостроительный завод им. С. М. Кирова, СтанкоГомель
7403, 7405 долбежный станок с гидравлическим приводом. Назначение и область применения
Долбежный станок 7403 редназначен для наружного и внутреннего долбления плоских и фасонных поверхностей, вырезов и канавок, а также для долбления с поднутрением до 10° в условиях индивидуального и мелкосерийного производства.
Станок 7403 предназначен для обработки наружных поверхностей изделий по высоте до 500 мм и обработки внутренних поверхностен изделий по высоте до 250 мм. Станок пригоден для работы в индивидуальном и мелкосерийном производстве, а также в ремонтных мастерских.
Гидрокинематическая схема станка 7403 позволяет производить обработку заготовок с выходом резца «в упор», при этом величина перебега резца при выходе из заготовки составляет 8 мм во всем диапазоне рабочих скоростей и 5 мм в пределах одной ступени скорости.
Привод перемещения долбяка и привод подачи стола на каждый двойной ход долбяка гидравлические.
Станок 7403 имеет ступенчато-дроссельное регулирование скоростей долбяка.
Для снижения вибраций и повышения качества обрабатываемой поверхности заготовок в гидросхеме станка предусмотрен механизм автоматического изменения скорости резания через каждый двойной ход долбяка.
Салазки долбяка шарнирно закреплены в щеках верхней станины и могут быть повернуты вместе с долбяком в вертикальной плоскости на угол до 10° в продольном направлении от станины.
Стол станка имеет три вида перемещений: продольное, поперечное и круговое. Быстрое установочное перемещение стола в указанных направлениях осуществляется от отдельного электродвигателя. Стол может также перемещаться вручную: в продольном и поперечном направлении маховиками, в круговом — рукояткой делительного механизма.
В коробке передач имеется делительный механизм поворота стола, позволяющий делить заготовку на заданное число частей.
В коробке подачи станка имеется механизм, позволяющий настраивать станок на определенную длину обработки детали и автоматически выключать станок.
Конструкция станка обеспечивает автоматический отвод резца от заготовки на обратном ходу долбяка.
Подвесная кнопочная станция осуществляет дистанционное управление станком — сигнализацию наличия напряжения, пуск и останов электродвигателя главного движения, электродвигателя быстрых перемещений стола, а также пуск и останов долбяка.
Станок 7403 имеет централизованную систему смазки, которая осуществляется трехплунжерным насосом.
Конструкция станка допускает многостаночное обслуживание.
Станки 7403 по заказу потребителей могут оснащаться узлом фиксации стола с делением окружности на 4, 6, 8 и 12 равных частей и теплообменником для охлаждения рабочей жидкости гидросистемы.
Транспортирование и хранение станка, принадлежностей и запасных частей должно производиться с временной противокоррозионной защитой по ГОСТ 9.014—78 для II группы изделий.
Категория условий хранения и транспортирования — «С» при поставке станков в районы с умеренным или холодным климатом и «ОЖ» при поставке станков в районы с тропическим климатом и мМоскваих перевозках.
Разработчик — Гомельский станкостроительный завод имени С. М. Кирова.
Класс точности станков Н по ГОСТ 8—77.
Технические характеристики долбежного станка с гидравлическим приводом 7403 (7405)
Изготовитель Гомельский станкостроительный завод, СтанкоГомель.
Основные параметры станка в соответствии с ГОСТ 1141-74.
- Диаметр стола — Ø 630 (Ø 800) мм
- Ход долбяка — 120..320 (120..500), мм
- Расстояние от плоскости стола до направляющих долбяка, мм — 500 (700) мм
- Расстояние от плоскости стола до нижней кромки головки долбяка — 500 (710) мм
- Расстояние от долбяка до станины (вылет) — 615 (710) мм
- Наибольшие перемещения стола продольные — 650 (800) мм
- Наибольшие перемещения стола поперечные — 510 (650) мм
- Наибольшие перемещения стола круговые — 360°
- Наибольшие размеры державки резца — 32 х 20 (40 х 25) мм
- Мощность электродвигателя — 11 кВт
- Вес станка полный — 5,6 (8,2) т
7403, 7405 Посадочные и присоединительные базы долбежного станка
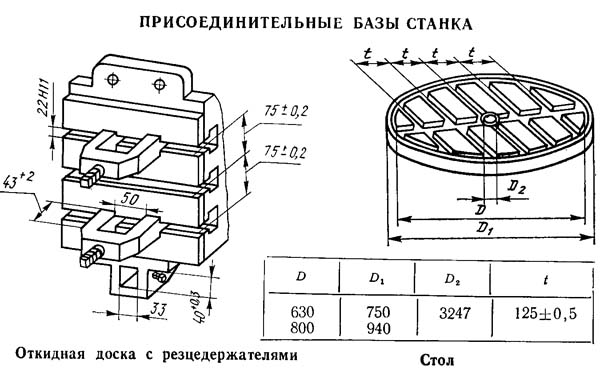
Посадочные и присоединительные базы долбежного станка 7403, 7405
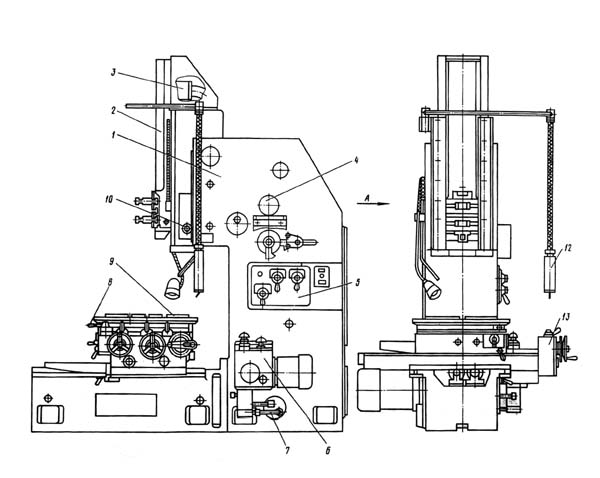
7403, 7405 Общий вид долбежного станка

Фото долбежного станка 7403, 7405

Фото долбежного станка 7403, 7405
7403, 7405 Расположение составных частей долбежного станка
Расположение составных частей долбежного станка 7403, 7405
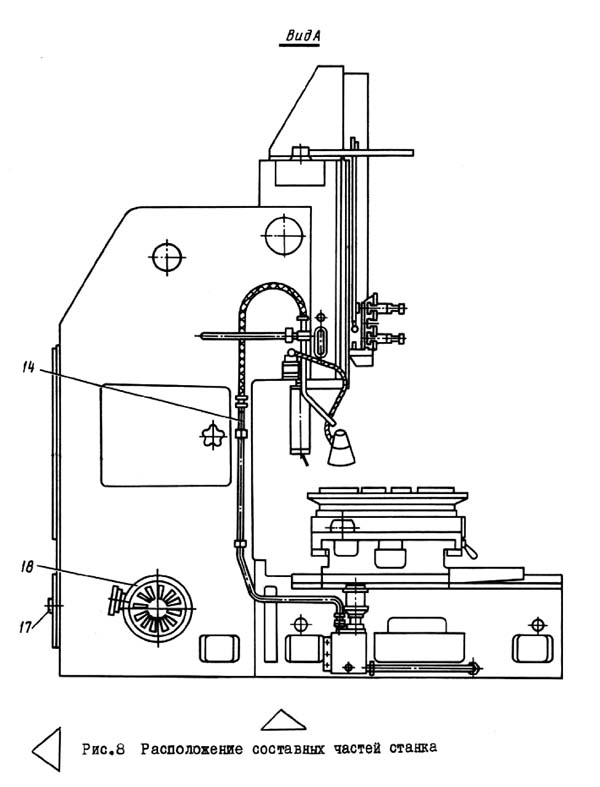
Расположение составных частей долбежного станка 7403, 7405
Спецификация составных частей долбежного станка 7403; 7405
- Станина — 7403.10.000; 7405.10.000
- Долбяк — 7403.20.000; 7405.20.000
- Гидроцилиндр — 142-100x70x630; 142-100x70x800
- Механизм торможения долбяка — 7403.71.000; 7403.71.000
- Управление — 7403.72.000; 7405.72.000
- Коробка подач — 7403.32.000; 7405.32.000
- Трубопровод — 7403.82.000; 7405.82.000
- Фиксирующее устройство стола — 7Д430.43.000; 7Д450.43.000
- Стол — 7403.40.000; 7405.40.000
- Насос (трехплунжерный) — 7403.22.000; 7403.22.000
- Пульт управления — 7Д430.61.000; 7Д450.61.000
- Коробка передач — 7403.41.000; 7403.41.000
- Охлаждение — 7403.50.000; 7405.50.000
- Теплообменник — 7Д430.84.000; 7Д430.84.000
- Электрооборудование — 7403.60.000; 7405.60.000
- Комплект инструмента и принадлежностей — 7403.90.000; 7405.90.000
- Резцедержка — 7403.11.000; 7403.11.000-01
- Отсчетное устройство — 7403.42.000; 7403.42.000
7403, 7405 Расположение органов управления долбежным станком
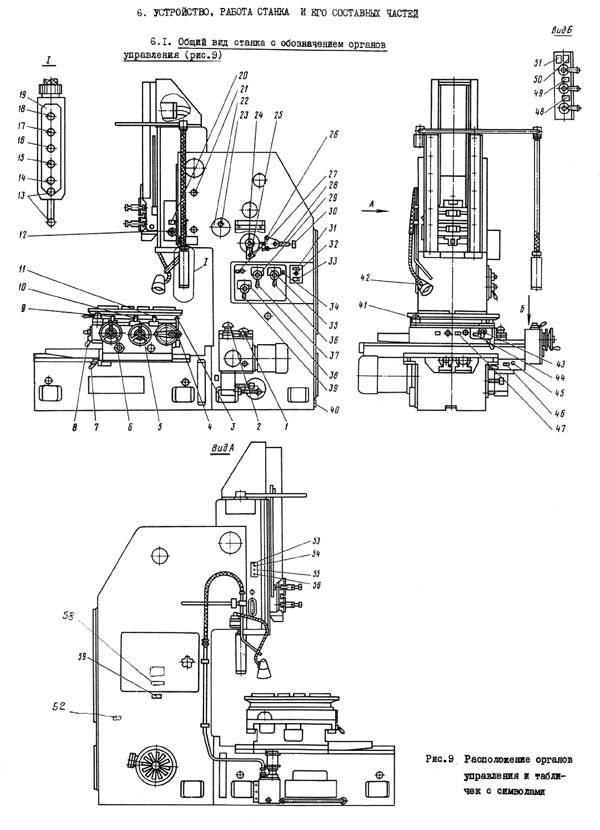
Расположение органов управления долбежным станком 7403, 7405
Перечень органов управления долбежным станком 7403, 7405
- 1. Гайка настройки перемещения стола на заданную ширину обработки
- 2. Маховик регулировки величины подачи стола
- 3. Рукоятка реверса поперечных, продольных и круговых перемещении стола
- 4. Рукоятка делительного механизма стола
- 5. Маховик ручного поперечного перемещения стола
- 6. Маховик ручного продольного перемещения стола
- 7. Рукоятка зажима нижних салазок стола
- 8. Рукоятка зажима верхних салазок стола
- 9. Рукоятка включения механической или ручной продольной подачи
- 10. Рукоятка включения механической или ручной поперечной подачи
- 11. Рукоятка включения механической или ручной круговой подачи
- 12. Рукоятка насоса ручной смазки направляющих долбяка
- 13. Кнопка «Стоп» главного электродвигателя
- 14. Кнопка пуска электродвигателя быстрых перемещений стола
- 15. Кнопка пуска долбяка
- 16. Кнопка пуска главного электродвигателя
- 17. Переключатель цикла «Работа — Наладка»
- 18. Переключатель пуска и останова электронасоса охлаждения
- 21. Гайки зажима салазок долбяка
- 23. Квадрат поворота салазок долбяка на угол
- 24. Упоры переключения и настройки длины хода долбяка
- 28. Рукоятка рычага реверса долбяка
- 32. Лампочка, сигнализирующая о подключении станка к сети (включение вводного автомата)
- 33. Выключатель автоматические для подключения станка к электросети
- 36. Рукоятка бесступенчатого изменения рабочей скорости долбяка в пределах ступени
- 37. Рукоятка механизма автоматического изменения скорости резания
- 39. Рукоятка переключения ступеней скорости долбяка
- 41. Гайки зажима стола
- 42. Выключатель местного освещения
- 43. Лубрикатор ручной смазки направляющих стола и верхних салазок
- 45. Лубрикатор ручной смазки направляющих нижних салазок и станины
- 54. Клапан маслораспределителя системы смазки узла долбяка
- 55. Дроссель регулирования подачи масла в левую направляющую долбяка
- 56. Дроссель регулирования подачи масла в правую направляющую долбяка
7403, 7405 Кинематическая схема долбежного станка
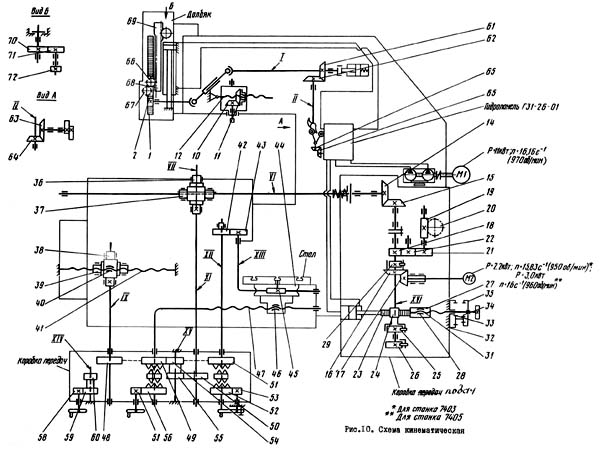
Кинематическая схема долбежного станка 7403, 7405
Краткое описание конструкции и работы станка 7403, 7405
Привод перемещения долбяка и привод подачи стола на каждый двойной ход долбяка-гидравлические.
Станок имеет ступенчато-дроссельное регулирование скоростей долбяка.
Регулирование скорости долбяка осуществляется двумя рукоятками, размещенными на крышке гидропанели управления.
Одна из них устанавливает четыре ступени скорости долбяка, другая производит плавное регулирование рабочей скорости долбяка в пределах ступени.
Изменение направления движения долбяка происходит при переключении золотников гидропанели управления двумя упорами, расположенными на диске узла управления станком.
Перестановкой этих упоров регулируется длина хода долбяка и его положение относительно обрабатываемой заготовки.
Скорость резания на всей длине хода долбяка постоянная.
Салазки долбяка шарнирно закреплены в щеках верхней станины и могут быть повернуты вместе с долбяком в вертикальной плоскости на угол до 10° в продольном направлении от станины.
Стол станка имеет три вида перемещений: продольное, поперечное и круговое.
Быстрое установочное перемещение стола в указанных направлениях осуществляется от отдельного электродвигателя.
Стол может также перемещаться вручную в продольном и поперечном направлениях маховиками, в круговом — рукояткой делительного механизма.
В коробке передач имеется делительный механизм поворота стола, позволяющий делить заготовку на заданное число частей в соответствии с табл.15.
В коробке подачи станка имеется механизм, позволяющий настраивать станок на определенную длину обработки детали и автоматически выключающий станок в конце обработки. Конструкция станка обеспечивает автоматический отвод резца от заготовки на обратном ходу долбяка.
Подвесная кнопочная станция обеспечивает дистанционное управление станком — пуск и останов электродвигателя главного движения, электродвигателя быстрых перемещений стола, электронасоса системы охлаждения, а также пуск и останов долбяка и настройку в наладочном режиме.
Смазка направляющих долбяка и возврат утечек масла в резервуар осуществляется трехплунжерным насосом в салазке долбяка, имеющим механический привод от эксцентрика на валу управления и ручной привод от рукоятки.
Возврат утечек масла из маслосборников долбяка осуществляется плунжерным насосом в долбяке, имеющим привод от рейки фрикциона. Смазка направляющих стола централизованная от лубрикаторов с ручным приводом.
Долбяк
Долбяк 4 (рис. 12) представляет собой полую чугунную отливку, снабженную внутри ребрами жесткости. Долбяк имеет прямоугольные направляющие, которыми скользит по направляющим салазок долбяка. В нижней части долбяка шарнирно закреплена откидная доска 3 с резцедержателями. Внутри долбяка смонтирован механизм автоматической откидки резца при обратном ходе долбяка.
Механизм автоматической откидки резца при обратном ходе долбяка состоит из кронштейна 2, прикрепленного к отменой доске 3, игольчатого подшипника 7, эксцентрика 6, неподвижно насаженного на зал-шестерню 8, рейки 10, нижний конец которой соединен с валом-шестерней через консольно расположенную паразитную шестерню 9. Верхний конец рейки находится в постоянном зацеплении с зубчатым колесом 13 тормозного устройства, расположенного в салазках долбяка. Рейка 10 расположена в пазу долбяка и закреплена так, что имеет возможность перемещаться в пазу долбяка.
В начале обратного хода долбяка рейка 10 удерживается от перемещения тормозным устройством, а долбяк перемещается; при этом эксцентрик начинает поворачиваться и тем самым поворачивает откидную доску с резцом на некоторый угол вокруг оси 5.
Долбяк, пройдя путь в пределах до 30 мм (в зависимости от установленной величины расстояния между заготовкой и режущей кромкой резца) начинает перемещаться вместе с рейкой, преодолевая сопротивление тормозного механизма и тем самым удерживает откидную доску с резцом в откинутом состоянии. В начале рабочего хода, за счет перемещения долбяка относительно рейки, механизм откидки возвращает откидную доску о резцами в исходное положение.
Регулирование усилия тормозного устройства осуществляется пружиной 11 при помощи гайки 12.
Поворот долбяка с салазками на угол осуществляется механизмом через квадрат I.
Гидроцилиндр
Для осуществления возвратно-поступательного перемещения долбяка в станке применен нормализованный гидроцилиндр, который крепится к салазкам долбяка кронштейнами 3 и 4 (рис. 13), а его шток 2 соединен с долбяком.
Для предотвращения утечек масла между гильзой гидроцилиндра и крышками устанавливаются уплотнительные кольца 1. В передней крышке имеется уплотнения штока 5 и дренажное отверстие для отвода утечек масла.
Уплотнение штока зажимается фланцем 6, в котором установлено уплотнение 7.
Установка гидроцилиндра в узле долбяка показана на рис. 12.
Насос трехплунжерный
Насос встроен в салазки долбяка и предназначен для подачи масла к точкам смазки узла долбяка и для возврата утечек масла из маслосборников салазок долбяка в резервуар смазочной системы.
Насос состоит из корпуса 7 (рис. 14) в расточках которого размещены три плунжера 3, 6, 8. Он имеет ручной привод от рукоятки 2 и механический привод от эксцентрика 4 на валу управления.
Плунжеры 3, 6 осуществляют додачу масла к точкам сказка, плунжер 8 — возврат утечек масла из маслосборников салазок долбяка в резервуар смазочной системы.
Возврат плунжеров 3, 6 и 8 в исходное положение осуществляется пружинами 1 и 9.
При движении плунжеров от привода происходит нагнетание масла; при возврате в исходное положение от пружин — всасывание.
Насос имеет три всасывающих клапана 10 и три нагнетательных клапана 5.
Коробка подач
Коробка подач предназначена для осуществления продольных, поперечных и круговых подач стола на каждый двойной ход долбяка и для быстрого установочного перемещения стола в этих направлениях.
При реверсе долбяка о рабочего хода на обратный масло от насоса через управляющий золотник панели поступает в гидроцилиндр 21 (рис.15)) коробки подач и перемещает поршень 20 вверх. Рейка 19, соединенная со штоком, вращает зубчатое колесо 18, от которого через храповой механизм 2 получает вращение вал 6, связанный через пару конических шестерен и предохранительное муфту 5 со столон.
Быстрое установочное перемещение стола во всех трех направлениях осуществляется от отдельного электродвигателя.
Настройка величины додачи производится изменением величины хода поршня 20 при помощи маховика 15, лимба 14, шестерни 13 и пары винт-гайка 11, 12, причем гайка 11 является упором, ограничивавшим ход поршня 20 при совершении подачи. Гайка II кинематически связана через толкатель 10 с гидродросселем подачи Э. Таким образом, одновременно с настройкой величины подачи изменением хода поршня 20 гидроцилиндра подачи соответственно изменяется площадь проходного сечения гидродросселя 9, что обеспечивает стабильность работы механизма коробки подач во всем диапазоне настройки.
Отсчет величина установленной подачи осуществляется при помощи лимба 14, закрепленного на одной оси с маховиком 15. Положение маховика фиксируется винтом 22. На выходящем конце вала коробки подач установлен храповой механизм I, который противодействует вращении вала в обратную сторону во время зарядка гидроцилиндра подачи.
Храповой механизм 4 служит для исключения влияния вращающейся массы ротора электродвигателя быстрых перемещений стола на стабильность работы механизма подачи.
При включении электродвигателя храповой механизм 4 соединяет последний с механизмом коробки подач, а при осуществлении подачи стола от гидроцилиндра автоматически отсоединяет электродвигатель от механизма коробки подачи.
В верхнюю крышку коробки подач вмонтирован механизм настройки стола на заданную длину обработки заготовки с автоматическим остановом станка в конце обработки.
Механизм настройки стола на заданную длину обработки состоит из лимба 26 имеющего две шкалы: одну для настройки продольных и поперечных перемещений, другую — для круговых перемещений, червячной пары 17, цилиндрических шестерен 27.
Настройка механизма на необходимую длину обработки производится установкой указателя 25 против соответствующего деления шкалы и закрепления его гайкой 16. При вращении указатель доходит до отметки «0» и нажимает на толкатель 24. микровыключателя 23, который отключает электродвигатель главного движения станка.
Коробка передач
Коробка передачи предназначена дли управления движениями стола.
Изменение направления движений стола осуществляется рукояткой реверса 4 (рис.17).
Ручное перемещение стола в продольном направлении осуществляется маховиком 5, а круговое — рукояткой 7 делительного механизма.
Рукоятки 1, 2, 3 предназначены для переключения с механической подачи на ручную и обратно.
Механизм торможения долбяка
Механизм торможения долбяка состоит из корпуса гидроцилиндра 1 (рис.18), поршня 2, штока 3, зубчатых полумуфт 4 и 5, штифта 7 и пружины 8.
Зубчатая полумуфта 5 связана жесткой кинематической цепью с долбяком и при перемещении его вращается, а зубчатая полумуфта 4 жестко соединена со штоком 3 и удерживается от вращения штифтом 7.
При работе станка поршень 2 под давлением масла в гидросистеме перемещается в крайнее правое положение, при этом зубчатые полумуфты разобщены. На корпусе гидроцилиндра установлен микропереключатель, осуществляющий контроль крайнего правого положения поршня, при котором зубчатые полумуфты разобщены. Включение микропереключателя осуществляется толкателем 6, который жестко закреплен в полумуфте 4.
При остановке станка давление в гидросистеме падает и пружина 8, перемещая поршень влево, вводит в зацепление зубчатые полумуфты и тем самим предотвращает самопроизвольное опускание долбяка под действием силы тяжести при выключении гидросистемы.
Рукоятка 4 служит для переключения четырех ступеней скорости долбяка, а рукоятка 2 для бесступенчатого изменения рабочей скорости долбяка в пределах ступени.
Рукоятка 3 предназначена для включения механизма автоматического изменения скорости резания гидропанели управления Г31-26-01.
Дистанционное управление пуском и остановом гидропривода станка обеспечивается с подвесной кнопочной станции.
Величина хода долбяка и его положение относительно обрабатываемой заготовки устанавливается по шкале диска 6 упорами 7 и 8, которые, воздействуя поочередно на ролики 9, поворачивают рычаг реверса долбяка 5 с рукояткой I. Рычаг реверса поворачиваясь, перемещает золотники управления гидропанели. Рукояткой I можно производить реверс долбяка вручную независимо от настройки упоров на величину хода. Диск 6 с упорами 7 и 8 связан с долбяком жесткой кинематической цепью.
Трубопровод
Трубопровод (рис.20) соединяет между собой гидроцилиндр главного движения, гидроцилиндр коробки подачи, гидропанель управления, гидронасос и вспомогательную аппаратуру.
Монтаж гидропанели управления производится через окно в правой стенке станины, монтаж трубопровода — через окно в левой стенке станины.
На рис. 20 показана разводка труб и расположение гидроаппаратуры внутри станины.
Места подвода труб к гидроаппаратам указана в табл. 6.
Внутри станины над окном для монтажа трубопровода размещены два реверсивных гидрораспределителя, управляющих включением гидропанели управления и механизма торможения долбяка.
Контрольный манометр с золотником включения расположен на кронштейне в проеме окна в левой стенке станины.
По требованию потребителя в сливном отсеке гидробака может устанавливаться теплообменник, который крепится на задней крышке станины.
Фиксирующее устройство стола
Фиксирующее устройство стола (см. рис. 8, позиция 8) состоит из корпуса 1 (рис. 21), рейки -фиксатора 3, вала-шестерни 4, связанного с рукояткой 5, втулок 2, установленных в столе.
При повороте рукоятки 5 в крайнее левое положение рейка-фиксатор 3 выходит из сопряжения со втулкой 2 и освобождает стол, в этом положении рукоятка 5 стопорится.
Для включения фиксации стола необходимо приподнять рукоятку 5 вверх и повернуть в крайнее правое положение, при этом втулка 2 стола должна точно находиться против рейки-фиксатора 3. Количество фиксирующих отверстий (4, 6, 8 и 12) оговаривается Заказчиком при заказе станка.
ВНИМАНИЕ! Нельзя включать круговую подачу стола при включенном механизма фиксации во избежание поломки станка.
7403, 7405 Гидравлическая схема долбежного станка
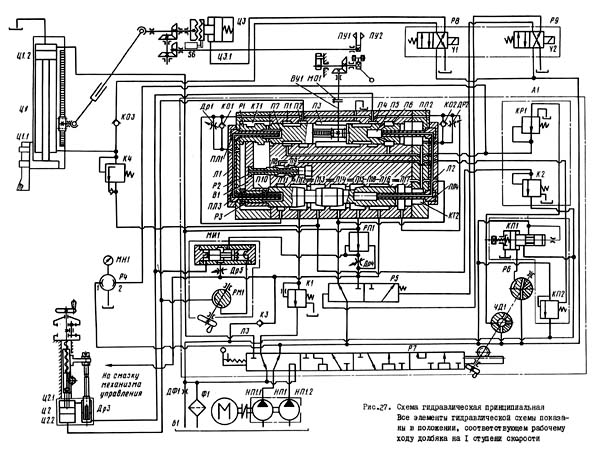
Гидравлическая схема долбежного станка 7403, 7405
7403, 7405 Электрическая схема долбежного станка

Электрическая схема долбежного станка 7403, 7405
Источник